Изобретение относится к области машиностроения и может быть использовано при восстановительном ремонте лопаток газотурбинных двигателей (ГТД), а также других подобных деталей из высоколегированных жаропрочных сплавов в авиационной, судостроительной промышленности и в энергетическом машиностроении.
Известен способ ремонта поверхностных дефектов деталей ГТД, который включает в себя очистку ремонтируемой поверхности детали, нанесение на нее гибкого наполнителя из никелевой сетки со спеченным слоем гранул из жаропрочного никелевого сплава и последующее нанесение наполнителя в виде пасты на основе металлического порошка с органическим связующим. После этого производят спекание наполнителей с деталью в вакууме и наносят слой жаропрочного припоя на никелевой основе с последующей высокотемпературной вакуумной пайкой, осуществляемой по режиму термовакуумной обработки основного материала с возможным проведением ее одновременно с гомогенизацией наплавочного покрытия (RU 2240214, B23P 6/00, 2004).
Недостатком указанного способа является то, что он практически не позволяет устранять на ремонтируемых поверхностях деталей такие эксплуатационные дефекты, как забоины, каверны, локальные износы трущихся поверхностей, которые в процессе пайки могут располагаться в вертикальном или потолочном положениях.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ ремонта поверхностных дефектов деталей машин, в частности лопаток ГТД, включающий подготовку поверхности детали - зачистку и разделку ремонтируемого дефектного участка, нанесение на этот участок посредством микроплазменного напыления подслоя из расплавленного порошкового материала, на который затем напыляют плазменным методом слой жаростойкого материала (ВКНА) толщиной 0,2-0,3 мм, после чего деталь нагревают в вакууме до заданной температуры и выдерживают определенное время, в течение которого происходит высокотемпературная вакуумная пайка. По окончании процесса нанесения материалов деталь подвергают механической обработке до получения заданных конструктивных размеров (RU 2310551, B23P 6/00, C23C 14/40, 2007).
Недостатком данного способа является то, что толщина наносимого жаростойкого материала не может превышать примерно 0,3 мм, а величина адгезии при этом лежит в пределах не более 6,0 кгс/мм2. При увеличении толщины наносимого жаростойкого материала происходит накопление в нем остаточных растягивающих напряжений, которые часто приводят к отслаиванию напыленного материала. Все это обуславливает не очень высокое качество восстановления поверхностных дефектов и, соответственно, невысокие эксплуатационные свойства отремонтированных деталей. Кроме того, проведение механической обработки усложняет технологический процесс ремонта поверхностных дефектов.
Задачей предлагаемого изобретения является повышение качества восстановления поверхностных дефектов, в частности профиля пера лопаток ГТД, а также повышение эксплуатационных свойств лопаток после их ремонта при упрощении процесса восстановления.
Получаемый при этом технический результат заключается в возможности напыления слоя жаростойкого материала толщиной до 0,6 мм с повышением его адгезионной прочности до 40 кгс/мм2.
Решение указанной задачи достигается тем, что в способе восстановления профиля пера лопатки ГТД, включающем подготовку поверхности лопатки, нанесение посредством микроплазменного напыления подслоя из порошкового материала, на который затем напыляют плазменным методом слой жаростойкого материала и выдерживают лопатку в вакууме при заданной температуре в течение заданного времени, в качестве порошкового материала для напыления подслоя используют самофлюсующийся сплав на никелевой основе, подслой напыляют на всю поверхность пера лопатки толщиной до 0,2 мм, выравнивая при этом поверхность дефектных мест с остальной поверхностью, причем до нанесения жаростойкого материала поверхность подслоя подвергают пескоструйной обработке, слой жаростойкого материала напыляют на всю поверхность пера лопатки толщиной до 0,6 мм с получением заданного профиля пера, а выдержку лопатки в вакууме осуществляют в течение 3-5 мин при температуре ликвидуса самофлюсующегося сплава.
В качестве самофлюсующегося сплава может быть использован сплав ПР-Н80Х13С2Р, а в качестве жаростойкого материала - сплав ВКНА.
