Область техники, к которой относится изобретение
Настоящее изобретение относится к литейной форме, выполненной из композиционного материала, а также к способу, в котором может быть использована данная литейная форма.
Уровень техники
В известном способе литьевого прессования полимера используют литейные формы, выполненные из стали, так как они должны выдерживать высокие давления, даже выше 15 бар, необходимые для инжекции полимера.
Формование слоев волокна и их последующая укладка в литейные формы могут быть автоматизированы, таким образом обеспечивая более высокую степень повторяемости и экономичности деталей, производимых этим способом, однако литейные формы для литьевого прессования полимера очень тяжелы, дороги и громоздки. Более того, литейные формы из металла требуют сложной конструкции, учитывающей их тепловое расширение во время цикла вулканизации полимера, чтобы исключить прилипание изготовленного изделия к литейной форме.
Облегченный способ литьевого прессования полимера, в котором полужесткая литейная форма устанавливается на жесткую литейную форму, позволяет решить эту техническую проблему. Полимер инжектируется под давлением менее 1 бар, а из нижней точки, расположенной по центру, откачивается воздух (0,5 бар) для облегчения втекания полимера. Соединение двух литейных форм обеспечивается созданием разрежения (0,1 бар) по краям двух литейных форм. Этот способ, хотя и прост по исполнению благодаря легкой и экономичной оснастке, не позволяет изготавливать изделия с той же скоростью и с тем же качеством, что способ литьевого прессования полимера, т.к. давление инжекции относительно низкое, и сторона изделия, обращенная к полужесткой литейной форме, получается с грубой фактурой. Более того, низкое давление, используемое в облегченном способе литьевого прессования полимера, не гарантирует правильную и полную пропитку сухого волокна, что приводит к производству низкокачественной продукции.
В документах ЕР 1721719 и FR 2864801 раскрыты способы литьевого прессования полимера, в которых литейные формы выполнены из композиционных материалов. В частности, литейные формы, описанные в FR 2864801, в свою очередь изготовлены с использованием способа литьевого прессования полимера, при котором полимер инжектируется только после укладывания волокон между литейной формой, выполненной из композиционного материала и образцом или шаблоном. Такие известные литейные формы относительно дороги из-за использования для их изготовления способа литьевого прессования полимера и необходимости размещения шаблона между первой литейной формой, которая уже готова, и второй литейной формой во время изготовления ' последней. Известные литейные формы, изготовленные из композиционных материалов, дополнительно требуют сложных поддерживающих конструкций и (или) должны быть относительно толстыми, поэтому дорогими, чтобы выдерживать давление, характерное для способа литьевого прессования полимера.
Отсюда цель настоящего изобретения - предложить способ, свободный от вышеупомянутых недостатков, а именно быстрый и экономичный способ, который легко может быть автоматизирован и который позволяет получать высококачественные изделия с использованием легкой и компактной оснастки. Упомянутая цель достигается с использованием литейной формы и способа, основные параметры которых раскрыты в пунктах 11 и 1 соответственно, а прочие характеристики раскрыты в остальных пунктах формулы изобретения.
Способ в соответствии с настоящим изобретением предусматривает изготовление литейных форм из слоев углеродного волокна, предварительно пропитанного полимером (известного также как pre-preg), и вулканизации конечного изделия путем нагревании этих литейных форм в печи или в автоклаве вместо применения пресса с нагреваемыми литейными формами. Поэтому полимер может инжектироваться под более низким давлением по сравнению со способом литьевого прессования полимера, но в любом случае достаточным для обеспечения правильной и полной пропитки сухих волокон, которые составляют основу конечного изделия.
Упомянутые давления предпочтительно выше, чем давления в облегченном способе литьевого прессования полимера, особенно если литейные формы усилены посредством ребер или других усиливающих элементов.
Соединение между литейными формами обеспечивается местными механическими средствами крепления и прокладками, позволяющими обеспечить герметичность соединения литейных форм при давлениях инжекции полимера.
Литейные формы предпочтительно содержат местные втулки, которые позволяют обеспечить как точное и надежное механическое соединение литейных форм, так и легкое и быстрое добавление частных устройств, таких как инжекторы, всасывающие раструбы и (или) экстракторы.
По меньшей мере, одна литейная форма содержит частные каналы и (или) прорези для равномерного распределения полимера, прежде чем он достигнет полостей, чтобы получать изделия, свободные от дефектов, таких как незаполненные пространства, поры, отслоения или сухие зоны. Частные углубления, размещаемые в соответствии с размещением инжекторов, предотвращают износ литейных форм из-за давления инжекции полимера.
Быстрое и точное изготовление литейных форм достигается посредством использования частных образцов, снабженных трехмерными шаблонами конечного изделия и механических приспособлений, таких как базовые поверхности для обеспечения частных поверхностей контакта в литейных формах, боковые стенки для получения соответствующих стенок, пригодных для усиления литейных форм, штифты для точного размещения втулок в литейной форме, извлекаемые эластомерные детали и (или) округлые выступы для получения каналов или углублений в литейной форме. С одного образца может быть изготовлено несколько идентичных литейных форм, что позволяет относительно просто и экономично повысить производительность способа в соответствии с настоящим изобретением.
Кроме того, литейные формы в соответствии с настоящим изобретением являются легкими и не очень громоздкими, так что с ними легко обращаться до, во время и после использования, например, когда они готовятся, заполняются и размещаются в печи или в автоклаве.
Т.к. литейные формы по существу выполнены из того же материала, что и изделия, они подвергаются по сути такому же тепловому расширению, что позволяет компенсировать негативные эффекты, если таковые возникают, из-за теплового расширения.
Все вышеупомянутые преимущества существенно увеличиваются, если в способе используется формовочное устройство, в котором все литейные формы, а именно, по меньшей мере, две стыкующиеся литейные формы изготовлены в соответствии с настоящим изобретением.
