Изобретение относится к обработке проволоки и может быть использовано для изготовления изделий, включающих спирали, преимущественно с малым внутренним диаметром из проволоки малого диаметра.
Известен способ изготовления изделий с проволочной спиралью, включающий перемещение изготовленной спирали к месту присоединения ее к изделию и присоединение концов спирали к элементам изделия [Денисов В.П. Производство электрических источников света. М.: Энергия, 1975. - 488 с.].
Недостатком известного способа являются ограниченные технологические возможности, выражающиеся в недостаточной стабильности сохранения геометрических параметров спирали, полученных при ее изготовлении, в процессе присоединении спирали к элементам изделия.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления изделий с проволочной спиралью, включающий изготовление проволочных спиралей, отделение одной спирали, перемещение ее и изделия к месту присоединения спирали к изделию и присоединение концов спирали к элементам изделия [Ульмишек Л.Г. Производство электрических ламп накаливания. М-Л: Энергия, 1966, стр. 428-435].
Недостатком известного способа являются ограниченные технологические возможности, выражающиеся в невозможности сохранения и корректировки геометрических параметров спирали (в частности, равномерности шага спирали), полученных при ее изготовлении, в процессе присоединении спирали к элементам изделия.
Задачей, на решение которой направлено изобретение, является обеспечение возможности сохранения и корректировки геометрических параметров спирали (в частности, равномерности шага спирали), полученных при ее изготовлении, в процессе соединении спирали к элементам изделия.
