Изобретение относится к области машиностроения, в частности к обработке вибрационным резанием материалов, преимущественно труднообрабатываемых сталей, сплавов, вязких цветных металлов, композиционных и др. материалов. Заявляемые способ и устройство для его осуществления обеспечивают дробление стружки при обработке любых материалов при одновременном обеспечении высокой производительности и высокого качества обрабатываемой поверхности, причем без использования дополнительных источников и устройств создания вибрации.
Вибрационное резание металлов обеспечивает надежное дробление стружки при обработке любого материала. Этот эффект широко используется в технике.
Однако для осуществления известных способов вибрационного резания обычно используют дополнительные источники энергии для привода устройств, обеспечивающих колебательное движение режущего инструмента: механические, электромеханические, гидравлические, магнитострикционные и др.
Известны «Способ и устройство для образования дробленой стружки при обработке вращающейся детали» (патент США №5113728, заявл. 11.10.1990, опубл. 19.05.1992), в соответствии с которыми толщина стружки периодически меняется от максимальной величины до нуля. Такое периодическое изменение толщины достигается за счет воздействия вибрирующего определенным образом, зависящим от углового положения вращающейся заготовки, режущего инструмента. В соответствии с изобретением вибрация инструмента может быть обеспечена различными устройствами. В примере конкретного выполнения использован электромеханический привод.
Недостатком указанного изобретения является необходимость дополнительного источника энергии и достаточно сложных устройств приведения инструмента в колебательное движение. Наличие жесткой кинематической связи между резцом и генератором колебаний приводит к уменьшению скорости резания, стойкости инструмента и точности обрабатываемой детали.
Известны способы вибрационного резания без использования дополнительного источника энергии, в которых колебательное движение (вибрация) резца осуществляется за счет действия сил резания и упругих элементов, входящих в колебательный контур вибрационного резца, см., например, патенты RU 2281187, RU 2356700. Одним из первых источников информации, в котором описан такой способ, является международная заявка «Способ и вибрационный резец для обработки труднообрабатываемых сталей, сплавов, вязких цветных металлов и композиционных материалов» (International Application No. PCT/IL2003/000232, Pub. No. WO/2003/086688). Указанный источник информации выбран в качестве прототипа для способа вибрационного резания и для вибрационного резца.
Способ-прототип включает следующие действия:
- вращение обрабатываемой детали относительно оси вращения;
- поступательное движение резца при подаче;
- колебательное движение подвижной части резца под действием колебательного контура, замыкающего подвижную колеблющуюся режущую часть резца через комплект упругих элементов на неподвижную часть (корпус резца).
При этом под действием сил резания на колебательный контур траектория положений вершины резца имеет синусоидальную форму с различной амплитудой A колебаний и высотой h микронеровностей. Параметры A и h имеют возможность регулировки, обеспечиваемой упругими элементами различной жесткости, входящими в колебательный контур резца.
Вибрационный резец-прототип содержит корпус (неподвижную рабочую часть), крышку корпуса, подвижную (колеблющуюся) часть с одной или несколькими съемными режущими пластинами, а также комплект упругих элементов, связывающих подвижную часть резца с корпусом и крышкой с образованием колебательного контура. При этом подвижная часть резца установлена с возможностью поворота под действием составляющих сил резания, возникающих в процессе обработки, на оси, закрепленной между корпусом и крышкой.
Однако выбранные в качестве прототипа способ и резец не обеспечивают необходимую точность обработки. Под воздействием значительных усилий, в частности в результате действия отрицательных (направленных против направления движения резца) импульсов, происходит самопроизвольное «отжимание» резца от оси обрабатываемой детали. При очень больших нагрузках подвижную часть резца может даже заклинить, и резец в таких условиях будет работать не как вибрационный, а как обыкновенный.
Кроме того, в прототипе стружка достаточно длительное время контактирует с передней поверхностью режущей пластины резца, что приводит к перегреву режущей части и преждевременному выходу из строя.