Краткое описание чертежей
Дальнейшие преимущества и характеристики способа и устройств в соответствии с настоящим изобретением становятся очевидными для специалистов в данной области техники исходя из нижеследующего подробного описания двух вариантов осуществления со ссылкой на прилагаемые чертежи, на которых:
Фиг.1. - перспективный вид изделия, которое может быть изготовлено с помощью литейной формой в соответствии с настоящим изобретением;
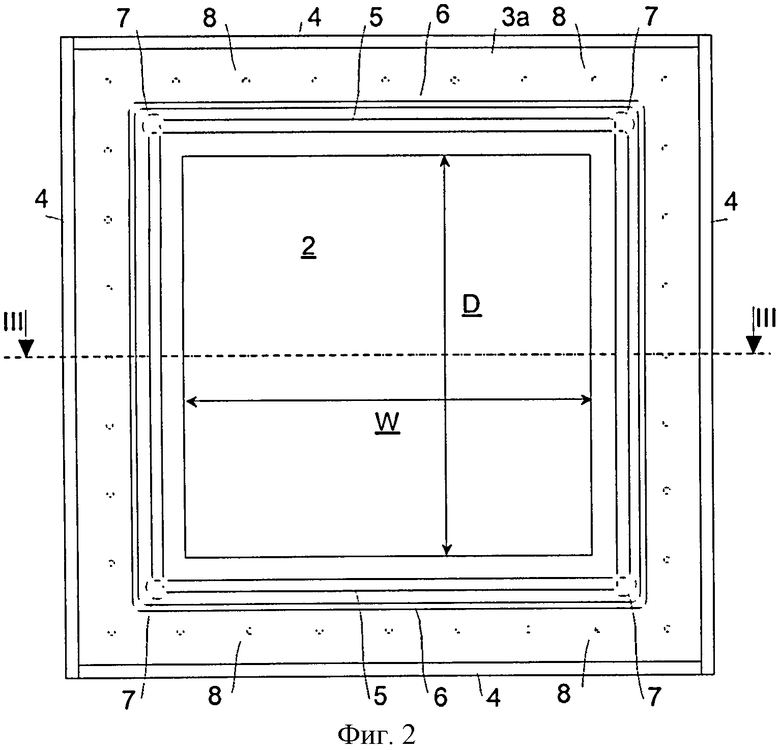
Фиг.2 - вид снизу первого образца в соответствии с первым вариантом осуществления;
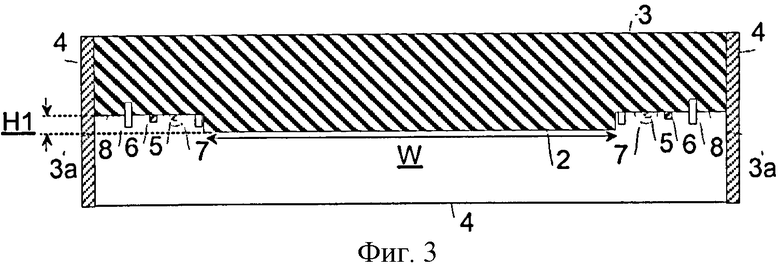
Фиг.3 - сечение III-III изображения, приведенного на Фиг.2;
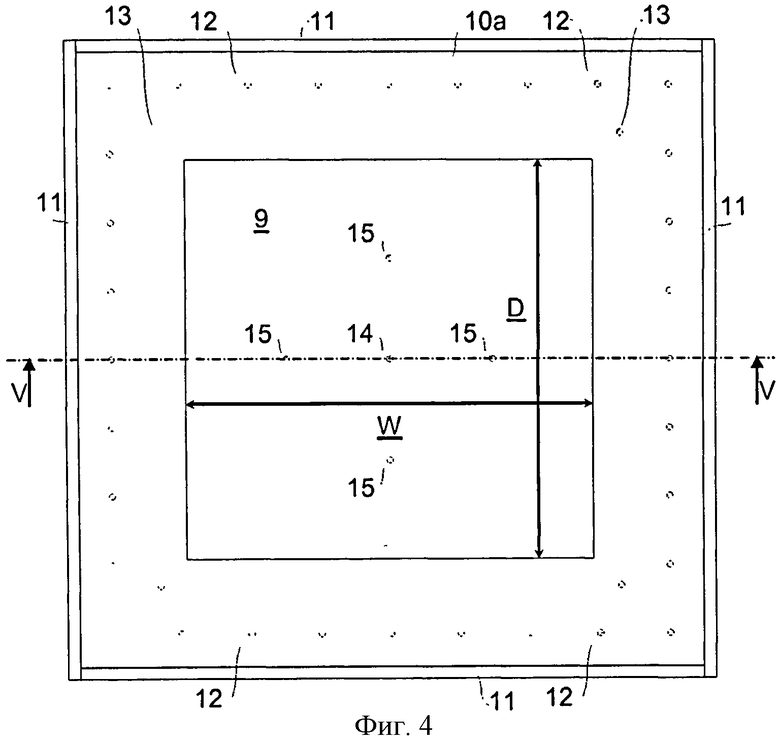
Фиг.4 - вид сверху второго образца в соответствии с первым вариантом осуществления;
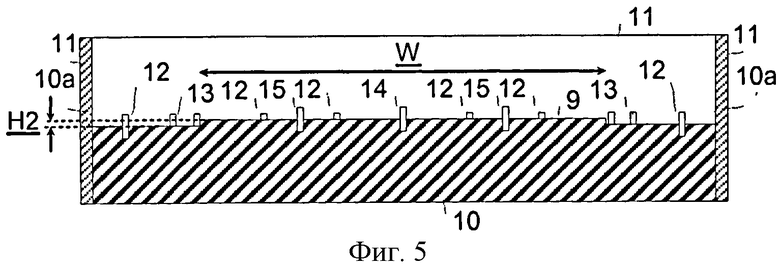
Фиг.5 - сечение V-V изображения, приведенного на Фиг.4;
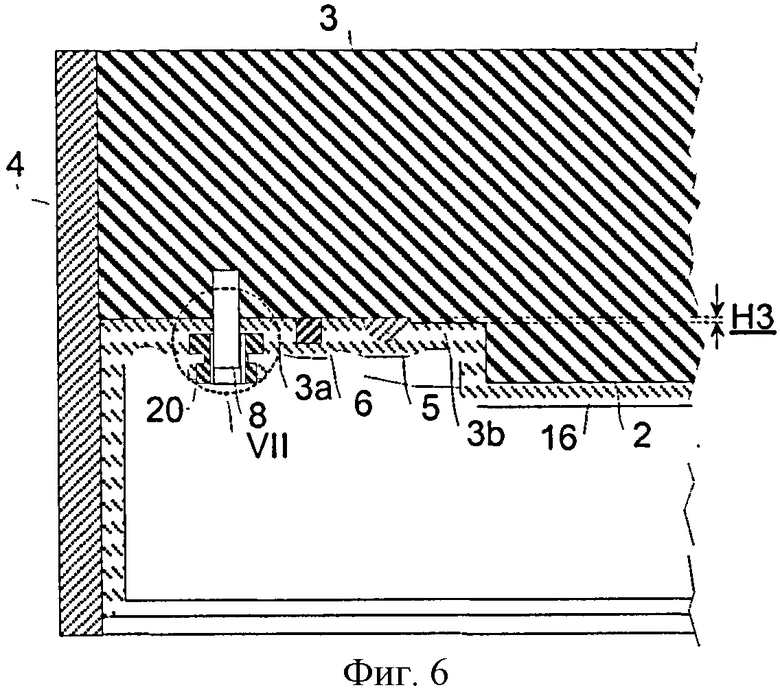
Фиг.6 - частично увеличенное изображение Фиг.3 с первой литейной формой в соответствии с первым вариантом осуществления;
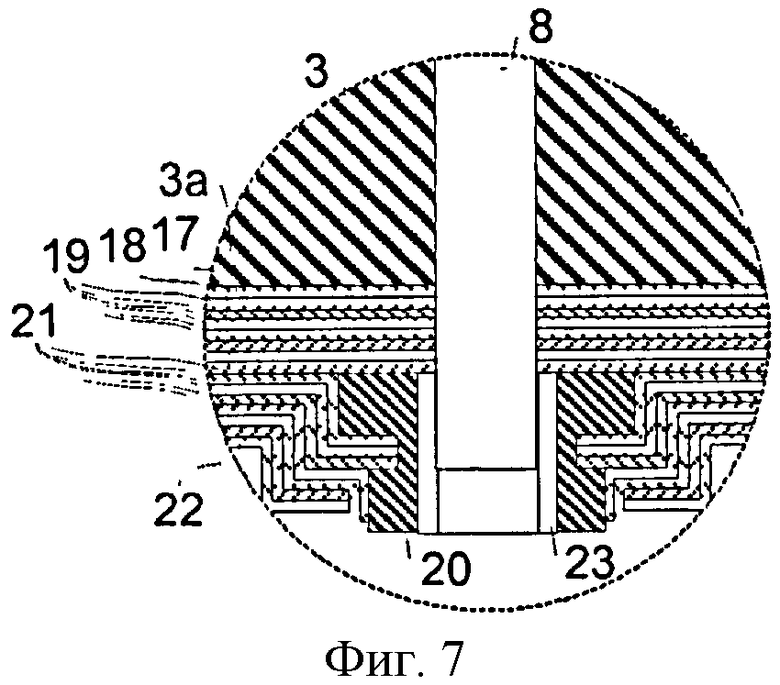
Фиг.7 - изображение детали VII с Фиг.6;
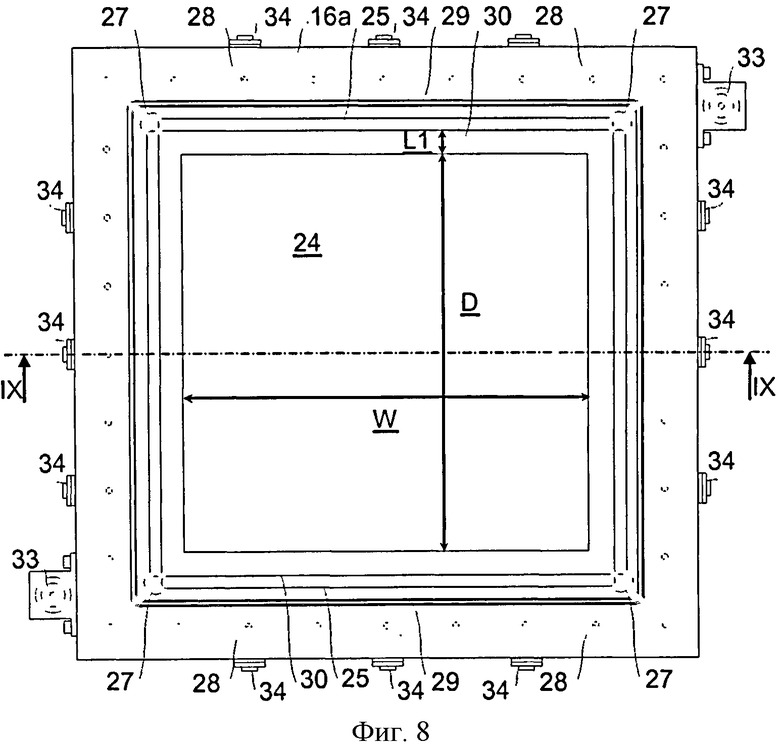
Фиг.8 - вид сверху первой литейной формы с Фиг.6, отделенной от первого образца;
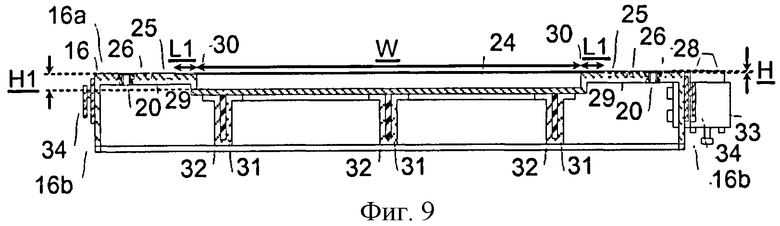
Фиг.9 - сечение IX-IX изображения, приведенного на Фиг.8;
Фиг.10 - изображение с Фиг.5 со второй литейной формой в соответствии первым вариантом осуществления;
Фиг.11 - вид снизу второй литейной формы с Фиг.10, отделенной от второго образца;
Фиг.12 - сечение XII-XII изображения, приведенного на Фиг.11;
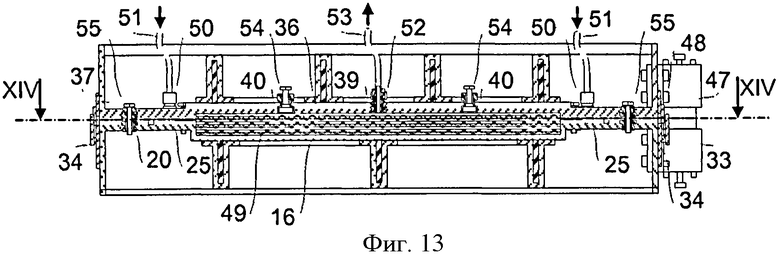
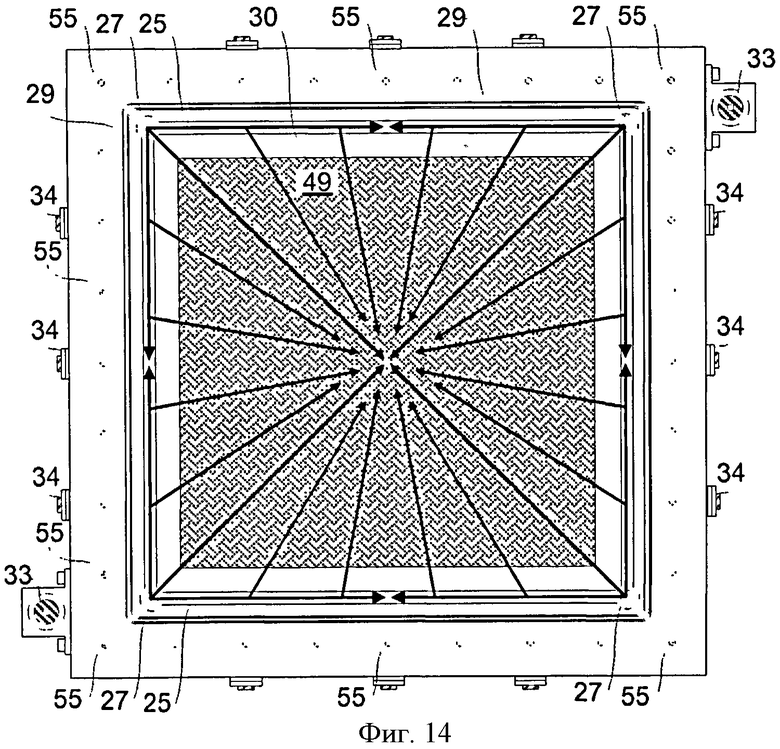
Фиг.13 - формовочное устройство с литейными формами, показанными на Фиг.10 и 12, во время использования;
Фиг.14 - сечение XIV-XIV изображения, приведенного на Фиг.13;
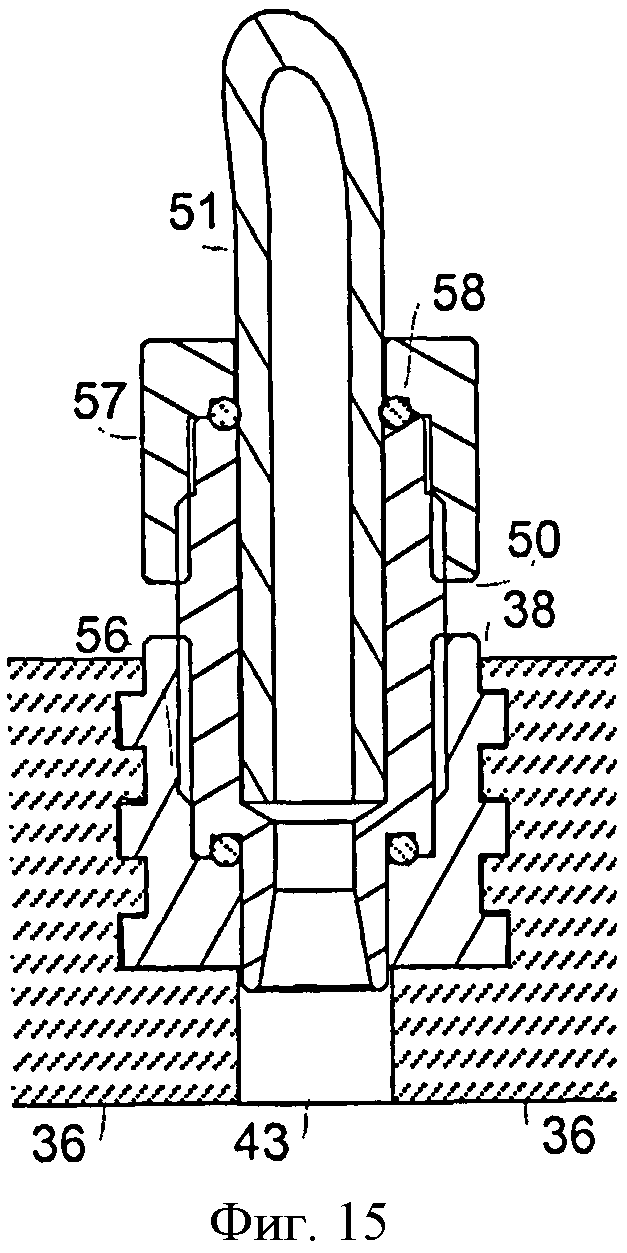
Фиг.15 -увеличенное продольное сечение инжектора;
Фиг.16 - увеличенное продольное сечение экстрактора;
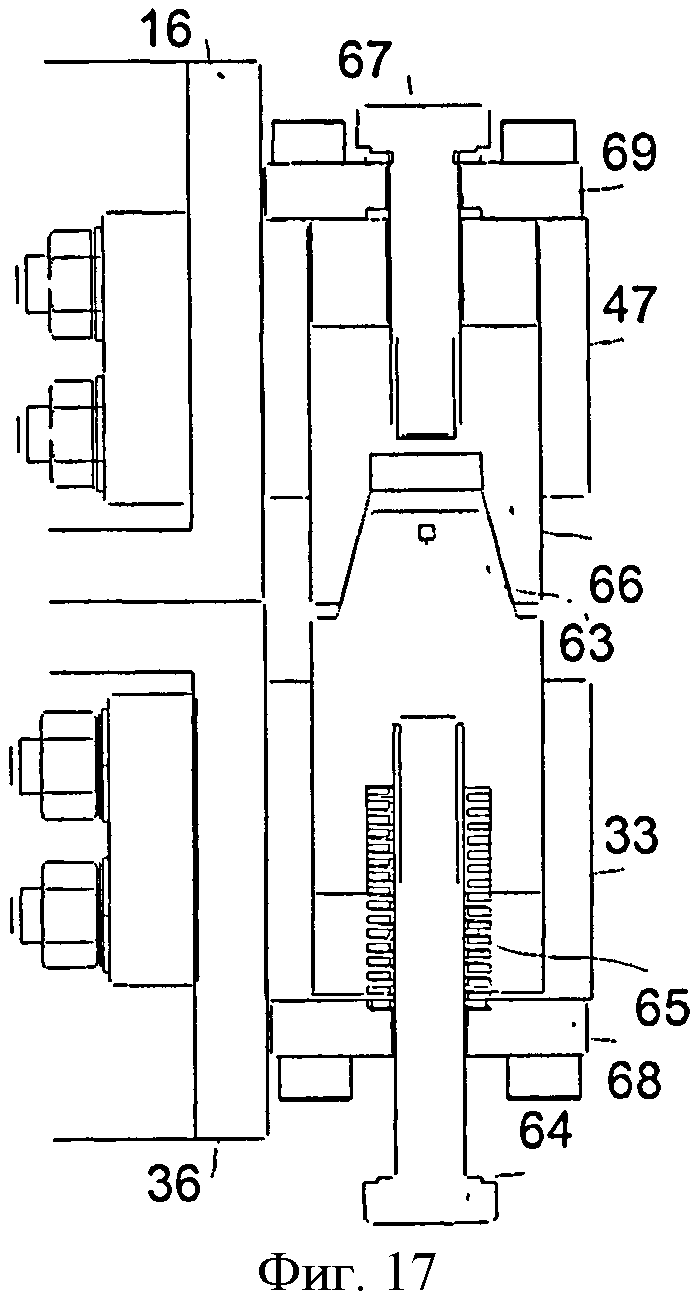
Фиг.17 - увеличенное продольное сечение пары центрирующих устройств; и
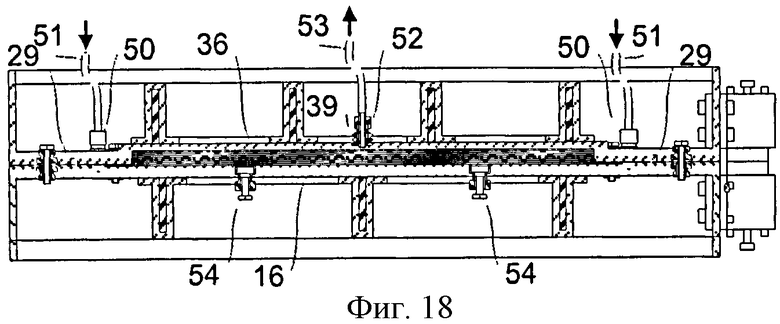
Фиг.18 - вертикальное сечение второго варианта осуществления формовочного устройства.
Осуществление изобретения