Достигаемый технический результат - расширение технологических возможностей.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе изготовления изделий с проволочной спиралью, предназначенных для ламп накаливания или датчиков газоанализаторов, включающем изготовление проволочных спиралей, перемещение спирали для соединения ее с элементами заготовки изделия и присоединение концов спирали к элементам заготовки изделия, в процессе изготовления проволочных спиралей осуществляют их упорядоченно ориентированное размещение путем поочередного наматывания проволоки на по меньшей мере три оправки, имеющие основание, и фиксации на основании концов спиралей, при этом перемещение спирали и присоединение концов спирали к элементам заготовки изделия осуществляют в зафиксированном положении спирали с последующим отделением присоединенной спирали от остальных спиралей.
Предложенное изобретение поясняется графическими материалами, где:
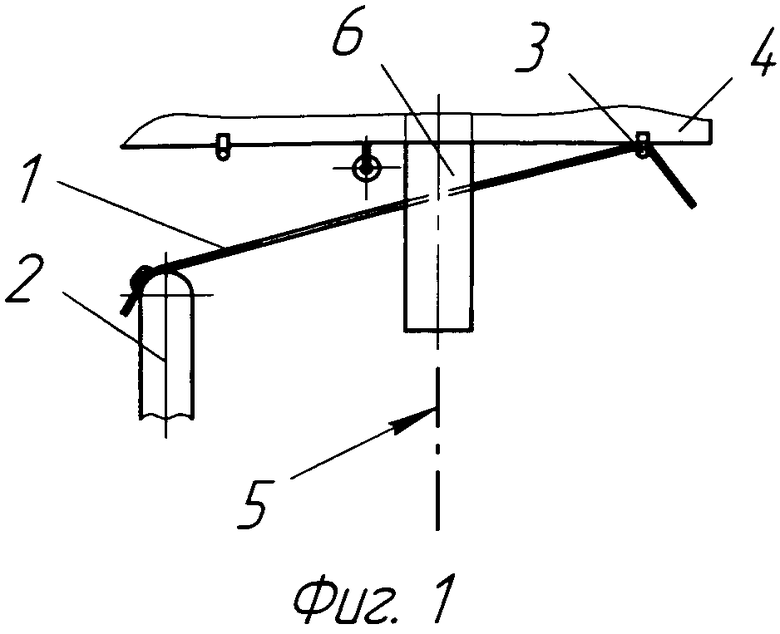
- на фиг. 1 схематично показано начало осуществления способа;
- на фиг. 2 показано положение в конце навивки спирали;
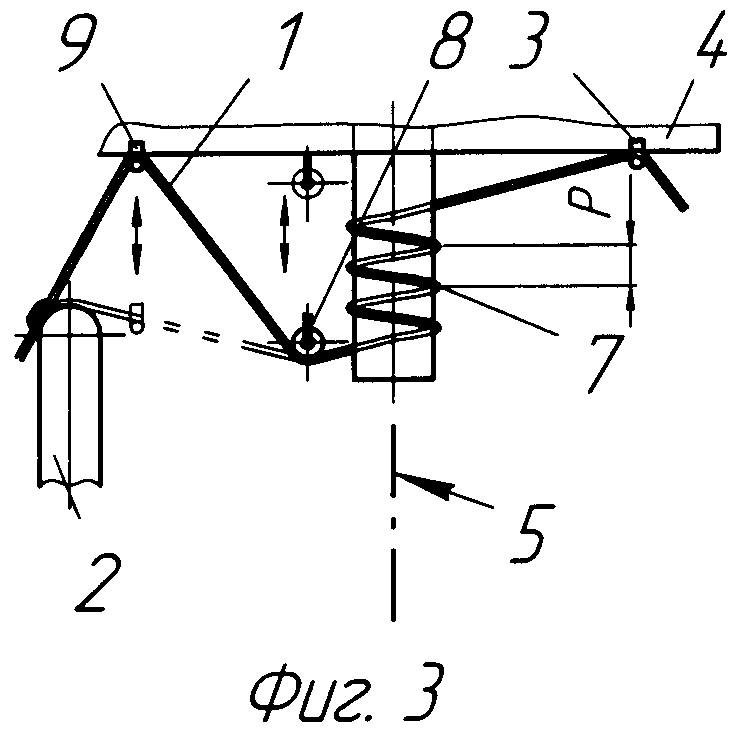
- на фиг. 3 показано положение после фиксации спирали;
- на фиг. 4 показано положение после навивки и фиксации 2-й спирали;
- на фиг. 5 показано положение после навивки и фиксации 3-й спирали, прикрепления концов первой спирали к элементам изделия и отделения ее от других спиралей;
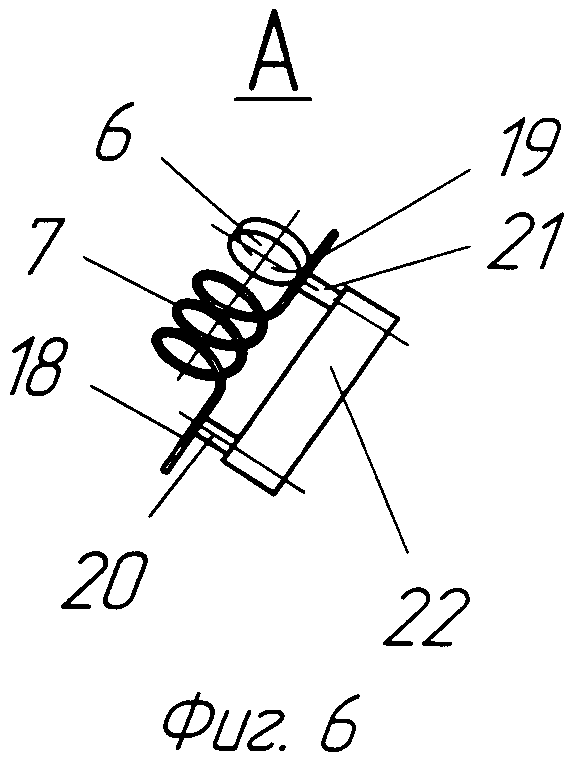
- на фиг. 6 показан вид А на фиг. 5;
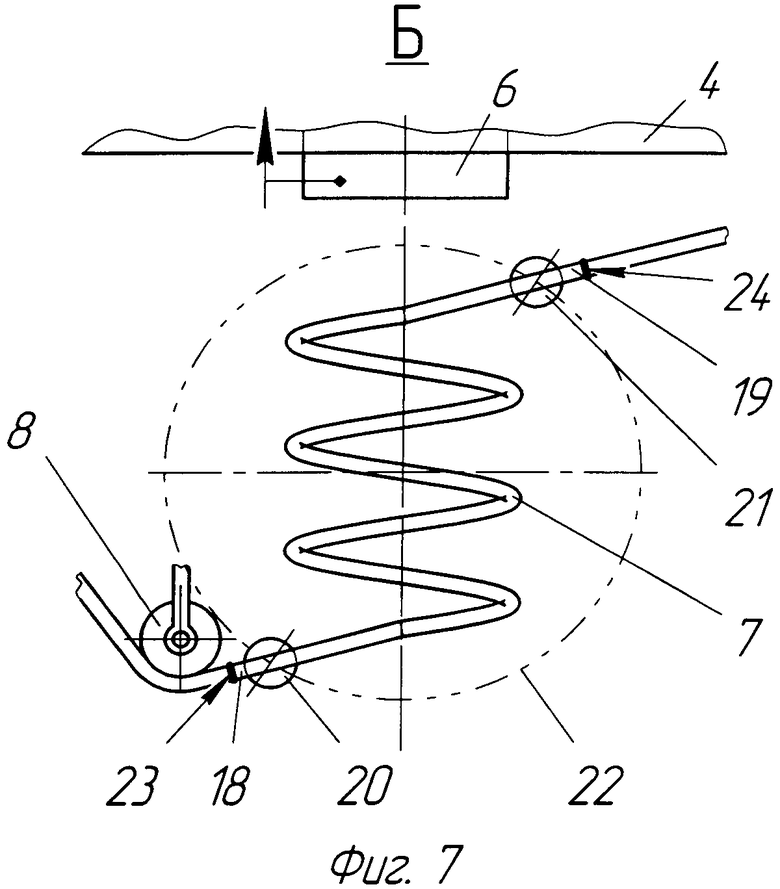
- на фиг. 7 показано место Б на фиг. 5.
