Область технического применения
Настоящее изобретение относится к объемному нетканому материалу и способу его изготовления, особенно - к объемному нетканому материалу, пригодному для использования в качестве материала для чистки (уборки) и к способу его изготовления.
Предпосылки к созданию изобретения
Одним из правообладателей данной заявки ранее был предложен объемный нетканый материал, содержавший комплекс волокон, представлявший собой волокнистое полотно, сформированное посредством перепутывания волокон струями воды и содержавшее множество выступов и углублений (см. раздел «Патентная литература»: № 1, ниже). Объемный нетканый материал изготавливали, подвергая комплекс волокон, полученный посредством перепутывания волокон струями воды в волокнистом полотне, второй обработке, заключавшейся в перепутывании волокон струями воды, на устройстве для формирования рисунка, содержавшем множество выступов и углублений, и множество отверстий. Объемный нетканый материал, полученный этим способом, содержал множество выступов, благодаря которым обеспечивались гибкость и хорошее туше материала, и, таким образом, обеспечивалась пригодность его к использованию в качестве материала для чистки (уборки). Кроме того, при изготовлении объемного нетканого материала по этому способу обеспечивалась низкая стоимость материала. При использовании объемного нетканого материала в качестве материала для чистки (уборки) обеспечивалась способность к захвату и удерживанию им мелких частиц пыли, прицепившихся к поверхности, подвергаемой чистке, между составлявшими его волокнами.
Помимо описанной выше технологии, в документе № 2 (см. раздел «Патентная литература», ниже) раскрыта салфетка для протирки (уборки) из нетканого материала, состоявшего из волокнистого материала и содержавшего множество волнообразных изгибов, по меньшей мере, с одной его стороны. Согласно литературным данным салфетку для протирки (уборки) изготавливают, осуществляя следующие стадии (a)-(c):
(а) формирование настила, состоящего, по меньшей мере, из одного полотна из гидрофильного волокна и, по меньшей мере, одного полотна из гидрофобного волокна, принимающего извитую форму при нагреве;
(b) направление струй воды под высоким давлением из отверстий малого диаметра на настил, расположенный на поддерживающей сетке, содержащей непрерывную, плоскую часть и множество дискретно распределенных выступов и/или углублений, и множество дренажных отверстий малого диаметра, для перепутывания и перемещения волокон двух видов полотен для получения нетканого материала, обладающего неравномерной плотностью волокна в направлении его плоскости; и
(c) обезвоживание и/или сушку нетканого материала с последующей тепловой обработкой для придания извитости синтетическим волокнам.
Способом согласно документу № 2 (см. раздел «Патентная литература») получают салфетку для протирки (уборки), содержащую множество волнообразных изгибов, с относительно большой разницей уровней поверхности. Однако необходимость использования двух видов волокон: гидрофильных волокон и гидрофобных волокон, принимающих извитую форму при нагреве, и проведения тепловой обработки для понуждения гидрофобных волокон, принимающих извитую форму при нагреве, к принятию извитой формы, делает стадию обработки усложненной, что экономически неблагоприятно.
В документе № 3 (см. раздел «Патентная литература») раскрыт нетканый материал, содержащий, по меньшей мере, одну из предварительно определенных частей: канавки, отверстия и выступы, получаемый посредством направления текучей среды, в основном содержащей газ, на сторону комплекса волокон, в виде полотна, расположенного на описанном ранее воздухопроницаемом поддерживающем средстве. Комплекс волокон содержит термопластичные волокна, размягчающиеся при предписанной температуре. Изготовление этого нетканого материала включает размягчение термопластичных волокон посредством нагрева. Это делает стадию обработки усложненной и экономически неблагоприятной.
В документе № 4 (см. раздел «Патентная литература») раскрыт неперфорированный нетканый материал для чистки (уборки), рабочая поверхность которого содержит расположенные не хаотически выступающие области и углубленные области. Углубленные области образуют непрерывный рисунок в плоскости X-Y, окружающий дискретные выступающие области, где непрерывный рисунок состоит из каналов. Рабочая поверхность имеет среднюю разницу по высоте, составляющую, по меньшей мере, около 1 мм, и общий объем пор, составляющий больше 750 г/см2. Способ изготовления нетканого материала для чистки (уборки) включает стадию перепутывания волокон струями воды в структуре нетканого материала на формирующей транспортерной ленте, содержащей желаемый рисунок выступающих и углубленных областей. Это делает стадии обработки усложненными и экономически неблагоприятными. Кроме того, углубленные области нетканого материала для чистки (уборки) обладают неблагоприятно низкой способностью захвата крупных частиц.
Перечень цитируемой литературы
Патентная литература
№ 1: заявка на патент США № 2003/0008108A1
№ 2: патент США № 5618610A
№ 3: заявка на патент США № 2008/0010795A1
№ 4: заявка на патент США № 2001/0029966A1
Краткое описание изобретения
Настоящим изобретением создан способ изготовления объемного нетканого материала. Способ включает <стадии>: направление струй воды под высоким давлением на волокнистое полотно для перепутывания волокон друг с другом, для формирования полотна с перепутанными волокнами; укладку полотна с перепутанными волокнами на первое устройство для формирования рисунка, содержащее отверстия, расположенные в виде предписанного рисунка; и подвергание полотна с перепутанными волокнами, расположенного на первом устройстве для формирования рисунка, воздействию струй воды под высоким давлением для понуждения части полотна с перепутанными волокнами к вхождению в отверстия первого устройства для формирования рисунка. Первое устройство для формирования рисунка содержит: множество первых проволокообразных элементов, проходящих в одном направлении, расположенных на предварительно определенном расстоянии друг от друга; и поддерживающие средства, содержащие множество отверстий. Поддерживающие средства расположены под множеством первых проволокообразных элементов.
Изобретением также создан объемный нетканый материал, сформированный посредством перепутывания волокон друг с другом в волокнистом полотне и содержащий первую сторону и вторую сторону, противоположную первой стороне. Объемный нетканый материал содержит множество макроскопических первых углубленных гребней и множество выступов, расположенных, по меньшей мере, на первой стороне. Множество первых углубленных гребней, проходит прямо в первом направлении с интервалом от 0,825 мм до 15,0 мм, где первое направление совпадает с направлением ориентации волокон. Выступ расположен между первыми углубленными гребнями, расположенными рядом друг с другом. Выступ выступает от второй стороны к первой стороне объемного нетканого материала.
Изобретением также создан объемный нетканый материал, сформированный посредством перепутывания волокон в волокнистом полотне друг с другом и с сеткой, и содержащий первую сторону и вторую сторону, противоположную первой стороне. Объемный нетканый материал содержит множество макроскопических первых углубленных гребней и множество макроскопических выступов, расположенных, по меньшей мере, на первой стороне. Множество первых углубленных гребней, проходит прямо в первом направлении с интервалом от 0,825 мм до 15,0 мм, где первое направление совпадает с направлением ориентации волокон. Выступ расположен между первыми углубленными гребнями, расположенными рядом друг с другом. Выступ выступает от второй стороны к первой стороне объемного нетканого материала. Объемный нетканый материал содержит первую область и вторую область, на виде в плане. Первая область имеет более высокую плотность волокна и меньшую толщину, чем вторая область. Вторая область имеет более низкую плотность волокна и большую толщину, чем первая область. Вторая область очерчена первой областью. Первая область содержит первый участок, проходящий в направлении ориентации волокон, и второй участок, проходящий в направлении, перпендикулярном к направлению, в котором проходит первый участок. Второй участок имеет размер 286 мм или более по прямой в направлении ориентации волокон, когда расстояние между вторыми участками, расположенными рядом друг с другом, больше расстояния между первыми участками, расположенными рядом друг с другом. Второй участок имеет размер 206 мм или более в направлении, перпендикулярном направлению, в котором проходит первый участок, когда расстояние между первыми участками, расположенными рядом друг с другом, больше расстояния между вторыми участками, расположенными рядом друг с другом.
Преимущества изобретения
Объемный нетканый материал согласно изобретению обладает гибкостью и хорошим туше. При использовании, в частности, в качестве материала для чистки (уборки), объемный нетканый материал согласно изобретению пригоден для эффективного захвата относительно крупных частиц пыли, подобных хлебным крошкам, находящимся в местах, где их сложно собирать, например, в пространствах между панелями пола и в углублениях на поверхности мебели и бытовой техники. Используя способ изготовления согласно изобретению можно легко вырабатывать такие объемные нетканые материалы.
Краткое описание чертежей
На фиг. 1 показано вертикальное поперечное сечение объемного нетканого материала согласно варианту осуществления настоящего изобретения;
на фиг. 2(a) показан вид в перспективе объемного нетканого материала согласно другому варианту осуществления настоящего изобретения;
на фиг. 2(b) показано поперечное сечение b-b на фиг. 2(a);
на фиг. 3(a) показан вид в перспективе объемного нетканого материала согласно еще одному варианту осуществления настоящего изобретения;
на фиг. 3(b) показано поперечное сечение b-b на фиг. 3(a);
на фиг. 4 схематически показана установка, пригодная для изготовления объемного нетканого материала, представленного на фиг. 2;
на фиг. 5(a) показан внешний вид устройства в форме барабана для формирования рисунка, установленного в части для формирования трехмерного рисунка установки, представленной на фиг. 4;
на фиг. 5(b) показан вид в перспективе части устройства в форме барабана для формирования рисунка, представленного на фиг. 5(a) в раскрытом и развернутом вдоль плоскости состоянии;
на фиг. 6(a), 6(b) и 6(c) показаны схематические диаграммы волокнистых полотен с перепутанными волокнами, с трехмерным рисунком, выработанным с использованием устройства для формирования рисунка, представленного на фиг. 5(a) и 5(b);
на фиг. 7(a), 7(b) и 7(c) схематически показаны расположения первых проволокообразных элементов и вторых проволокообразных элементов в устройстве для формирования рисунка;
на фиг. 8(a), 8(b), 8(c) и 8(d) схематически показаны расположения первых проволокообразных элементов и вторых проволокообразных элементов в устройстве для формирования рисунка;
на фиг. 9 показано второе устройство для формирования рисунка согласно другому варианту осуществления части для формирования трехмерного рисунка, представленной на фиг. 4;
на фиг. 10 показан схематически в увеличенном масштабе вид существенной части другого варианта осуществления части, представленной на фиг. 4, для формирования трехмерного рисунка;
на фиг. 11 проиллюстрирован способ придания волокнистому полотну трехмерной, рисунчатой структуры при использовании других вариантов осуществления части, представленной на фиг. 4, для формирования трехмерного рисунка;
на фиг. 12 показано второе устройство для формирования рисунка согласно другим вариантам осуществления части, представленной на фиг. 4, для формирования трехмерного рисунка.
Описание вариантов осуществления изобретения
Изобретением созданы: объемный нетканый материал, обладающий очень хорошей способностью к захвату частиц пыли при использовании его в качестве материала для чистки (уборки); и способ изготовления такого объемного нетканого материала.
Изобретение ниже описано со ссылками на предпочтительные варианты его осуществления и на прилагаемые чертежи. Объемный нетканый материал согласно изобретению содержит материал, сформированный из волокнистого материала, и содержит первую сторону и вторую сторону, противоположную первой стороне. Обе стороны (первая и вторая стороны) сформированы из волокнистого материала. Объемный нетканый материал согласно изобретению может состоять только из волокнистого материала или может содержать другие материалы в дополнение к волокнистому материалу. Другим материалом, приведенным в качестве примера, может быть сетка, как это описано ниже.
Объемный нетканый материал согласно изобретению получают посредством перепутывания волокон в волокнистом полотне.
В случае если объемный нетканый материал содержит сетку в дополнение к волокнистому полотну, то волокна, составляющие волокнистое полотно, перепутывают не только друг с другом, но также и с сеткой. При использовании в данном тексте, под термином «волокнистое полотно» понимают комплекс волокон, не обладающий средствами для сохранения формы. Волокнистое полотно преобразуют в нетканый материал, обладающий высокой способностью сохранения формы, посредством сильного перепутывания составляющих его волокон. Процесс перепутывания волокон не ограничен особыми требованиями, и может быть использован любой процесс, известный в данной области. Например, эффективным может быть процесс иглопрокалывания. Конкретным предпочтительным процессом перепутывания волокон является процесс перепутывания волокон струями воды, осуществляемый посредством направления струй воды под высоким давлением, как это описано ниже. Для достижения высокой способности к захвату частиц пыли, для использования объемного нетканого материала в качестве материала для чистки (уборки), предпочтительно, чтобы объемный нетканый материал обладал способностью сохранения его формы только для перепутывания волокон. Часть волокон может способствовать сохранению формы объемного нетканого материала с помощью средств, отличающихся от перепутывания волокон. Например, сохранение формы может достигаться посредством скрепления волокон в местах их перекрещивания посредством, например, скрепления в точках расплавления или склеивания связующим.
На фиг. 1 показано вертикальное поперечное сечение объемного нетканого материала согласно варианту осуществления настоящего изобретения. Как было ранее указано, объемный нетканый материал 10 содержит первую сторону 11 и вторую сторону 12, противоположную первой стороне 11. Объемный нетканый материал 10 содержит множество макроскопических первых углубленных гребней 21 и выступов 30, по меньшей мере, на первой стороне 11. Под термином «макроскопический», при использовании в данном тексте, понимают, что, при рассматривании объемного нетканого материала 10, показанного на фиг. 1, невооруженным глазом может быть установлено присутствие первых углубленных гребней 21 и выступов 30. Таким образом, термин не охватывает мелкие канавки или выступы, наличие которых невозможно определить, если не рассматривать толщину поперечного сечения объемного нетканого материала 10 под микроскопом. Более конкретно, термин не охватывает те канавки и выступы, глубина или высота которых составляет менее приблизительно 0,1 мм, т.е. имеет размер, различимый только под микроскопом, например, цифровым микроскопом модели VHX-500 компании Keyence при 20-кратном увеличении, без приложения нагрузки.
Множество первых углубленных гребней 21 проходит в первом направлении (направлении, перпендикулярном плоскости чертежа, представленного, на фиг. 1), и они расположены на предписанном расстоянии между ними. Первое направление обычно совпадает с продольным направлением (ПрН) объемного нетканого материала 10 при его изготовлении. Первые углубленные гребни 21 по существу непрерывно проходят прямолинейно. Расположенные рядом друг с другом, первые, углубленные гребни 21 параллельны друг другу, и между первыми углубленными гребнями 21 нет мест перекрещивания. Первый углубленный гребень 21 имеет по существу одинаковую глубину в направлении его прохождения. Первые углубленные гребни 21 получаются в результате формирования выступов 30 объемного нетканого материала 10, выступающих от второй стороны 12 к первой стороне 11.
Выступ 30 расположен между расположенными рядом первыми углубленными гребнями 21. Выступ 30 объемного нетканого материала 10 выступает от второй стороны 12 к первой стороне 11. Форма выступа 30 зависит от того, сформирован или нет второй углубленный гребень (описано ниже) на первой стороне 11. Более конкретно: (i) при отсутствии второго углубленного гребня, сформированного на первой стороне 11, выступ 30 представляет собой выступающий гребень, проходящий в том же направлении, в котором проходит первый углубленный гребень 21; и (ii) при наличии второго углубленного гребня, сформированного на первой стороне 11, выступ 30 имеет, на виде в плане, форму, близкую к прямоугольной, определенную пересечением первого и второго углубленных гребней. В случае (ii) множество выступов 30 располагается вдоль прямой линии в направлении прохождения первых углубленных гребней 21 и/или вторых углубленных гребней. Другими словами, множество выступов 30 выставлено прерывисто вдоль прямой линии между расположенными рядом друг с другом первыми углубленными гребнями 21 и/или расположенными рядом друг с другом вторыми углубленными гребнями, чтобы казалось, что они образуют единый выступающий гребень.
Хотя объемный нетканый материал 10 обладает способностью сохранения его формы при перепутывании волокон, волокна, составляющие объемный нетканый материал 10, обладают большой степенью свободы. Таким образом, объемный нетканый материал 10 обладает гибкостью и хорошим туше. Благодаря большой степени свободы волокон (их подвижности) обеспечиваются следующие преимущества: при использовании объемного нетканого материала в качестве материала для сухой чистки (уборки), когда в качестве рабочей поверхности служит его первая сторона 11, можно успешно улавливать и захватывать пыль, состоящую из твердых частиц и/или частиц волокон, между высокоподвижными волокнами. Захват пыли между высокоподвижными волокнами благоприятен для захвата относительно мелких частиц пыли, и он преимущественно выполняется выступом 30. С другой стороны, относительно крупные частицы пыли, например, хлебные крошки, осаждаются в первом углубленном гребне 21 и успешно захватываются им. Так как первый углубленный гребень 21 проходит прямолинейно, он обладает более высокой способностью захвата относительно крупных частиц пыли, чем прерывистый или извивающийся углубленный гребень. Таким образом, объемный нетканый материал 10 согласно настоящему варианту осуществления, при использовании его в качестве материала для чистки (уборки), способен захватывать относительно мелкие частицы пыли его выступами 30 и относительно крупные частицы пыли его первыми углубленными гребнями 21. Таким образом, при использовании в качестве материала для чистки (уборки) объемный нетканый материал 10 согласно настоящему варианту осуществления пригоден для захвата относительно крупных частиц пыли, находящихся в местах, сложных для уборки, например, в пространствах между панелями пола и в углублениях на поверхности мебели и бытовой техники, а также для уборки относительно мелких частиц пыли.
Для улавливания и захвата относительно мелких частиц пыли, благоприятно, чтобы волокна объемного нетканого материала 10 обладали большой степенью свободы. Однако при слишком большой степени свободы волокон наблюдается тенденция к уменьшению способности сохранения формы объемного нетканого материала 10. Принимая во внимание эти соображения, предпочтительно, чтобы свобода волокна, выраженная в виде коэффициента перепутывания (ниже «коэффициент перепутывания»), была в диапазоне от 0,05 Нм/г до 2,0 Нм/г, более предпочтительно - от 0,2 Нм/г до 1,5 Нм/г. Коэффициент перепутывания, как это определено выше, являющийся мерой, представляющей степень перепутывания составляющих волокон, определяется начальным наклоном кривой «нагрузка-удлинение», измеряемым в направлении, перпендикулярном направлению ориентации волокон в объемном нетканом материале 10. Чем меньше коэффициент, тем слабее перепутывание волокон, т.е. более высокая степень свободы волокон. Под термином «направление ориентации волокон» понимается направление, в котором максимальная нагрузка при испытаниях на растяжение является наибольшей; под термином «нагрузка» понимается частное, получаемое в результате деления растягивающей нагрузки на ширину образца, зажатого в приборе для испытаний на растяжение, и на поверхностную плотность объемного нетканого материала; под термином «растяжение» понимают удлинение. Подробности определения коэффициента перепутывания описаны, например, в патенте США № 6936333 (столбец 12), включенном в его полном объеме в настоящий документ посредством ссылки.
Объемный нетканый материал 10, обладающий коэффициентом перепутывания, попадающим в указанный диапазон, может быть получен посредством правильного выбора условий перепутывания волокон струями воды согласно описанному ниже способу изготовления объемного нетканого материала 10.
На фиг. 3(a) показан объемный нетканый материал 10, отличающийся от варианта осуществления, показанного на фиг. 2. На фиг. 3(b) показано поперечное сечение b-b на фиг. 3(a). Объемный нетканый материал 10, представленный на фиг. 3, отличается от объемного нетканого материала, показанного, на фиг. 2, тем, что он содержит первую область 71 и вторую область 72 на его виде в плане.
Объемный нетканый материал 10, представленный на фиг. 3, является волокнистым нетканым материалом, изготовленным в основном из волокнистого материала. Объемный нетканый материал 10 состоит из: полотна 41 с перепутанными волокнами, сформированного посредством подвергания волокнистого полотна воздействию струй воды для перепутывания волокон; и сетки 62, расположенной внутри полотна 41 с перепутанными волокнами. Полотно 41 с перепутанными волокнами и сетка 62 соединены вместе посредством перепутывания волокон полотна 41 с перепутанными волокнами с сеткой 62.