Ссылаясь на Фиг.1 видно, что изделие 1, выполненное из композиционного материала, имеет трехмерную форму, например, форму параллелепипеда с высотой H, шириной W и глубиной D. На практике изделие 1 обычно имеет более сложные формы, в том числе искривленные и (или) неправильные, в зависимости от предназначения, например, такие, как рамы, кузова, крыши, принадлежности и другие конструкционные, гидродинамические и (или) эстетические компоненты наземных, водных или воздушных транспортных средств.
Ссылаясь на Фиг.2 и 3 видно, что первый рабочий этап способа включает в себя изготовление, например, с использованием системы автоматизированного проектирования и программирования, первого шаблона 2, имеющего по существу такую же трехмерную форму и те же размеры, что и, по меньшей мере, первая часть изделия 1. В данном варианте осуществления первый шаблон 2 имеет по существу те же ширину W и глубину D, но высоту HI, меньшую, чем высота Н изделия 1. Первый шаблон 2 соединен или выполнен интегрировано, по меньшей мере, с одной первой базовой поверхностью 3а первого образца 3, в частности, по существу имеющего форму параллелепипеда. Первая базовая поверхность 3а по существу плоская, более широкая и глубокая, чем первый шаблон 2, чтобы она выступала за пределы шаблона. Одну или более первых стенок 4, выполненных, например, из алюминия, дерева или эпоксидной смолы, и по существу перпендикулярных первой базовой поверхности 3а, закрепляют вокруг образца 3 таким образом, чтобы окружить первую базовую поверхность 3a. Один или более первых гребней 5 выполняют на первой базовой поверхности 3a первого образца 3 вокруг первого шаблона 2, в то время как, по меньшей мере, один второй гребень 6 выполняют на первой базовой поверхности 3a вокруг первых гребней 5. Первые гребни 5 соединены с одним или более округлыми выступами 7, в частности, имеющими форму полусферы. Перечное сечение первых гребней 5 выпуклое, в частности, по существу полукруглое или полуэллиптическое, в то время как поперечное сечение вторых гребней 6 по существу прямоугольное, в частности, квадратное. Множество первых штифтов 8 в свою очередь перпендикулярно выступают из базовой поверхности 3а первого образца 3 вокруг второго гребня 6. Первый шаблон 2, первые гребни 5, второй гребень 6 и (или) округлые выступы 7 могут быть выполнены из единого куска эпоксидного полимера на первой базовой