Изобретение относится к области металлообработки, в частности к режущему инструменту, а именно к сменным неперетачиваемым режущим пластинам.
Известны режущие пластины, содержащие плоскую переднюю поверхность, см. например, каталог «Токарная обработка» фирмы Pramet, Чешская республика, 2004 г., стр.112 или Руководство по обработке, 2004. Pramet, стр.19, левая фигура. При осуществлении процесса резания такими пластинами стружка скользит по передней поверхности резца, причем зона соприкосновения стружки и передней поверхности представляет собой плоскость.
Известны режущие пластины с вогнутой поверхностью или с элементами в виде лунок (см. там же, стр.112 или Руководство по обработке, 2004. Pramet, стр.19, средняя и правая фигуры, копии прилагаются). Назначение указанных вогнутостей и лунок - выполнение функции стружколома. При осуществлении процесса резания такими пластинами стружка также скользит по вогнутой передней поверхности резца, при этом зона соприкосновения стружки и передней поверхности представляет собой вогнутую поверхность.
Недостатком указанных режущих пластин является низкая стойкость инструмента. Одна из основных причин низкой стойкости - большая площадь контакта между режущей пластиной и стружкой. Все образующееся при резании тепло передается через стружку режущему инструменту.
Известны режущие пластины с криволинейной режущей кромкой, см., например, изобретение «Режущая пластина» по патенту РФ №2201316 от 01.03.2001 г. В этом изобретении режущая пластина выполнена в виде многогранника и имеет криволинейную режущую кромку, образованную пересечением передней плоской поверхности и криволинейной боковой поверхности.
Контакт резца с обрабатываемым материалом осуществляется по криволинейной поверхности. В процессе резания стружка скользит по плоской передней поверхности резца, зона соприкосновения стружки и передней поверхности представляет собой плоскость.
При резании с положительным углом резания возникает сложный изгиб, где присутствуют напряжения сжатия и растяжения, что может привести к образованию трещин (см. Алексеев Г.А., Аршинов В.А., Кричевская P.M. Конструирование инструмента, М., «Машиностроение», 1978, стр.26). Кроме того, стойкость инструмента понижается из-за перегрева в процессе осуществления способа.
Как известно, при резании нагрев передней поверхности резца происходит вследствие трения и теплопередачи от нагретой стружки (см. Филоненко С.Н. Резание металлов. «Техника», г. Киев, 1974 год, стр.61). При достаточно большой площади контакта между передней поверхностью резца и стружкой значительная часть тепла от стружки успевает передаться инструменту.
Кроме того, при скольжении стружки по передней поверхности за счет трения скольжения происходит образование дополнительного количества тепла.
Известна сменная режущая пластина, описанная в заявке WO/2008/051103 (PCT/RU 2006/000551). В известной режущей пластине с передней, боковой и опорной поверхностями передняя поверхность выполнена выпуклой криволинейной, описанной кривой 2-го порядка, например параболой y=k√x, где k выбирается в пределах 0,15-0,5.
При этом режущая пластина может быть выполнена двухсторонней, а обе рабочие передние поверхности могут быть выполнены зеркально симметричными выпуклыми криволинейными.
Стружка и передняя поверхность образуют кинематическую пару высшего класса, при этом элементом кинематической пары является линия.
Таким образом, в сменной режущей пластине, выбранной в качестве прототипа, передняя поверхность описана монотонно возрастающей кривой второго порядка (параболы), вытянутой вдоль оси абсцисс (оси x), то есть вдоль оси передней поверхности (ось x параболы перпендикулярна оси установочного отверстия).
Введением коэффициента k<1 обеспечивается возможность получения острой режущей кромки. Кроме того, использование указанного коэффициента позволяет сохранить общую (максимальную) толщину S сменных режущих пластин в соответствии с требованиями ICO.
Однако указанный прототип характеризуется некоторыми недостатками.
Во-первых, при двухстороннем исполнении для установки пластины требуется подкладная вогнутая пластина, что противоречит требованиям ИСО.
Кроме того, при выполнении параболической передней поверхности для сохранения заданной ИСО толщины пластины пришлось вводить добавочный коэффициент k. Это привело к тому, что высота режущей кромки стала меньше толщины пластины.
