Изобретение относится к области машиностроения, в частности к обработке вибрационным резанием материалов, преимущественно труднообрабатываемых сталей, сплавов, вязких цветных металлов, композиционных и др. материалов. Заявляемые способ и устройство для его осуществления обеспечивают дробление стружки при обработке любых материалов при одновременном обеспечении высокой производительности и высокого качества обрабатываемой поверхности, причем без использования дополнительных источников и устройств создания вибрации.
Вибрационное резание металлов обеспечивает надежное дробление стружки при обработке любого материала. Этот эффект широко используется в технике.
Однако для осуществления известных способов вибрационного резания обычно используют дополнительные источники энергии для привода устройств, обеспечивающих колебательное движение режущего инструмента: механические, электромеханические, гидравлические, магнитострикционные и др.
Известны «Способ и устройство для образования дробленой стружки при обработке вращающейся детали» (патент США №5113728, заявл. 11.10.1990, опубл. 19.05.1992), в соответствии с которыми толщина стружки периодически меняется от максимальной величины до нуля. Такое периодическое изменение толщины достигается за счет воздействия вибрирующего определенным образом, зависящим от углового положения вращающейся заготовки, режущего инструмента. В соответствии с изобретением вибрация инструмента может быть обеспечена различными устройствами. В примере конкретного выполнения использован электромеханический привод.
Известно «Устройство для вибрационного резания» (патент РФ №2212309, заявл. 22.08.2001, опубл. 20.09.2003), в котором необходимый характер движения режущего инструмента обеспечивается за счет использования дополнительного привода и механизма качания в виде эксцентрикового вала в паре с эксцентриковой втулкой.
В изобретении «Способ обработки металлов резанием и устройство для его осуществления» (патент РФ №2030255, заявл. 17.04.1992, опубл. 10.03.1995) для возбуждения упругих колебаний использован метод магнитострикции.
Недостатком всех вышеперечисленных изобретений является необходимость дополнительного источника энергии и устройства приведения инструмента в колебательное движение. Наличие жесткой кинематической связи между резцом и генератором колебаний приводит к уменьшению скорости резания, стойкости инструмента и точности обрабатываемой детали.
В международной заявке «Способ и вибрационный резец для обработки труднообрабатываемых сталей, сплавов, вязких цветных металлов и композиционных материалов» (WO 03/086688 А1, заявл. 15.04.2002, опубл. 23.10.2003) использован новый принцип создания необходимых колебательных движений режущего инструмента без использования дополнительного источника энергии. Приведение режущего инструмента в постоянное колебательное движение обеспечивается за счет действия сил сопротивления резанию и упругих элементов, входящих в колебательный контур вибрационного резца. Это изобретение выбрано в качестве прототипа.
Способ-прототип предусматривает следующие действия:
- вращение обрабатываемой детали относительно оси вращения;
- поступательное движение резца при подаче;
- приведение подвижной режущей части резца в строго определенные положения в зависимости от углового положения вращающейся детали на всей траектории его поступательного перемещения при подаче, то есть обеспечение колебательного движения подвижной части резца.
При этом под действием сил сопротивления резанию на колебательный контур, замыкающий подвижную колеблющуюся режущую часть резца через комплект упругих элементов на неподвижную часть (корпус резца), траектория положений вершины резца имеет синусоидальную форму с различной амплитудой А колебаний и высотой h микронеровностей. Параметры А и h имеют возможность регулировки, обеспечиваемой упругими элементами различной жесткости, входящими в колебательный контур резца.
Вибрационный резец-прототип содержит корпус (неподвижную рабочую часть), крышку корпуса, подвижную (колеблющуюся) часть с одной или несколькими съемными режущими пластинами, а также комплект упругих элементов, связывающих подвижную часть резца с корпусом и крышкой с образованием колебательного контура. При этом подвижная часть резца установлена с возможностью поворота под действием составляющих сил резания, возникающих в процессе обработки, на оси, закрепленной между корпусом и крышкой.
Однако выбранные в качестве прототипа способ и резец не обеспечивают необходимую точность обработки. Под воздействием значительных усилий, в частности в результате действия отрицательных (направленных против направления движения резца) импульсов, происходит самопроизвольное «отжимание» резца от оси обрабатываемой детали. При очень больших нагрузках подвижную часть резца может даже заклинить, и резец в таких условиях будет работать не как вибрационный, а как обыкновенный.