поверхности 3а первого образца 3 с помощью фрезерного устройства с цифровым управлением или могут содержать отдельные элементы, взаимно соединенные и (или) размещенные на первой базовой поверхности За. В частности, первые гребни 5 и (или) вторые гребни 6 предпочтительно изготовлены из эластомерных секций, наклеенных с возможностью отделения на первую базовую поверхность 3а. Первый шаблон 2 может быть выполнен из куска эпоксидного полимера, обработанного с помощью фрезерного устройства с цифровым управлением и затем наклеенного на первую базовую поверхность 3а.
Обращаясь к Фиг.4 и 5, можно видеть, что второй рабочий этап способа включает в себя изготовление, например, с использованием системы автоматизированного проектирования и программирования, второго шаблона 9, имеющего по существу такую же трехмерную форму и те же размеры, что и, по меньшей мере, вторая часть изделия 1. В данном варианте осуществления второй шаблон 9 имеет по существу те же ширину W и глубину D, но высоту H2, меньшую, чем высота H изделия 1, так что сумма высоты H1 первого шаблона 2 и высоты H2 второго шаблона 9 по существу соответствует высоте изделия 1. Второй шаблон 9 соединен или выполнен интегрировано, по меньшей мере, с одной второй базовой поверхностью 10a второго образца 10, в частности, по существу имеющего форму параллелепипеда. Вторая базовая поверхность 10a по существу плоская, более широкая и глубокая, чем второй шаблон 9, чтобы она выступала за пределы шаблона 9. Одну или более вторых стенок 11, выполненных, например, из алюминия, дерева или эпоксидной смолы, и по существу перпендикулярных второй базовой поверхности 10a, закрепляют вокруг второго образца 10 таким образом, чтобы окружить вторую базовую поверхность 10a. Множество вторых штифтов 12 выступает перпендикулярно из второй базовой поверхности 10a второго образца 10 вокруг шаблона 9. Позиции первых штифтов 8 на первой образце 3 по существу совпадают с позициями вторых штифтов 12 на втором образце 10. Один или более третьих штифтов 13 выступают из второй базовой поверхности 10a второго образца 10 по существу в тех же местах, где находятся округлые выступы 7 на первой базовой поверхности 3a первого образца 3. По меньшей мере, один четвертый штифт 14 и один или более пятых штифтов 15 выступают из второго шаблона 9 второго образца 10.