Способ осуществляют следующим образом.
Конец проволоки 1 посредством поводка 2 сматывают с катушки (катушка на чертеже не показана) и закрепляют посредством фиксатора 3 на основании 4 (фиг. 1). Перед этим ось вращения 5 поводка 2 совмещают с осью оправки 6. Поводок 2 вращают вокруг оси 5, проволока 1 сматывается с катушки и наматывается на оправку 6, образуя спираль 7 (фиг. 2). После получения требуемого количества витков спирали 7 наматывание проволоки 1 на оправку 6 прекращают. Воздействуя регулятором 8 на проволоку, 1 спирали 7 придают требуемый равномерный межвитковый шаг Р, фиксатором 9 проволоку 1 закрепляют на основании 4 (фиг. 3). Перемещая основание 4, совмещают ось вращения 5 поводка 2 с осью второй оправки 10, вращают поводок 2, наматывая спираль 11 на оправку 10, регулятором 12 придают требуемый равномерный межвитковый шаг P, фиксатором 13 проволоку 1 закрепляют на основании 4 (фиг. 4). Далее повторяют операции для изготовления следующей спирали 14: перемещая основание 4 совмещают ось вращения 5 поводка 2 с осью третьей оправки 15, вращают поводок 2, наматывая спираль 14 на оправку 15, регулятором 16 придают требуемый равномерный межвитковый шаг P, фиксатором 17 проволоку 1 закрепляют на основании 4 (фиг. 5). Вместе с основанием 4 перемещаются оправки 6, 10, 15 со спиралями 7, 11, при этом вместе с совмещением оси вращения 5 поводка 2 с осью третьей оправки 15 оправка 6 со спиралью 7 попадают на место прикрепления концов 18, 19 спирали 7 к элементам 20, 21 заготовки изделия 22.
Одновременно с изготовлением спирали 14 производят прикрепление концов 18, 19 спирали 7 к элементам 20 и 21 заготовки изделия 22. Прикрепление концов 18, 19 спирали 7 к элементам 20, 21 заготовки изделия 22 могут осуществлять посредством электросварки (например, контактной), пайки или путем пластического деформирования элементов 20, 21. Возможно применение других известных способов соединения деталей. Концы 18, 19 спирали 7 отделяют (например, отрезают в местах 23, 24) от проволоки 1 и изделие 22 со спиралью 7 удаляют с оправки 6. Удаление можно производить, перемещая оправку 6 в осевом направлении (фиг. 5, 6, 7) или перемещая изделие 22 в осевом направлении (снимая спираль 7 с оправки 6). Затем повторяют цикл: перемещая основание 4, совмещают ось вращения 5 поводка 2 с осью оправки, следующей после оправки 15, при этом следующая после оправки 6 оправка 10 со спиралью 11 перемещается на место прикрепления концов 18, 19 спирали 11 к элементам 20, 21 заготовки изделия 22.
Фиксирование спирали после ее изготовления, перемещение изготовленных спиралей в зафиксированном положении и отделение одной спирали от остальных после присоединения концов спирали к элементам изделия позволяет сохранить геометрическую форму спирали.
Изготовление проволочных спиралей путем последовательного наматывания проволоки на цилиндрические оправки с фиксированием одного конца проволоки относительно оправки перед началом намотки и другого - после окончания намотки и регулировки шага спирали позволяет получить и сохранить требуемые геометрические параметры спирали.
Предложенный способ изготовления изделий с проволочными спиралями обеспечивает возможность сохранения геометрических параметров спирали (в частности, равномерности шага спирали), полученных при ее изготовлении, в процессе присоединении спирали к элементам изделия.