Задачей настоящего изобретения является создание способа вибрационного резания и вибрационного резца без использования дополнительных источников энергии, обеспечивающих высокую точность обработки при значительной производительности, а также повышенную стойкость инструмента за счет исключения его нагрева.
Указанная задача решается за счет того, что в способе вибрационного резания с образованием элементной стружки, предусматривающем вращение обрабатываемой детали, поступательное перемещение резца, выполненного с подвижной режущей частью, упругими элементами и неподвижной частью, с обеспечением колебательного синусоидального перемещения подвижной режущей части резца под действием сил резания, воздействующих на колебательный контур, образованный подвижной частью резца, упругими элементами и неподвижной частью с использованием элементов качения, согласно изобретению, в качестве элементов качения используют два опорных ролика, установленных в контакте с подвижной частью резца.
Указанная выше задача решается также за счет того, что в вибрационном резце, содержащем корпус с крышкой и подвижную часть с режущей пластиной, комплект упругих элементов, связывающих подвижную часть резца с корпусом и крышкой с образованием колебательного контура и элементы крепления, при этом упругие элементы размещены между подвижной частью резца и корпусом со стороны, противоположной направлению резания согласно изобретению, элементы качения выполнены в виде двух опорных роликов, установленных в контакте с подвижной частью резца и размещенных между подвижной частью резца и корпусом с крышкой.
Опорные ролики закреплены параллельно с возможностью вращения (поворота) в передней части корпуса резца и контактируют своей цилиндрической поверхностью по линии с примыкающей к ней плоскостью подвижной части резца.
Вибрационный резец снабжен предохранительным упругим элементом, размещенным с противоположной по отношению к основным упругим элементам стороны между подвижной частью резца и корпусом, при этом между предохранительным упругим элементом и подвижной частью резца предусмотрен зазор.
Все упругие элементы выполнены из полиуретана.
Ролики расположены под подвижной частью резца.
Ролики расположены над подвижной частью резца.
Ролики приближены к передней части резца.
Замена в колебательном контуре трения скольжения на трение качения позволяет обеспечить постоянный контакт между подвижной частью резца и неподвижной частью по линии, что значительно снизило потери на трение. В результате этого, а также благодаря использованию упругих элементов из полиуретана удалось максимально повысить частоту колебательного движения (более 45 Гц) и быстродействие. При этом между режущей пластиной и плоскостью резания возникает череда (последовательность) импульсных ударов, вызывающих образование микротрещин и опережающей трещины. Образующаяся стружка мгновенно отламывается и отлетает в сторону подачи. Контакт между передней поверхностью резца и стружкой практически отсутствует, поэтому стружка не нагревается и остается совершенно холодной.
Использование в вибрационном резце опорных роликов, примыкающих к плоскости подвижной части резца и воспринимающих реакцию сопротивления силам резания, позволяет за счет снижения трения облегчить возвратно-поворотное (колебательное) движение подвижной части резца.
За счет размещения элементов качения - роликов между подвижной и неподвижной частями резца также позволяет снизить трение и повысить быстродействие.
Оптимальным является размещение роликов с двух сторон подвижной части резца, но можно размещать эти элементы только с одной из сторон.
В качестве элементов качения можно использовать ролики, например игольчатые.
В отличие от прототипа заявляемый вибрационный резец характеризуется наличием предохранительного упругого элемента, размещенного с противоположной по отношению к основным упругим элементам стороны между подвижной частью резца и корпусом. Использование такого дополнительного элемента обусловлено повышением скорости перемещения подвижной части резца, приводящим к резкому мгновенному сжатию основных упругих элементов и такому же резкому высвобождению. В результате возникает возможность удара подвижной части резца о корпус, а установленный в этом месте предохранительный упругий элемент поглощает энергию удара.
Проведенные патентные исследования показали, что заявляемое техническое решение соответствует критериям охраноспособности.