Задачей настоящего изобретения является устранение указанного недостатка и создание способа вибрационного резания и вибрационного резца без использования дополнительных источников энергии, обеспечивающих высокую точность обработки при значительной производительности, а также повышенную стойкость инструмента.
Указанная задача решается за счет того, что в способе вибрационного резания, предусматривающем вращение обрабатываемой детали, поступательное перемещение резца и колебательное синусоидальное регулируемое перемещение режущей части резца под действием сил сопротивления резанию, воздействующих на основной колебательный контур, в который входят подвижная (поворотная) режущая часть резца, упругие элементы и неподвижная часть резца, согласно изобретению создается дополнительный упругодемпфирующий колебательный контур, работающий в перпендикулярной по отношению к основному колебательному контуру плоскости, при взаимодействии контуров обеспечивается дополнительное демпфирующее замыкание в передней зоне подвижной режущей части резца на соответствующую неподвижную часть резца, при этом упругие элементы основного контура также выполняют функцию демпфирования хвостовика подвижной части резца относительно корпуса.
В способе вибрационного резания при продольном точении колебательные контуры обеспечивают создание угловых колебаний, при отрезке и прорезке - тангенциальных колебаний, а при расточке отверстий крутильных колебаний.
Указанная выше задача решается также за счет того, что в вибрационном резце, содержащем корпус и установленную с возможностью поворота относительно него подвижную рабочую часть резца, связанные колебательным контуром, включающим комплект упругих элементов, согласно изобретению между подвижной (поворотной) рабочей частью резца и корпусом в передней зоне размещен дополнительный упругодемпфирующий элемент, входящий в дополнительный колебательный контур, при этом упругий элемент основного колебательного контура, размещенный в хвостовике подвижной части резца, выполнен демпфирующим, а плоскости действия контуров взаимно перпендикулярны.
Использование основного колебательного контура, как и в прототипе, обеспечивает создание колебательного движения режущей части резца за счет использования сил сопротивления резанию. Параметры колебательного процесса также регулируются изменением жесткости упругих элементов основного колебательного контура.
Введение дополнительного замкнутого на корпус упругодемпфирующего колебательного контура, действие которого синхронизировано с действием основного колебательного контура, обеспечивает сохранение сложного регулируемого характера синусоидального перемещения режущей части инструмента в зависимости от углового положения обрабатываемой детали при сохранении постоянного подвижного зацепления между инструментом и деталью. Возникающие при больших нагрузках излишние отрицательные импульсы, приводящие в прототипе к «отжиманию» режущей части от обрабатываемой детали, полностью компенсируются (демпфируется) дополнительным колебательным контуром, что позволяет обеспечить высокую точность диаметральных размеров обрабатываемой детали. Этот же упругодемпфирующий колебательный контур обеспечивает надежное предотвращение заклинивания подвижной части резца относительно корпуса. Выполнение упругого элемента основного колебательного контура, расположенного в хвостовике подвижной части резца или примыкающего к этой хвостовой части, упругодемпфирующим повышает надежность и точность работы.
Кроме того, использование создаваемых двумя колебательными контурами заданного сложного характера синусоидальных движений режущей части резца обеспечивает снижение нагрузок на резец и, как следствие, повышение его стойкости.