Полотно 41 с перепутанными волокнами предпочтительно сформировано только посредством перепутывания составляющих его волокон. В этом случае объемный нетканый материал 10 вызывает приятное ощущение при соприкосновении (имеет приятное туше), и при использовании в качестве материала для чистки (уборки) особенно - для протирки полов, обладает очень хорошей способностью к улавливанию и удерживанию пыли и грязи, например, волос или мелких частиц пыли, в сравнении со скрепленным волокнистым полотном, полученным посредством расплавления скрепляющих термопластичных полимерных волокон.
Объемный нетканый материал 10 содержит первую область 71 и вторую область 72. Вторая область 72 очерчена первой областью 71. Как представлено на фиг. 3(a), первая область 71 содержит, на виде в плане, множество первых участков 71a, проходящих в продольном направлении, и множество вторых участков 71b, проходящих в направлении, перпендикулярном первым участкам 71a, для взаимного соединения первых участков 71a, расположенных рядом друг с другом. Множество первых участков 71a расположено по существу параллельно друг другу с предварительно определенным интервалом. Множество вторых участков 71b также расположено по существу параллельно друг другу с предварительно определенным интервалом. Один второй участок 71b соединяет только два первых участка 71a, расположенных рядом друг с другом, и не соединяет более двух расположенных рядом друг с другом первых участков 7la. Каждый первый участок 71a проходит по существу в том же направлении, что и направление ориентации волокон, составляющих объемный нетканый материал 10.
Вторая область 72 расположена в зоне, очерченной первым участком 71a и вторым участком 71b, представляющими первую область 71. Предпочтительно, с точки зрения повышения способности к захвату частиц пыли и выполнения операций чистки (уборки) при использовании в качестве материала для чистки (уборки), чтобы вторая область 72 не была полностью окружена первым и вторым участками 71a и 71b. Является приемлемой, хотя и не предпочтительной, такая структура, в которой в каждом случае первая область 71 имеет замкнутую форму, которой полностью охвачена вторая область 72. Когда расстояние между расположенными рядом вторыми участками 71b больше расстояния между расположенными рядом первыми участками 71a в первой области 71, расстояние L1 по прямой между расположенными рядом вторыми участками 71b в первой области 71 предпочтительно составляет 286 мм или более, более предпочтительно - от 286 мм до 400 мм, даже более предпочтительно - от 286 мм до 310 мм. Когда, с другой стороны, расстояние между расположенными рядом первыми участками 71a больше расстояния между расположенными рядом вторыми участками 71b в первой области 71, расстояние W3 между расположенными рядом первыми участками 71a в первой области 71 предпочтительно составляет 206 мм или более, более предпочтительно - от 206 мм до 300 мм, даже более предпочтительно - от 206 мм до 225 мм. При формировании первой области 71, состоящей из первых и вторых участков 71a и 71b, имеющих описанную выше геометрию, обеспечивается вторая область 72 с увеличенной площадью, и, соответственно, объемный нетканый материал 10, используемый в качестве материала для чистки (уборки), обладает повышенной способностью к захвату пыли и к выполнению операций чистки (уборки). Авторы изобретения считают, что указанным выше расстоянием L1 обеспечивается длинный участок для захвата пыли для повышения способности к захвату частиц пыли, особенно - волос длиной до 30 см.
Первая область 71 и вторая область 72 отличаются по плотности и толщине волокон. Более конкретно, первая область 71 обладает более высокой плотностью волокна и меньшей толщиной, чем вторая область 72. Вторая область 72 обладает более низкой плотностью волокна и большей толщиной, чем первая область 71. Соответственно, объемный нетканый материал 10 содержит на его одой стороне вторую область 72 большей толщины и первую область 71 меньшей толщины. Таким образом, объемный нетканый материал 10 обеспечивается объемной структурой посредством формирования первой области 71 и второй области 72.
Вторая область 72 большей толщины содержит множество выступов 30 и первый углубленный гребень 21. Выступ 30 формируют посредством выдвижения части полотна с перепутанными волокнами, которая представляет вторую область 72, с одной стороны второй области 72 в направлении к другой стороне второй области 72. Первый углубленный гребень 21 располагается между выступами 30. В результате этого вторая область 72 приобретает, в целом, трехмерную неровную поверхность.
Отдельные выступы 30 по существу равны по размерам и проходят в том же направлении, в котором проходит первый участок 71a первой области 71. Первый углубленный гребень 21 между расположенными рядом выступами 30 также проходит в том же направлении, в котором проходит первый участок 71a первой области 71.
Как описано выше, объемный нетканый материал 10, представленный на фиг. 3, содержит вторую область 72, являющуюся толстой и содержащей выступы, и первую область 71, являющуюся тонкой и содержащей углубленную область, где вторая область 72 содержит выступы 30 и первый углубленный гребень 21, посредством чего получается двойная текстурированная структура. В результате этого, при использовании, например, в качестве материала для сухой чистки (уборки), особенно - для протирки пола, объемный нетканый материал 10 обладает очень хорошей чистящей способностью удаления пыли и грязи из канавок между панелями пола и из неровных поверхностей пола и высокой способностью к улавливанию и удерживанию относительно крупных частиц пыли, например, хлебных крошек. Объемный нетканый материал 10 обладает также высокой способностью улавливания и удерживания частиц пыли, например, волос и мелких частиц пыли. Даже при использовании в качестве материала для чистки (уборки), смоченного жидкостью, объемный нетканый материал 10 обладает повышенной способностью к выполнению операций чистки (уборки), особенно он встречает пониженное сопротивление при выполнении операций протирки и обладает повышенной способностью к медленному высвобождению чистящей жидкости.
Благодаря тому, что вторая область 72 с меньшей плотностью волокна очерчена первой областью 71 с большей плотностью волокна, эффективно предотвращается выделение или выпадение пыли из волокна второй области 72 и в то же время обеспечивается повышенная степень свободы волокна во второй области 72.
Первая область 71 обладает более высокой плотностью волокна, чем вторая область 72, как было указано ранее. Плотность волокна первой области 71 предпочтительно составляет от 0,020 г/см3 до 0,65 г/см3, более предпочтительно - от 0,035 г/см3 до 0,50 г/см3, с точки зрения эффективного предотвращения пыления или выпадения волокна из второй области 72, обладающей высокой степенью свободы волокон. С другой стороны, плотность волокна во второй области 72 предпочтительно составляет от 0,005 г/см3 до 0,65 г/см3, более предпочтительно - от 0,01 г/см3 до 0,40 г/см3, которая ниже плотности волокна первой области 71, с точки зрения повышения способности к захвату пыли при использовании объемного нетканого материала 10 в качестве материала для чистки (уборки).
Плотность волокна в первой и второй областях 71 и 72 определяют согласно методике, раскрытой ниже. Десять образцов предписанного размера вырезают из каждой первой области 71 и второй области 72 объемного нетканого материала 10. Толщину каждого образца измеряют лазерным толщиномером с нагрузкой 40 Па, прикладываемой к образцу. Измеряют также массу каждого образца. Измеренную массу делят на площадь для определения поверхностной плотности. Плотность волокна вычисляют по измеренной толщине и вычисленной поверхностной плотности. Среднее значение вычисленных плотностей волокна, принимают за «плотность волокна», как это изложено в изобретении.
Вторая область 72 толще первой области 71. Таким образом, при использовании объемного нетканого материала 10, например, в качестве материала для чистки (уборки), он вступает в контакт с поверхностью, подвергаемой чистке (уборке) в основном его второй областью 72, в то время как первую область 71 сложно ввести в контакт с поверхностью, подвергаемой чистке (уборке). Тем не менее, первая область 71 не полностью исключается из процесса чистки (уборки), так как она сформирована только посредством перепутывания волокон, и, таким образом, обладает способностью к захвату частиц пыли, хотя обладает более высокой плотностью волокна. В противоположность этому углубленная область, сформированная, например, посредством термотиснения, не обладает способностью к захвату пыли, так как волокна в углубленной области скреплены друг с другом посредством плавления.
При использовании объемного нетканого материала 10, например, в качестве материала смоченного типа для чистки (уборки), пропитанного жидкостью, сопротивление при протирке, с которым сталкиваются при использовании материала для чистки (уборки), меньше. С этой точки зрения, толщина второй области 72 предпочтительно составляет от 1,0 мм до 5,0 мм, более предпочтительно - от 1,2 мм до 4,0 мм, а толщина первой области 71 предпочтительно составляет от 0,1 мм до 1,5 мм.
Толщину первой области 71 и второй области 72 определяют следующим образом. Десять образцов предписанного размера вырезают из каждой первой области 71 и второй области 72 объемного нетканого материала 10. Толщину каждого образца измеряют лазерным толщиномером с нагрузкой 40 Па, прикладываемой к образцу. Среднее значение измеренных толщин принимают за «толщину», как это изложено в изобретении.
При использовании объемного нетканого материала 10, например, в качестве материала сухого типа для чистки (уборки), отношение площадей первых областей 71 и вторых областей 72, на виде в плане, оказывает влияние на способность к захвату частиц пыли. Если площадь первых областей 71 чрезмерно больше площади вторых областей 72, то площадь вторых областей 72, обладающих высокой степенью свободы волокон, является недостаточной, имеющей тенденцию к уменьшению способности к захвату частиц пыли. Соответственно, доля площади первых областей 71 <от площади всего материала> предпочтительно составляет от 2% до 90%, более предпочтительно - от 5% до 40%, а доля площади вторых областей 72 составляет предпочтительно от 10% до 98%, более предпочтительно - от 60% до 95%.
Как было указано ранее, вторая область 72 содержит выступы 30 и первый углубленный гребень 21. Предпочтительно, чтобы выступы 30 и первый углубленный гребень 21 были сформированы посредством повторного перемещения и повторного перепутывания волокон в результате перепутывания волокон под воздействием струй воды, которому подвергают полотно 41 с перепутанными волокнами, благодаря чему выступы 30 и первый углубленный гребень 21 сохраняют свою форму. Таким образом, выступы 30 и первый углубленный гребень 21 в малой степени теряют упругость по отношению к действию нагрузки. Из-за формирования выступов 30 и первого углубленного гребня 21 видимая толщина объемного нетканого материала 10 получается больше толщины полотна 41 с перепутанными волокнами, которую оно имело до формирования выступов 30 и первого углубленного гребня 21.
При использовании в данном тексте, фраза «сформированный посредством повторного перемещения и повторного перепутывания волокон» означает, что полотно с перепутанными волокнами, в котором волокна слабо перепутаны друг с другом посредством перепутывания волокон струями воды, снова подвергают перепутыванию волокон струями воды на трехмерном устройстве для формирования рисунка, чтобы повторно переместить и повторно перепутать волокна вдоль поверхности с неровным профилем устройства для формирования рисунка.
Выступы 30 и первый углубленный гребень 21 формируют посредством создания зигзагообразных складок из полотна 41 с перепутанными волокнами в направлении его толщины. Множество складок в уложенном зигзагообразно полотне 41 с перепутанными волокнами соответствует выступам 30 и первому углубленному гребню 21. Во время формирования выступов 30 и первого углубленного гребня 21, как результата повторного перемещения волокон, как это описано выше, распределение волокон из-за волокон, перемещаемых к первому углубленному гребню 21 под давлением струй воды под высоким давлением, минимизируется до чрезвычайно низкой степени. Если происходит дальнейшее распределение волокон, то образуется отверстие (дыра) в месте, где должен быть сформирован выступ 30. Полотно 41 с перепутанными волокнами может быть уложено зигзагообразными складками без понуждения к такому распределению волокон, например, посредством регулирования расхода энергии, затрачиваемой во время перепутывания волокон струями воды.
В объемном нетканом материале 10, представленном на фиг. 3, первая область 71 содержит множество мелких выступов 81. Отдельные мелкие выступы 81 имеют форму, близкую к куполообразной, и они полые. Мелкий выступ 81 является выступом объемного нетканого материала 10, выступающим от второй стороны 12 к первой стороне 11. Мелкие выступы 81 расположены регулярно по всей площади первой области 71. Мелкий выступ 81 имеет меньшую толщину (высоту), чем вторая область 72. Наличие мелких выступов 81 в первой области 71 благоприятно тем, что, благодаря им, повышается способность к захвату частиц пыли.
Мелкий выступ 81 имеет круглую форму на виде в плане, и предпочтительно имеет диаметр от 0,5 мм до 5,0 мм, более предпочтительно - от 1,0 мм до 4,0 мм. Мелкие выступы 81 предпочтительно формируют таким образом, чтобы они составляли от 10% до 90% площади первой области 71 на виде в плане, более предпочтительно - от 15% до 70%,.
Объемные нетканые материалы 10 согласно вариантам осуществления, показанным на фиг. 1-3, захватывают относительно мелкие частицы пыли, в основном, в их выступы 30. Таким образом, для улучшения захватывающего действия для захвата относительно мелких частиц пыли, благоприятно, чтобы объемный нетканый материал 10 содержал увеличенную, на виде в плане, площадь выступов 30 на первой стороне 11. С этой точки зрения, ширина Wp (см. фиг. 1) выступа 30, расположенного между расположенными рядом друг с другом первыми углубленными гребнями 21, предпочтительно составляет от 0,5 мм до 15,0 мм, более предпочтительно - от 2 мм до 5 мм. В случае, когда первая сторона 11 объемного нетканого материала 10 содержит вторые углубленные гребни, как это описано ниже, ширина выступа 30, расположенного между расположенными рядом друг с другом вторыми углубленными гребнями, предпочтительно находится в том же диапазоне, который указан выше. Ширина Wp выступа 30 может быть сформирована в соответствии с требованиями посредством, например, правильного выбора типа устройства для формирования рисунка, подлежащего использованию в описанном ниже предпочтительном способе изготовления объемного нетканого материала 10. Ширину Wp выступа 30 можно измерять посредством разрезания объемного нетканого материала 10 поперек толщины, обозревания поверхности среза под микроскопом и проведения анализа изображения поверхности среза в увеличенном масштабе. Более конкретно, ширину Wp измеряют на поперечном срезе образца под микроскопом в трех местах (n=3) без приложения нагрузки, используя цифровой микроскоп модели VHX-500 компании Keyence, при 20-кратном увеличении, для получения среднего значения.
На способность захвата относительно крупных частиц пыли первым углубленным гребнем 21 оказывают влияние ширина, глубина, интервал и подобные параметры углубленного гребня 21. Авторами изобретения установлено в результате проведенных ими исследований, что хлебные крошки или подобные частицы пыли успешно захватываются, когда ширина Wg первого углубленного гребня 21 (см. фиг. 1) составляет от 0,5 мм до 8,0 мм, более предпочтительно - от 1 мм до 4 мм. Ими также установлено, что хлебные крошки или подобные частицы пыли успешно захватываются, когда глубина D первого углубленного гребня 21 (см. фиг. 1) составляет от 0,5 мм до 6,0 мм, более предпочтительно - от 1 мм до 4 мм. Интервал P (см. фиг. 1) между расположенными рядом друг с другом первыми углубленными гребнями 21 предпочтительно составляет от 0,825 мм до 15,0 мм, более предпочтительно - от 1,3 мм до 10,8 мм, даже более предпочтительно - от 2,02 мм до 9,52 мм, с точки зрения возможности захвата увеличенного количества волос за одну операцию чистки (уборки). В случае, когда первая сторона 11 объемного нетканого материала 10 содержит описанный ниже второй углубленный гребень, также предпочтительно, чтобы второй углубленный гребень имел ширину, глубину и <был расположен с> интервалом, которые соответствовали бы тем же диапазонам, которые указаны выше. Желаемую ширину Wg, желаемую глубину D и желаемый интервал P первого углубленного гребня 21 достигают посредством, например, правильного выбора типа устройства для формирования рисунка, подлежащего использованию, и условий перепутывания волокон струями воды в описанном ниже предпочтительном способе изготовления объемного нетканого материала 10. Ширину Wg, глубину D и интервал P первого углубленного гребня 21 можно измерять посредством разрезания объемного нетканого материала 10 поперек толщины, обозревания поверхности среза под микроскопом и проведения анализа изображения поверхности среза в увеличенном масштабе. То же самое относится к описанному ниже второму углубленному гребню 22. Более конкретно, измерения можно производить таким же образом, как и при определении Wp.
Для достижения улучшенного действия объемных нетканых материалов 10, показанных на фиг. 1-3, по захвату относительно крупных частиц пыли и относительно мелких частиц пыли, важно регулировать отношение площадей, занимаемых первыми углубленными гребнями 21, и выступами 30, относительно видимой, на виде в плане, площади первой стороны 11 объемного нетканого материала 10. С этой точки зрения, отношение площадей первых углубленных гребней 21 и выступов 30, в каждом случае относительно видимой площади объемного нетканого материала 10 (первых к последним), предпочтительно составляет от 1,0:0,5 до 1:5, более предпочтительно - от 1,0:1,5 до 1,0:3,0. В случае, когда объемный нетканый материал 10 содержит описанный ниже второй углубленный гребень 22, отношение суммы площадей первых углубленных гребней 21 и вторых углубленных гребней 22 к площади выступов 30, каждого относительно видимой площади объемного нетканого материала 10, предпочтительно находится в том же диапазоне, который указан выше. Эти отношения могут быть получены посредством проведения анализа изображения на виде в плане первой стороны 11 объемного нетканого материала 10.
Объемный нетканый материал 10 может содержать второй углубленный гребень 22, проходящий во втором направлении, а также первый углубленный гребень 21, сформированный на его первой стороне 11. Второй углубленный гребень 22 проходит в направлении, отличающемся от направления, в котором проходит первый углубленный гребень 21. Более конкретно, второй углубленный гребень 22 проходит в направлении, почти перпендикулярном первому углубленному гребню 21. Направление, в котором проходит второй углубленный гребень 22, обычно совпадает с поперечным направлением (ПопН) объемного нетканого материала 10 при изготовлении. Второй углубленный гребень 22 получается в результате формирования выступов 30 объемного нетканого материала 10, выступающих от второй стороны 12 к первой стороне 11. Второй углубленный гребень 22 предпочтительно проходит прямо. Желательно, чтобы расположенные рядом друг с другом, вторые, углубленные гребни 22 были параллельны друг другу и не пересекались между собой. Глубина второго углубленного гребня 22 по существу не одинакова в направлении его прохождения. Например, глубина второго углубленного гребня 22 в месте перекрещивания между первым углубленным гребнем 21 и вторым углубленным гребнем 22 может отличаться от глубины в другом месте, где нет перекрещивания. В варианте осуществления, представленном на фиг. 2, второй углубленный гребень 22 глубже в местах перекрещивания с первыми углубленными гребнями 21, чем в других местах, где нет перекрещивания. Объемный нетканый материал 10, содержащий вторые углубленные гребни 22, а также первые углубленные гребни 21, обладает преимуществом, заключающимся в дополнительном повышении способности к захвату относительно крупных частиц пыли при использовании в качестве материала для чистки (уборки). Ширина, глубина и интервал второго углубленного гребня 22 могут быть такими же или отличающимися от ширины Wg, глубины D и интервала P (см. фиг. 1) первого углубленного гребня 21. Предпочтительно, с точки зрения повышения способности к захвату относительно крупных частиц пыли, чтобы интервал между вторыми углубленными гребнями 22 был от 2 мм до 30 мм, более предпочтительно - от 4 мм до 20 мм, даже более предпочтительно - от 6 мм до 18 мм.