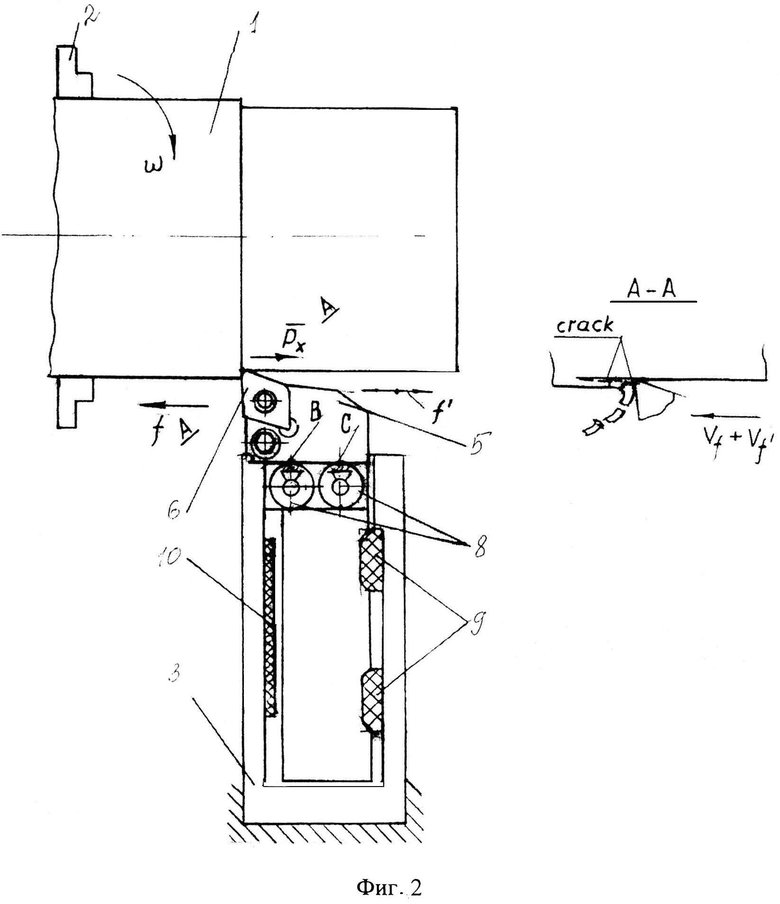
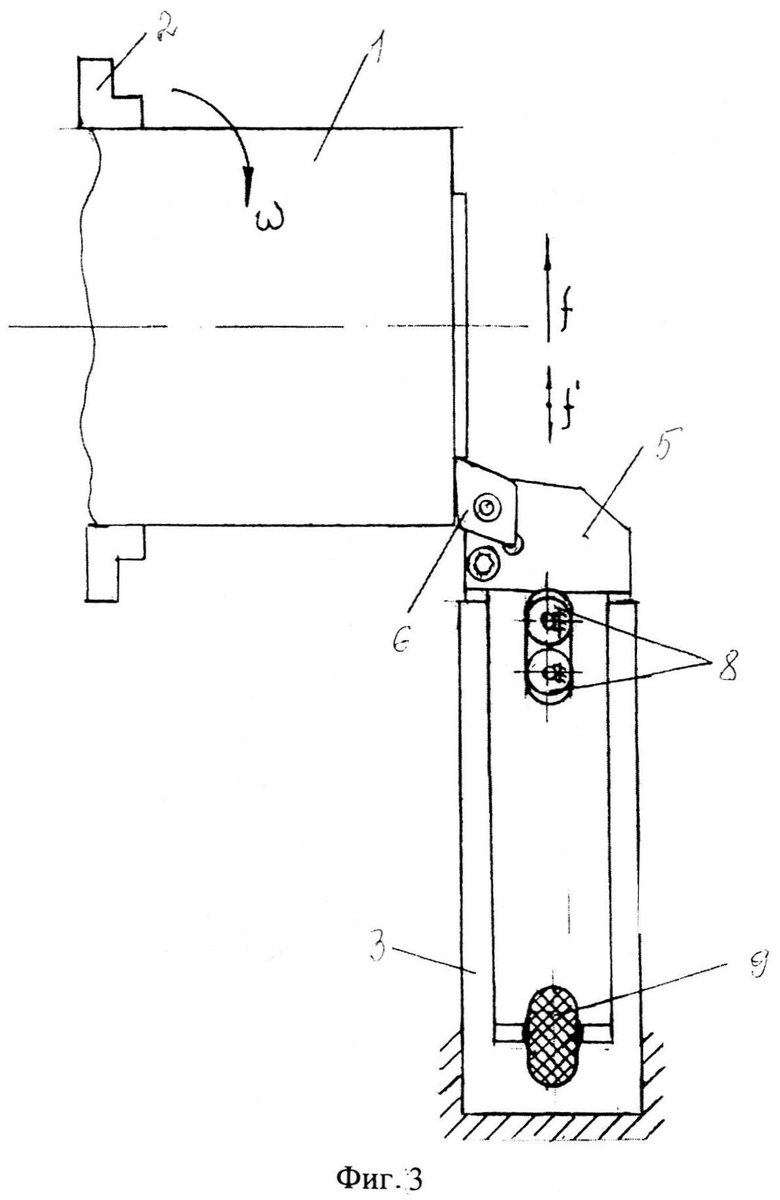
Сущность заявляемого изобретения поясняется чертежами, где на фиг. 1 представлено в изометрии схематическое изображение обрабатываемой детали и вибрационного резца с местными разрезами; на фиг. 2 - схема продольного точения, на фиг. 3 - схема поперечного точения (торцевания).
Заявляемый способ вибрационного резания заключается в следующем:
- обрабатываемая деталь 1, закрепленная в шпинделе 2 станка, вращается с угловой скоростью ω;
- суппорт вместе с резцедержателем и вибрационным резцом перемещается в сторону продольной подачи;
- устанавливается величина подачи f и глубина резания a поступательно перемещаемого резца;
- режущая часть резца, как будет описано далее, под действием сил резания начинает совершать колебательное перемещение с частотой более 45 Гц, при этом характер колебательного движения определяется колебательным контуром;
- импульсные воздействия со стороны резца приводят к образованию в зоне резания микротрещин и периодическому образованию опережающих трещин и дроблению стружки, причем в результате сама стружка практически не контактирует с передней поверхностью резца и поэтому остается холодной.
Заявляемый вибрационный резец включает корпус 3 с крышкой 4. В корпусе 3 размещена подвижная часть 5 резца. На подвижной части 5 резца закреплена режущая пластина 6. Корпус 3 резца с закрепленной на нем крышкой 4 установлен в резцедержателе 7 токарного станка CNC. Верхняя часть резцедержателя 7 упирается в выступ крышки 4.