Сущности изобретения поясняется чертежами:
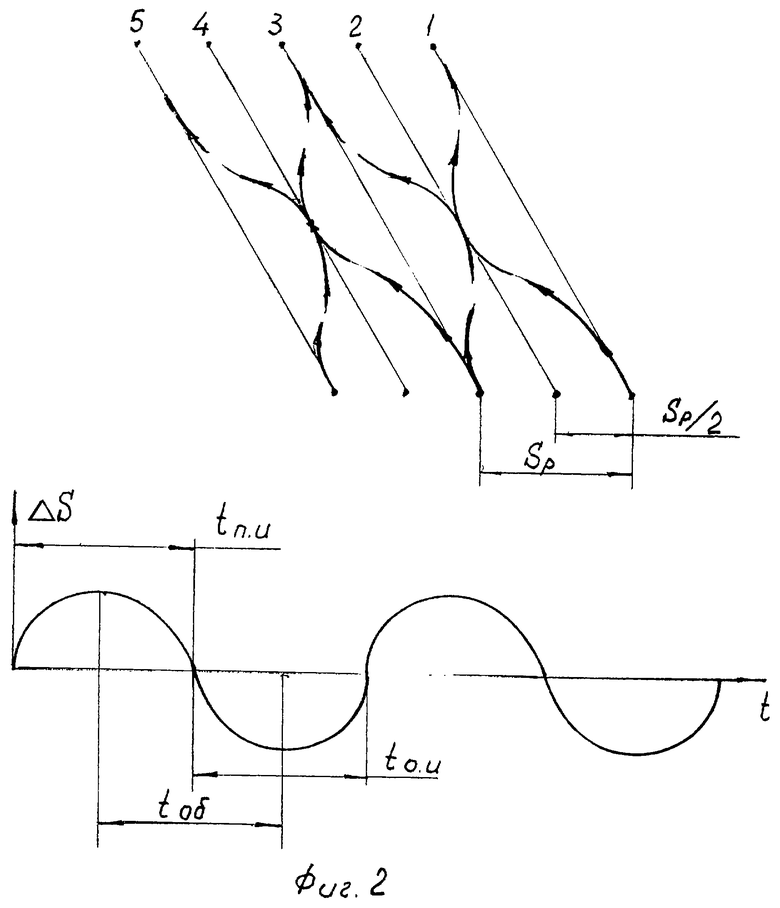
- фиг.1 - схематическое изображение способа вибрационного резания с угловыми колебаниями резца при операции точения;
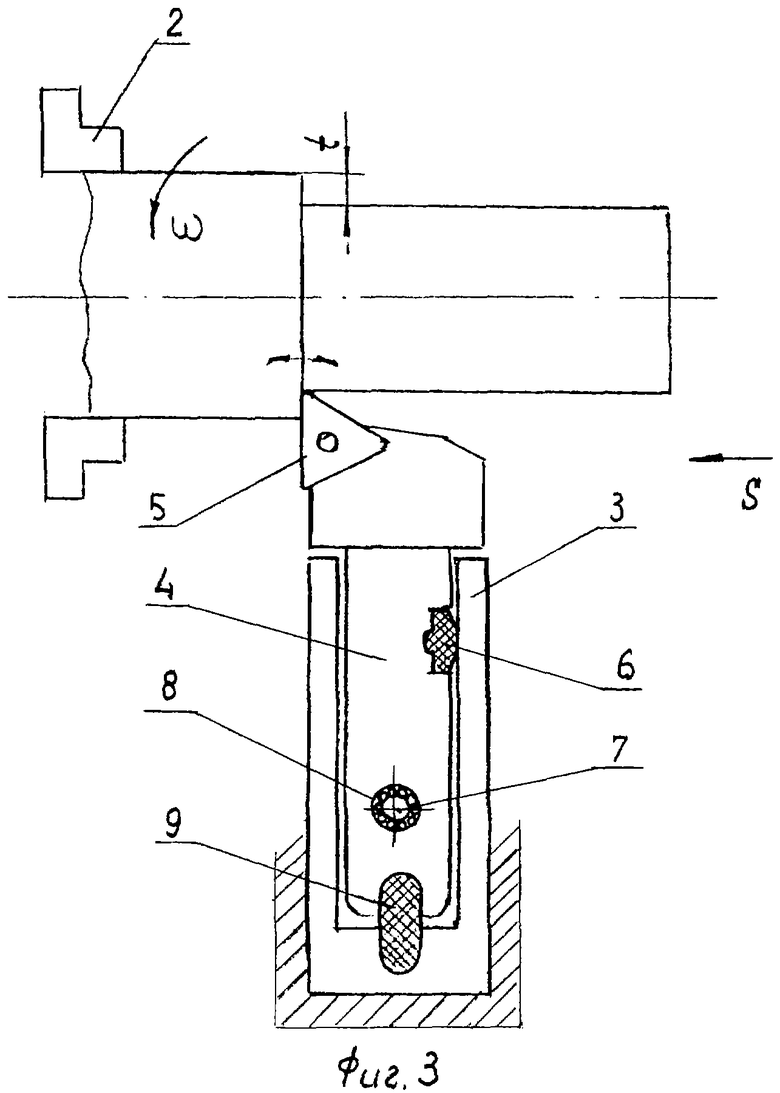
- фиг.2 - траектория движения вершины резца в плоскости XOY;
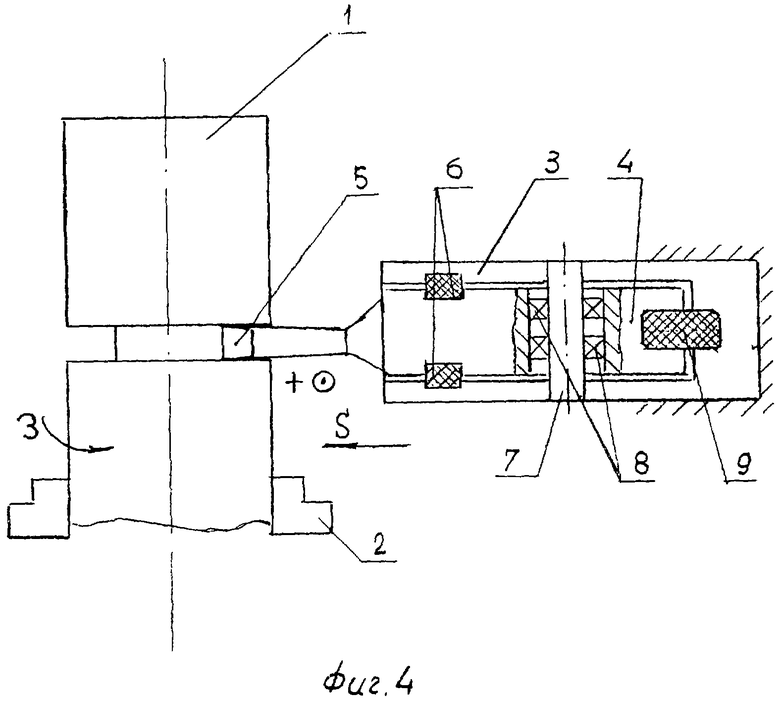
- фиг.3 - проходной вибрационный резец при операции точения;
- фиг.4 - вибрационный резец при операции отрезания;
- фиг.5 - вибрационный резец при операции расточки.
Предлагаемый способ вибрационного резания преимущественно труднообрабатываемых сталей, сплавов, вязких цветных металлов, композиционных и др. материалов включает следующие действия: вращение обрабатываемой детали, поступательное перемещение резца в направлении подачи, постоянное колебательное синусоидальное движении подвижной режущей части резца относительно оси основного колебательного контура. Работа колебательного контура основана на взаимодействии вращающейся детали, подвижной части резца, неподвижного корпуса резца и упругих элементов, связывающих подвижную и неподвижную части резца. Колебательный контур при этом играет роль маятника, приводящегося в движение силами сопротивления резанию и обеспечивающего «качание» режущей части резца.
Кроме того, при осуществлении способа происходит поглощение (демпфирование) сил, стремящихся «отжать» вершину резца от обрабатываемой поверхности, то есть увеличить расстояние от вершины резца до оси вращаемой детали дополнительным упругодемпфирующим колебательным