Кроме того, вдоль режущей кромки по периметру пластины-прототипа отсутствует канавка. Поэтому стружка отходит в сторону заготовки, что приводит к налипанию и снижению качества обработанной поверхности, а также снижению стойкости самой пластины.
Задачей настоящего изобретения является устранение указанных недостатков, а именно повышение стойкости заявляемой пластины, повышение технологичности, а также приведение конструкции в соответствие с требованиями ИСО.
Указанная задача решается за счет того, что в сменной режущей пластине с установочным отверстием и выпуклой криволинейной передней поверхностью, описанной параболой, согласно изобретению пластина выполнена с канавкой для схода стружки, расположенной на передней поверхности по периметру вдоль режущих кромок и имеющей донную часть, с радиусом r, сопряженным с одной стороны радиусом R с режущей кромкой, а с другой стороны с упомянутой выпуклой криволинейной передней поверхностью, вписанной в габариты пластины между канавкой и плоскостью, выполненной около установочного отверстия, и описываемой математически описываемой зависимостью у=√х, причем ось «у» расположена под углом относительно оси упомянутого установочного отверстия.
Высота режущих кромок выполнена равной толщине пластины.
Радиус канавки r выполнен меньше радиуса сопряжения R.
Режущая пластина в плане имеет круглую форму.
Режущая пластина в плане имеет многоугольную форму.
На режущей пластине выполнены ребра жесткости по границам пересечения параболических выпуклых криволинейных поверхностей у=√х.