В передней части подвижной части 5 резца выполнен паз. В этом пазу установлено два опорных ролика 8, закрепленных на крышке 4 резца. Указанные опорные ролики 8 воспринимают реакцию сопротивления силам резания. Каждый опорный ролик 8 и контактирующая с ним поверхность подвижной части 5 резца образуют кинематическую пару, причем контакт в этой кинематической паре происходит по линии. Опорные ролики 8 обеспечивают горизонтальное перемещение подвижной части 5 резца. Поверхности указанной кинематической пары по твердости примерно одинаковы (HRC 50-55). Коэффициент трения качения составляет 0,00015.
Конструкция резца включает комплект основных и предохранительных упругих элементов, связывающих подвижную часть резца 5 с корпусом 3 и крышкой 4 с образованием колебательного контура.
Основные упругие элементы 9 размещены между подвижной частью резца 5 и корпусом 3 со стороны, противоположной направлению резания с натягом не менее 1 мм. Эти упругие элементы периодически сжимаются под воздействием подвижной части 5 резца и возвращают эту подвижную часть 5 в исходное положение, то есть обеспечивают колебательное движение.
Предохранительные упругие элементы 10 расположены между корпусом 3 и подвижной частью 5 резца с противоположной по отношению к основным упругим элементам 9 стороны, при этом между предохранительными упругими элементами 10 и подвижной частью резца 5 предусмотрен зазор. При больших глубинах резания возможно «прижимание» подвижной части 5 резца к противоположной по отношению к основным упругим элементам 9 стороне (удар). Наличие же предохранительных упругих элементов 10 такой удар смягчает.