Формирование второго углубленного гребня 22, в дополнение к первому углубленному гребню 21, обеспечивает другое преимущество, заключающееся в том, что выступы 30 обладают дополнительной повышенной способностью сохранения формы. Более подробно: в результате формирования вторых углубленных гребней 22, а также первых углубленных гребней 21, отдельные выступы 30 очерчиваются почти как прямоугольники, на виде в плане, посредством перекрещивания двух видов углубленных гребней, как это показано на фиг. 2(a) и 2(b). В сравнении с выступом 30, имеющим форму выступающего гребня, полученного посредством формирования только первых углубленных гребней 21, выступ 30 прямоугольной формы обладает повышенным сопротивлением сжатию и, таким образом, обладает повышенной способностью сохранения формы. В этом случае длина каждой стороны, на виде в плане, прямоугольного выступа 30 предпочтительно находится в том же диапазоне, в котором находится ширина Wp, указанная выше, а площадь, на виде в плане, прямоугольного выступа 30 предпочтительно составляет от 0,5 мм2 до 300,0 мм2, более предпочтительно - от 6 мм2 до 155 мм2, благодаря чему обеспечивается условие, согласно которому площадь попадает в диапазон, определяемый произведением ширины Wp выступа 30, измеренной между первыми углубленными гребнями 21, и ширины Wp выступа 30, измеренной между вторыми углубленными гребнями 22.
Если объемный нетканый материал 10 содержит второй углубленный гребень 22 в дополнение к первому углубленному гребню 21 на первой его стороне, то первый углубленный гребень 21 предпочтительно делают глубже второго углубленного гребня 22 в поперечном сечении относительно толщины объемного нетканого материала 10. Благодаря такому профилю первой стороны обеспечивается преимущество, заключающееся в улучшении способности к захвату как относительно крупных частиц пыли, так и относительно мелких частиц пыли.
Когда профиль первой стороны 11 объемного нетканого материала 10 является таким, как это описано выше, предпочтительно, чтобы вторая сторона 12 представляла собой поверхность, обращенную относительно трехмерной неровной поверхности первой стороны 11. Соответственно, участки второй стороны 12, соответствующие первому углубленному гребню 21 на первой стороне 11, образуют по существу непрерывный, прямолинейный выступ, а участок второй стороны 12, соответствующий выступу 30 на первой стороне 11, образует углубление.
Объемный нетканый материал 10 является в буквальном смысле объемным. Объемность объемного нетканого материала 10 может быть представлена в показателях видимой плотности, вычисляемой посредством деления поверхностной плотности на видимую полную толщину. Видимая плотность объемного нетканого материала 10 составляет предпочтительно от 0,002 г/см3 до 0,100 г/см3, более предпочтительно - от 0,005 г/см3 до 0,060 г/см3. В этой связи объемный нетканый материал 10 предпочтительно обладает поверхностной плотностью в диапазоне от 25 г/см2 до 110 г/см2, более предпочтительно - от 30 г/см2 до 80 г/см2, а видимая толщина T (см. фиг. 1) составляет от 1,0 мм до 7,0 мм, более предпочтительно - от 1,1 мм до 5,0 мм. Видимую толщину T объемного нетканого материала 10 можно измерять посредством разрезания объемного нетканого материала в направлении толщины и обозревания поверхности среза под микроскопом в увеличенном виде, более конкретно, таким же образом, как и в случае измерения величины Wp.
Волокна, которые можно использовать для изготовления объемного нетканого материала 10, включают волокна из различных термопластичных полимеров и целлюлозные волокна. Примерами термопластичных полимерных волокон могут служить: гомо- и сополимеры моноолефинов, например: этилена, пропилена и бутена. К их числу относятся: полиэтилен высокой плотности, полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полипропилен, сополимеры этилена и пропилена, и сополимеры этилена и винилацетата. Пригодны также гомо- и сополимеры сложного эфира, например: полиэтилентерефталат и полибутилентерефталат; гомо- и сополимеры винила или винилидена, например: поливинилхлорид и поливинилиденхлорид; (гомо- и сополимеры) полиамидов, например: полиамид 6 и полиамид 66; и гомо- и сополимеры акрилонитрила. Кроме того, пригодны к использованию поликарбонат (ПК), полистирол (ПС), полиацеталь (ПА) и т.д. Два или большее число видов волокон из этих полимеров можно использовать в сочетании. Формы волокон, которые можно использовать, включают: сплошные волокна, волокна со структурой «оболочка/стержень», полые волокна, полые волокна со структурой «оболочка/стержень», волокна со структурой «бок о бок», волокна с эксцентричной структурой, расщепляемые волокна и их сочетания. Формы поперечных сечений волокон включают: круги, треугольники, звезды и их сочетания. Целлюлозные волокна могут быть такими, которые обладают существенной гидрофильностью. Примерами таких целлюлозных волокон могут служить: натуральные волокна, например: хлопок, целлюлозная древесная масса, вискоза, медноаммиачные волокна, волокна из лиоцелла и тенцела. Эти целлюлозные волокна можно использовать либо отдельно, либо в сочетании из двух или большего числа их видов. Можно использовать смесь целлюлозных волокон и различных термопластичных полимерных волокон.
Волокна предпочтительно должны иметь, с точки зрения обеспечения способности к захвату пыли и сохранения прочности объемного нетканого материала 10, толщину от 0,8 дтекс до 30,0 дтекс, более предпочтительно - от 0,8 дтекс до 7,0 дтекс. Волокна могут быть непрерывными элементарными нитями или штапельными волокнами в соответствии со способом изготовления объемного нетканого материала 10. При применении описанного ниже способа изготовления предпочтительно использовать штапельные волокна длиной от 20 мм до 100 мм, более предпочтительно - от 30 мм до 65 мм. В комплекс волокон можно вводить поверхностно-активное вещество или замасливатель, посредством которых могут быть улучшены физические свойства поверхности полотна с перепутанными волокнами или повышена его способность к захвату частиц пыли.
Объемный нетканый материал 10 может содержать сетку в дополнение к выше описанным волокнам. Использование сетки в сочетании с волокнистым полотном позволяет повысить прочность объемного нетканого материала 10. При использовании сетки волокна, составляющие объемный нетканый материал 10, предпочтительно перепутывают не только друг с другом, но и с сеткой. В качестве примера сетки приведена сетчатая структура, содержащая нити диаметром от 50 мкм до 600 мкм, расположенные на расстоянии друг от друга, составляющем от 2 мм до 30 мм.
Сетка предпочтительно обладает воздухопроницаемостью от 0,1 см3/см2с до 1000 см3/см2с. Вместо сетки можно использовать другой материал, например: нетканый материал, бумагу или пленку, если его воздухопроницаемость находится в том же диапазоне. Примерами материалов сетки могут служить материалы, описанные в патенте США № 5,525,397 (столбцы 3, 11, с. 39-46).
Для повышения способности к захвату относительно крупных частиц пыли предпочтительно, чтобы объемный нетканый материал 10 обладал жесткостью при сжатии (линейностью) от 0,08 (-) до 0,30 (-) и показателем «работа сжатия» (РС) - в диапазоне от 0,21 гссм/см2 до 1,50 гссм/см2, определяемым с использованием приборов и методик измерения согласно Kawabata Evaluation System (KES). Объемный нетканый материал 10, соответствующий этим параметрам, легко деформируется даже под действием небольшой нагрузки и обладает хорошей упругостью при сжатии, и, таким образом, пригоден к захвату относительно крупных частиц пыли. Жесткость при сжатии (линейность) и работу сжатия (РС) согласно системе KES определяют следующим образом. Три образца размерами 100 мм в ширину и 100 мм в длину вырезают из объемного нетканого материала 10. Жесткость при сжатии (линейность) и работу сжатия (РС) образцов измеряют, используя прибор для определения сжатия KES FB3-AUTO-A компании Kato Tech Co., Ltd., при площади сжатия 2 см2, скорости сжатия 0,02 мм/с и максимальной нагрузке 50 гс/см2 для получения среднего значения (n=3).
Для объемного нетканого материала 10 важен баланс между перепутанностью волокон и выпадением волокон. При слабой перепутанности волокон обеспечивается повышенная способность к захвату <частиц пыли>, но, в свою очередь, имеется возможность выпадения волокон, что делает нетканый материал непригодным для использования. И, наоборот, при сильном перепутывании волокон, хотя и не происходит выпадение волокон, способность к захвату <частиц пыли> оказывается низкой. Кроме того, целесообразным является смешивание волокон малого диаметра или большой длины. Так как перепутывание волокон малого диаметра или волокон большой длины обеспечивается при относительно небольших затратах энергии, составляющие полотно волокна становятся менее подвижными и, таким образом, предотвращается их выпадение. Волокна малого диаметра или волокна большой длины предпочтительно имеют тонину, меньшую 1,45 дтекс, или длину, большую 38 мм. Волокна малого диаметра или волокна большой длины предпочтительно имеют сплошную структуру или структуру «оболочка/стержень». Для предотвращения выпадения волокон соотношение при смешивании волокон малого диаметра или волокон большой длины должно предпочтительно составлять от 1 масс. % до 50 масс. % от всей массы объемного нетканого материала 10.
Смешивание волокон малого диаметра может привести в результате к уменьшению толщины объемного нетканого материала 10. Следовательно, предпочтительно добавлять в смеску волокна большого диаметра, имеющие диаметр, больший диаметра волокна малого диаметра. Такие волокна большого диаметра предпочтительно имеют тонину около 5,0 дтекс или более и длину около 25 мм или более. Волокна большого диаметра могут иметь сплошную структуру, структуру «оболочка/стержень», модифицированное поперечное сечение или расщепляющуюся конфигурацию, а предпочтительно могут иметь сплошную структуру, эксцентричную структуру или структуру «бок о бок», при использовании которых обеспечивается возможность получения объемного нетканого материала 10, имеющего увеличенную толщину. Доля волокон большого диаметра при смешивании для обеспечения увеличенной толщины предпочтительно составляет от 1 масс. % до 50 масс. % от всей массы объемного нетканого материала 10.
Волокна малого диаметра, длинные волокна и волокна большого диаметра могут содержать тот же состав полимеров, как и ранее описанные волокна.
Другим решением задачи предотвращения выпадения волокон может предпочтительно служить использование связующих волокон со структурой «оболочка/стержень» (например, волокон из полиэтилена (ПЭ) и полипропилена (ПП) и ПЭ и полиэтилентерефталата (ПЭТФ) в качестве волокон малого диаметра, длинных волокон или волокон большого диаметра. В этом случае ПЭ волокно расплавляют в ходе тепловой обработки для предотвращения выпадения волокон.
Далее описан предпочтительный способ изготовления объемного нетканого материала согласно изобретению. Способ включает: стадию перепутывания, на которой на волокнистое полотно направляют струи воды под высоким давлением для перепутывания составляющих полотно волокон, для формирования полотна с перепутанными волокнами; и стадию формирования трехмерного рисунка, на которой полученное в результате полотно с перепутанными волокнами укладывают на устройство для формирования рисунка, содержащее отверстия, расположенные в соответствии с предписанным рисунком, и подвергают воздействию струй воды под высоким давлением для понуждения части полотна с перепутанными волокнами к вхождению в отверстия устройства для формирования рисунка. Стадии согласно способу осуществляют в указанном порядке.
На фиг. 4 представлена установка 100, используемая соответствующим образом для осуществления способа изготовления объемного нетканого материала, показанного на фиг. 1 и 2. Установка 100 в основном разделена на первую часть 110 для перепутывания, вторую часть 120 для перепутывания и часть 130 для формирования трехмерного рисунка.
В первой части 110 для перепутывания транспортируют непрерывное, волокнистое полотно 40 для подачи его на периферию водопроницаемого барабана 111. Первая часть 110 для перепутывания содержит множество сопел 112, из которых эжектируют струи воды под высоким давлением, расположенных в позициях, обращенных к периферии водопроницаемого барабана 111 таким образом, чтобы струи воды под высоким давлением могли испускаться из сопел 112 к непрерывному, волокнистому полотну 40, лежащему на периферии водопроницаемого барабана 111, благодаря чему волокна непрерывного, волокнистого полотна 40 перепутываются для формирования непрерывного волокнистого полотна, обладающего повышенной степенью перепутанности волокна.
Непрерывное, волокнистое полотно 40, подлежащее транспортированию в первую часть 110 для перепутывания, может быть сформировано любым известным способом формирования полотна, например, посредством чесания. При формировании непрерывного, волокнистого полотна 40 посредством чесания направление ориентации волокна в непрерывном, волокнистом полотне 40 совпадает с направлением транспортирования непрерывного полотна 40. При изготовлении объемного нетканого материала 10, содержащего сетку, обеспечивают и транспортируют два непрерывных волокнистых полотна, являющихся либо одинаковыми, либо разными, к первой части для перепутывания, при этом сетку заранее прокладывают между ними.
Непрерывное, волокнистое полотно 40, обладающее повышенной степенью перепутывания волокон, затем перемещают вперед ко второй части 120 для перепутывания. Вторая часть 120 для перепутывания содержит водопроницаемый барабан 121 и множество сопел 122 для эжектирования струй воды под высоким давлением. Сопла 122 обращены к периферии водопроницаемого барабана 121. Непрерывное, волокнистое полотно 40 переворачивают при подаче ко второй части 120 для перепутывания таким образом, чтобы к соплам 122 была обращена сторона полотна 40, противоположная стороне, которая была подвергнута воздействию струй воды под высоким давлением в первой части 110 для перепутывания. В этом положении на непрерывное, волокнистое полотно 40 направляют струи воды под высоким давлением, испускаемые из сопел 112, благодаря чему составляющие волокна дополнительно перепутываются для дополнительного повышения степени перепутывания волокна.
Согласно настоящему способу струи воды под высоким давлением направляют на каждую сторону непрерывного, волокнистого полотна 40 для осуществления процесса перепутывания волокон. Степень перепутывания волокон можно регулировать посредством регулирования давления воды, выпускаемой в виде струй воды под высоким давлением.
В результате перепутывания волокон во второй части 120 для перепутывания получают полотно 41 с перепутанными волокнами, обладающее достаточно высокой способностью к сохранению формы. Полотно 41 с перепутанными волокнами является нетканым материалом, содержащим волокна, перепутанные струями воды. Полученное в результате полотно 41 с перепутанными волокнами, подают к части 130 для формирования трехмерного рисунка. Часть 130 для формирования трехмерного рисунка содержит устройство 131 в виде барабана для формирования рисунка. Часть 130 для формирования трехмерного рисунка также содержит множество сопел 132 для эжектирования струй воды под высоким давлением, обращенных к периферии устройства 131 в виде барабана для формирования рисунка таким образом, чтобы струи воды под высоким давлением, испускаемые из сопел 132, направлялись на полотно 41 с перепутанными волокнами, огибающее устройство 131 в виде барабана для формирования рисунка. Воздействуя струями воды под высоким давлением на полотно 41 с перепутанными волокнами, ему придают трехмерную, рисунчатую структуру для получения желаемого объемного нетканого материала 10.
Вид сопла 132, подлежащего использованию, не особенно ограничен. Например, можно использовать сопло, раскрытое в Японском патенте JP 53-14874A, в котором имеется множество отверстий диаметром, например, 0,15 мм, расположенных с интервалом, например, 1 мм. Для предотвращения выпадения волокон можно использовать сопло, содержащее отверстия, расположенные в шахматном порядке; сопло, содержащее много рядов отверстий; сопло с градацией отверстий и т.п. Сопло, содержащее много рядов отверстий, является соплом, содержащим два или большее количество отверстий, расположенных с заданным шагом в продольном направлении. Сопло с градацией отверстий является соплом, содержащим увеличивающееся и/или уменьшающееся количество отверстий в направлении ширины или повтор такого расположения отверстий. Отверстия сопла могут быть частично заслонены для направления струй воды под высоким давлением в виде полос.
Объемный нетканый материал 10, полученный посредством придания ему трехмерной, рисунчатой структуры в части 130 для формирования трехмерного рисунка, переворачивают для использования стороны, которая была обращена к устройству 131 в виде барабана для формирования рисунка, в качестве первой стороны 11, которую используют, например, в качестве рабочей поверхности материала для чистки (уборки).
На фиг. 5(a) представлен внешний вид устройства 131 в виде барабана для формирования рисунка, установленного в части 130 для формирования трехмерного рисунка. На фиг. 5(b) представлен вид в перспективе части устройства в виде барабана для формирования рисунка, изображенного на фиг. 5(a), в раскрытом и развернутом вдоль плоскости состоянии. Как показано на фиг. 5(a) и 5(b), устройство 131 для формирования рисунка содержит: множество первых проволокообразных элементов 141, проходящих в одном направлении (в направлении вращения барабана, представленного на фиг. 5(a)) и расположенных на предварительно определенном расстоянии друг от друга; и множество вторых проволокообразных элементов 142, проходящих в направлении, по существу перпендикулярном к первым проволокообразным элементам 141 (в осевом направлении барабана, представленного на фиг. 5(a)), и расположенных на предварительно определенном расстоянии друг от друга. Вторые проволокообразные элементы 142 расположены под первыми проволокообразными элементами 141 (внутри в радиальном направлении от первых проволокообразных элементов 141, представленных на фиг. 5(a)). Таким образом, на виде в плане устройства 131 для формирования рисунка обеспечена решетка, сформированная из первых проволокообразных элементов 141 и вторых проволокообразных элементов 142 и содержащая множество приблизительно прямоугольных отверстий, ограниченных первыми проволокообразными элементами 141 и вторыми проволокообразными элементами 142. Устройство для формирования рисунка, имеющее такую конструкцию, доступно для приобретения, например, у компании Johnson Screens (Япония). Предпочтительными, но не ограничивающими <объем изобретения>, примерами материала, из которого изготовлено устройство для формирования рисунка, может служить нержавеющая сталь (например, сталь марок SUS 304, 316 и 316L). Могут быть также использованы (с точки зрения обеспечения прочности) сплав хастелой и титан. Могут быть также использованы пластики, например: сополимер акрилонитрила, бутадиена и стирола (САНБС) и поливинилхлорид (ПВХ).
На Фиг. 6(a)-6(c) схематически показано полотно 41 с перепутанными волокнами, подвергаемое обработке для формирования трехмерной, рисунчатой структуры с использованием устройства 131 в виде барабана для формирования рисунка, показанного на фиг. 5(a) и 5(b). На Фиг. 6(a)-6(c) представлены виды в направлении, обращенном к направлению вращения устройства 131 для формирования рисунка, т.е. в направлении транспортирования полотна 41 с перепутанными волокнами. Это означает, что устройство 131 для формирования рисунка вращают в направлении, перпендикулярном плоскости чертежа на фиг. 6. На фиг. 6(a) показано полотно 41 с перепутанными волокнами, непосредственно после его подачи к устройству 131 для формирования рисунка, а на Фиг. 6(b) и 6(c) показано полотно 41 с перепутанными волокнами, которому придают трехмерную, рисунчатую структуру посредством воздействия на него струями воды под высоким давлением, направленными на него. На фиг. 6(b) показано полотно 41 с перепутанными волокнами во время придания ему трехмерной, рисунчатой структуры в местах расположения вторых проволокообразных элементов 142. На фиг. 6(c) показано полотно 41 с перепутанными волокнами во время придания ему трехмерной, рисунчатой структуры между расположенными рядом вторыми проволокообразными элементами 142.