Анализ на соответствие условиям патентоспособности заявленного технического решения показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном способе отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования при производстве чувствительных элементов, например газоанализаторов;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект по действующему законодательству соответствует требованиям, предъявляемым к объектам для обеспечения их правовой охраны в качестве изобретения, а именно критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПРОВОЛОЧНОЙ СПИРАЛЬЮ | 2013 |
|
RU2556169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2015 |
|
RU2614914C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2011 |
|
RU2466820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2199413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ УПРУГОЙ ОБОЛОЧКИ | 2020 |
|
RU2744077C1 |
| ВИБРОИЗОЛЯТОР С БОЛЬШИМ ХОДОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2520230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ОСЕВОГО ПРЕССОВАНИЯ ДНА И ТОРЦА ЗАГОТОВКИ ДЕТАЛЕЙ ТИПА ДЛИННОМЕРНОГО ТЕЛА ВРАЩЕНИЯ С ОСЕВЫМ ОТВЕРСТИЕМ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2006 |
|
RU2343036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1971 |
|
SU293499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |


Изобретение относится к машиностроению и может быть использовано при изготовлении изделий с проволочной спиралью, предназначенных для ламп накаливания или датчиков анализаторов. Способ включает изготовление проволочных спиралей, перемещение спирали для соединения ее с элементами заготовки изделия и присоединение концов спирали к элементам заготовки изделия. В процессе изготовления проволочных спиралей осуществляют их упорядоченно ориентированное размещение путем поочередного наматывания проволоки на по меньшей мере три оправки, имеющие основание, и фиксации на основании концов спиралей, при этом перемещение спирали и присоединение концов спирали к элементам заготовки изделия осуществляют в зафиксированном положении спирали с последующим отделением присоединенной спирали от остальных спиралей. Обеспечивается возможность сохранения и корректировки геометрических параметров спирали в процессе соединения спирали к элементам изделия. 7 ил.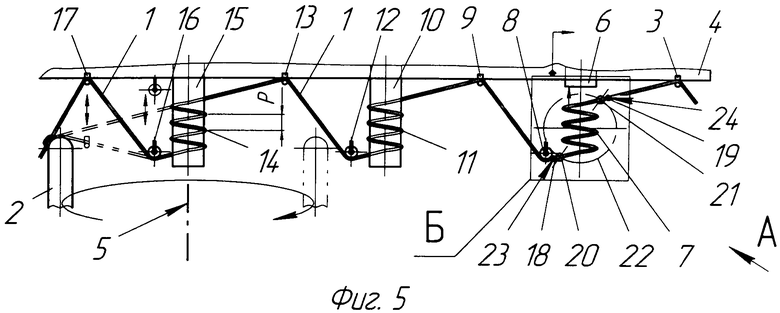
Способ изготовления изделий с проволочной спиралью, предназначенных для ламп накаливания или датчиков газоанализаторов, включающий изготовление проволочных спиралей, перемещение спирали для соединения ее с элементами заготовки изделия и присоединение концов спирали к элементам заготовки изделия, отличающийся тем, что в процессе изготовления проволочных спиралей осуществляют их упорядоченно ориентированное размещение путем поочередного наматывания проволоки на по меньшей мере три оправки, имеющие основание, и фиксации на основании концов спиралей, при этом перемещение спирали и присоединение концов спирали к элементам заготовки изделия осуществляют в зафиксированном положении спирали с последующим отделением присоединенной спирали от остальных спиралей.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2011 |
|
RU2466820C1 |
| Способ изготовления спиралеобразных тел накала из вольфрамовой проволоки | 1958 |
|
SU116174A1 |
| Устройство для изготовления кольчужного полотна | 1990 |
|
SU1836994A1 |
| Станок для навивки спиралей из вольфрамовой или иной проволоки для ламп накаливания | 1957 |
|
SU111307A1 |
| СПОСОБЫ ИДЕНТИФИКАЦИИ РЕСУРСОВ ФИЗИЧЕСКОГО КАНАЛА УПРАВЛЕНИЯ НИСХОДЯЩЕЙ ЛИНИИ СВЯЗИ НОВОЙ РАДИОСЕТИ, КОТОРЫЙ БЫЛ ВЫСВОБОЖДЕН ДЛЯ ПРИОРИТЕТНОГО ИСПОЛЬЗОВАНИЯ СВЯЗЬЮ С ПОВЫШЕННОЙ НАДЕЖНОСТЬЮ И МАЛЫМ ВРЕМЕНЕМ ЗАДЕРЖКИ | 2019 |
|
RU2767776C2 |