Обращаясь к Фиг.6 и 7, можно видеть, что третий рабочий этап способа включает в себя опыление первого образца 3 герметизирующей жидкостью, которая закрывает поры для получения гладкой и ровной поверхности, а также обработку этих поверхностей отделяющими веществами, после чего изготавливают первую литейную форму 16 путем укладки на первый шаблон 2, на первую базовую поверхность 3a и на первые стенки 4 первого образца 3 множества слоев волокна, в частности углеродного волокна, предварительно пропитанного полимером, известного также под наименованием pre-preg. На чертежах ради простоты первый шаблон 3 и первая базовая поверхность 3а показаны перевернутыми, однако предпочтительно, чтобы во время этого рабочего этапа они были повернуты вверх для упрощения укладки этих слоев. В частности, первая литейная форма 16 включает в себя первый внутренний слой 17 и (или) второй внутренний слой 18. Предпочтительно, чтобы внутренний слой 17 содержал предварительно пропитанные волокна типа 1K (1000 нитей на волокно), миткалевого переплетения PW, с удельным весом 100 г/м2 и толщиной 0,1 мм, в то время как второй внутренний слой 18 содержал волокна типа 3K (3000 нитей на волокно), саржевого переплетения TW 2×2, с удельным весом 200 г/м2 и толщиной 0,25 мм. Волокна внутренних слоев 17 и (или) 18 по существу параллельны или перпендикулярны друг другу. Полоски предварительно пропитанного волокна (не показаны на чертежах) могут быть проложены между внутренним слоем 17 или 18 и углами первого шаблона 2 и (или) углами, образовавшимися между первой базовой поверхностью 3а и первым шаблоном 2, первыми стенками 4 и (или) вторым гребнем 6, чтобы сделать эти углы более острыми.
Первый образец 3 содержит, по меньшей мере, одну выступающую часть ЗЬ между первыми гребнями 5 и первым шаблоном 2, которая выступает из первой базовой поверхности 3а на разность высот H3, составляющую от 0,1 до 1 мм.
Затем на внутренние слои 17 и (или) 18 накладывают один или более первых промежуточных слоев 19, в частности, от четырех до шести промежуточных слоев, после чего одевают первые втулки 20 на первые штифты 8 и укладывают один или более вторых промежуточных слоев 21, в частности, от четырех до шести промежуточных слоев, на первые промежуточные слои 19 и первые втулки 20, таким образом втулки интегрируют в первую литейную форму 16.
Промежуточные слои 19 и (или) 21 содержат предварительно пропитанные волокна типа 12K (12000 нитей на волокно), саржевого переплетения TW 2×2, с удельным весом 700 г/м2 и толщиной 0,4 мм. Волокна промежуточных слоев 19 и (или) 21 по существу параллельны, диагональны (±45°) или перпендикулярны друг другу. По меньшей мере, один внешний слой 22 накладывается на вторые промежуточные слои 21 и содержит предварительно пропитанные волокна типа 3K (3000 нитей на волокно), саржевого переплетения TW 2×2, с удельным весом 200 г/м2 и толщиной 0,25 мм. Таким образом, удельный вес и (или) толщина промежуточных слоев 19, 21 больше, чем удельный вес и (или) толщина внутренних слоев 17, 18 и (или) внешнего слоя 22. Первые втулки 20 имеют внутреннюю резьбу 23.
В ходе наложения слоев, в частности, после наложения друг на друга двух, трех или четырех слоев, внутренние слои 17, 18, промежуточные слои 19, 21 и (или) внешний слой 22 прижимают к образцу 3 посредством этапов уплотнения, в ходе которых самый внешний слой покрывают слоем, предотвращающим прилипание и слоем вентилирующего материала, после чего образец 3 вставляют в вакуумный мешок, который прижимает слои, уже наложенные на образец 3, за счет воздействия внешнего давления на вакуумный мешок. Эти этапы уплотнения могут включать с себя выдержку первого образца 3 вместе с вакуумным мешком в автоклаве под давлением от 1 до 10 бар для создания дополнительного давления на вакуумный мешок.
Внутренние слои 17 и (или) 18, промежуточные слои 19, 21 и (или) внешний слой 22 накладывают также на первые гребни 5, второй гребень 6 и округлые выпуклости 7, в то время как в них оставляются отверстия для прохождения первых штифтов 8 первого образца 3. Первая литейная форма 16 содержит всего, по меньшей мере, 10 слоев, а именно один внутренний слой 18, восемь промежуточных слоев 19, 21 и один внешний слой 22. Перед наложением каждому слою 17, 18, 19, 21 и (или) 22 придается форма с помощью цифрового управляющего устройства на основе данных, соответствующих форме и размерам первого образца 3.
Изготовление первой литейной формы 16 завершается этапом вулканизации под давлением, в ходе которого образец 3 с втулками 20 и слоями 17, 18, 19, 21 и (или) 22, как всегда покрытый сверху слоем, предотвращающим прилипание, и слоем вентилирующего материала, вставляют в вакуумный мешок, а его, в свою очередь, помещают в автоклав, так что слои соединяются друг с другом под давлением и при температуре, подходящих для вулканизации полимера, которым они пропитаны.
Обращаясь к Фиг.8 и 9, можно видеть, что первая литейная форма, извлеченная из автоклава, охлажденная и отделенная от первого образца 3, содержит, по меньшей мере, первую полость 24, по существу комплементарную с первым шаблоном 2 первого образца 3, по существу с той же шириной W, той же глубиной D и той же высотой H1. Первая литейная форма 16 имеет, по меньшей мере, одну первую поверхность 16a контакта, выполненную заодно с первой полостью 24. Первая поверхность 16a контакта выступает полностью или, по меньшей мере, частично, вокруг первой полости 24 и по существу комплементарна с первой базовой поверхностью 3а первого образца 3. Первая литейная форма содержит также одну или более первых боковых стенок 16b, по существу соответствующих первым стенкам 4 первого образца 3 и по существу перпендикулярных первой поверхности 1ба контакта. Как видно из чертежей, первые боковые стенки 16b выступают из первой поверхности 16а контакта таким образом, что первая литейная форма 16 имеет форму ванны. Один или более первых каналов 25, по существу комплементарных с первыми гребнями 5 первого образца 3, расположены на первой поверхности 16а контакта первой литейной формы 16 вокруг первой полости 24, в то время как, по меньшей мере, второй канал 26, по существу комплементарный со вторым гребнем 6 первого образца 3, расположен на первой поверхности 16а контакта вокруг первых каналов 25. Первые каналы 25 соединены с одним или более углублениями 27, по существу комплементарными с округлыми выступами 7 первого образца 3. Множество первых отверстий 28 выполнено на первой поверхности 16а контакта первой литейной формы 16 в соответствии с расположением первых втулок 20, а точнее, с расположением первых штифтов 8 первого образца 3.
Когда первая литейная форма 16 отделена от первого образца 3, первые каналы 25 и (или) второй канал 26 могут еще содержать секции, используемые в качестве первых гребней 5 и (или) второго гребня 6, так как секции могут отклеиваться от первого образца 3. В таком случае сегменты извлекают из первых каналов 25 и (или) второго канала 26 для повторного использования или замены. По меньшей мере, одну трубчатую прокладк7 29, выдерживающую температуры от -60° до 220° и имеющую твердость до 60 единиц по шкале Шора, вставляют во второй канал 26.