Упругие элементы 9 и 10 выполнены из полиуретана.
Подвижная часть резца 5 опирается на роликовые направляющие 11. Роликовые направляющие 11 расположены в передней части резца снизу между корпусом 3 и подвижной частью 5 резца, а также сверху между подвижной частью 5 и крышкой 4, однако возможно использование только одной роликовой направляющей 11, например, снизу под подвижной частью 5. Роликовые направляющие 11 могут быть выполнены в виде комплекта тонких роликов (иглы), помещенных в кассету 12 из полимерного материала.
Расположение роликовых направляющих 11 в передней части резца повышает технологичность сборки.
Пример конкретного выполнения.
Резец с неперетачиваемой пластиной фирмы Iscar (Израиль) IC-907 закрепляется в резцедержателе.
Обрабатываемый материал сталь марки 4340.
Диаметр заготовки - 125 мм.
Подача f=0,37 мм/об.
Глубина резания a=1,5 мм на одну сторону (на диаметр - 3 мм).
Скорость резания Vc=350 м/мин - 430 м/мин - 450 м/мин.
Деталь, закрепленная в шпинделе токарного станка, вращается с угловой скоростью ώ=πn/30 об/мин, где n - число оборотов шпинделя - 1100 об/мин.
При заданных параметрах резания возникают силы резания Px и Py.
Под действием этих сил при практически отсутствующих потерях на трение и высокой восстанавливающей способности упругих элементов 9 из полиуретана, подвижная часть 5 резца совершает колебательные движения с высокой частотой. При этом амплитуда колебаний может варьироваться за счет использования полиуретана разной твердости: чем больше твердость, тем меньше амплитуда колебаний. Однако следует отметить, что для токарной обработки амплитуда не имеет большого значения.
В зоне резания помимо движения подачи происходит импульсное высокочастотное воздействие на тело детали, приводящее к образованию микротрещин и опережающей трещины. Образующаяся при этом стружка 13 не скользит по передней поверхности режущей пластины, а практически мгновенно фрагментируясь, отлетает в левую сторону. В результате стружка не нагревается.
Приведенные примеры не носят исчерпывающего характера и возможно применение различных конфигураций и модификаций реализации изобретения без отклонения от его сути, сформулированной в предлагаемых пунктах формулы и определяемой ими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2554840C2 |
| Устройство для дробления стружки | 1981 |
|
SU1014668A1 |
| Резец | 1983 |
|
SU1152713A1 |
| Устройство для прошивки лысок на токарном станке | 1979 |
|
SU869981A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Резец для вибрационного резания | 2017 |
|
RU2660488C1 |
Способ включает вращение обрабатываемой детали, поступательное перемещение резца, выполненного с подвижной режущей частью, упругими элементами и неподвижной частью, с обеспечением колебательного синусоидального перемещения подвижной режущей части резца под действием сил резания, воздействующих на колебательный контур, образованный подвижной частью резца, упругими элементами и неподвижной частью с использованием элементов качения. Для повышения точности и производительности обработки и повышения стойкости инструмента за счет исключения его нагрева в