Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения.
Известен способ изготовления подшипника скольжения методом намотки на оправку непрерывной ленты с полимерным связующим с последующим отверждением (Б. Д. Воронков. Подшипники сухого трения. Л.: Машиностроение, 1975, с.79-83).
Однако указанный способ допускает расслоение получаемых подшипников скольжения, что приводит к износу и разрушению корпуса подшипника при эксплуатации узлов трения.
Ближайшим аналогом является способ изготовления подшипника скольжения, в котором его изготавливают методом намотки на оправку непрерывной ленты с пропиткой ее полимерным связующим, получением наружного прочностного слоя и формированием внутреннего антифрикционного слоя путем образования карманов со смазочным материалом и последующим отверждением (патент 2147699, F 16 С 33/04, В 29 С 53/60, 20.04.2000).
Недостатком известного способа является то, что способ не позволяет получить карманы со смазочным материалом одинаковой величины по всему объему подшипника, что приводит к износу узла трения.
Технической задачей является повышение долговечности подшипников скольжения и технологичности изготовления.
Решение указанной задачи достигается тем, что в предлагаемом способе образование карманов производят путем введения смазочного материала под давлением через проколы в наружном прочностном слое. Кроме того, проколы после введения смазочного материала удаляют.
Введение смазочного материала под давлением через проколы в наружном прочностном слое позволяет обеспечить равномерность распределения смазочного материала во внутреннем антифрикционном слое подшипника скольжения по площади и глубине, обеспечивает высокую технологичность при смене размеров и конструкции подшипников скольжения путем использования одного и того же нагнетающего оборудования, применения автоматизации. Удаление проколов после введения смазочного материала обеспечивает прочность наружного намотанного слоя и повышает надежность посадки подшипника скольжения в изделие.
На чертеже приведена схема реализации способа изготовления подшипника скольжения.
Пример реализации способа.
Непрерывную ленту наматывают с пропиткой полимерным связующим (например, эпоксидной смолой ЭД-20 с отвердителем ПЭПА) на оправку 1 за счет ее вращения. Процесс намотки продолжают до достижения требуемой толщины подшипника 2 с учетом припуска на механическую обработку. Затем, не снимая подшипника 2 с оправки 1, выполняют проколы 3 в наружном прочностном слое с помощью иглы 4 и посредством шприца 5 под давлением нагнетают смазочный материал (например, жидкое масло) с образованием карманов 6 во внутреннем антифрикционном слое. Карманы 6 пронизываются слоями ткани непрерывной ленты, которые удерживают выход смазочного материала из полостей карманов и играют роль фитилей ротапринтной смазки узла трения в процессе работы. Величина карманов 6 определяется экспериментально в зависимости от размеров подшипника скольжения 2, допускаемого износа, условий эксплуатации и контролируется количеством разового впрыска шприца 5. После формирования внутреннего антифрикционного слоя проколы 3 удаляют обжатием подшипника 2, например, обкаткой роликом 7. При впрыскивании смазывающего материала иглу 4 располагают под углом к поверхности подшипника скольжения 2 для надежного обжатия проколов 3. Затем подшипник (допускается несколько штук на одной оправке) отверждают, механически обрабатывают до требуемых размеров и спрессовывают с оправки.
Изготовление карманов 6 выполняют по всей поверхности подшипника 2 (например, в шахматном порядке) индивидуально каждого кармана (при единичном производстве) либо автоматизированно всех сразу в пресс-форме (не показана) с применением комплекта игл 4 и нагнетающего оборудования известной конструкции со шлангами (при массовом производстве).
В отличие от аналогов данный способ изготовления подшипника скольжения обеспечивает равномерное распределение смазочного материала в рабочем слое, в результате чего возрастают износостойкость, ударная прочность, абразивостойкость и надежность посадки в корпусе изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2014 |
|
RU2554137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2215654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2207956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2189904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОГО САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ НАВИВКОЙ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2013 |
|
RU2550902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2000 |
|
RU2208722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2232927C1 |
Изобретение относится к технологии изготовления слоистых изделий намоткой и может быть использовано для изготовления подшипников скольжения. Способ изготовления подшипника скольжения заключается в намотке на оправку непрерывной ленты с пропиткой ее полимерным связующим, получением наружного прочностного слоя и формированием внутреннего антифрикционного слоя путем образования карманов со смазочным материалом и последующим отверждением. Причем образование карманов производят путем введения смазочного материала под давлением через проколы в наружном прочностном слое, а проколы после введения смазочного материала устраняют. Технический результат - повышение долговечности подшипников скольжения и технологичности изготовления. 1 з.п. ф-лы, 1 ил.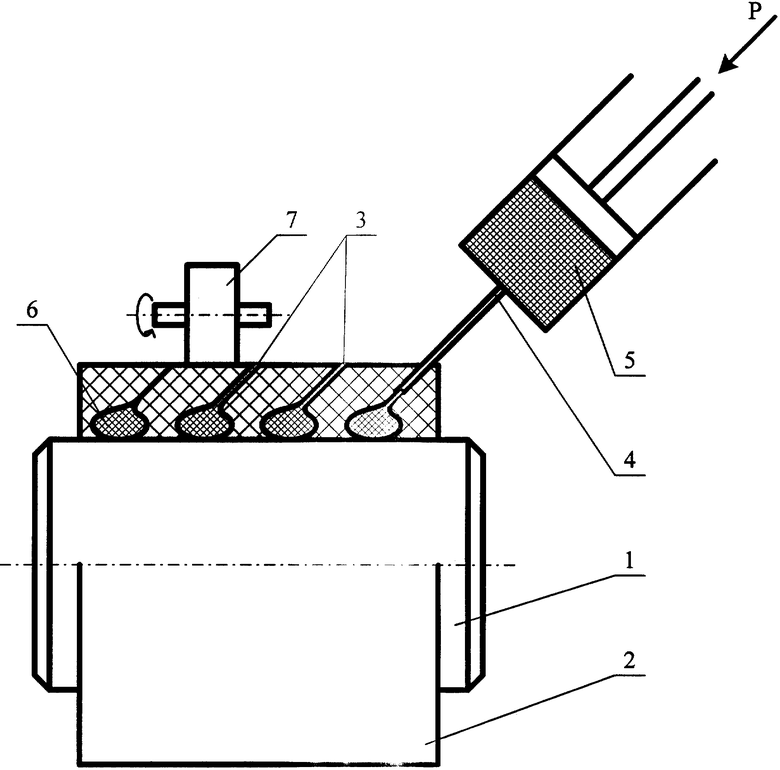
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| US 4367189, 04.01.1983 | |||
| DE 3312702, 18.10.1984 | |||
| Транспортное средство для поочередной перевозки жидких и твердых грузов | 1988 |
|
SU1511163A1 |