контуром. Дополнительный упругодемпфирующий элемент этого контура замыкают подвижную часть резца на неподвижный корпус резца в зоне, приближенной к зоне резания. Эффект демпфирования усилен за счет придания упругому элементу основного колебательного контура функций демпфирования. В результате такого демпфирования обеспечено постоянное зацепление режущей части резца с обрабатываемой поверхностью детали.
При этом плоскости действия колебательных контуров находятся под прямым углом друг к другу.
Параметры синусоидального колебательного движения (амплитуда А, высота микронеровностей h) могут регулироваться, например, за счет изменения жесткости упругих элементов.
Способ осуществляется следующим образом. Обрабатываемая деталь 1 (фиг.1) устанавливается в патроне токарного станка 2. Корпус 3 резца закрепляется в резцедержателе токарного станка.
Обрабатываемая деталь 1 приводится во вращение с угловой скоростью ω. Задается необходимая глубина резания t и рабочая подача S. Подвижная режущая часть 4 вибрационного резца вводится в контакт с деталью 1. Толщина среза формируется в результате двух движений: вращательного движения обрабатываемой детали с угловой скоростью ω и движения подачи S. В процессе резания возникают силы сопротивления резанию. Они воздействуют на основной колебательный контур. Режущая часть 4 вибрационного резца совершает в отношении обрабатываемой детали 1 движение в направлении подачи S и угловые колебания в плоскости XOY. При этом колебательный контур выполняет функцию маятника с осью колебаний К.