Во время направления струй воды под высоким давлением из непоказанных сопел на полотно 41 с перепутанными волокнами, подаваемое к устройству 131 для формирования рисунка, как это показано на фиг. 6(a), волокна на участках полотна 41 с перепутанными волокнами, расположенные на первых проволокообразных элементах 141, слабо перемещаются (перестраиваются), так как они удерживаются первыми проволокообразными элементами 141, как это показано на фиг. 6(b) и 6(c). С другой стороны, участки полотна 41 с перепутанными волокнами, находящиеся между расположенными рядом первыми проволокообразными элементами 141, вдавливаются и выталкиваются струями воды под высоким давлением в почти прямоугольные отверстия, ограниченные первыми проволокообразными элементами 141 и вторыми проволокообразными элементами 142. При этом степень выталкивания полотна 41 с перепутанными волокнами в местах расположения вторых проволокообразных элементов 142 ограничена из-за присутствия вторых проволокообразных элементов 142, как это показано на фиг. 6(b), в то время как участкам полотна 41 с перепутанными волокнами, находящимся между расположенными рядом вторыми проволокообразными элементами 142, предоставляется возможность выступания в большей степени, чем то, которое показано, на фиг. 6(b), благодаря отсутствию элементов, которые сдерживали бы такое выступание. Как указано выше, после завершения процесса придания полотну трехмерной, рисунчатой структуры, полученный в результате объемный нетканый материал 10 переворачивают для использования стороны, которая была обращена к устройству 131 для формирования рисунка, в качестве первой стороны 11. Объемный нетканый материал 10, показанный на фиг. 6(b) и 6(c), расположен в перевернутом состоянии относительно объемного нетканого материала 10, показанного на фиг. 1. Это означает, что участки полотна 41, содержащие перепутанные волокна, удерживаемые первыми проволокообразными элементами 141 от выступания, как это показано на фиг. 6(a) и 6(b), становятся первыми углубленными гребнями 21 объемного нетканого материала 10, подлежащего изготовлению, а участки, которым предоставляется возможность выступания без сдерживания, представленные на фиг. 6(c), становятся выступами 30 объемного нетканого материала 10, подлежащего изготовлению. Участки, которым предоставляется возможность выступания в ограниченной степени, представленные на фиг. 6(b), становятся вторыми углубленными гребнями 22 объемного нетканого материала 10, подлежащего изготовлению. В настоящем варианте осуществления глубина вторых углубленных гребней 22 меньше глубины первых углубленных гребней 21.
Таким образом получают желаемый объемный нетканый материал 10. В данном конкретном варианте осуществления способа первые проволокообразные элементы 141 и вторые проволокообразные элементы 142 имеют поперечное сечение, близкое к треугольной форме, при этом каждый первый проволокообразный элемент 141 расположен <вершиной угла> его треугольного поперечного сечения вниз, в то время как каждый второй проволокообразный элемент 142 расположен <вершиной угла> его треугольного поперечного сечения вверх. Форма, близкая к треугольной, предпочтительно представляет собой равнобедренный, равносторонний или прямоугольный треугольник. Треугольник может содержать выступ, рельефный рисунок или углубление в его основании. Посредством использования первого и второго проволокообразных элементов 141 и 142, имеющих такой профиль, первые углубленные гребни полученного в результате объемного нетканого материала 10 могут содержать дополнительное углубление, рисунок или выступ, благодаря которым дополнительно с успехом повышается способность к захвату пыли.
В частности, каждый первый проволокообразный элемент 141 имеет поперечное сечение в виде равнобедренного треугольника, направленное <вершиной угла> вниз, и каждый второй проволокообразный элемент 142 имеет поперечное сечение в виде равнобедренного треугольника, направленное <вершиной угла> вверх, как это показано на фиг. 5(a) и 5(b). Благодаря расположению первых проволокообразных элементов 141, имеющих поперечное сечение в виде равнобедренного треугольника, направленное <вершиной угла> вниз, полотно 41 с перепутанными волокнами, имеет форму поперечного сечения в виде перевернутой буквы «омега», в результате чего <полотном 41> могут с успехом захватываться относительно крупные частицы между расположенными рядом омегаобразными формами.
Расстояние S (см. фиг. 5(b)) между расположенными рядом треугольниками первых проволокообразных элементов 141 можно изменять в соответствии с размерами частиц пыли, подлежащих захвату. Шаг Rp между треугольниками вторых проволокообразных элементов 142 можно изменять таким образом, чтобы сохранялась форма и сопротивление сжатию объемного нетканого материала 10, подлежащего изготовлению.
Использование таких проволокообразных элементов 141 и 142 обеспечивает возможность легкого формирования желаемого объемного нетканого материала 10, содержащего макроскопические выступы 30 и углубленные гребни 21 и 22. При использовании любого другого устройства для формирования рисунка, например, устройства для формирования рисунка, описанного в документе № 1 (см. раздел «Патентная литература»), не легко формировать такие отдельные выступы 30 и углубленные гребни 21 и 22, которые можно получать посредством способа согласно изобретению.
Хотя в настоящем варианте осуществления способа первые проволокообразные элементы 141 и вторые проволокообразные элементы 142 имеют форму поперечного сечения, близкую к треугольной (например, в виде равнобедренного, равностороннего или прямоугольного треугольника), форма поперечного сечения этих проволокообразных элементов не ограничена такой формой. Это означает, что первые проволокообразные элементы 141 и/или вторые проволокообразные элементы 142 могут иметь треугольное поперечное сечение и могут быть направлены <вершиной угла> треугольника вверх или вниз. Предпочтительно, чтобы, по меньшей мере, первые проволокообразные элементы 141, которые контактируют с полотном 41 с перепутанными волокнами, имели поперечное сечение в виде треугольника.
Когда и первые проволокообразные элементы 141, и вторые проволокообразные элементы 142 имеют треугольное поперечное сечение, конструкции устройства 131 для формирования рисунка могут включать не только конструкции, описанные выше, но также конструкции, представленные на фиг. 7(a)-7(c). Устройство 131 для формирования рисунка, представленное на фиг. 7(a), содержит первые проволокообразные элементы 141, расположенные <вершиной угла> их треугольного поперечного сечения вниз, и вторые проволокообразные элементы 142, аналогичным образом расположенные <вершиной угла> их треугольного поперечного сечения вниз. Вторые углубленные гребни 22, формируемые при использовании этой конструкции для формирования рисунка, имеют большую ширину, чем те, которые формируют при использовании конструкции для формирования рисунка, представленной на фиг. 5(a) и 5(b). Это благоприятно для облегчения захвата относительно крупных частиц пыли во время выполнения операции чистки (уборки).
Устройство 131 для формирования рисунка, представленное на фиг. 7(b), содержит первые проволокообразные элементы 141, расположенные <вершиной угла> их треугольных поперечных сечений вверх, и вторые проволокообразные элементы 142, аналогичным образом расположенные <вершиной угла> их треугольных поперечных сечений вверх. Конструкция для формирования рисунка, представленная на фиг. 7(b), в которой первые проволокообразные элементы 141 расположены <вершиной угла> их треугольных поперечных сечений вверх, благоприятна тем, что волокна подвержены меньшей вероятности выпадения из полотна 41 с перепутанными волокнами, или сцеплены с устройством 131 для формирования рисунка во время изготовления объемного нетканого материала, чем при использовании конструкции для формирования рисунка, представленной на фиг. 5(a) и (b), в которой первые проволокообразные элементы 141 расположены <вершиной угла> их треугольных поперечных сечений вниз.
Устройство 131 для формирования рисунка, представленное на фиг. 7(c), содержит первые проволокообразные элементы 141, расположенные <вершиной угла> их треугольных поперечных сечений вверх, и вторые проволокообразные элементы 142, расположенные <вершиной угла> их треугольных поперечных сечений вниз. Вторые углубленные гребни 22, формируемые при использовании этой конструкции для формирования рисунка, имеют большую ширину, чем те, которые формируют при использовании конструкции для формирования рисунка, представленной на фиг. 7(b). Это благоприятно для облегчения захода относительно крупных частиц пыли в углубленные гребни во время выполнения операции чистки (уборки).
Можно использовать устройства для формирования рисунка, содержащие перевернутую конструкцию относительно устройств для формирования рисунка, представленных на фиг. 5(a) и 5(b) и на фиг. 7(a)-7(c). На фиг. 8(a)-8(d) показаны поперечные сечения устройств для формирования рисунка, имеющих перевернутую конструкцию относительно устройств, представленных на фиг. 5(a) и 5(b) и на фиг. 7(a)-7(c), соответственно. В этих случаях, так как вторые проволокообразные элементы 142 расположены на стороне, обращенной к полотну 41 с перепутанными волокнами, формируемые вторые углубленные гребни 22 получаются более глубокими и плотными, чем первые углубленные гребни 21. Кроме того, волокна уплотняются в направлении ширины (поперечном направлении во время изготовления) таким образом, что выпадение волокон с успехом уменьшается.
Хотя на фиг. 5(a) и 5(b) и 7(а)-7(c) направление, в котором проходят первые проволокообразные элементы 141, совпадает с направлением вращения устройства 131 для формирования рисунка, т.е. в направлении транспортирования полотна 41 с перепутанными волокнами, устройство 131 для формирования рисунка может быть выполнено таким образом, чтобы направление, в котором проходят первые проволокообразные элементы 141, было перпендикулярно направлению транспортирования полотна 41 с перепутанными волокнами. В этом случае направление, в котором проходят вторые проволокообразные элементы 142, совпадает с направлением транспортирования полотна 41 с перепутанными волокнами. В результате этого, первые углубленные гребни 21 формируются вдоль направления, перпендикулярного направлению ориентации волокна, что благоприятно для предотвращения выпадения волокон.
В модифицированном варианте устройства 131 для формирования рисунка первые проволокообразные элементы 141 или вторые проволокообразные элементы 142 могут быть расположены с переменным интервалом, и в этом случае получаемый в результате объемный нетканый материал 10 содержит чередующиеся большие и мелкие выступы, благодаря чему могут захватываться относительно мелкие частицы пыли между мелкими и большими выступами и относительно крупные частицы пыли - между большими выступами.
В другой модификации устройство 131 для формирования рисунка может содержать конструкцию с градацией отверстий, т.е. участок, на котором первые проволокообразные элементы 141 выставлены с постепенным уменьшением или увеличением интервала в направлении, в котором они выставлены, или вторые проволокообразные элементы 142 выставлены с постепенным уменьшением или увеличением интервала в направлении, в котором они выставлены. Если взять, например, устройство 131 для формирования рисунка, представленное на фиг. 5(a) и 5(b), то интервал между первыми проволокообразными элементами 141 может постепенно уменьшаться или увеличиваться от середины к обоим концам в осевом направлении барабана. В другом случае интервал между первыми проволокообразными элементами 141 может постепенно уменьшаться или увеличиваться от одного конца к другому в осевом направлении барабана. Посредством расположения первых проволокообразных элементов 141 таким образом, ширину Wp выступов 30, подлежащих формированию, можно постепенно изменять в направлении, перпендикулярном направлению транспортирования при изготовлении. Таким образом можно получать объемный нетканый материал 10, имеющий постепенно изменяющийся профиль, выступы и углубленные гребни которого имеют постепенно изменяющийся размер. При использовании такого объемного нетканого материала 10 в качестве салфетки для протирки (уборки) его выступы вступают в полный контакт с поверхностью, подвергаемой чистке (уборке), таким образом, что эффективно захватывают как мелкие, так и крупные частицы пыли.
В любой из рассмотренных выше конструкций устройства 131 для формирования рисунка треугольные поперечные сечения первого проволокообразного элемента 141 и второго проволокообразного элемента 142, из которых состоит устройство 131 для формирования рисунка, предпочтительно имеют длины основания W1 и W2, равные соответственно от 0,4 мм до 7,0 мм, более предпочтительно - от 0,5 мм до 5,0 мм. Длина основания треугольников является фактором, имеющим решающее значение в образовании ширин первого и второго углубленных гребней, соответственно, объемного нетканого материала 10. Высоты H1, H2 соответствующих треугольников предпочтительно равны от 1,0 мм до 10,0 мм, более предпочтительно - от 1,5 мм до 7,0 мм. Первый проволокообразный элемент 141 и второй проволокообразный элемент 142 могут быть либо одинаковыми, либо отличающимися по размеру.
Сумма расстояния S между расположенными рядом первыми проволокообразными элементами 141 и длины основания W1 соответствует интервалу P между первыми углубленными гребнями 21 полученного в результате объемного нетканого материала 10. Расстояние S между расположенными рядом первыми проволокообразными элементами предпочтительно составляет от 0,025 мм до 15,0 мм, более предпочтительно - от 0,1 мм до 10,0 мм, даже более предпочтительно - от 0,5 мм до 8,0 мм, принимая во внимание возможность обеспечения баланса между минимальной степенью перепутывания волокон во время придания полотну трехмерной, рисунчатой структуры и предотвращением выпадения волокон. Эти параметры оказывают влияние на количество волос, которое может быть захвачено во время проведения одной операции чистки (уборки).
Шаг Rp между треугольниками вторых проволокообразных элементов 142 соответствует расстоянию между расположенными рядом вторыми углубленными гребнями 22 в полученном в результате объемном нетканом материале 10. Шаг Rp между треугольниками предпочтительно составляет от 2 мм до 30 мм, более предпочтительно - от 4 мм до 20 мм, даже более предпочтительно - от 6 мм до 18 мм, при заинтересованности в обеспечении способности к захвату относительно крупных частиц пыли.
Живое сечение (ЖС) вычисляют по формуле:
ЖС (%)=S/(S+W1)×100, где:
W1 - длина основания треугольника первого проволокообразного элемента 141, которое непосредственно обращено к полотну 41 с перепутанными волокнами, устройства 131 для формирования рисунка;
S - расстояние между расположенными рядом треугольниками.
В устройстве согласно изобретению живое сечение (ЖС) предпочтительно составляет от 5% до 90%, более предпочтительно - от 10% до 85%.
В других вариантах осуществления способа изготовления согласно изобретению используют в качестве устройства для формирования трехмерного рисунка сочетание первого устройства для формирования рисунка, например, устройства 131 для формирования рисунка, показанного на фиг. 5, и второго устройства 94 для формирования рисунка, например, устройства, представленного на фиг. 9 (например, устройства в виде круглой перфорированной пробивной плиты, содержащей отверстия, расположенные согласно рисунку), закрепленного в первом устройстве 131 для формирования рисунка. Полотно 41 с перепутанными волокнами, располагают на выполненном таким образом трехмерном устройстве для формирования рисунка и подвергают его воздействию струй воды под высоким давлением. Струи воды под высоким давлением, направленные на полотно, содержащее перепутанные волокна, представлены на фиг. 10, на которой показана в увеличенном масштабе существенная доля части 130 для формирования трехмерного рисунка. Часть 130 для формирования трехмерного рисунка содержит: барабан 129; первое устройство 131 для формирования рисунка, содержащее множество выступов и углублений, расположенных вдоль периферической поверхности барабана 129; и второе устройство 94 для формирования рисунка, содержащее множество отверстий, расположенное на первом устройстве 131 для формирования рисунка поверх периферической поверхности барабана 129. В этом варианте осуществления может быть использовано сопло, содержащее отверстие, частично заслоненное (не показано), для направления струй воды в виде полос.
Как показано на фиг. 9, второе устройство 94 для формирования рисунка, составляющее часть 130 для формирования трехмерного рисунка, представляет собой плиту, содержащую прямоугольную решетку в виде рисунка. Рисунок второго устройства 94 для формирования рисунка не ограничен представленным видом (см. фиг. 12, описанную ниже). Второе устройство 94 для формирования рисунка состоит из первой области 95a, проходящей в направлении ориентации волокон, и второй области 95b, проходящей в направлении, перпендикулярном направлению, в котором проходит первая область 95a. Если расстояние между расположенными рядом вторыми областями 95b больше расстояния между расположенными рядом первыми областями 95a, то второе устройство 94 для формирования рисунка содержит множество первых областей 95a, проходящих вдоль длины L2, составляющей предпочтительно 286 мм или более; более предпочтительно - от 286 мм до 400 мм, даже более предпочтительно - от 286 мм до 310 мм, по прямой в направлении ориентации волокон полотна 41 с перепутанными волокнами. Отдельные первые области 95a проходят прямолинейно и имеют предписанную ширину. Первые области 95a проходят в направлении вращения барабана 129 части 130 для формирования трехмерного рисунка. Направление вращения совпадает с направлением ориентации волокон полотна 41 с перепутанными волокнами. Если расстояние между расположенными рядом первыми областями 95a больше расстояния между расположенными рядом вторыми областями 95b, то максимальное расстояние W4 между расположенными рядом первыми областями 95a в направлении, перпендикулярном направлению, в котором проходят первые области 95a, составляет предпочтительно 206 мм или более; более предпочтительно - от 206 мм до 300 мм; даже более предпочтительно - от 206 мм до 225 мм. Первые области 96a, расположенные рядом друг с другом, взаимно соединены вторыми областями 95b, расположенными между ними. Вторая область 95b имеет ту же самую ширину, что и первая область 95a, или отличающуюся от нее ширину, и проходит прямо в направлении, перпендикулярном направлению, в котором проходит первая область 95a. Одна вторая область 95b взаимно соединяет только две первые области 95a, расположенные рядом друг с другом, и не соединяет более двух расположенных рядом первых областей 95a. Имеется прямоугольное отверстие 94a, определенное одной <ячейкой> решетки, состоящей из первых областей 95a и вторых областей 95b во втором устройстве 94 для формирования рисунка. Это означает, что второе устройство 94 для формирования рисунка содержит множество отверстий 94a. Независимо от отверстий 94a первая область 95a и вторая область 95b (каждая) содержат регулярно расположенные перфорации 94b. Отдельные перфорации 94b имеют меньшие размеры, чем отверстия 94a. Каждая перфорация 94b имеет круглую форму на виде в плане, предпочтительно имеющую диаметр от 0,5 мм до 5,0 мм, более предпочтительно - от 1,0 мм до 4,0 мм. Доля площади перфораций 94b составляет предпочтительно от 10% до 90%, более предпочтительно - от 15% до 70%, от площади первой области 95a.
Второе устройство 94 для формирования рисунка предпочтительно, с точки зрения обеспечения прочности и способности к формированию рисунка, имеет толщину от 0,1 мм до 10,0 мм, более предпочтительно - от 0,5 мм до 6,0 мм, даже более предпочтительно - от 1 мм до 3 мм. Первая область 95a и вторая область 95b предпочтительно, с точки зрения обеспечения прочности и возможности дренажа, независимо имеют ширину от 1 мм до 10 мм, более предпочтительно - от 1,5 мм до 6,0 мм, даже более предпочтительно - от 2 мм до 5 мм.
Второе устройство 94 для формирования рисунка может быть изготовлено из металла, например, из нержавеющей стали, или из пластиков. Предпочтительно, с точки зрения долговечности, его изготавливать из металла. Благодаря содержанию перфораций 94b, второе устройство 94 для формирования рисунка обладает водопроницаемостью. Второе устройство 94 для формирования рисунка, представленное на фиг. 9, используют при изготовлении объемного нетканого материала, показанного на фиг. 3(a) и 3(b).
На фиг. 11 показано полотно 41 с перепутанными волокнами, которому придана трехмерная, рисунчатая структура с использованием трехмерного устройства для формирования рисунка, состоящего из: первого устройства 131 для формирования рисунка в виде барабана, представленного на фиг. 5(a) и (b); и второго устройства 94 для формирования рисунка, представленного на фиг. 9, посаженного поверх первого устройства 131 для формирования рисунка. На фиг. 11 проиллюстрирован процесс придания полотну 41 трехмерной, рисунчатой структуры при изготовлении объемного нетканого материала, представленного на фиг. 3. Трехмерное устройство для формирования рисунка установлено в части 130 для формирования трехмерного рисунка установки 100, представленной на фиг. 4. Как показано на фиг. 11, струи воды под высоким давление, эжектируемые из сопел 132, направляют на полотно 41 с перепутанными волокнами, расположенное на трехмерном устройстве для формирования рисунка, посредством чего оказывают давление на части полотна 41 с перепутанными волокнами. Струями воды под высоким давлением понуждают части полотна 41 с перепутанными волокнами, к вхождению в углубления первого устройства 131 для формирования рисунка, раскрытые в проемах 94a (см. фиг. 9) второго устройства 94 для формирования рисунка. Таким образом формируют вторые области 72, содержащие выступы 30 и первые углубленные гребни 21, показанные на фиг. 3. Так как вторые области 72 получаются в результате выдавливания полотна 41 с перепутанными волокнами, то вторые области 72 имеют более низкую плотность волокна, чем до обработки струями воды.