Первая поверхность 1ба контакта имеет, по меньшей мере, одну щель 30, по существу комплементарную с выступающей частью 3b первого образца 3 между первыми каналами 25 и первой полостью 24. Толщина H3 щели 30 составляет от 0,1 до 1 мм, в то время как длина L1 щели 30 составляет от 5 до 300 мм.
Одно или более ребер 31 жесткости, предпочтительно выполненных из композиционного материала, в частности, с углеродным волокном, прикреплены к первой литейной форме 16 со стороны, противоположной первой поверхности 16а контакта, в частности, посредством клейких и (или) дополнительных предварительно пропитанных слоев 32, накладываемых поверх первых ребер 31 и первой литейной формы 16, а также спрессованных и завулканизированных в вакуумном мешке в автоклаве. Первые ребра 31 формируют сетку и предпочтительно соединены с первыми боковыми стенками 16b первой литейной формы 16. Первые центрирующие устройства 33 и (или) первые механические устройства 34 крепления, например рычажные замки, крепятся снаружи первых стенок 16b первой литейной формы 16.
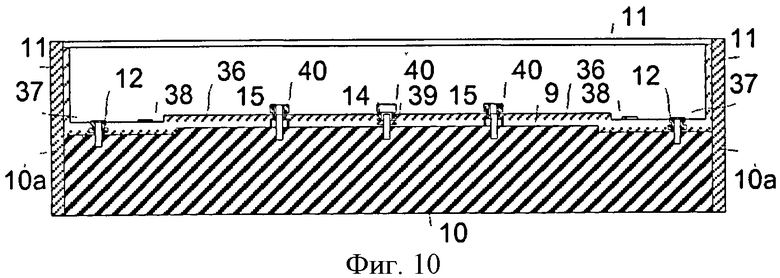
Обращаясь к Фиг.10 можно видеть, что четвертый рабочий этап способа включает в себя распыление заполнителя пор и обработку отделяющим веществом второго образца 10, а также создание второй литейной формы 36 путем наложения на второй шаблон 9, на вторую базовую поверхность 10a и на вторые стенки 11 второго образца 10 множества предварительно пропитанных полимером слоев, некоторые из которых выполнены с отверстиями для штифтов 12, 13 и 14. В частности, вторая литейная форма 36 содержит первый внутренний слой и (или) второй внутренний слой, множество промежуточных слоев, в частности, по меньшей мере, восемь промежуточных слоев, а также, по меньшей мере, один внешний слой такого же качества, как и слои первой литейной формы 16. Полоски предварительно пропитанных полимером волокон могут быть проложены между внутренним слоем и углами второго шаблона 9 и (или) углами, образовавшимися между второй базовой поверхностью 10a и вторым шаблоном 9 и (или) вторыми стенками 11, чтобы сделать эти углы более острыми.
Вторые втулки 37, одна или более третьих втулок 38 и, по меньшей мере, одна четвертая втулка 39 одеваются на вторые штифты 12, на третьи штифты 13 и на четвертый штифт 14 соответственно второго образца 10, между двух промежуточных слоев, в частности, между группой из первых четырех промежуточных слоев и группой из восьми вторых промежуточных слоев. Одна или более пятых втулок 40 вместо этого одеваются на пятые штифты 15 второго образца 10 перед наложением слоев на последний, так что пятые втулки 40 находятся на одном уровне со вторым шаблоном 9. Третьи втулки 38 и четвертая втулка 39 по сути одинаковые. Третьи втулки 38, четвертая втулка 39 и пятые втулки 40 имеют внутреннюю резьбу. Расстояние между двумя соседними первыми втулками 20 или вторыми втулками 37 составляет от 35 до 100 мм, предпочтительно 70 мм.
Слои второй литейной формы 36 прижимают ко второму образцу 10 в ходе выполнения этапов уплотнения по типу, описанному выше для первой литейной формы 16, с применением или без применения автоклава.
Изготовление второй литейной формы 36 завершается этапом вулканизации под давлением, в ходе которого образец 10 с предварительно пропитанными полимером слоями и втулками 37, 38, 39, 40, как всегда покрытые слоем, предотвращающим прилипание и слоем вентилирующего материала, помещают в вакуумный мешок, а его, в свою очередь, помещают в автоклав, так что слои соединяются друг с другом под давлением и при температуре, подходящих для вулканизации полимера, которым они пропитаны.
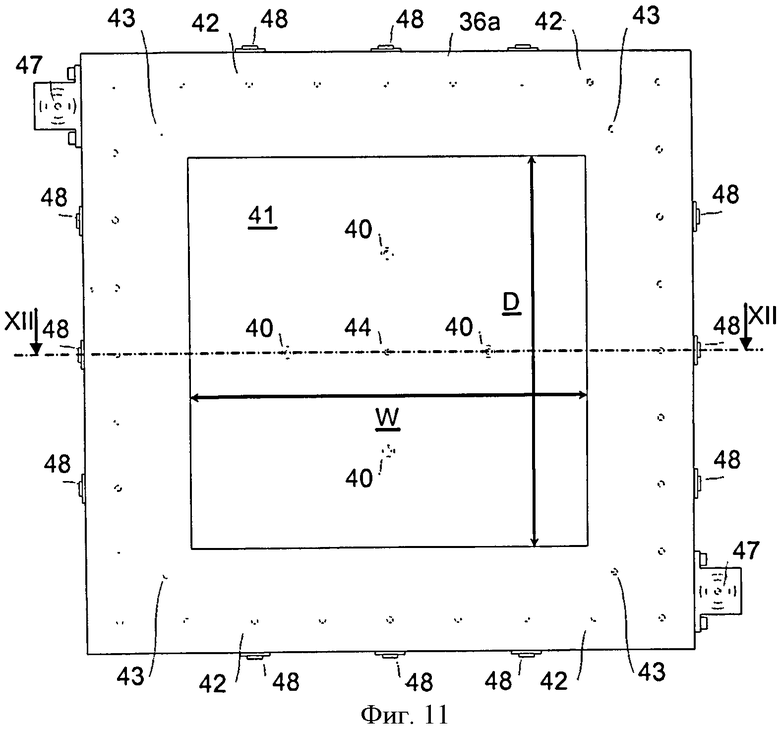
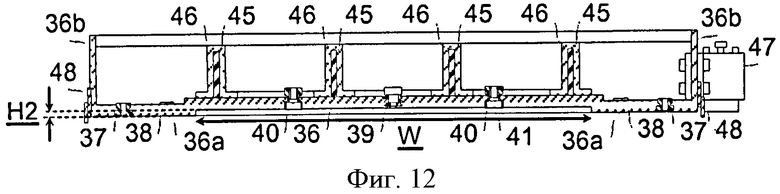
Обращаясь к Фиг.11 и 12, можно видеть, что вторая форма 36, извлеченная из автоклава, охлажденная и отделенная от второго образца 10, содержит, по меньшей мере, вторую полость 41, по существу комплементарную со вторым шаблоном 9 второго образца 10, с по существу той же шириной W, той же глубиной D и той же высотой H2. Вторая литейная форма 36 имеет, по меньшей мере, одну вторую поверхность 36a контакта, выполненную заодно со второй полостью 41. Вторая поверхность 36a контакта выступает полностью или, по меньшей мере, частично, вокруг второй полости 41 и по существу комплементарна со второй базовой поверхностью 10a второго образца 10. Вторая литейная форма 36 содержит также одну или более вторых боковых стенок 36b, по существу соответствующих вторым боковым стенкам 11 второго образца 10 и по существу перпендикулярных второй поверхности 36a контакта. Как видно из чертежей, вторые боковые стенки 36b выступают из второй поверхности 36a контакта таким образом, что вторая литейная форма 36 имеет по существу форму ванны. Вторые отверстия 42 и третьи отверстия 43 расположены на второй поверхности 36a контакта второй литейной формы 36 в соответствии с расположением вторых втулок 37 и третьих втулок 38 соответственно, а именно, в соответствии с расположением вторых штифтов 12 и третьих штифтов 13 второго образца 10. Четвертые отверстия 44 и пятые втулки 40 ведут вместо этого во вторую полость 41, причем пятые втулки 40 выполнены на одном уровне со второй полостью 41.