качестве элементов качения используют два опорных ролика, установленных в контакте с подвижной частью резца. Вибрационный резец содержит корпус с крышкой и подвижную часть с режущей пластиной, комплект упругих элементов, связывающих подвижную часть резца с корпусом и крышкой с образованием колебательного контура, и элементы качения, при этом упругие элементы размещены между подвижной частью резца и корпусом со стороны, противоположной направлению резания. Для достижения того же технического результата элементы качения выполнены в виде двух опорных роликов, установленных в контакте с подвижной частью резца и размещенных между подвижной частью резца и корпусом с крышкой. 2 н. и 6 з.п. ф-лы., 3 ил.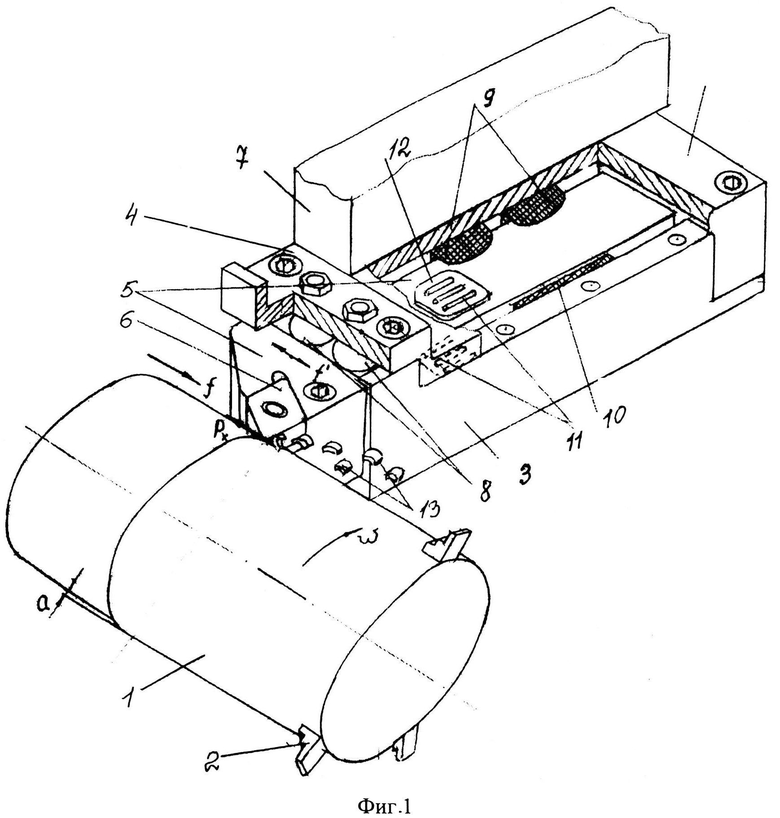
1. Способ вибрационного резания с образованием элементной стружки, включающий вращение обрабатываемой детали, поступательное перемещение резца, выполненного с подвижной режущей частью, упругими элементами и неподвижной частью, с обеспечением колебательного синусоидального перемещения подвижной режущей части резца под действием сил резания, воздействующих на колебательный контур, образованный подвижной частью резца, упругими элементами и неподвижной частью с использованием элементов качения, отличающийся тем, что в качестве элементов качения используют два опорных ролика, установленных в контакте с подвижной частью резца.
2. Вибрационный резец, содержащий корпус с крышкой и подвижную часть с режущей пластиной, комплект упругих элементов, связывающих подвижную часть резца с корпусом и крышкой с образованием колебательного контура, и элементы качения, при этом упругие элементы размещены между подвижной частью резца и корпусом со стороны, противоположной направлению резания, отличающийся тем, что элементы качения выполнены в виде двух опорных роликов, установленных в контакте с подвижной частью резца и размещенных между подвижной частью резца и корпусом с крышкой.
3. Вибрационный резец по п.2, отличающийся тем, что опорные ролики закреплены параллельно с возможностью поворота в передней части корпуса резца и контактируют своей цилиндрической поверхностью по линии с примыкающей к ней плоскостью подвижной части резца.
4. Вибрационный резец по п.2, отличающийся тем, что он снабжен предохранительным упругим элементом, размещенным с противоположной по отношению к основным упругим элементам стороны между подвижной частью резца и корпусом, при этом между предохранительным упругим элементом и подвижной частью резца предусмотрен зазор.
5. Вибрационный резец по п.2, отличающийся тем, что все упругие элементы выполнены из полиуретана.
6. Вибрационный резец по п.2, отличающийся тем, что ролики расположены под подвижной частью резца.
7. Вибрационный резец по п.2, отличающийся тем, что ролики расположены над подвижной частью резца.
8. Вибрационный резец по п.2, отличающийся тем, что все ролики приближены к передней части резца.
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| Режущий инструмент | 1987 |
|
SU1468668A1 |
| Способ обработки с дроблением стружки | 1989 |
|
SU1678540A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