С другой стороны, участки полотна 41 с перепутанными волокнами, расположенные на втором устройстве 94 для формирования рисунка, ограничены вторым устройством 94 для формирования рисунка в перемещении, даже, несмотря на то, что они подвергаются воздействию струй воды под высоким давлением. Участки полотна с перепутанными волокнами, расположенные около перфораций 94b (см. фиг. 9) второго устройства 94 для формирования рисунка, тем не менее, выдавливаются под воздействием струй воды под высоким давлением. Таким образом формируют первые области 71, содержащие множество мелких выступов 81. Плотность волокна в первых областях 71, где полотно с перепутанными волокнами было ограничено в перемещении, является почти такой же, как и плотность до направления на них струй воды. Таким образом изготавливают объемный нетканый материал, представленный на фиг. 3.
Как описано выше, трехмерные, текстурированные, объемные, нетканые материалы 10, показанные на фиг. 1-3, получены посредством выполнения операций, проиллюстрированных на фиг. 4-11. Геометрия выступов 30 во вторых областях 72 объемного нетканого материала 10, представленного на фиг. 3, получена посредством использования устройства типа первого устройства 131 для формирования рисунка и приложения энергии для перепутывания волокон посредством струй воды под высоким давлением к полотну 41 с перепутанными волокнами, в частях 110 и 120 для перепутывания и в части 130 для придания ему трехмерной, рисунчатой структуры. Энергию перепутывания регулируют посредством <выбора> формы сопел для эжектирования струй воды и условий, включающих: шаг между соплами, давление воды, количество сопел и линейную скорость.
При осуществлении рассмотренных выше операций непрерывное, волокнистое полотно 40 транспортируют в одном направлении для получения непрерывного, объемного нетканого материала, который позже разрезают в поперечном направлении на отдельные отрезки. Непрерывный, объемный, нетканый материал разрезают в поперечном направлении предпочтительно в выбранных местах таким образом, чтобы любая вторая область 72, представленная на фиг. 3, при каждом резе объемного нетканого материала могла быть не полностью окружена первыми областями 71. Необходимо только, чтобы непрерывный, объемный, нетканый материал был разрезан, по меньшей мере, в поперечном направлении. Если непрерывный, объемный, нетканый материал имеет большую ширину, то его можно разрезать в продольном направлении, где это требуется, а также в поперечном направлении. Разрезание в продольном направлении можно осуществлять вдоль одной или большего числа линий.
Согласно способу в соответствии с изобретением, придание волокнистому полотну трехмерной, рисунчатой структуры в части 130 для формирования трехмерного рисунка предпочтительно осуществляют посредством направления струй воды под высоким давлением для приложения энергии E, соответствующей следующим условиям:
200 кДж/кг<E<1500 кДж/кг,
более предпочтительно -
300 кДж/кг<E<1200 кДж/кг,
для создания достаточной объемности, предотвращения выпадения волокон и формирования отверстий во время придания волокнистому полотну трехмерной, рисунчатой структуры, и сохранения достаточной прочности нетканого материала. Количество энергии E может быть вычислено по формуле:
E (кДж/кг)=nρv2Ca/2VB√(2P/ρ),
где:
n - количество отверстий на метр в направлении ширины сопла (1/м);
ρ - плотность воды (кг/м3);
v - скорость воды на выходе из сопла (м/с);
C - коэффициент расхода из-за потери энергии (от 0,59 до 0,68 в случае воды);
a - площадь поперечного сечения выхода сопла (м2);
V - скорость обрабатываемого полотна (м/с);
B - поверхностная плотность полотна (г/м2); и
P - давление воды в сопле (Па).
Объемный нетканый материал 10, полученный после придания ему трехмерной, рисунчатой структуры посредством перепутывания волокон струями воды, затем сушат и сматывают в материнский рулон, который разрезают в поперечном направлении (в направлении, перпендикулярном направлению ориентации волокон) на отрезки заданной ширины согласно применению. Для использования объемного нетканого материала в качестве материала для чистки (уборки), его разрезают на отрезки, ширина которых предпочтительно составляет, например, 205 мм, принимая во внимание то, что отрезок нетканого материала используют, прикрепляя к приспособлению для чистки (уборки). Разрезанный объемный нетканый материал 10 затем покрывают маслом, разрезают вдоль направления ориентации <волокон>, складывают и упаковывают в подушкообразную упаковку для обеспечения упаковки сухого нетканого материала в качестве готового продукта, используя машину для обработки продукта. Отрезок объемного нетканого материала, используемый в качестве материала для чистки (уборки) и прикрепляемый к приспособлению для чистки (уборки), предпочтительно имеет длину, например, 285 мм в направлении ориентации волокна.
Объемный нетканый материал 10, изготовленный описанным выше способом, пригоден для использования не только в качестве материала сухого типа для чистки (уборки), но и в качестве гигиенических изделий, например, масок или марли. При использовании объемного нетканого материала 10 в качестве материала для чистки (уборки), предпочтительно первую его сторону 11 употребляют в качестве рабочей поверхности.
Хотя изобретение описано со ссылками на его предпочтительные варианты осуществления, изобретение не следует толковать как ограниченное этими вариантами осуществления. Например, хотя и первые проволокообразные элементы 141, и вторые проволокообразные элементы 142, составляющие устройство 131 для формирования рисунка, используемые в описанных вариантах осуществления, имеют треугольное поперечное сечение, они могут иметь другие формы поперечных сечений, например, круглую, продолговато круглую, четырехугольную, прямоугольную, каплевидную форму. Направление, в котором проходят первые проволокообразные элементы 141, и направление, в котором проходят вторые проволокообразные элементы 142, не обязательно должны быть по существу перпендикулярны друг другу. Необходимо только, чтобы эти направления были разными.
В случае, когда объемный нетканый материал 10 не должен содержать вторые углубленные гребни, устройство 131 для формирования рисунка содержит первые проволокообразные элементы 141, но не содержит вторые проволокообразные элементы 142. В этом случае первые проволокообразные элементы 141 поддерживаются какими-либо известными средствами.
В то время как в описанных выше вариантах осуществления первые проволокообразные элементы 141 поддерживаются снизу вторыми проволокообразными элементами 142, вторые проволокообразные элементы 142 могут быть заменены другими поддерживающими средствами, например, водопроницаемым материалом, содержащим множество отверстий, например, перфорированной плитой или проволочной сеткой.
В то время как в описанных выше вариантах осуществления придание волокнистому полотну трехмерной, рисунчатой структуры в части 130 для формирования трехмерного рисунка производят только с одной стороны полотна 41 с перепутанными волокнами, как это показано на фиг. 4, придание волокнистому полотну трехмерной, рисунчатой структуры можно осуществлять с обеих сторон. Это можно осуществлять посредством частичного загораживания одной стороны полотна 41 с перепутанными волокнами, придания трехмерной, рисунчатой структуры незагороженной части этой стороны, частичного загораживания другой стороны полотна 41 с перепутанными волокнами, и придания трехмерной, рисунчатой структуры незагороженной части другой стороны.
Рисунок второго устройства 94 для формирования рисунка, представленного на фиг. 9, может быть заменен любым из рисунков, представленных на фиг. 12(a)-12(e). Второе устройство 94A для формирования рисунка, представленное на фиг. 12(a), содержит первую область 95a, проходящую зигзагообразно. Второе устройство 94B для формирования рисунка, представленное на фиг. 12(b), представляет собой повернутую на 90° версию второго устройства 94A для формирования рисунка, представленного на фиг. 12(a). Второе устройство 94C для формирования рисунка, представленное на фиг. 12(c), содержит первую область 95a, проходящую волнообразно. Второе устройство 94D для формирования рисунка, представленное на фиг. 12(d), содержит первую область 95a, проходящую волнообразно подобно варианту осуществления, представленному на фиг. 12(c), но длина волнообразных участков, представленных на фиг. 12(d), меньше, чем их длина на фиг. 12(c). Во вторых устройствах 94A, 94C и 94D для формирования рисунка первая область 95a проходит в направлении ориентации волокон по прямой на расстоянии 286 мм или более между расположенными рядом вторыми областями 95b. Во втором устройстве 94B для формирования рисунка, представленном на фиг. 12(b), с другой стороны, вторая область 95b проходит по прямой на расстоянии 206 мм или более между расположенными рядом первыми областями 95a. В то время как вторые устройства 94A-94D для формирования рисунка содержат первые области 95a и вторые области 95b, второе устройство 94E для формирования рисунка содержит только первые области 95a и не содержит вторые области 95b. Каждая первая область 95a второго устройства 94E для формирования рисунка представляет умеренную волнообразную кривую, а каждая пара расположенных рядом первых областей 95a взаимно соединена вдоль их вершин с образованием соединения 95c. Во втором устройстве 94E для формирования рисунка первая область 95a проходит в направлении ориентации волокон по прямой на расстоянии 286 мм или более в каждом соединении 95c.
На основании рассмотренных выше вариантов осуществления изобретением раскрыты следующие объемные нетканые материалы и способы их изготовления.
[1] Способ изготовления объемного нетканого материала, включающий: направление струй воды под высоким давлением на волокнистое полотно для перепутывания волокон волокнистого полотна друг с другом, для формирования полотна с перепутанными волокнами; укладку полотна с перепутанными волокнами на первое устройство для формирования рисунка, содержащее отверстия, расположенные в соответствии с предварительно определенным рисунком; и подвергание полотна с перепутанными волокнами, расположенного на первом устройстве для формирования рисунка, воздействию струй воды под высоким давлением для понуждения части полотна с перепутанными волокнами к вхождению в отверстия первого устройства для формирования рисунка; где
- первое устройство для формирования рисунка содержит: множество первых проволокообразных элементов, проходящих в одном направлении и расположенных на предварительно определенном расстоянии друг от друга; и поддерживающие средства, содержащие множество отверстий; и
- поддерживающие средства расположены под множеством первых проволокообразных элементов.
[2] Способ по параграфу [1], согласно которому составляющие волокна волокнистого полотна дополнительно перепутывают с сеткой посредством воздействия струями воды под высоким давлением для формирования полотна с перепутанными волокнами.
[3] Способ по параграфу [1] или [2], согласно которому используют: трехмерное устройство для формирования рисунка, содержащее первое устройство для формирования рисунка и второе устройство для формирования рисунка, расположенное на первом устройстве для формирования рисунка; и струи воды под высоким давлением, которые направляют на полотно с перепутанными волокнами, расположенное на трехмерном устройстве для формирования рисунка; где
- второе устройство для формирования рисунка содержит: множество первых областей, проходящих в направлении ориентации волокон; и множество вторых областей, проходящих в направлении, перпендикулярном направлению, в котором проходит первая область;
- первые области, расположенные рядом друг с другом, взаимно соединены вторыми областями, расположенными между ними, или взаимно соединены с образованием соединения, для создания второго устройства для формирования рисунка с множеством отверстий;
- каждая первая область проходит по прямой на расстоянии 286 мм или более в направлении ориентации волокон, когда расстояние между вторыми областями, расположенными рядом друг с другом, больше расстояния между первыми областями, расположенными рядом друг с другом; или каждая вторая область проходит по прямой на расстоянии 206 мм или более в направлении, перпендикулярном направлению, в котором проходят первые области, когда расстояние между первыми областями, расположенными рядом друг с другом, больше расстояния между вторыми областями, расположенными рядом друг с другом;
- участок полотна с перепутанными волокнами, расположенный на втором устройстве для формирования рисунка, образует первую область, и участку полотна с перепутанными волокнами, расположенному на отверстии второго устройства для формирования рисунка, придают трехмерную форму в соответствии с углублением, раскрытым в отверстии для формирования второй области, очерченной первой областью.
[4] Способ по параграфу [3], согласно которому волокнистое полотно имеет непрерывную форму, и его транспортируют в одном направлении для получения объемного нетканого материала непрерывной формы; где нетканый, объемный материал непрерывной формы разрезают, по меньшей мере, в поперечном направлении для получения отрезка объемного нетканого материала; где
- разрезание производят в выбранном месте таким образом, чтобы вторая область в отрезке объемного нетканого материала была не полностью окружена первыми областями.
[5] Способ по параграфу [3] или [4], согласно которому первые области проходят по прямой на расстоянии 286 мм, предпочтительно - от 286 мм до 400 мм, более предпочтительно - от 286 мм до 310 мм, в направлении ориентации волокон, когда расстояние между расположенными рядом вторыми областями больше расстояния между расположенными рядом первыми областями во втором устройстве для формирования рисунка;
- вторые области проходят по прямой на расстоянии 206 мм или более, предпочтительно - от 206 мм до 300 мм, более предпочтительно - от 206 мм до 225 мм, в направлении, перпендикулярном направлению, в котором проходят первые области, когда расстояние между расположенными рядом первыми областями больше расстояния между расположенными рядом вторыми областями во втором устройстве для формирования рисунка.
[6] Способ согласно любому одному из параграфов [3]-[5], согласно которому второе устройство для формирования рисунка содержит множество перфораций, каждое из которых имеет круглую форму диаметром от 0,5 мм до 5,0 мм, предпочтительно - от 1,0 мм до 4,0 мм; где
- перфорации, сформированные в первой области, составляют от 10% до 90%, предпочтительно - от 15% до 70%, от площади первой области;
- второе устройство для формирования рисунка имеет толщину от 0,1 мм до 10,0 мм, предпочтительно от 0,5 мм до 6,0 мм, более предпочтительно - от 1 мм до 3 мм; и
- первая область и вторая область независимо имеют ширину от 1 мм до 10 мм, предпочтительно - от 1,5 мм до 6,0 мм, более предпочтительно - от 2 мм до 5 мм.
[7] Способ согласно любому одному из параграфов [1]-[6], способ согласно любому одному из п.п. 1-4, согласно которому поддерживающие средства первого устройства для формирования рисунка содержат множество вторых проволокообразных элементов, проходящих в направлении, отличающемся от направления, в котором проходят первые проволокообразные элементы, и расположенных с предварительно определенным интервалом.
[8] Способ по параграфу [7], согласно которому, по меньшей мере, один из первых проволокообразных элементов и вторых проволокообразных элементов имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вверх или вниз.
[9] Способ по параграфу [8], согласно которому первый проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вниз, а второй проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вверх.
[10] Способ по параграф [8], согласно которому первый проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вверх, и второй проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вверх.
[11] Способ по параграф [8], согласно которому первый проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вниз, и второй проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен <вершиной угла> его треугольного поперечного сечения вниз.
[12] Способ по любому одному из параграфов [8]-[11], согласно которому первое устройство для формирования рисунка содержит первые проволокообразные элементы или вторые проволокообразные элементы, расположенные с переменным интервалом.
[13] Способ по любому одному из параграфов [8]-[11], согласно которому первое устройство для формирования рисунка содержит участок, на котором первые проволокообразные элементы выставлены с постепенно уменьшающимся или увеличивающимся интервалом в направлении, в котором они выставлены, или вторые проволокообразные элементы выставлены с постепенно уменьшающимся или увеличивающимся интервалом в направлении, в котором они выставлены.
[14] Способ по любому одному из параграфов [7]-[13], согласно которому треугольники поперечных сечений вторых проволокообразных элементов расположены с шагом Rp, составляющим от 2 мм до 30 мм, предпочтительно - от 4 мм до 20 мм, более предпочтительно - от 6 мм до 18 мм, и имеют длину основания W2, составляющую от 0,4 мм до 7,0 мм, предпочтительно - от 0,5 мм до 5,0 мм, и высоту H2, составляющую от 1,0 мм до 10,0 мм, предпочтительно - от 1,5 мм до 7,0 мм.
[15] Способ по любому одному из параграфов [1]-[14], согласно которому расстояние S между расположенными рядом первыми проволокообразными элементами составляет от 0,025 мм до 15,0 мм, предпочтительно - от 0,1 мм до 10,0 мм, более предпочтительно - от 0,5 мм до 8,0 мм; длина основания W1 треугольника поперечного сечения первого проволокообразного элемента составляет от 0,4 мм до 7,0 мм, предпочтительно - от 0,5 мм до 5,0 мм; а высота H1 - от 1,0 мм до 10,0 мм, предпочтительно - от 1,5 мм до 7,0 мм.
[16] Способ по любому одному из параграфов [1]-[15], согласно которому живое сечение (ЖС) составляет от 5% до 90%, более предпочтительно - от 10% до 85%, где живое сечение (ЖС) вычисляют по формуле:
ЖС (%)=S/(S+ W1)×100,
где W1 - длина основания треугольника <поперечного сечения> первого проволокообразного элемента; и
S - расстояние между расположенными рядом первыми проволокообразными элементами.
[17] Объемный нетканый материал, сформированный посредством перепутывания волокон в волокнистом полотне друг с другом и имеющий первую сторону и вторую сторону, противоположную первой стороне, где объемный нетканый материал содержит множество макроскопических первых углубленных гребней и множество макроскопических выступов, по меньшей мере, на первой его стороне; где
- множество первых углубленных гребней проходит прямо в первом направлении с интервалом от 0,825 мм до 15,0 мм; где первое направление совпадает с направлением ориентации волокон; и где выступ расположен между первыми углубленными гребнями, расположенными рядом друг с другом, и выступает от второй стороны к первой стороне объемного нетканого материала.
[18] Объемный нетканый материал по параграфу [17], в котором волокна волокнистого полотна перепутаны друг с другом и с сеткой.
[19] Объемный нетканый материал, сформированный посредством перепутывания волокон в волокнистом полотне друг с другом и с сеткой, и имеющий первую сторону и вторую сторону, противоположную первой стороне, где:
- объемный нетканый материал содержит множество макроскопических первых углубленных гребней и выступ, по меньшей мере, на первой стороне;
- множество первых углубленных гребней проходит прямо в первом направлении с интервалом от 0,825 мм до 15,0 мм, где первое направление совпадает с направлением ориентации волокон;
- выступ расположен между первыми углубленными гребнями, расположенными рядом друг с другом, и выступает от второй стороны к первой стороне объемного нетканого материала;
- объемный нетканый материал содержит первую область и вторую область, на виде в плане;
- первая область обладает более высокой плотностью волокна и меньшей толщиной, чем вторая область;
- вторая область обладает более низкой плотностью волокна и большей толщиной, чем первая область;
- вторая область очерчена первой областью;
- первая область содержит первый участок, проходящий в направлении ориентации волокон, и второй участок, проходящий в направлении, перпендикулярном направлению, в котором проходит первый участок;
- второй участок имеет размер 286 мм или более по прямой в направлении ориентации волокон, когда расстояние между вторыми участками, расположенными рядом друг с другом, больше расстояния между первыми участками, расположенными рядом друг с другом; и
- второй участок имеет размер 206 мм или более в направлении, перпендикулярном направлению, в котором проходит первый участок, когда расстояние между первыми участками, расположенными рядом друг с другом, больше расстояния между вторыми участками, расположенными рядом друг с другом.
[20] Объемный нетканый материал по параграф [19], в котором второй участок имеет размер 286 мм или более, предпочтительно - от 286 мм до 400 мм, более предпочтительно - от 286 мм до 310 мм, по прямой в направлении ориентации волокон, когда расстояние между расположенными рядом вторыми участками больше расстояния между расположенными рядом первыми участками;
- второй участок имеют размер 206 мм или более, предпочтительно - от 206 мм до 300 мм, более предпочтительно - от 206 мм до 225 мм, по прямой в направлении, перпендикулярном направлению, в котором проходит первый участок, когда расстояние между первыми участками, расположенными рядом друг с другом, больше расстояния между вторыми участками, расположенными рядом друг с другом.
[21] Объемный нетканый материал по параграфу [19] или [20], в котором первая область обладает плотностью волокна от 0,020 г/см3 до 0,65 г/см3, предпочтительно - от 0,035 г/см3 до 0,50 г/см3, а
- вторая область обладает плотностью волокна от 0,005 г/см3 до 0,65 г/см3, предпочтительно - от 0,01 г/см3 до 0,40 г/см3, где плотность волокна во второй области меньше, чем в первой области.
[22] Объемный нетканый материал по любому одному из параграфов [19]-[21], в котором первая область имеет толщину от 0,1 мм до 1,5 мм, а вторая область имеет толщину от 1,0 мм до 5,0 мм, предпочтительно - от 1,2 мм до 4,0 мм.