Расстояния между поверхностями 16a и 36a контакта и втулками 20,37 или 38, или между полостью 41 и четвертой втулкой 39 больше 0,2 мм.
Одно или более вторых ребер 45 жесткости, предпочтительно выполненных из композиционного материала, в частности, с углеродным волокном, прикреплены ко второй литейной форме 36 со стороны, противоположной второй поверхности 36a контакта, в частности, посредством клейких и (или) дополнительных предварительно пропитанных слоев 32, накладываемых поверх вторых ребер 45 и второй литейной формы 36, а также спрессованных и завулканизированных в вакуумном мешке в автоклаве. Вторые ребра 45 формируют сетку и предпочтительно соединены со вторыми боковыми стенками 36b второй литейной формы 36. Вторые центрирующие устройства 47 и (или) вторые механические устройства 48 крепления, например, рычажные замки, крепятся снаружи вторых стенок 36b второй литейной формы 36 в местах, по существу соответствующих местам расположения первых центрирующих устройств 33 и первых механических устройств 34 крепления соответственно первой литейной формы 16.
Ребра 31, 45 предпочтительно устанавливают на литейные формы 16, 36 до снятия последних с соответствующих образцов 3,10.
Обращаясь к Фиг.13 и 14, можно видеть, что пятый рабочий этап способа включает в себя предварительное формование и укладку одной или более подложек 49 в первую полость 24 первой литейной формы 16 и (или) второй полости 41 второй литейной формы 36. Третьи втулки 38 второй литейной формы 36 снабжены инжекторами 50, соединенными с входными отверстиями 51. Расстояние между двумя соседними инжекторами 50 составляет от 400 до 1500 мм. Четвертая втулка 39 второй литейной формы 36 оснащается всасывающим раструбом 52, соединенным с выходным отверстием 53. Пятые втулки 40 второй литейной формы 36 снабжены экстракторами 54. Подложки 49 содержат слои волокон, в частности, углеродных волокон, которые являются сухими, а именно, имеют весовое содержание полимера от 0 до 10%, предпочтительно 5%.
Затем первую литейную форму 16 совмещают со второй литейной формой 36 с помощью центрирующих устройств 33, 47, после чего первую литейную форму 16 скрепляют со второй литейной формой 36 с помощью винтов 55, вставляемых во вторые втулки 37 и закручиваемых в впервые втулки 20, а также путем взаимного соединения механических устройств 34, 48 крепления таким образом, чтобы образовать формовочное устройство, содержащее первую литейную форму 16 и вторую литейную форму 36. Другие варианты осуществления могут содержать только втулки 20, 37, только механические устройства 34, 38 крепления и (или) другие механические устройства крепления. Литейные формы 16, 36 оказываются после этого подогнанными одна к другой таким образом, что поверхности 16a и 36a контакта прижимаются друг к другу, при этом сжимая прокладку 29, обеспечивающую герметичность соединения литейных форм 16,36.
На шестом рабочем этапе способа литейные формы 16, 36 разогревают до температуры от 23° до 70°, предпочтительно 60°, после чего в полости 24, 41 между первой литейной формой 16 и второй литейной формой 36 через входные патрубки 51, инжекторы 50, углубления 27, первые каналы 25 и щель 30 инжектируют полимер, подогретый до температуры от 40° до 70°, предпочтительно до 60°, под давлением от 0,5 до 3,5 бар. Стрелки на Фиг.14 показывают путь, проходимый полимером до того момента, когда он достигнет подложки 49 и полностью пропитает ее. Одновременно осуществляется отсос воздуха из всасывающего раструба 52 и из выходного патрубка 53 до тех пор, пока полимер не достигнет всасывающего раструба 52, после чего инжекция полимера прекращается. При инжекции полимера в полости 24, 41, зоны втекания полимера, а именно, щель 30, находятся ниже уровня расположения зон откачки, а именно, ниже всасывающего раструба 52. Во время упомянутого всасывания давление в полостях 24, 41 в местах, не заполненных полимером, опускается ниже 0,5 бар, в частности находится в пределах от 0,001 до 0,02 бар.
Когда инжекция полимера закончена, литейные формы 16, 36 помещают в печь или автоклав и медленно разогревают (со скоростью 2-4° в минуту) от температуры инжекции до температуры вулканизации, лежащей в диапазоне от 90° до 100°С, выдерживают при этой температуре в течение одного часа, а затем увеличивают температуру до температуры последующей вулканизации, лежащей в диапазоне от 120° до 160°C, и выдерживают в течение около двух часов. В конце цикла вулканизации литейные формы 16, 36 охлаждают до температуры от 40° до 70°C и открывают, так что конечное изделие 1, включающее в себя подложки 49, составляющие единое целое с вулканизированным полимером, может быть извлечено, в частности, с использованием экстрактора 54, для обработки и чистки. Цикл вулканизации и последующей вулканизации зависит от химических свойств полимера применяемого для пропитки сухого материала.
Обращаясь к Фиг.15, можно видеть, что во время подготовки второй литейной формы 36 инжектор 50, имеющий наружную резьбу, вкручивают в третью втулку 38, уже вмонтированную во вторую литейную форму 36, чтобы прижать первую кольцевую прокладку 56, установленную между инжектором 50 и третьей втулкой 38. Затем входной патрубок 51 вставляют в инжектор 50 и фиксируют с помощью кольца 57, которое навинчивают на инжектор 50, чтобы прижать вторую кольцевую прокладку 58 к входному патрубку 51. Всасывающий раструб 52 и выходной патрубок 53 имеют такую же конструкцию и работают так же, как инжектор 50 и входной патрубок 51.
Обращаясь к Фиг.16, можно видеть, что во время подготовки второй литейной формы 36 плунжер 59, имеющий ножку 60, вставляют в пятую втулку 40, уже вмонтированную во вторую литейную форму 36 таким образом, чтобы прижать кольцевую прокладку 61, установленную в цилиндрическом седле, выполненном в пятой втулке. 40 для головки плунжера 59. Ножку 60 плунжера соединяют с кольцом 62 с резьбой, которое вкручивают в пятую втулку 40, так что при вращении кольца 62 с резьбой головка плунжера 59 перемещается в осевом направлении и выступает из второй литейной формы 36.
Обращаясь к Фиг.17, можно видеть, что первое центрирующее устройство 33 включает в себя первую головку в форме конуса или усеченного конуса, которая может быть настроена в осевом направлении с помощью винта 64. Пружина 65 создает прижимное усилие для первой головки 63 в осевом направлении относительно винта 64, поглощая возможные динамические воздействия во время стыковки литейных форм 16, 36. Второе центрирующее устройство 47 включает в себя вторую головку 66 с седлом в форме конуса или усеченного конуса, по существу комплементарном с первой головкой 63. Вторая головка 66 также может быть настроена в осевом направлении с помощью винта 67. Первая головка 63 и вторая головка 66 дополнительно могут настраиваться в поперечном направлении путем перемещения первой пластины 68 первого центрирующего устройства 33 и (или) второй пластины 69 второго центрирующего устройства 47, чтобы таким образом обеспечить совместно с осевой подстройкой точное совпадение литейных форм 16, 36 в трех измерениях. Пластины 68, 69 имеют отверстия для установки винтов 64, 67 с возможностью скольжения в осевом направлении.