Режущая пластина выполнена двусторонней.
Снабжение сменной режущей пластины канавкой вдоль режущих кромок обеспечивает снижение напряжений в зоне резания.
Параболическая поверхность, описанная формулой у=√х, вписана в габариты пластины, при этом образующая этой параболической поверхности по длине приближена к размеру передней поверхности, то есть расстоянию от установочного отверстия до режущей кромки. Такое сближение обеспечивается за счет смещения осей параболы относительно осей пластины на угол α.
Верхняя (нижняя) поверхность сменной режущей пластины представляет собой совокупность последовательно расположенных участков: режущая кромка, канавка, со стороны режущей кромки образованная радиусом R, переходящим в донную часть канавки с радиусом r, и далее в параболический участок, заканчивающийся плоским участком, примыкающим к установочному отверстию.
За счет такого выполнения сохраняется равенство толщины пластины и высоты режущей кромки. Получаемые пластины соответствуют требованиям ИСО, при этом отпадает необходимость в использовании нестандартных подкладных пластин.
Наличие канавки, образованной частью параболической поверхности и двумя радиусными зонами r и R, примыкающей к режущей кромке, позволяет повысить качество и повысить стойкость режущей пластины за счет минимизации площади контакта стружки с пластиной. Такая канавка может обеспечить частичное дробление стружки.
