Изобретение относится к области изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения для работы в тяжелонагруженных узлах трения в отсутствие смазки и при наличии динамических нагрузок.
Известен способ изготовления подшипника скольжения путем намотки тканой лентой с пропиткой полимерным связующим с наполнителями (патент РФ №2492368, B29С 53/60, F16C 17/00, опубл. 10.09.2013).
Однако известный способ не позволяет получать необходимую прочность и износостойкость покрытия из-за того, что после намотки тканой ленты получается неплотная структура материала.
Наиболее близким аналогом является способ изготовления подшипника скольжения намоткой на цилиндрическую оправку двухслойной ленты, один из слоев которой представляет металлическую ленту с перфорацией на поверхности, выполняемую в зоне трения на двух или трех слоях, а другой слой представляет ленту из тканого материала, которую пропитывают полимерной антифрикционной композицией, после достижения требуемой толщины производят отверждение полимерной антифрикционной композиции и последующую механическую обработку подшипника скольжения (Патент РФ №2222721, B29С 53/60, F16C 17/00 от 27.01.2004 г.).
Недостатком известного способа является отсутствие перфорации в ленте из тканого материала, что затрудняет попадание полимерной антифрикционной композиции в зону трения и снижает долговечность подшипника скольжения.
Задача, на решение которой направлено данное изобретение, состоит в образовании сквозной перфорации в двухслойной ленте, что создает условия для более надежной подачи полимерной антифрикционной композиции в зону трения и повышает износостойкость подшипника скольжения.
Технический результат, достигаемый при реализации заявленного изобретения, состоит в повышении долговечности работы подшипника скольжения.
Указанный технический результат достигается тем, что в способе изготовления подшипника скольжения намоткой на цилиндрическую оправку двухслойной ленты, один из слоев которой представляет металлическую ленту с перфорацией на поверхности, выполняемую в зоне трения на двух или трех слоях, а другой - ленту из тканого материала, которую пропитывают полимерной антифрикционной композицией, после достижения требуемой толщины производят отверждение полимерной антифрикционной композиции и последующую механическую обработку подшипника скольжения, согласно изобретению перфорацию выполняют одновременно путем прошивки двухслойной ленты, причем полученные карманы в виде отверстий перфорации заполняют полимерной антифрикционной композицией. Кроме того, отверстия перфорации на чередующихся слоях двухслойной ленты выполняют не совпадающими друг с другом.
Выполнение перфорации одновременно путем прошивки двухслойной ленты с заполнением полученных карманов в виде отверстий перфорации полимерной антифрикционной композицией, повышает износостойкость подшипника скольжения за счет создания условий для более надежной подачи полимерной антифрикционной композиции в зону трения и повышает долговечность подшипника скольжения.
Выполнение отверстий перфорации на чередующихся слоях двухслойной ленты не совпадающими друг с другом позволяет создавать замкнутые по объему смазочные карманы, которые по мере изнашивания рабочего слоя подшипника вступают в работу, обеспечивая новую подачу полимерной антифрикционной композиции на поверхность трения, тем самым повышая долговечность подшипника скольжения.
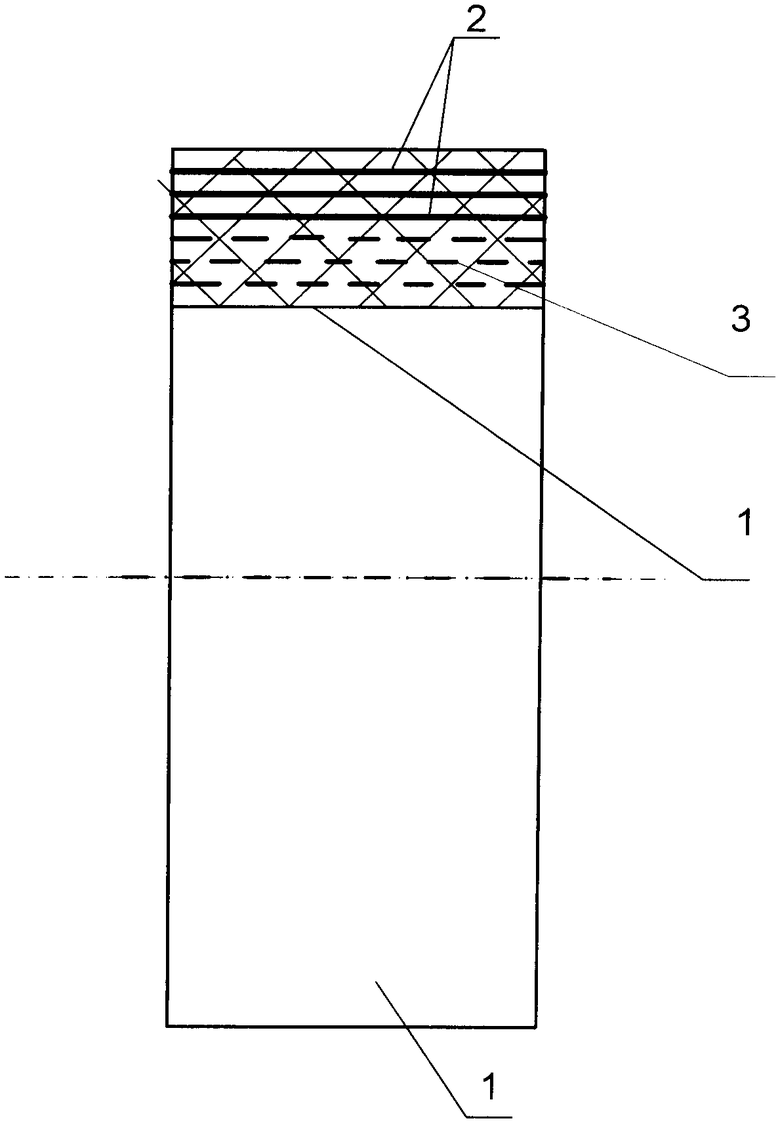
Сущность изобретения поясняется чертежом, где представлена конструкция подшипника скольжения с разрезом, получаемая в результате реализации предлагаемого способа.