[23] Объемный нетканый материал по любому одному из параграфов [19]-[22], в котором площадь первой области 71 составляет от 2% до 90%, предпочтительно - от 5% до 40% <от площади объемного нетканого материала>, а площадь второй области 72 составляет от 10% до 98%, предпочтительно - от 60% до 95% <от площади объемного нетканого материала>.
[24] Объемный нетканый материал по любому одному из параграфов [19]-[23], в котором первая область содержит множество мелких выступов, имеющих круглую форму диаметром от 0,5 мм до 5,0 мм, предпочтительно - от 1,0 мм до 4,0 мм; где
- площадь мелких выступов составляет от 10% до 90%, предпочтительно - от 15% до 70%, от площади первой области, на виде в плане.
[25] Объемный нетканый материал по любому одному из параграфов [18]-[24], в котором сетка содержит нити диаметром от 50 мкм до 600 мкм, расположенные с шагом между нитями от 2 мм до 30 мм, и обладает воздухопроницаемостью от 0,1 см3/см2с до 1000 см3/см2с.
[26] Объемный нетканый материал по любому одному из параграфов [17]-[25], дополнительно содержащий второй углубленный гребень, проходящий прямо во втором направлении, по существу перпендикулярном первому направлению; где
- выступ имеет, на виде в плане, форму, близкую к прямоугольной, определенную посредством перекрещивания первого и второго углубленных гребней.
[27] Объемный нетканый материал по параграфу [26], объемный нетканый материал по п. 14, в котором первый углубленный гребень глубже второго углубленного гребня в поперечном сечении, проведенном поперек толщины объемного нетканого материала.
[28] Объемный нетканый материал по параграфу [26] или [27], в котором выступ имеет площадь от 0,5 мм2 до 300 мм2, предпочтительно - от 6 мм2 до 155 мм2, на виде в плане.
[29] Объемный нетканый материал по любому одному из параграфов [17]-[28], в котором множество первых углубленных гребней расположено с интервалом от 0,825 мм до 15,0 мм, предпочтительно - от 1,3 мм до 10,8 мм, более предпочтительно - от 2,02 мм до 9,52 мм.
[30] Объемный нетканый материал по любому одному из параграфов [17]-[29], обладающий коэффициентом перепутывания от 0,05 Нм/г до 2 Нм/г, предпочтительно - от 0,2 Нм/г до 1,5 Нм/г.
[31] Объемный нетканый материал по любому одному из параграфов [17]-[30], в котором: выступ имеет ширину Wp от 0,5 мм до 15,0 мм, предпочтительно - от 2 мм до 5 мм; первый углубленный гребень имеет ширину Wg от 0,5 мм до 8,0 мм, предпочтительно - от 1 мм до 4 мм; первый углубленный гребень имеет глубину D от 0,5 мм до 6,0 мм, предпочтительно - от 1 мм до 4 мм; интервал P между первыми углубленными гребнями составляет от 0,825 мм до 15,0 мм, предпочтительно - от 1,3 мм до 10,8 мм, более предпочтительно - от 2,02 мм до 9,52 мм; а видимая толщина T объемного нетканого материала составляет от 1,0 мм до 7,0 мм, предпочтительно - от 1,1 мм до 5,0 мм.
[32] Объемный нетканый материал по любому одному из параграфов [17]-[31], в котором отношение площадей первых углубленных гребней и выступов к видимой площади объемного нетканого материала, на виде в плане, составляет от 1:0,5 до 1:5, предпочтительно - от 1:1,5 до 1:3.
[33] Объемный нетканый материал по любому одному из параграфов [17]-[32], обладающий видимой плотностью от 0,002 г/см3 до 0,100 г/см3, предпочтительно - от 0,005 г/см3 до 0,060 г/см3, и поверхностной плотностью от 25 г/м2 до 110 г/м2, предпочтительно от 30 г/м2 до 80 г/м2.
[34] Объемный нетканый материал по любому одному из параграфов [17]-[33], в котором волокна обладают линейной плотностью от 0,8 дтекс до 30 дтекс, предпочтительно - от 0,8 дтекс до 7,0 дтекс и длиной от 20 мм до 100 мм, предпочтительно - от 30 мм до 65 мм.
[35] Объемный нетканый материал по любому одному из параграфов [17]-[34], обладающий жесткостью при сжатии (линейностью) от 0,08 (-) до 0,30 (-) и показателем «работа сжатия» (РС) в диапазоне от 0,21 гссм/см2 до 1,50 гссм/см2, определяемым с использованием приборов и методик измерения согласно Kawabata Evaluation System (KES).
[36] Объемный нетканый материал по любому одному из параграфов [17]-[35], в котором волокна, обладающие линейной плотностью менее 1,45 дтекс и длиной более 38 мм, составляют от 10% до 50% от общей массы объемного нетканого материала.
[37] Объемный нетканый материал по параграф [36], в котором волокна, обладающие линейной плотностью 5,0 дтекс или более и длиной 25 мм или более, составляют от 1% до 50% от общей массы объемного нетканого материала.
Примеры
Изобретение далее более подробно раскрыто со ссылками на Примеры, но следует понимать, что оно не ограничено этими примерами.
Ниже описаны способы определения и оценки различных физических свойств объемных нетканых материалов, полученных в Примерах и в Сравнительных примерах.
(1) Определение поверхностной плотности
Из объемного нетканого материала вырезали десять образцов размером 100 мм Ч 100 мм. Каждый образец взвешивали и массу делили на площадь для вычисления поверхностной плотности (г/м2). Среднее значение (при n=10) принимали за поверхностную плотность объемного нетканого материала.
(2) Определение видимой толщины T
Определяли в соответствии с методикой, описанной выше.
(3) Определение видимой плотности
Определяли в соответствии с методикой, описанной выше.
Определение степени захвата волос
По деревянному полу площадью 1 м Ч 1 м разбрасывали десять человеческих волос длиной 10 см. Пол протирали объемным нетканым материалом, прикрепленным к приспособлению Quickie Wiper (компании Kao Corp.) для чистки (уборки) и подсчитывали количество волос, уловленных нетканым материалом. Степень захвата волос вычисляли как отношение количества уловленных волос к количеству разбросанных волос.
(5) Определение степени захвата кунжутных семян
По деревянному полу площадью 1 м Ч 1 м рассеивали десять кунжутных семян. Пол протирали объемным нетканым материалом, прикрепленным к приспособлению Quickie Wiper (компании Kao Corp.) для чистки (уборки) и подсчитывали количество кунжутных семян, уловленных нетканым материалом. Степень захвата кунжутных семян вычисляли как отношение количества уловленных семян к количеству рассеянных семян.
Определение степени захвата хлебных крошек
По деревянному полу площадью 1 м Ч 1 м разбрасывали хлебные крошки (размер крошек: от 1,0 мм до 1,4 мм) массой 0,5 г. Пол протирали объемным нетканым материалом, прикрепленным к приспособлению Quickie Wiper (компании Kao Corp.) для чистки (уборки), и определяли массу хлебных крошек, уловленных нетканым материалом. Степень захвата хлебных крошек определяли как отношение массы уловленных хлебных крошек к массе разбросанных хлебных крошек.
Пример 1
Объемный нетканый материал изготавливали с использованием установки 100, представленной на фиг. 4. Волокнистые полотна с поверхностной плотностью 24 г/м2 вырабатывали посредством чесания полиэфирных волокон (1,45 дтекс, 38 мм) обычным способом. Настил из полипропиленовой сетки (расстояние между нитями 8 мм, диаметр нитей 300 мкм) и волокнистых полотен, расположенных с каждой стороны сетки, подвергали воздействию струй воды для перепутывания волокон посредством направления струй воды, выпускаемых из множества сопел, при давлении воды от 1 МПа до 10 МПа для формирования полотна 41 с перепутанными волокнами.