Изобретение поясняется фотографией, где показана микроструктура поверхности лопатки после ее восстановления по заявленному способу.
Пример выполнения способа
Производится подготовка поверхности лопаток ГТД, предназначенных для ремонта и восстановления профиля их пера, включающая разделывание механическим путем имеющихся эксплуатационных поверхностных дефектных мест (забоины, каверны, износы и т.п.), их пескоструйную обработку, очистку и обезжиривание пера. Осуществляют контроль разделки методом капиллярной дефектоскопии.
После соответствующей подготовки поверхности пера лопаток на нее посредством микроплазменного напыления наносят подслой самофлюсующегося сплава на никелевой основе, например ПР-Н80Х13С2Р, выполняющего роль жаропрочного припоя и который напыляют на всю поверхность пера лопатки толщиной до 0,2 мм, выравнивая при этом поверхность дефектных мест с остальной поверхностью. Для снятия с нанесенного подслоя окисной пленки и создания на его поверхности шероховатости с параметрами, необходимыми для хорошей адгезии с наносимым слоем жаростойкого материала, поверхность нанесенного подслоя из самофлюсующегося сплава подвергают пескоструйной обработке. Затем на поверхность пера лопатки с нанесенным подслоем из самофлюсующегося сплава напыляют плазменным методом слой жаростойкого материала, например ВКНА, толщиной до 0,6 мм с получением заданного профиля пера.
Лопатки с нанесенными покрытиями подвергают термообработке в вакууме (разрежение (2-4)10-4 мм рт.ст.) путем их нагрева до температуры ликвидуса самофлюсующегося сплава (для ПР-Н80Х13С2Р она составляет 1070C°) и выдержке при этой температуре в течение 3-5 мин. Указанные режимы термообработки обусловлены получением качественной адгезии наносимых на лопатки покрытий.
В результате проведения указанного выше технологического процесса восстановления профиля пера лопатки, как показывают металлографические исследования, достигается высокая степень надежности соединения напыляемых материалов с основным материалом лопаток. Это обусловлено тем, что на границах «основной материал лопаток - самофлюсующийся сплав - жаростойкий материал» образуется металлическая связь с высокими прочностными характеристиками (близкими к паяным соединениям), при этом на границе «основной материал лопаток - самофлюсующийся сплав» происходит даже диффузионное взаимодействие. При этом проводимая термообработка не оказывает влияния на снижение эксплуатационных свойств высоколегированных жаропрочных литейных сплавов (типа ЖС6У), которые используются в качестве основного материала лопаток ГТД.
Таким образом, предложенный способ позволяет повысить качество ремонта поверхностных дефектов и восстановления профиля пера лопаток ГТД, а также повысить эксплуатационные свойства, включая ресурс, отремонтированных лопаток с упрощением технологического процесса восстановления, что позволяет получать значительный экономический эффект при ремонте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2310551C2 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ПЕРА ЛОПАТОК ТУРБИНЫ ГТД | 2010 |
|
RU2419526C1 |
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК И СОПЛОВОГО АППАРАТА ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818096C1 |