Пример реализации способа изготовления подшипника скольжения
Непрерывную тканую ленту 1 сматывают с бобины, пропитывают полимерной антифрикционной композицией (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА, порошками графита и фторопласта и др.) и наматывают на цилиндрическую оправку за счет ее вращения.
При намотке первого слоя тканой ленты 1 на нее укладывают металлическую ленту 2 и далее наматывают на цилиндрическую оправку одновременно две ленты - тканую ленту 1 и металлическую ленту 2. При этом в зоне трения на металлической лента 2 и тканой ленте 1 выполняют одновременно перфорацию 3, в шахматном порядке на поверхности двух или трех слоев металлической ленты 2 и тканой ленты 1. Перфорацию выполняют известным способом, например путем прошивки отверстий плунжерами.
Процесс намотки продолжают до достижения требуемой толщины подшипника скольжения. При этом первый и последний слои должны состоять из тканой ленты 1, пропитанной композицией.
После создания требуемой толщины производят отверждение и температурную обработку подшипника скольжения.
После полного отверждения композиции подшипник скольжения снимают с оправки и обрабатывают на токарном станке путем обточки наружной и внутренней поверхности подшипника скольжения в размер.
После каждого изготовления подшипника скольжения цилиндрическую оправку обрабатывают известным антиадгезионным составом.
При эксплуатации подшипника скольжения его конструкция, основанная на слоях тканой ленты, пропитанной полимерным связующим с наполнителем и слоями металлической ленты, значительно повышает долговечность подшипника скольжения, за счет прочной структуры и наличия перфорации 3, образующей смазочные карманы. При этом отверстия перфорации 3 на чередующихся слоях двухслойной ленты выполняют не совпадающими друг с другом, что гарантирует удержание в замкнутых смазочных карманах полимерной антифрикционной композиции, поступающей новыми порциями при изнашивании рабочего слоя в зону трения узла.
В отличие от аналогов предлагаемый способ изготовления подшипника скольжения обеспечивает высокую долговечность при длительной эксплуатации, независимо от наличия динамических нагрузок и в отсутствие смазки за счет смазочных карманов, образованных при одновременном выполнении перфорации в металлической ленте и ленте из тканого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2015 |
|
RU2605713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ НАМОТКОЙ | 2015 |
|
RU2588217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2355920C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2011 |
|
RU2460908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2486379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2547949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2007 |
|
RU2355921C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2015 |
|
RU2584072C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2493447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2541606C1 |
Изобретение относится к области изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения для работы в тяжелонагруженных узлах трения в отсутствие смазки и при наличии динамических нагрузок. Способ изготовления подшипника скольжения осуществляется намоткой на цилиндрическую оправку двухслойной ленты, один из слоев которой представляет металлическую ленту с перфорацией на поверхности, выполняемую в зоне трения на двух или трех слоях, а другой слой представляет ленту из тканого материала, которую пропитывают полимерной антифрикционной композицией. После достижения требуемой толщины производят отверждение полимерной антифрикционной композиции и последующую механическую обработку подшипника скольжения. При этом выполняют перфорацию одновременно путем прошивки двухслойной ленты, причем полученные карманы в виде отверстий перфорации заполняют полимерной антифрикционной композицией. Кроме того, отверстия перфорации на чередующихся слоях двухслойной ленты выполняют не совпадающими друг с другом. Технический результат, достигаемый при реализации заявленного изобретения, состоит в повышении долговечности работы подшипника скольжения. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления подшипника скольжения намоткой на цилиндрическую оправку двухслойной ленты, один из слоев которой представляет металлическую ленту с перфорацией на поверхности, выполняемую в зоне трения на двух или трех слоях, а другой слой представляет ленту из тканого материала, которую пропитывают полимерной антифрикционной композицией, после достижения требуемой толщины производят отверждение полимерной антифрикционной композиции и последующую механическую обработку подшипника скольжения, отличающийся тем, что перфорацию выполняют одновременно путем прошивки двухслойной ленты, причем полученные карманы в виде отверстий перфорации заполняют полимерной антифрикционной композицией.
2. Способ изготовления подшипника скольжения по п. 1, отличающийся тем, что отверстия перфорации на чередующихся слоях двухслойной ленты выполняют не совпадающими друг с другом.
| САМОСМАЗЫВАЮЩИЙСЯ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2222721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2194888C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2011 |
|
RU2460908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2252345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2492368C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ РАСКРОЯ ЛИСТОВОГО)МАТЕРИАЛА' | 0 |
|
SU168866A1 |
| DE 102008056965 A1, 06.05.2010 | |||