Полученное в результате полотно 41 с перепутанными волокнами дополнительно подвергали воздействию струй воды, выпускаемых из множества сопел, при давлении воды от 1 МПа до 10 МПа, используя устройство для формирования рисунка, параметры которого представлены в Таблице 1 ниже, посредством чего придавали полотну трехмерную, рисунчатую структуру; затем полотно сушили горячим воздухом для получения объемного нетканого материала. Устройство для формирования рисунка приводили в действие таким образом, чтобы направление, в котором были расположены первые проволокообразные элементы 141, совпадало с направлением транспортирования полотна 41 с перепутанными волокнами. Таким образом получали объемный нетканый материал такого типа, который показан на фиг. 1 и 2.
Примеры 2-7
Объемный нетканый материал изготавливали так же, как и в Примере 1, за исключением того, что использовали устройство для формирования рисунка, показанное в Таблице 1. Объемные нетканые материалы, полученные в Примерах 2-6, были такого типа, который показан на фиг. 1 и 2. Объемный нетканый материал, полученный в Примере 6, не содержал сетку. Объемный нетканый материал, полученный в Примере 7, был такого типа, который показан на фиг. 3. Второе устройство для формирования рисунка, которое использовали в Примере 7, имело конструкцию, представленную на фиг. 9, которое было изготовлено из металла. Второе устройство для формирования рисунка имело следующие параметры: ширина первой области 95a и второй области 95b составляла 4,2 мм; перфорации 94b имели круглую форму диаметром 2 мм; шаг между перфорациями составлял 3,2 мм; длина La (см. фиг. 9) первой области 95a, проходившей между расположенными рядом вторыми областями 95b составляла 287 мм; расстояние W4 (см. фиг. 9) между расположенными рядом первыми областями 95a составляло 21 мм.
Сравнительный пример 1
Объемный нетканый материал получали таким же образом, как и в Примере 1, за исключением того, что было использовано устройство для формирования рисунка, представленное на фиг. 5(a)-5(c) Японского патента JP 2001-336052A.







(см. фиг. 9)
Как видно из результатов, представленных в Таблице 1, при использовании объемного нетканого материала в качестве материала для чистки (уборки), образцы, полученные в каждом Примере, могут с успехом захватывать как мелкие частицы пыли, например, волосы, так и относительно крупные частицы пыли, например, кунжутные семена и хлебные крошки. В противоположность этому объемный нетканый материал, полученный в Сравнительном примере 1, обладает способностью к захвату волос, но обладает меньшей способностью к захвату относительно крупных частиц пыли, например, кунжутных семян и хлебных крошек, при его использовании в качестве материала для чистки (уборки).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛОТНО ДЛЯ ПРОТИРКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2608283C2 |
| ТИСНЕНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2005 |
|
RU2392363C2 |
| АБСОРБЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2763679C2 |
| ТИСНЕНЫЙ КОМПОЗИТНЫЙ НЕТКАНЫЙ РУЛОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2614602C2 |
| ФОРМОВОЧНАЯ ЛЕНТА ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ, РАЗДЕЛЕННЫХ НА ОТДЕЛЬНЫЕ ЛИСТЫ | 2006 |
|
RU2414552C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 2016 |
|
RU2705616C1 |
| ГИДРОПЕРЕПУТЫВАНИЕ С ИСПОЛЬЗОВАНИЕМ ТКАНИ, СОДЕРЖАЩЕЙ УПЛОЩЕННЫЕ НИТИ | 2003 |
|
RU2337189C2 |
| ВОЛОКНИСТЫЙ ПРОДУКТ, ТИСНИЛЬНЫЙ ВАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО ВОЛОКНИСТОГО ПРОДУКТА, УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ВОЛОКНИСТОГО ПРОДУКТА | 2009 |
|
RU2514502C2 |
| РИСУНЧАТЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2717928C2 |
| ЛАМИНАТ, ИМЕЮЩИЙ УЛУЧШЕННЫЕ СВОЙСТВА ПРИ ПРОТИРКЕ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2415638C1 |
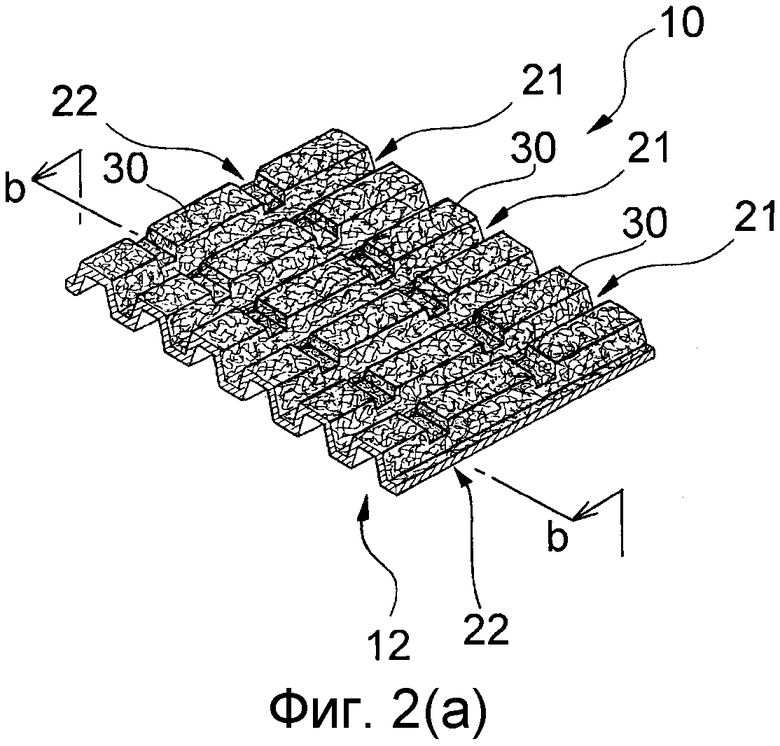
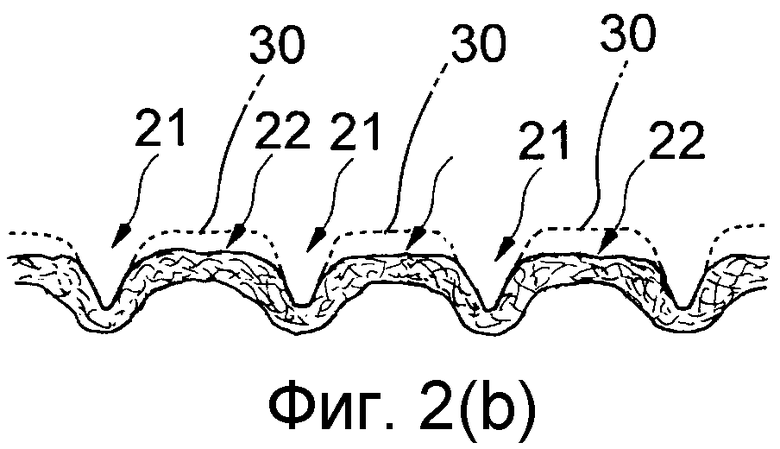
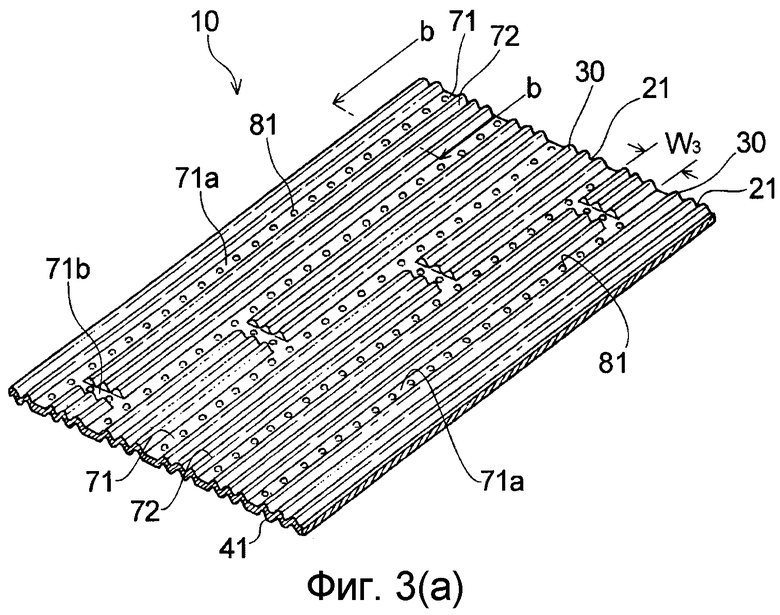
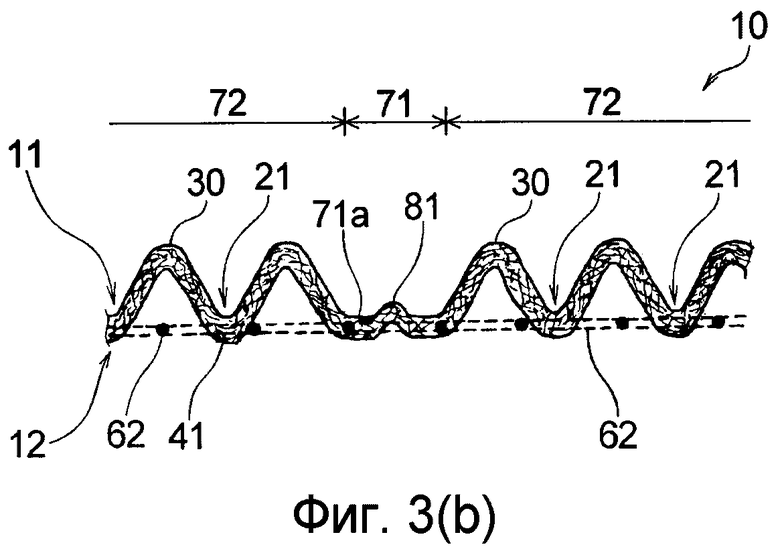
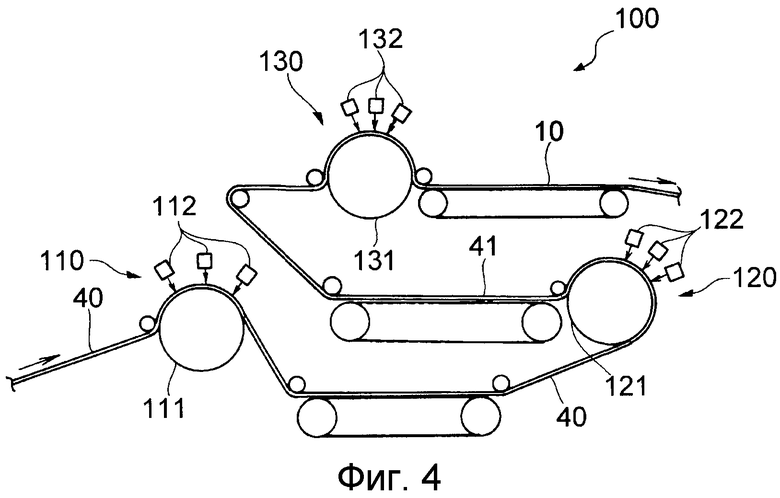
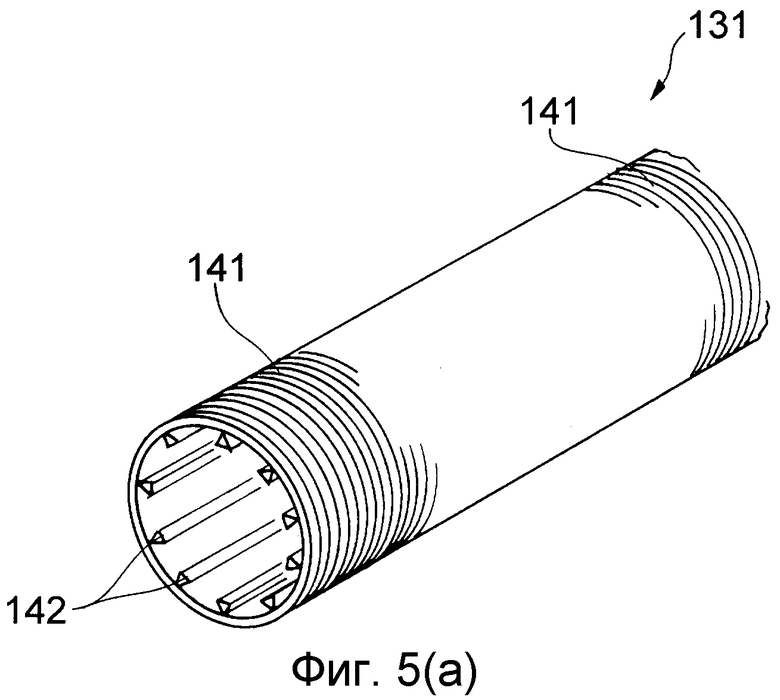
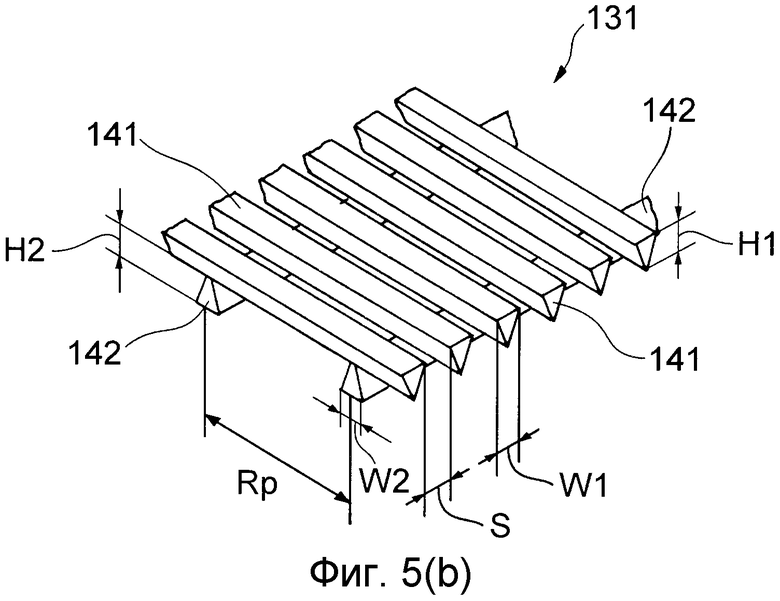
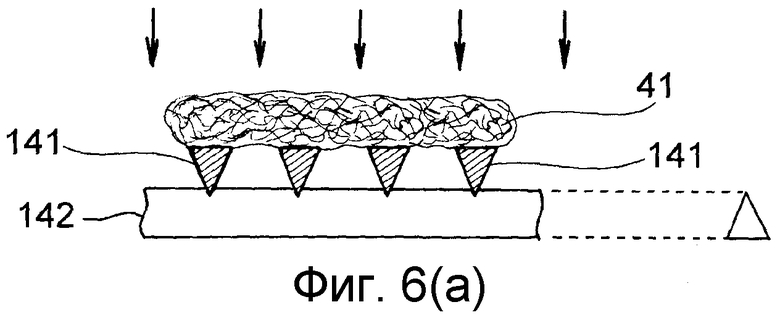
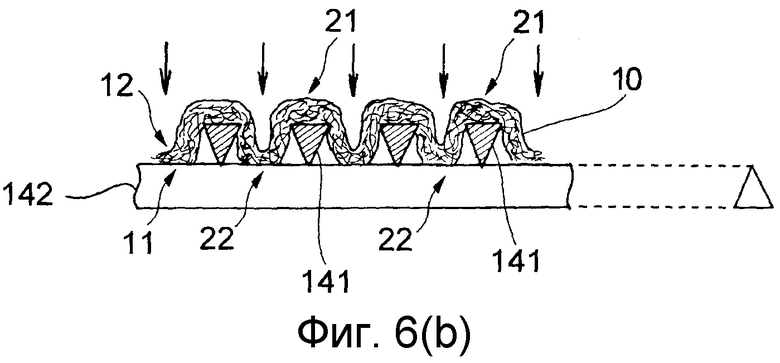
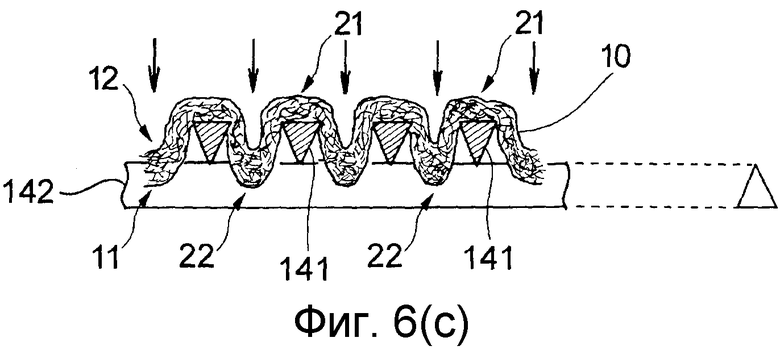
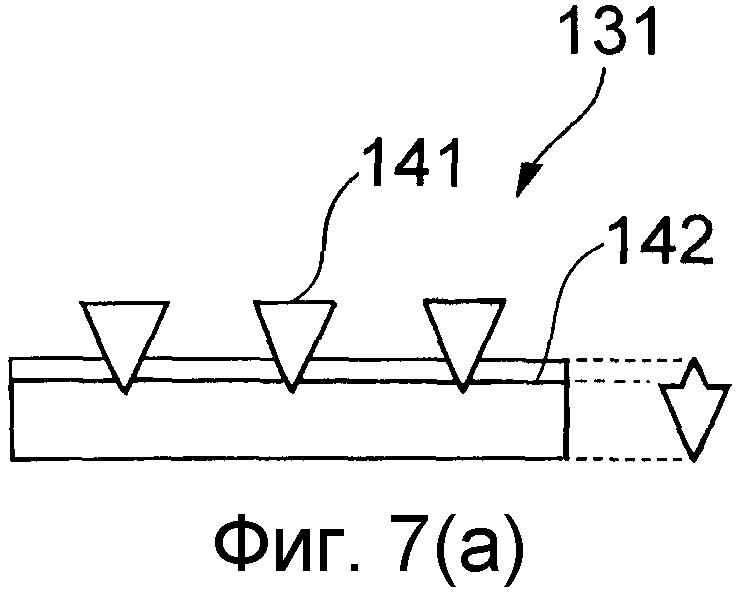
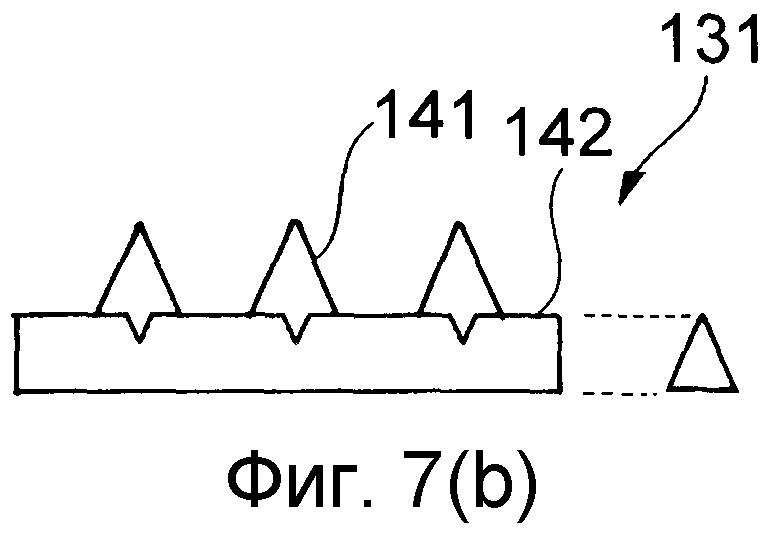
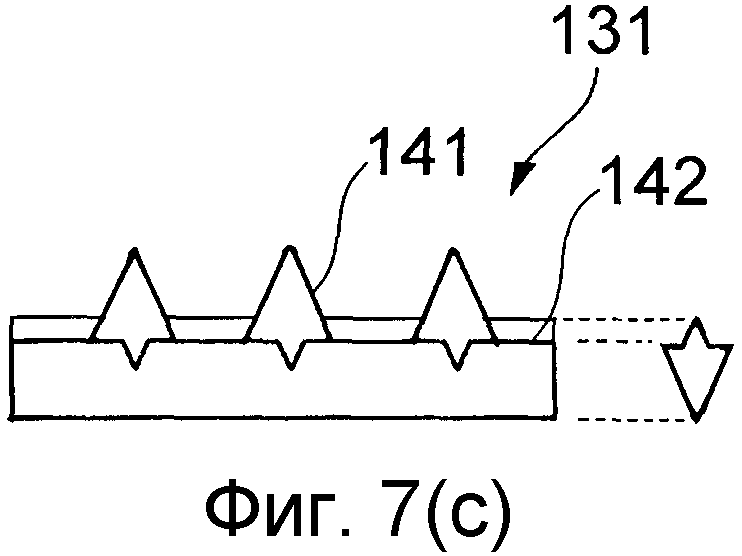
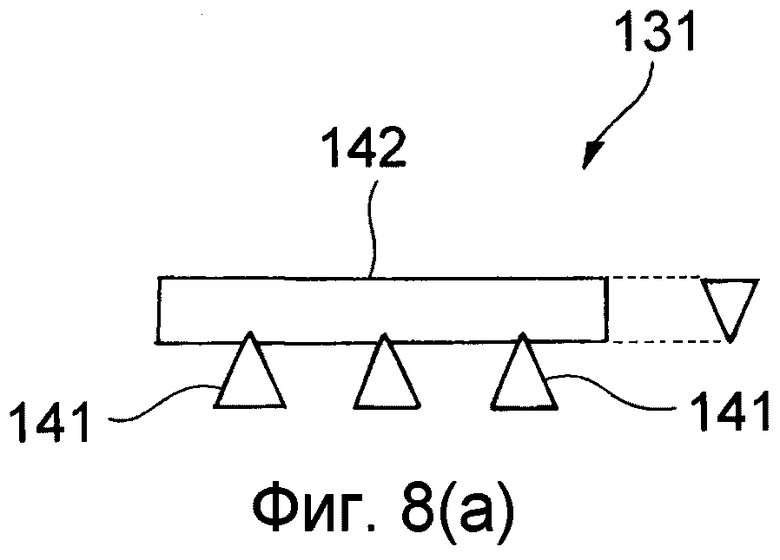
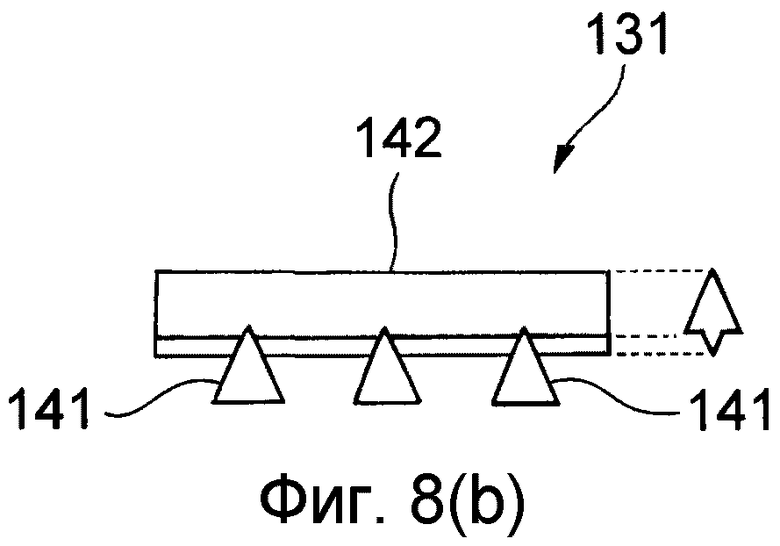
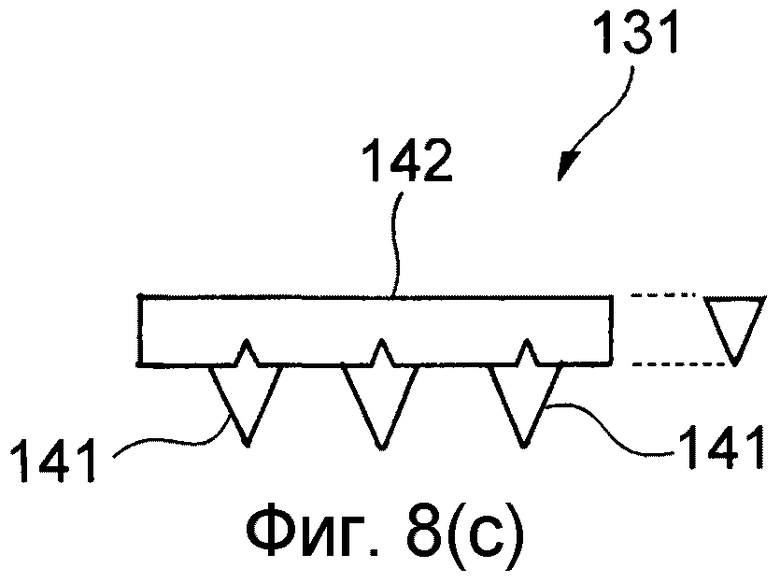
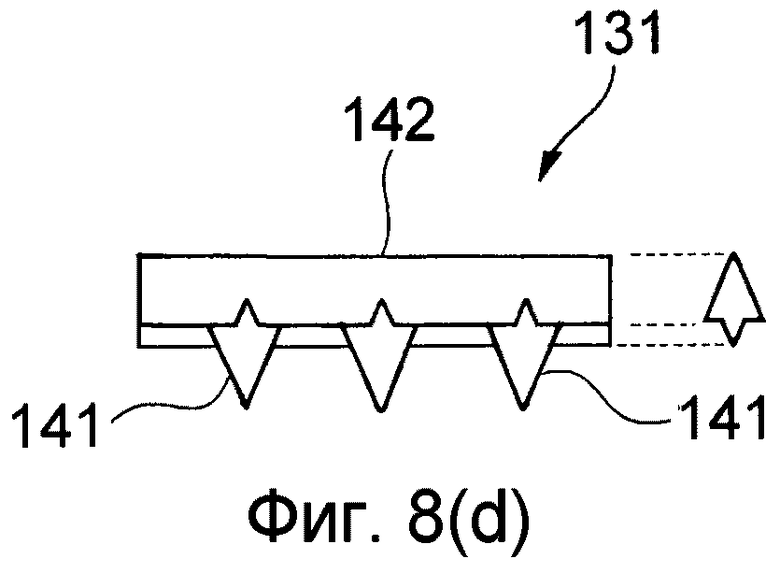
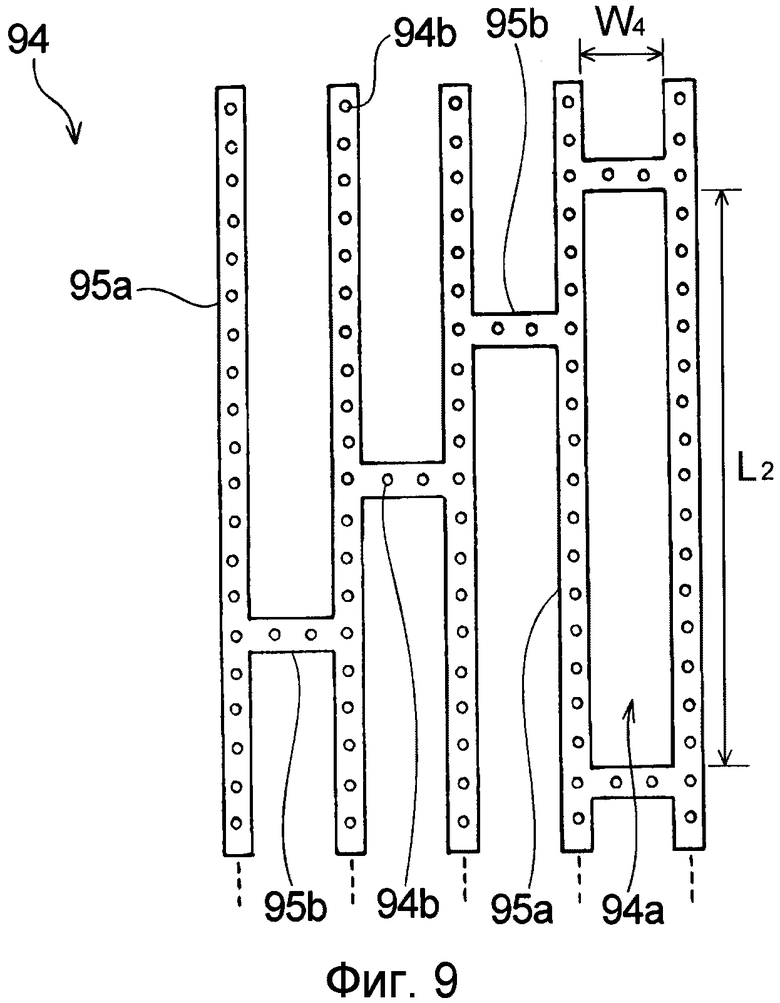
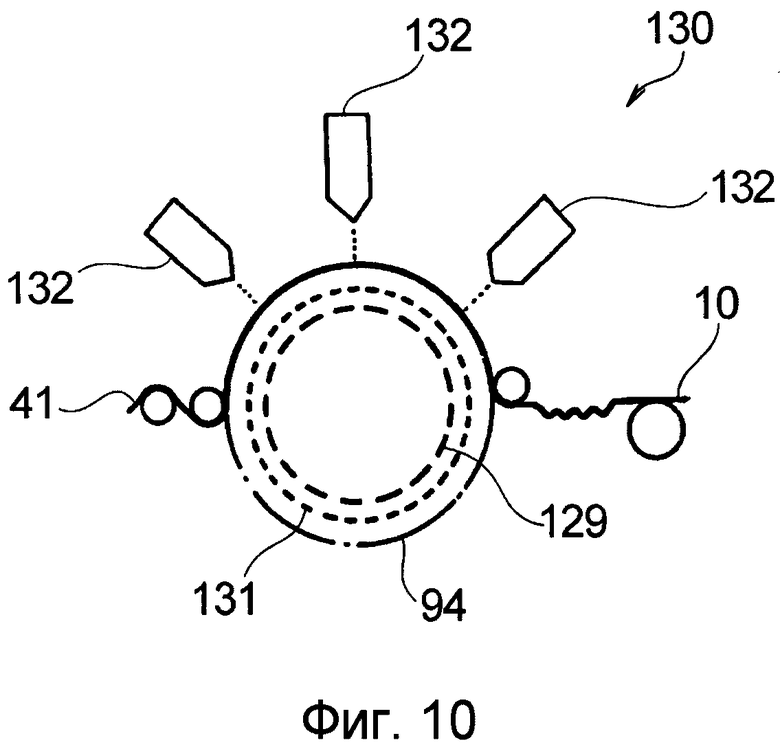
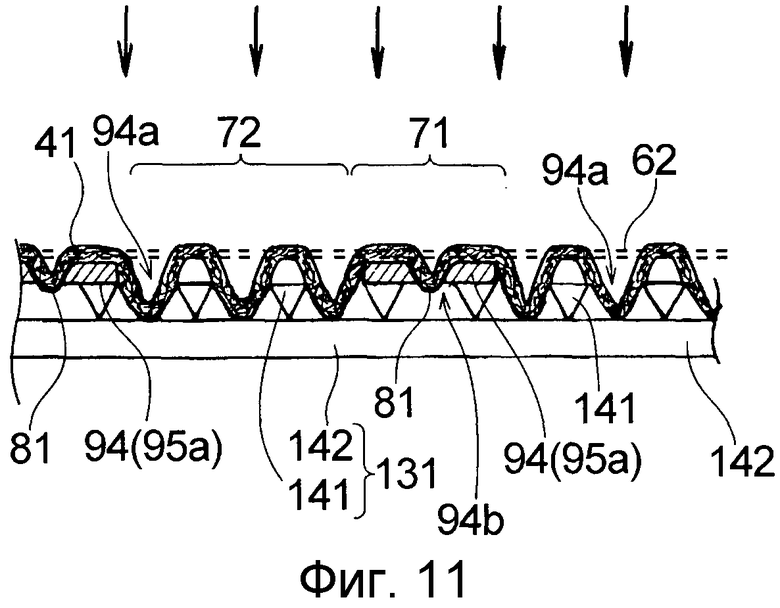
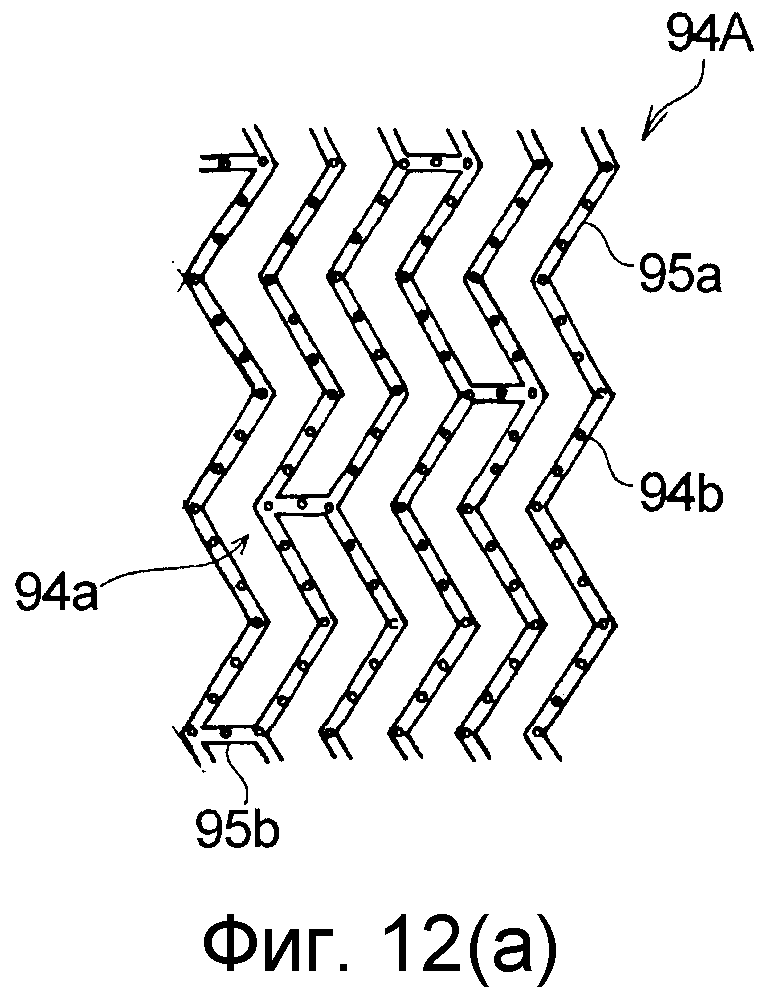
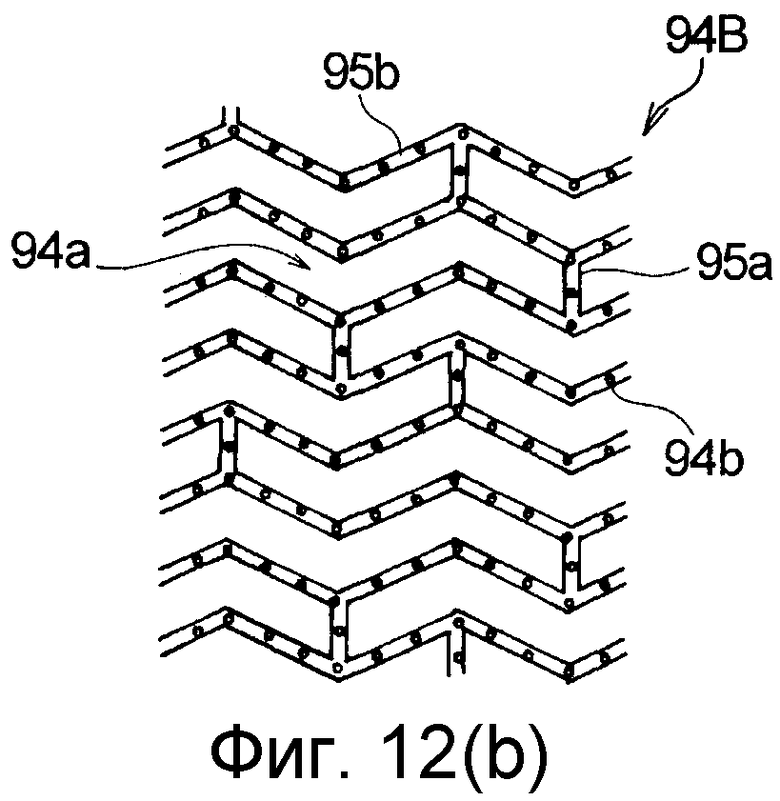
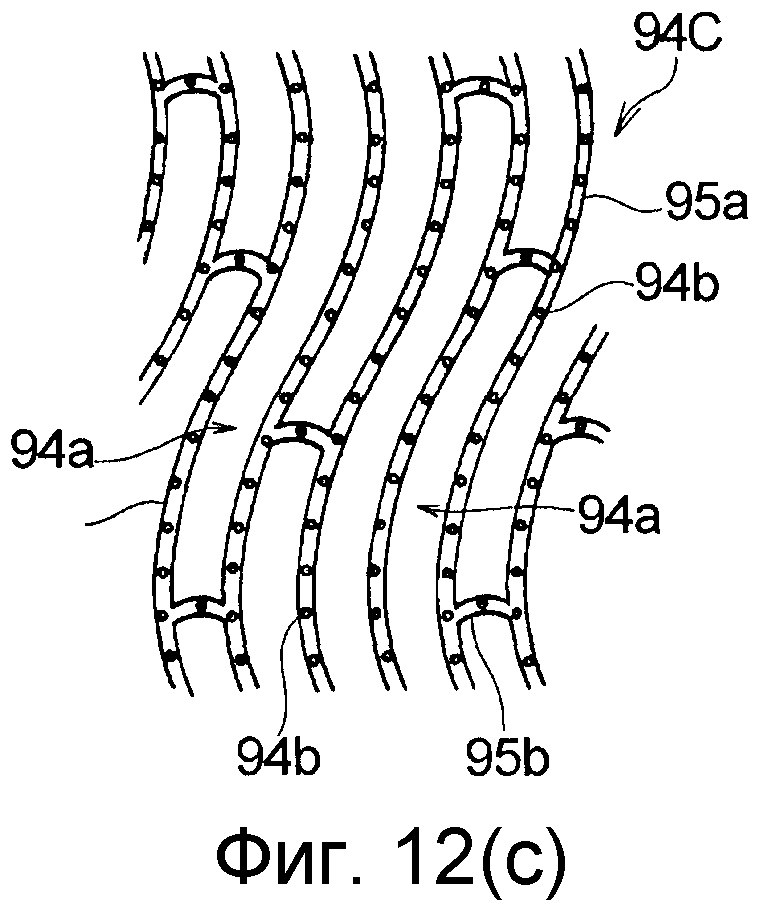
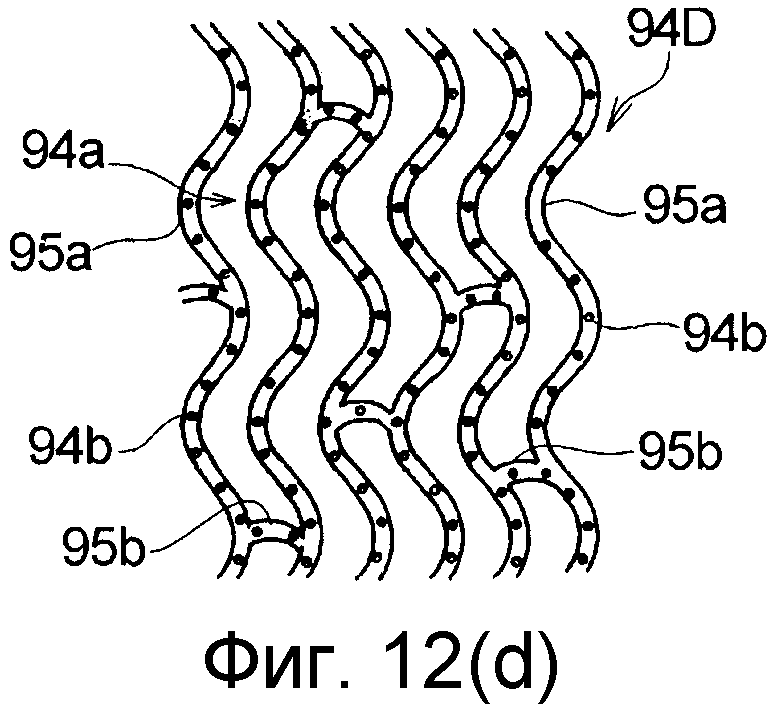
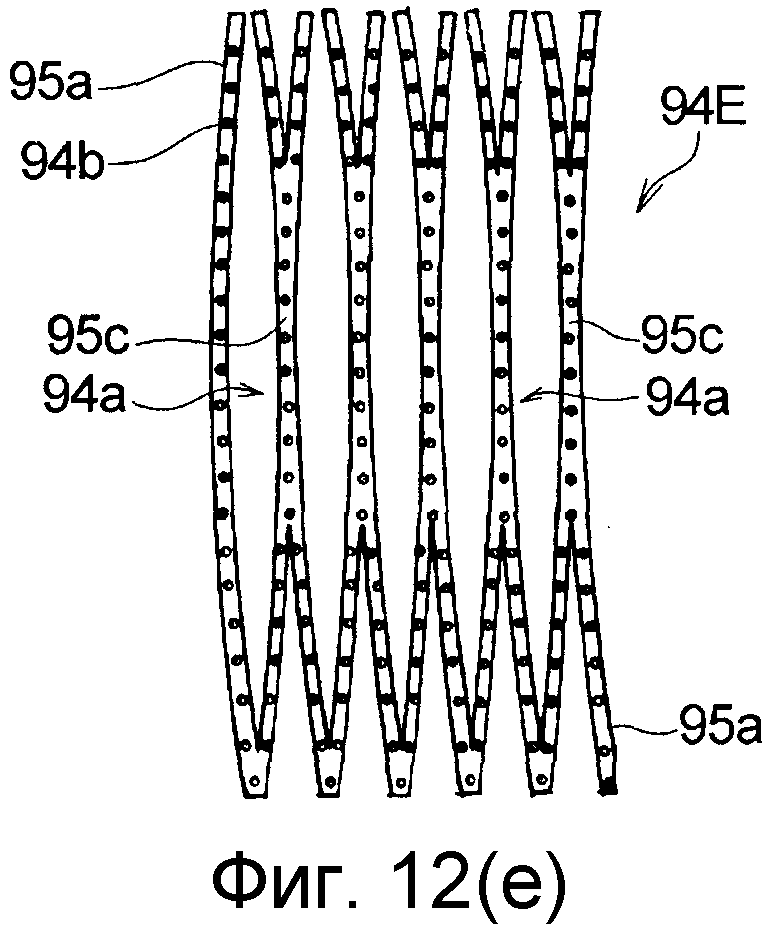
Настоящее изобретение относится к объемному нетканому материалу, пригодному для использования в качестве материала для чистки (уборки) и к способу его изготовления. Объемный нетканый материал (10) содержит первую сторону (11), вторую сторону (12), противоположную первой стороне (11), множество макроскопических первых углубленных гребней (21) и выступ (30), по меньшей мере, на первой стороне (11). Первые углубленные гребни (21) проходят прямо в первом направлении с предварительно определенным интервалом. Выступ (30) расположен между первыми углубленными гребнями (21), расположенными рядом друг с другом. Выступ (30) выступает от второй стороны (12) к первой стороне (11) объемного нетканого материала (10). Объемный нетканый материал согласно изобретению пригоден для эффективного захвата относительно крупных частиц пыли, находящихся в труднодоступных местах. 2 н. и 10 з.п. ф-лы, 12 ил., 1 табл.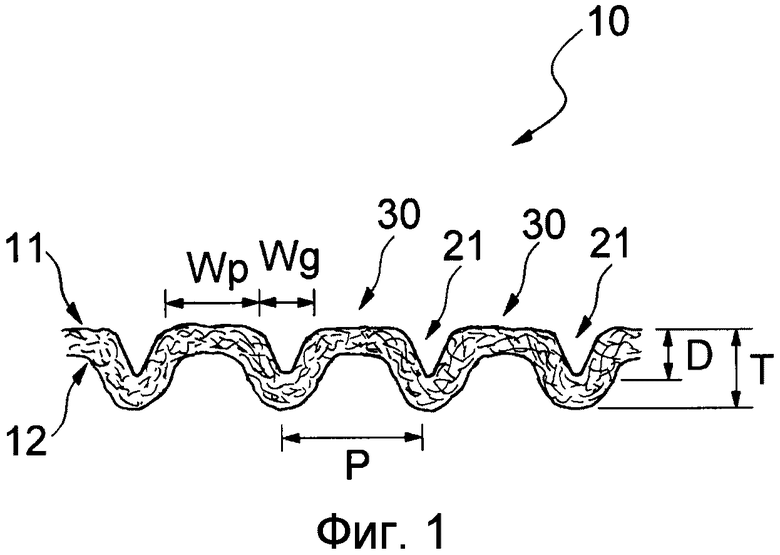
1. Способ изготовления объемного нетканого материала, согласно которому
направляют струю воды под высоким давлением на волокнистое полотно для перепутывания волокон волокнистого полотна друг с другом для формирования полотна с перепутанными волокнами;
помещают полотно с перепутанными волокнами на устройство для формирования трехмерного рисунка, содержащее
первое устройство для формирования рисунка, имеющее отверстия, расположенные в соответствии с заданным рисунком, причем первое устройство для формирования рисунка содержит множество первых проволокообразных элементов, проходящих в одном направлении и расположенных на заданном расстоянии друг от друга, и поддерживающее средство, содержащее множество отверстий и расположенное ниже множества первых проволокообразных элементов, и