Сущность изобретения поясняется чертежами, на которых представлены:
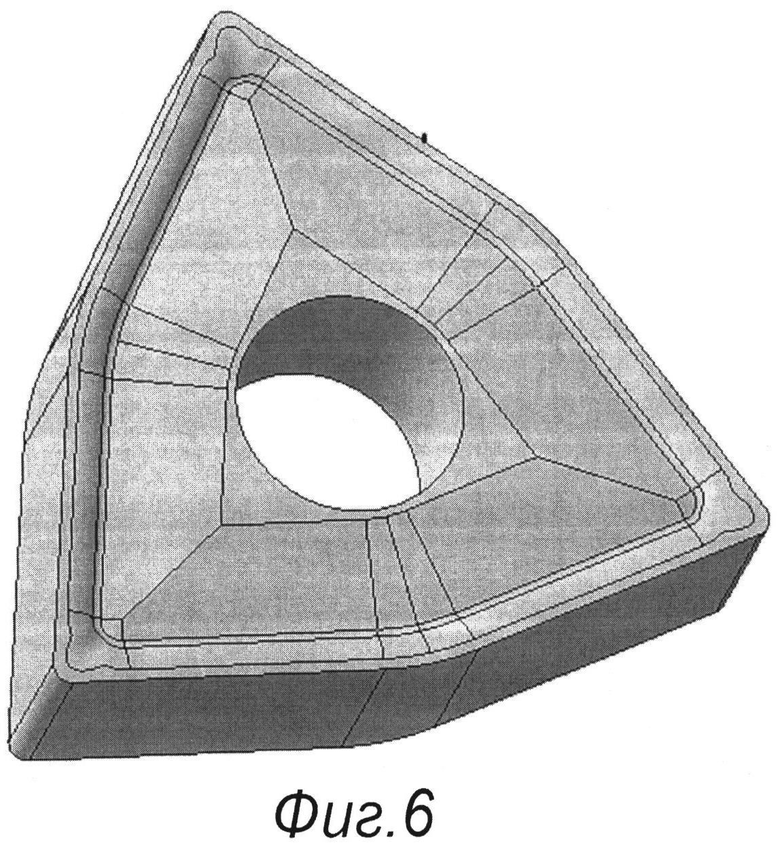
Фиг.1 - пластина ромбическая (CNMG);
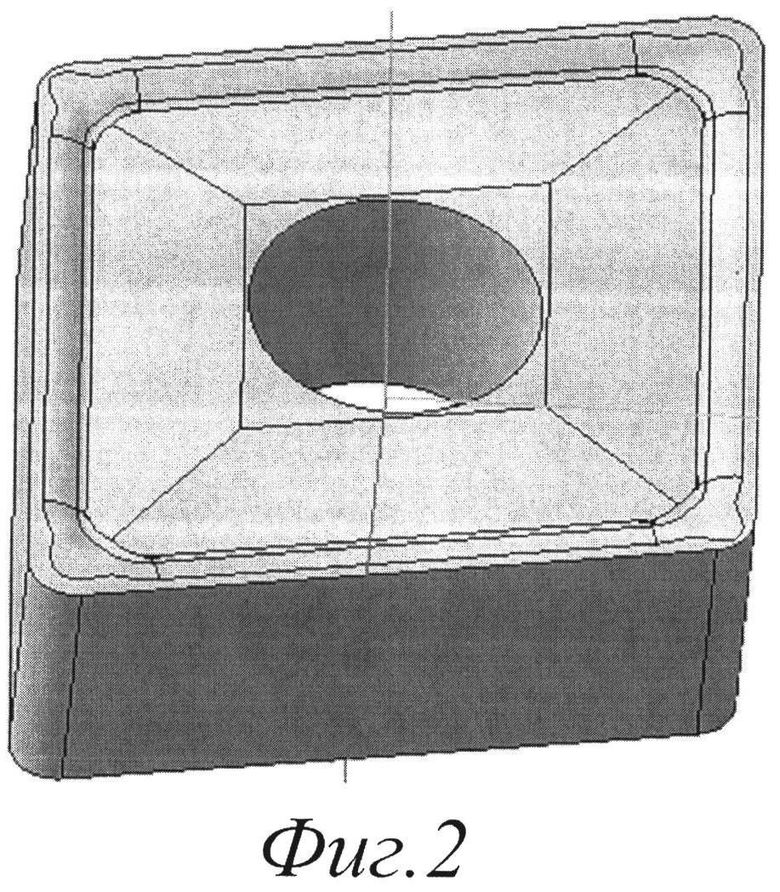
Фиг.2 - внешний вид пластины ромбической;
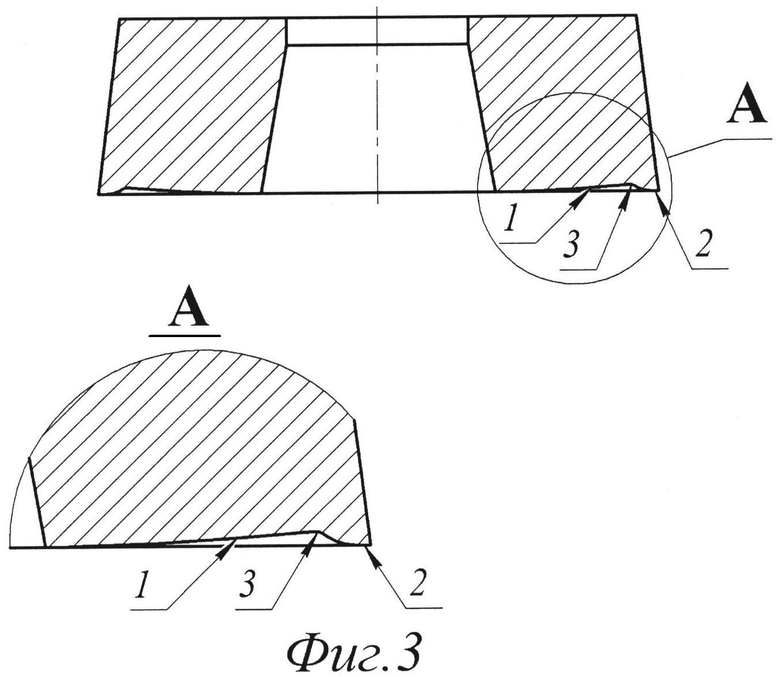
Фиг.3 - пластина круглая (RCMX);
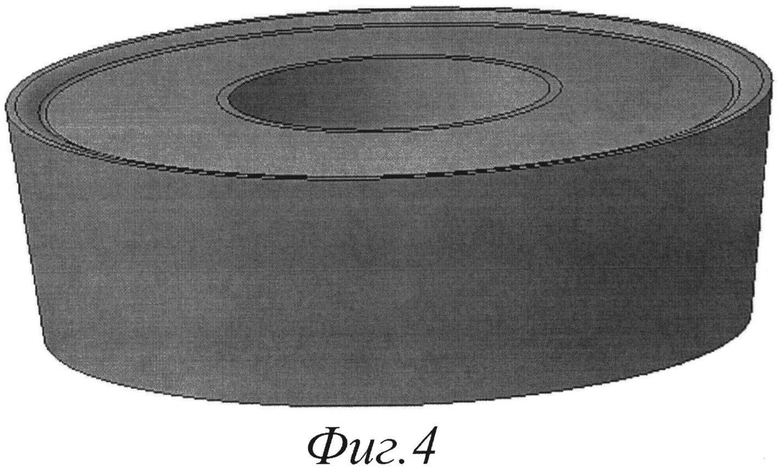
Фиг.4 - внешний вид пластины круглой;
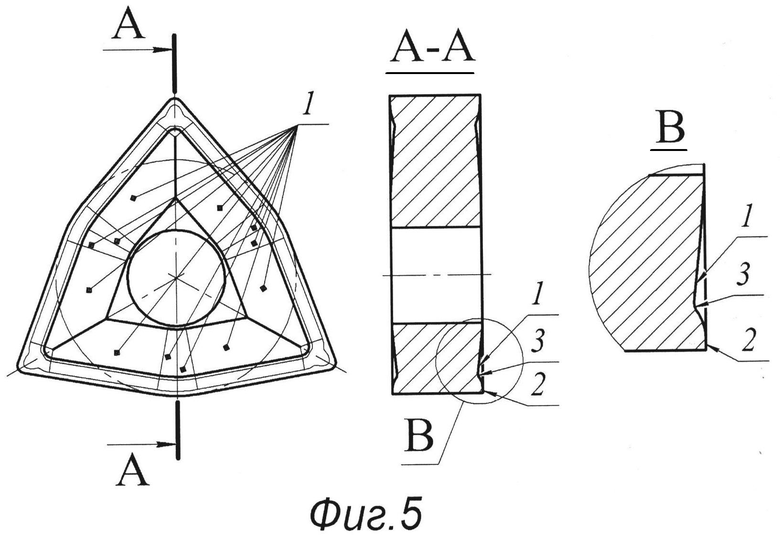
Фиг.5 - пластина треугольная ломаная (WNMG);
Фиг.6 - внешний вид пластины треугольной ломаной.
Заявляемая режущая пластина может иметь любую форму, например иметь в плане форму треугольника, ромба, круга и др.
Передняя поверхность пластины включает криволинейную параболическую поверхность 1. Ось x указанной параболы y=√x расположена по отношению к соответствующей оси режущей пластины под углом α, ось у параболы расположена относительно оси установочного отверстия также под углом α. Величина угла α выбирается, исходя из конкретных условий, но при этом угол α не превышает 15°. За счет выбора угла α обеспечивается соблюдение основного требования: передняя поверхность режущей пластины является выпуклой параболической, длина такой параболической поверхности приближена к максимально возможной величине (расстоянию от канавки до установочного отверстия), но толщина режущей пластины не превышает величину режущей кромки. При этом незначительная часть поверхности, приближенная к установочному отверстию, остается плоской и не участвует в процессе резания.