В альтернативных вариантах осуществления функциональная часть первой литейной формы или второй литейной формы, а именно, часть литейной формы, содержащая поверхности, обращенные к подложкам 49, и которая контактирует, по меньшей мере, с одной частью конечного изделия 1 в конце способа, может не иметь полости, но может быть плоской или даже содержать выпуклость, комплементарную с полостью другой литейной формы. В таких случаях шаблоны образца могут быть плоскими и (или) иметь полости. В других вариантах осуществления вторая литейная форма может быть выполнена с первыми каналами и (или) со вторым каналом, в то время как первая литейная форма может быть выполнена с экстракторами, инжекторами и (или) всасывающим раструбом. Формовочные устройства в соответствии с иными вариантами осуществления могут содержать более двух комплементарных литейных форм, взаимно соединяемых с помощью механических устройств крепления.
Обращаясь к Фиг.18, можно видеть, что, например, во втором варианте осуществления настоящего изобретения первая литейная форма 16 имеет экстракторы 54 и по существу плоскую форму, а именно, по существу лишенную полости для подложек 49, в то время как вторая литейная форма имеет полость для подложек 49 и канал 26 для прокладки 29.
Прочие изменения и дополнения могут быть сделаны специалистами в данной области техники в отношении раскрытых выше и проиллюстрированных вариантов осуществления, при этом оставаясь в рамках объема нижеследующей формулы изобретения.

Настоящее изобретение относится к литейной форме, выполненной из композиционного материала, а также к способу, в котором может быть использована данная литейная форма. Техническим результатом изобретения является снижение веса и уменьшение размеров литейной формы, а также повышение качества и сокращение времени изготовления готовых изделий. Технический результат достигается способом изготовления изделий, выполняемых из композиционных материалов, который включает в себя следующие этапы. Укладка одной или более подложек в полость литейной формы, выполненной из композиционного материала. Герметическое замыкание литейной формы с помощью механических устройств крепления. Вакуумирование полости и инжекция полимера в полость под давлением от 0,5 бар до 3,5 бар, в частности от 1,5 до 2,5 бар, чтобы пропитать подложки инжектированным полимером. Нагревание литейной формы для вулканизации полимера, который пропитывает подложки в полости. 3 н. и 14 з.п. ф-лы, 18 ил.
1. Способ изготовления изделий (1), выполняемых из композиционных материалов, отличающийся тем, что включает в себя следующие этапы:
- укладку одной или более подложек (49), по меньшей мере, в одну полость (24, 41), по меньшей мере, одной литейной формы (16, 36), выполненной из композиционного материала;
- герметическое замыкание литейной формы (16, 36) с помощью механических устройств (20, 34, 37, 48, 55) крепления;
- вакуумирование полости (24, 41) и инжекция полимера в полость (24, 41) под давлением ниже 2 бар и более 1,5 бар, чтобы пропитать подложки (49) инжектированным полимером;
- нагревание литейной формы (16, 36) для вулканизации полимера, который пропитывает подложки (49) в полости (24, 41).
2. Способ по п. 1, отличающийся тем, что литейную форму (16, 36) нагревают в печи или в автоклаве для вулканизации полимера.
3. Способ по п. 1, отличающийся тем, что литейную форму (16, 36) нагревают, в частности, до температуры 25-70°C, прежде чем инжектировать полимер.
4. Способ по п. 1, отличающийся тем, что во время вакуумирования давление в пространствах полости (24, 41), которые не заполнены полимером, ниже 0,5 бар, в частности составляет от 0,001 до 0,02 бар.
5. Способ по п. 1, отличающийся тем, что после вулканизации полимера литейную форму (16, 34) охлаждают и открывают при температуре от 40° до 70°C.
6. Способ по п. 1, отличающийся тем, что на предварительном этапе литейную форму (16, 36) изготавливают путем укладки и вулканизации множества слоев (17, 18, 19, 21, 22) волокон, в частности углеродных волокон, по меньшей мере, на одном образце (3, 10), содержащем шаблон (2, 9), по меньшей мере, одной части изделия (1), которое должно быть изготовлено с использованием литейной формы (16, 36), при этом волокна упомянутых слоев (17, 18, 19, 21, 22) до их укладки на образец (3, 10) предварительно пропитаны полимером.
7. Способ по п. 6, отличающийся тем, что одну или более втулок (20, 37, 38, 39, 40) устанавливают на образце (3, 10) перед укладкой слоев (17, 18, 19, 21, 22) или устанавливают между слоями (19, 21) во время их укладки на образец (3, 10).
8. Способ по п. 7, отличающийся тем, что втулки (20, 37, 38, 39, 40) надевают на один или более штифтов (8, 12, 13, 14, 15), выступающих из шаблона (9) или из базовой поверхности (3a, 10a), которая выступает, по меньшей мере, частично вокруг шаблона (2, 9).
9. Способ по любому из пп. 1-8, отличающийся тем, что полость (24, 41) образована, по меньшей мере, между двумя комплементарными литейными формами (16, 36), выполненными из композиционного материала.
10. Литейная форма (16, 36) для изготовления изделий (1), выполненных из композиционных материалов с применением способа по любому из пп. 1-9, при этом упомянутая литейная форма (16, 36) содержит, по меньшей мере, одну функциональную часть (24, 41), выполненную из цельного композиционного материала, по меньшей мере, с одной поверхностью (16a, 36a) контакта, выполненной из композиционного материала, которая выступает, по меньшей мере, частично вокруг функциональной части (24, 41), отличающаяся тем, что множество втулок (20, 37, 38, 39, 40) вмонтированы в литейную форму (16, 36).
11. Литейная форма по п. 10, отличающаяся тем, что она снабжена одним или более механическими устройствами (20, 34, 37, 48, 55) крепления для соединения, по меньшей мере, с другой литейной формой (16, 36), устройства крепления которой включают в себя множество упомянутых втулок (20, 37), вмонтированных в литейную форму (16, 36).
12. Литейная форма по п. 11, отличающаяся тем, что расстояние между двумя соседними втулками (20, 37) литейной формы (16, 36) составляет от 35 до 100 мм.
13. Литейная форма по п. 10, отличающаяся тем, что один или более инжекторов (50) для инжекции полимера и (или), по меньшей мере, один всасывающий раструб (52) вкручены в одну или более упомянутых втулок (38, 39), вмонтированных в литейную форму (36).
14. Литейная форма по п. 13, отличающаяся тем, что входной патрубок (51) или выходной патрубок (53) вставлены в инжектор (50) или во всасывающий раструб (52) соответственно и закреплены посредством кольца (57), навинченного на инжектор (50) или всасывающий раструб (52) таким образом, чтобы прижимать кольцевую прокладку (58) к входному (51) или выходному (53) патрубку.
15. Литейная форма по п. 10, отличающаяся тем, что один или более экстракторов (54) для экстрагирования конечного изделия (1) из функциональной части (24, 41) вкручены в одну или более упомянутые втулки (40), вмонтированные в литейную форму (16, 36).
16. Литейная форма по п. 15, отличающаяся тем, что экстракторы (54) содержат плунжер (59), соединенный с кольцом (62) с резьбой, которое вкручено во втулку (40) таким образом, что при вращении кольца (62) с резьбой головка плунжера (59) движется в осевом направлении и выдвигается из литейной формы (16, 36).
17. Формовочное устройство, содержащее, по меньшей мере, две комплементарные литейные формы (16, 36) в соответствии с любым из пп. 10-16.
| US 6638466 B1, 28.10.2003 | |||
| FR 2864801 A, 08.07.2005 | |||
| JP 2003014938 A, 15.01.2003 | |||
| СПОСОБ РЕЗОНАНСНОГО ВОЗБУЖДЕНИЯ ЖИДКОСТИ И СПОСОБ И УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ ЖИДКОСТИ | 2002 |
|
RU2232630C2 |
| СПОСОБ ПОЛУЧЕНИЯ, РЕМОНТА ИЛИ РЕКОНСТРУКЦИИ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ КОМПОЗИЦИОННОГО ЭЛЕМЕНТА ИЛИ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2224655C2 |
| СПОСОБ УПЛОТНЕНИЯ ВОЛОКНИСТЫХ СТРУКТУР МЕТОДОМ ИНЖЕКЦИИ ПОЛИМЕРА В ФОРМУ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2391209C2 |