второе устройство для формирования рисунка, расположенное на первом устройстве для формирования рисунка; при этом второе устройство для формирования рисунка содержит множество первых областей, проходящих в направлении ориентации волокон, и множество вторых областей, проходящих в направлении, перпендикулярном направлению, в котором проходит первая область; причем первые области, расположенные рядом друг с другом, соединены друг с другом вторыми областями, расположенными между ними, или соединены друг с другом с образованием соединения для создания второго устройства для формирования рисунка с множеством отверстий; и каждая первая область проходит по прямой на расстоянии 286 мм или более в направлении ориентации волокон, когда расстояние между вторыми областями, расположенными рядом друг с другом, больше расстояния между первыми областями, расположенными рядом друг с другом; или каждая вторая область проходит по прямой на расстоянии по меньшей мере 206 мм в направлении, перпендикулярном направлению, в котором проходят первые области, когда расстояние между первыми соседними областями больше расстояния между вторыми соседними областями; причем участок полотна с перепутанными волокнами, расположенный на втором устройстве для формирования рисунка, образует первую область, и участок полотна с перепутанными волокнами, расположенный на отверстии второго устройства для формирования рисунка, предназначен для придания трехмерной формы в соответствии с углублением, открытым в отверстии, для формирования второй области, очерченной первой областью, и подвергают полотно с перепутанными волокнами, расположенное на устройстве для формирования трехмерного рисунка, воздействию струй воды под высоким давлением, вызывая вхождение части полотна с перепутанными волокнами в отверстия устройства для формирования трехмерного рисунка.
2. Способ по п. 1, согласно которому при формирования полотна с перепутанными волокнами волокна волокнистого полотна дополнительно перепутывают с сеткой посредством воздействия струями воды под высоким давлением.
3. Способ по п. 1, согласно которому волокнистое полотно выполняют непрерывным и транспортируют его в одном направлении для получения непрерывного объемного нетканого материала; причем непрерывный нетканый объемный материал разрезают, по меньшей мере, в поперечном направлении для получения отрезка объемного нетканого материала, при этом разрезание производят в выбранном месте таким образом, чтобы вторая область в отрезке объемного нетканого материала была неполностью окружена первыми областями.
4. Способ по п. 1 или 2, согласно которому поддерживающее средство первого устройства для формирования рисунка содержит множество вторых проволокообразных элементов, проходящих в направлении, отличном от направления, в котором проходят первые проволокообразные элементы, и расположенных с заданным интервалом.
5. Способ по п. 4, согласно которому первый проволокообразный элемент и/или второй проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен углом его треугольного поперечного сечения вверх или вниз.
6. Способ по п. 5, согласно которому первый проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен углом его треугольного поперечного сечения вниз, а второй проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен углом его треугольного поперечного сечения вверх.
7. Способ по п. 5, согласно которому первый проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен углом его треугольного поперечного сечения вверх, и второй проволокообразный элемент имеет поперечное сечение, близкое к треугольному, и расположен углом его треугольного поперечного сечения вверх.
8. Способ по п. 5 или 6, согласно которому первое устройство для формирования рисунка содержит первые проволокообразные элементы или вторые проволокообразные элементы, расположенные с переменным интервалом.
9. Способ по п. 5 или 6, согласно которому первое устройство для формирования рисунка содержит участок, на котором первые проволокообразные элементы выставлены с постепенно уменьшающимся или увеличивающимся интервалом в направлении, в котором они выставлены, или вторые проволокообразные элементы выставлены с постепенно уменьшающимся или увеличивающимся интервалом в направлении, в котором они выставлены.
10. Объемный нетканый материал, сформированный посредством перепутывания волокон в волокнистом полотне друг с другом и с сеткой и имеющий первую сторону и вторую сторону, противоположную первой стороне, причем объемный нетканый материал содержит
множество макроскопических первых углубленных гребней и множество макроскопических выступов, по меньшей мере, на первой стороне, причем множество первых углубленных гребней проходит прямо в первом направлении с интервалом от 0,825 мм до 15,0 мм, где первое направление совпадает с направлением ориентации волокон;
выступ, расположенный между первыми соседними углубленными гребнями и выступающий из второй стороны к первой стороне объемного нетканого материала; при этом
объемный нетканый материал содержит первую область и вторую область, на виде в плане; причем
первая область обладает более высокой плотностью волокна и меньшей толщиной, чем вторая область;
вторая область обладает более низкой плотностью волокна и большей толщиной, чем первая область;
вторая область очерчена первой областью;
первая область содержит первый участок, проходящий в направлении ориентации волокон, а второй участок проходит в направлении, перпендикулярном направлению, в котором проходит первый участок;
второй участок имеет длину по меньшей мере 286 мм по прямой в направлении ориентации волокон, когда расстояние между вторыми участками, расположенными рядом друг с другом, больше расстояния между первыми соседними участками; и
второй участок имеет длину по меньшей мере 206 мм в направлении, перпендикулярном направлению, в котором проходит первый участок, когда расстояние между первыми соседними участками больше расстояния между вторыми соседними участками.
11. Объемный нетканый материал по п. 10, дополнительно содержащий второй углубленный гребень, проходящий прямо во втором направлении, по существу перпендикулярном первому направлению; причем выступ имеет, на виде в плане, форму, близкую к прямоугольной и образованную перекрещиванием первого и второго углубленных гребней.
12. Объемный нетканый материал по п. 11, в котором первый углубленный гребень глубже второго углубленного гребня в поперечном сечении поперек толщины объемного нетканого материала.
| ТРЕХМЕРНЫЕ ПРОСТРАНСТВЕННО-СТРУКТУРИРОВАННЫЕ МАТЕРИАЛЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ЧИСТЯЩИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1998 |
|
RU2176143C2 |
| ГИДРОПЕРЕПУТАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭТОТ МАТЕРИАЛ | 2006 |
|
RU2393279C1 |
| 0 |
|
SU188261A1 | |
| ХОДОУМЕНЬШИТЕЛЬ ДЛЯ ТРАКТОРОВ | 1967 |
|
SU223614A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКОГО ТИЛОЗИНА | 1997 |
|
RU2114173C1 |
| US 5525397 A1, 11.06.1996 | |||
| JP 2001198066 A, 24.07.2001 | |||
| JP 2002369782 A, 24.12.2002 | |||