Угловая скорость обрабатываемой детали 1 ω (τ) и линейная скорость режущей части 4 резца, равная величине подачи, S - величины переменные. Закон колебательного движения резца является гармоническим:
J1=Aisin(τ-τ0)
J2=A2sin τ, где
J - угол поворота резца относительно перпендикуляра, восстановленного от оси колебания K к оси обрабатываемой детали 1, соответственно для первого и второго оборотов детали 1;
А - угловая амплитуда колебаний;
τ - угол сдвига фаз;
τ0 - угол сдвига фаз, учитывающий не целое количество колебаний за один оборот.
На фиг.2 штриховой линией изображен след вершины резца под действием силового импульса, положительного (совпадающего с направлением подачи инструмента) на первом обороте и отрицательного (направление силового импульса противоположно направлению подачи) на втором обороте. Как видно из рисунка, на первом обороте под действием положительного импульса к основной подаче на оборот Sp добавляется приращение подачи резца, равное Sp/2. Через промежуток времени, равный времени одного оборота детали tоб, резцу задается отрицательный импульс, в результате чего резец перемещается в противоположную сторону на величину ΔS/2, что приводит к прерыванию сливной стружки. На следующем обороте детали резец будет преодолевать нагрузку, меньшую на величину Sp/2, чем в случае действия только положительных или только отрицательных импульсов. Это обеспечивает снижение нагрузок на резец и, следовательно, увеличение его стойкости.
Так работает основной колебательный контур. Но при возникновении значительных нагрузок за счет действия отрицательного импульса может происходить «отжимание» резца 4 от обрабатываемой детали 1. Для устранения этого недостатка предусмотрено наличие второго дополнительного упругодемпфирующего колебательного контура, работающего в плоскости, перпендикулярной плоскости действия основного колебательного контура. Назначение этого дополнительного контура - поглощение излишней энергии. При этом происходит замыкание на корпус резца в двух зонах: на упругих элементах основного колебательного контура и на дополнительном упругодемпфирующем элементе в передней зоне подвижной части 4 резца. Для повышения эффекта упругий элемент основного колебательного контура, размещенный в хвостовой части подвижной части 4 резца (связанный с ним или примыкающий к нему), выполнен упругодемпфирующим. При этом модуль упругости дополнительного контура значительно ниже модуля упругости основного колебательного контура.
В данном примере рассмотрено продольное точение. Аналогичным образом могут осуществляться операции отрезки (прорезки канавок), расточки (см. фиг.4 и 5). Во всех случаях дополнительные упругодемпфирующие элементы располагают таким образом, чтобы предотвратить «отжатие» режущего инструмента от обрабатываемой поверхности.
Вибрационный резец (фиг.3) содержит корпус 3 и установленную с возможностью поворота относительно него подвижную режущую часть 4, связанные между собой двумя колебательными контурами.
Основной колебательный контур включает подвижную режущую часть 4 резца с одной или несколькими съемными режущими пластинами 5, неподвижную часть резца - корпус 3, комплект упругих элементов. Упругие элементы могут быть металлическими, резинометаллическими и полимерными. В комплект упругих элементов входит элемент 6, размещенный между хвостовиком подвижной рабочей части 4 и соответствующей частью корпуса 3 резца. Этот элемент 6 обладает демпфирующими свойствами. Ось 7 основного колебательного контура неподвижно закреплена в корпусе 3. Подвижная часть 4 резца установлена на оси 7. Колебательный контур может также включать дополнительные подшипниковые узлы 8.
Дополнительный упругодемпфирующий колебательный контур включает упругодемпфирующий элемент 9, размещенный в передней зоне резца между подвижной поворотной рабочей частью 4 и корпусом 3. Кроме того, в работе дополнительного контура принимает участие выполненный упругодемпфирующим элемент 6 основного контура.
Упругодемпфирующие элементы могут быть выполнены из эластичного полиуретана, полиуретановых каучуков и др. полимеров. Для придания демпфирующих свойств элемент 6 может быть снабжен оболочкой из указанного материала.
Форма выполнения упругих и упругодемпфирующих элементов, их жесткость, место размещения определяется в зависимости от обрабатываемого материала, размеров и других характеристик обрабатываемой детали 1.
Таким образом, заявляемые способ вибрационного резания и вибрационный резец обеспечивают:
- возможность обработки любых материалов, в том числе труднообрабатываемых сталей, сплавов, вязких цветных металлов, композиционных и др. материалов;
- надежное дробление стружки;
- точность геометрических размеров обработанной детали;
- высокую стойкость инструмента;
- высокую производительность процесса обработки.