| Способ правки крупногабаритных лопаток газотурбинного двигателя | 2024 |
|
RU2827195C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2346075C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКИ ТУРБИН ГТД | 2020 |
|
RU2755131C1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2005 |
|
RU2281845C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ОТЛИВОК ТУРБИННЫХ ЛОПАТОК ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 2014 |
|
RU2556178C1 |
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
Изобретение может быть использовано при восстановительном ремонте лопаток газотурбинных двигателей, а также других подобных деталей из высоколегированных жаропрочных сплавов. Осуществляют подготовку поверхности лопаток путем механической обработки дефектных мест, пескоструйной обработки, очистки и обезжиривания пера. На всю поверхность пера лопатки микроплазменным напылением наносят подслой самофлюсующегося сплава на никелевой основе, например ПР-Н80Х13С2Р, толщиной до 0,2 мм, выполняющего роль жаропрочного припоя. Выравнивают при этом поверхность дефектных мест с остальной поверхностью. Поверхность упомянутого подслоя подвергают пескоструйной обработке. Напыляют на него плазменным методом слой жаростойкого материала, например ВКНА, толщиной до 0,6 мм с получением заданного профиля пера. Лопатки с нанесенными покрытиями подвергают термообработке в вакууме путем их нагрева до температуры ликвидуса самофлюсующегося сплава и выдержке при этой температуре в течение 3-5 мин. Способ обеспечивает повышение эксплуатационных свойств лопаток за счет улучшения адгезионной прочности напыленного слоя жаростойкого материала. 2 з.п. ф-лы, 1 ил., 1 пр.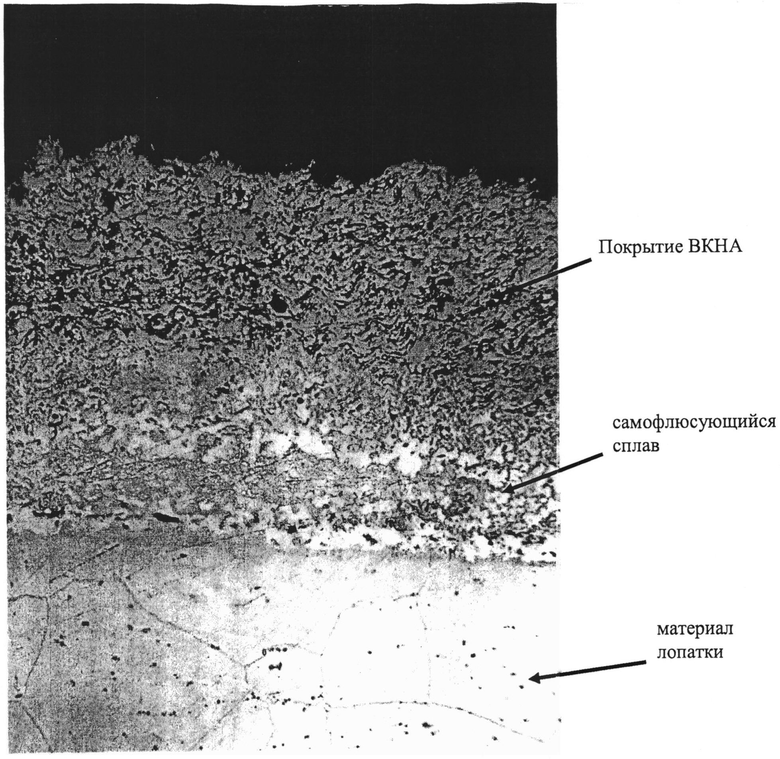
1. Способ восстановления профиля пера лопатки газотурбинных двигателей, включающий подготовку поверхности пера лопатки, нанесение посредством микроплазменного напыления подслоя из порошкового материала, на который затем напыляют плазменным методом слой жаростойкого материала и выдерживают лопатку в вакууме при заданной температуре в течение заданного времени, отличающийся тем, что в качестве порошкового материала для напыления подслоя используют самофлюсующийся сплав на никелевой основе, подслой напыляют на всю поверхность пера лопатки толщиной до 0,2 мм, выравнивают при этом поверхность дефектных мест с остальной поверхностью, причем до нанесения жаростойкого материала поверхность подслоя подвергают пескоструйной обработке, слой жаростойкого материала напыляют на всю поверхность пера лопатки толщиной до 0,6 мм с получением заданного профиля пера, а выдержку лопатки в вакууме осуществляют в течение 3-5 мин при температуре ликвидуса самофлюсующегося сплава.
2. Способ по п. 1, отличающийся тем, что в качестве самофлюсующегося сплава используют сплав ПР-Н80Х13С2Р.
3. Способ по п. 1, отличающийся тем, что в качестве жаростойкого материала используют сплав ВКНА.
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2310551C2 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 1991 |
|
RU2053310C1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2005 |
|
RU2281845C1 |
| Шахтная печь для обжига во взвешенном состоянии порошкообразных материалов, отапливаемая газообразным топливом | 1949 |
|
SU88389A1 |
| US 3758233 А, 11.09.1973 | |||