В заявляемой режущей пластине R>r.
Параболическая поверхность не выходит за пределы стандартной толщины пластины, что отвечает требования ИСО.
Пластина может быть односторонней или двухсторонней.
На прилагаемых чертежах приведены двухсторонние режущие пластины с параболической поверхностью 1 на передней поверхности. При этом передняя и опорная поверхности пластин идентичны.
Для установки пластин не требуется специальных подкладных пластин, что также отвечает требованиям ИСО.
Вдоль режущих кромок 2 пластины выполнена канавка 3. Канавка 3 образована со стороны режущей кромки радиусом R. Донная часть канавки образована радиусом r, равным 0,25-0,45 мм. Размер радиуса R составляет 1,0-1,5 мм, и в углах, при их наличии, 3,0-3,5 мм. Таким образом, r<R.
Наличие канавки 3 вдоль режущей кромки позволяет избежать кромочных напряжений.
Далее канавка 3 переходит в параболическую поверхность 1, описанную формулой y=√x. Причем оси параболы, в отличие от прототипа, не совпадают с осями режущей пластины. Они отклонены на угол α.
Размер угла α находится в заданных пределах: 0<α≤15°, причем величина угла определяется требованиями о вписании параболы в габариты пластины и необходимостью максимально приблизить параболическую поверхность к установочному отверстию.
Для пластин с высотой 4, 6 и 8 мм с длиной режущих кромок 6, 8, 10 и 12 мм и глубиной донной части канавки 1-1,5 мм угол α будет 15°. Угол α не может превышать 15°, поскольку более тонкие пластины не выпускаются.
Для пластин с высотой 9 и 12 мм и глубиной канавки 1,5-2,5 мм, длиной режущей кромки 16-19 мм угол составит 12°.
Обычно в сменных режущих пластинах глубина донной части канавки не превышает 3,0 мм, при такой канавке угол α всегда будет больше 0°.
Меньшие значения R и r выбираются для более тонких пластин.
На пластинах, имеющих в плане многоугольную форму, в зоне сопряжения криволинейных параболических участков передней 1 поверхности образованы ребра жесткости 4.
Примеры конкретного применения
Пластина ромбическая (CNMG).
Эта пластина двухсторонняя. На фиг.1 передняя параболическая поверхность 1, описанная параболой y=√x, расположена вдоль режущих боковых сторон.
На фиг.2 прямыми линиями показаны границы пересечения параболических поверхностей y=√x. Границы пересечения двух таких парабол, образующие параболу четвертой степени y=4√x, одновременно являются ребрами жесткости 4.
Вокруг центрального отверстия расположена плоская передняя поверхность, которая не участвует в стружкообразовании.
Большой радиус R и малый радиус r совместно с прилегающей к ним параболической поверхностью образуют вдоль режущих кромок канавку 3 для схода снимаемой стружки.
Внешний вид пластины CNMG показан в аксонометрическом изображении на фиг.2.
Пластина круглая (RCMX).
Такие пластины применяются в основном для обработки железнодорожных и трамвайных колес, других фасонных поверхностей с большими радиусными галтелями.
В круглой режущей пластине ребра жесткости отсутствуют.
Пластина треугольная ломаная (WNMG).
Это наиболее распространенный вид пластин.