При этом не требуется использование дополнительных источников энергии, специальных устройств обеспечения вибрационного движения инструмента.
Приведенные примеры не носят исчерпывающего характера и возможно применение различных конфигураций и модификаций реализации изобретения без отклонения от его сути, сформулированной в предлагаемых пунктах формулы и определяемой ими.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| РЕЗЕЦ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2292990C2 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Резец для вибрационного точения | 2020 |
|
RU2749013C1 |

Изобретение относится к области машиностроения, обработке труднообрабатываемых материалов и вязких цветных металлов. Способ предусматривает вращение обрабатываемой детали, поступательное перемещение резца и колебательное синусоидальное регулируемое перемещение режущей части резца под действием сил сопротивления резанию, воздействующих на колебательный контур, в который входят подвижная режущая часть резца, упругие элементы и неподвижная часть резца. Для повышения производительности и точности обработки и стойкости режущего инструмента используют дополнительный упругодемпфирующий колебательный контур, работающий в перпендикулярной в отношении к основному колебательному контуру плоскости. При взаимодействии контуров обеспечивают дополнительное демпфирующее замыкание в передней зоне подвижной режущей части резца на соответствующую неподвижную часть резца, при этом часть упругих элементов основного колебательного контура выполняют с возможностью демпфирования хвостовика подвижной части резца относительно корпуса. При продольном точении колебательные контуры предназначены для создания угловых колебаний, при отрезке и прорезке - тангенциальных колебаний, а при растачивании отверстий - крутильных колебаний. Резец содержит корпус и установленную с возможностью поворота относительно него подвижную рабочую часть, связанные колебательным контуром, включающим комплект упругих элементов. Для получения того же технического результата между подвижной рабочей частью и корпусом в передней зоне размещен дополнительный упругодемпфирующий элемент, образующий дополнительный колебательный контур. При этом упругий элемент основного колебательного контура, размещенный в хвостовике подвижной части, выполнен демпфирующим, а плоскости действия упомянутых колебательных контуров расположены взаимно перпендикулярно. 2 н.п. и 1 з.п. ф-лы, 5 ил.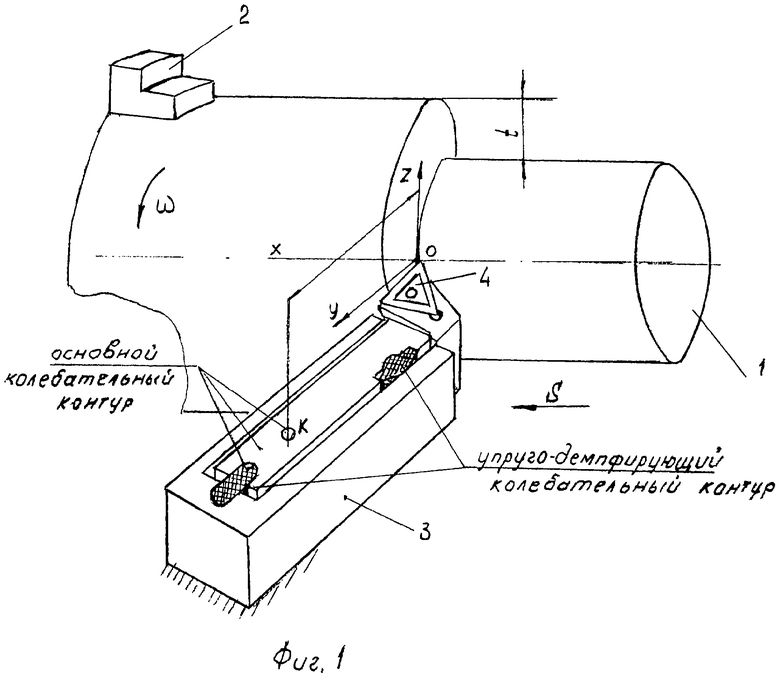
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Режущий инструмент | 1987 |
|
SU1468668A1 |
| Способ обработки с дроблением стружки | 1989 |
|
SU1678540A1 |
| Устройство для однолезвийного резания | 1987 |
|
SU1733199A1 |
| Резец | 1990 |
|
SU1780931A1 |
| ТЕРКА ВОРОХА | 0 |
|
SU292651A1 |
| УСТРОЙСТВО для СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ АЛМАЗНЫХ ОТРЕЗНЫХ КРУГОВ | 0 |
|
SU255386A1 |