Вокруг центрального отверстия плоский ломаный треугольник (см. фиг.5 и 6). Далее параболическая поверхность 1. В трех рабочих углах граничные параболы y=4√x, которые также являются ребрами жесткости 4 режущей пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2584619C2 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2720466C2 |
| СБОРНЫЙ ТОКАРНЫЙ РЕЗЕЦ, ОСНАЩЕННЫЙ МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМОЙ СМЕННОЙ РУЖУЩЕЙ МНОГОГРАННОЙ КАНАВОЧНОЙ ПЛАСТИНОЙ | 2010 |
|
RU2443509C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
Область использования: область металлообработки, в частности режущий инструмент, а именно сменные неперетачиваемые режущие пластины. Задача: повышение стойкости режущей пластины, повышение технологичности, а также приведение конструкции в соответствие с требованиями ИСО. Сущность изобретения: сменная режущая пластина с установочным отверстием и выпуклой криволинейной передней поверхностью, описанной параболой, отличающаяся тем, что передняя поверхность пластины по периметру вдоль режущих кромок снабжена канавкой для схода стружки с донной частью, выполненной по радиусу r, сопряженному с одной стороны радиусом R с режущей кромкой, а с другой стороны с выпуклой криволинейной передней поверхностью, математически описываемой формулой y=√x и вписанной в габариты пластины между канавкой и плоскостью около установочного отверстия, при этом ось x параболы расположена под углом 0<α≤15° к соответствующей оси режущей пластины. Высота режущих кромок совпадает с толщиной пластины, радиус канавки r меньше радиуса сопряжения R режущей кромки, при этом пластина в плане может иметь круглую или многоугольную форму. Границы пересечения параболических выпуклых криволинейных поверхностей y=√x в многоугольных режущих пластинах являются ребрами жесткости. Пластина может быть выполнена двусторонней. 6 з.п. ф-лы, 6 ил.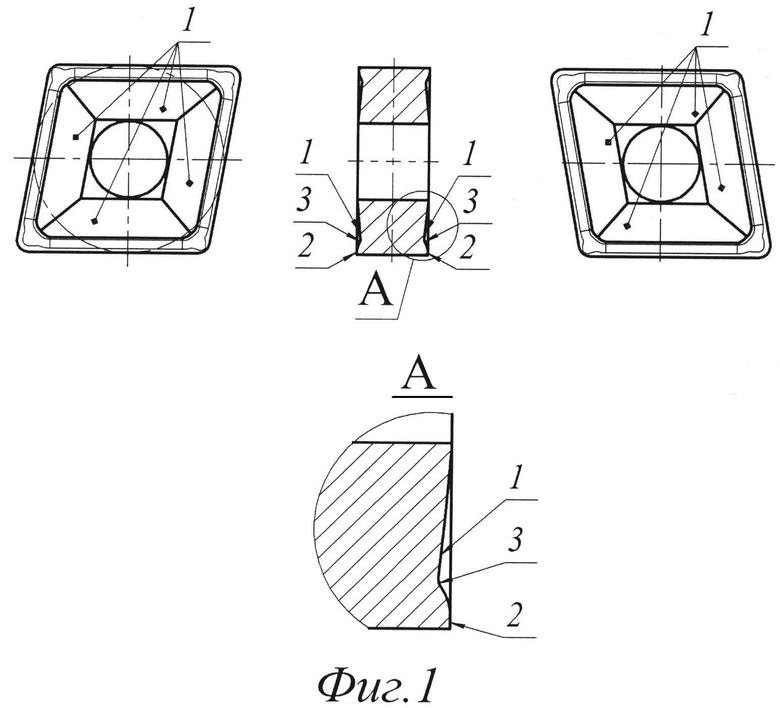
1. Сменная режущая пластина с установочным отверстием и выпуклой криволинейной передней поверхностью, описанной параболой, отличающаяся тем, что пластина выполнена с канавкой для схода стружки, расположенной на передней поверхности по периметру вдоль режущих кромок и имеющей донную часть с радиусом r, сопряженным с одной стороны радиусом R с режущей кромкой, а с другой стороны с упомянутой выпуклой криволинейной передней поверхностью, вписанной в габариты пластины между канавкой и плоскостью, выполненной около установочного отверстия, и описываемой математической зависимостью y=√x, причем ось «у» расположена под углом относительно оси упомянутого установочного отверстия.
2. Режущая пластина по п.1, отличающаяся тем, что высота режущих кромок выполнена равной толщине пластины.
3. Режущая пластина по п.1, отличающаяся тем, что радиус канавки r выполнен меньше радиуса сопряжения R.
4. Режущая пластина по п.1, отличающаяся тем, что она в плане имеет круглую форму.
5. Режущая пластина по п.1, отличающаяся тем, что она в плане имеет многоугольную форму.
6. Режущая пластина по п.5, отличающаяся тем, что на ней выполнены ребра жесткости по границам пересечения параболических выпуклых криволинейных поверхностей y=√x.
7. Режущая пластина по п.1, отличающаяся тем, что она выполнена двусторонней.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| Режущая многогранная пластина | 1981 |
|
SU1046026A1 |
| Режущая пластина | 1984 |
|
SU1214333A1 |

