Изобретение относится к области металлургии, а именно к способам получения комбинированных жаростойких покрытий, и может быть использовано в авиационном и энергетическом турбостроении для защиты рабочих лопаток турбин или сопловых аппаратов из никелевых жаропрочных сплавов.
В авиационном двигателестроении широко известны способы защиты рабочих лопаток турбин с помощью нанесения на профильную часть рабочих лопаток покрытий, обладающих высокой жаростойкостью, термической стабильностью и необходимым комплексом физико-химических свойств в контакте с жаропрочными сплавами на никелевой основе. Покрытия применяются как в однослойном варианте с использованием для их осаждения сплавов, содержащих различные легирующие добавки, так и в виде двухслойной композиции с внешним слоем на основе алюминидов никеля.
Известен способ защиты внешней поверхности пера лопаток газовых турбин от высокотемпературного окисления (US 3874901), включающий последовательное осаждение в вакууме на внешнюю поверхность пера лопатки первого слоя конденсированного покрытия из никелевого сплава, содержащего хром, алюминий, иттрий, последующее осаждение второго слоя на основе алюминия и вакуумный отжиг. Недостатком данного способа является сравнительно небольшой ресурс работы лопаток в условиях интенсивных теплосмен и низкая термостойкость композиции сплав-покрытие, что не позволяет использовать данный способ защиты поверхности пера рабочих лопаток из жаропрочных никелевых сплавов, легированных танталом, которые используются в конструкции турбин высокого давления современных высокоприемистых авиационных двигателей.
Известен (RU 2033474) способ защиты поверхности пера рабочих лопаток от высокотемпературного окисления, включающий последовательное осаждение в вакууме на внешнюю поверхность пера лопатки первого слоя конденсированного покрытия из никелевого сплава, содержащего хром, алюминий, иттрий, последующее осаждение второго слоя на основе алюминия и вакуумный отжиг, осаждение первого слоя покрытия производят из никелевого сплава, дополнительно легированного танталом при следующем соотношении компонентов, масс %: Хром 6-14 Алюминий 10-13,5 Тантал 1,5-4,5 Иттрий 0,1-0,8, Никель Остальное.
Недостатком данного способа является необходимость использования вакуумных процессов нанесения и отжига, а также использование тантала в качестве легирующего элемента.
Известен (RU 2065505) способ нанесения жаростойкого покрытия в два этапа, причем подслой, наносимый первым этапом, содержит кобальта 10-11%, хрома 22-24%, алюминия 4-5%, иттрия 0,25-0,3%, никеля - остальное. После нанесения жаростойкого покрытия проводят последовательно вакуумный диффузионный отжиг, обработку микрошариками, абразивно-жидкостную обработку, наносят керамический слой методом конденсации и испарения в вакууме, проводят 2-й вакуумный диффузионный отжиг, окислительный отжиг, термическое оплавление керамического слоя высокотемпературной импульсной плазмой и заканчивают обработку вторым окислительным отжигом.
Недостатком данного способа является сложность формирования покрытия в вакууме после нанесения (электронно-лучевое испарение в вакууме) и отжига, а также использование дополнительного наружного керамического слоя с необходимостью дважды выполнять окислительный отжиг.
Известен (RU 2078148) способ создания 3-слойного теплозащитного покрытия, в котором в первый слой на никелевой основе вводят дополнительно легирующий элемент кобальт 7-9%, второй слой образован на алюминиевой основе, легированный никелем 13-16% и иттрием 1,5-1,8%, причем 1-й и 2-й слои минимальные по толщине, а также введение в техпроцесс таких операций, как виброшлифование и обдувка шлифпорошком перед образованием 3-го керамического слоя с последующими дополнительным диффузионным вакуумным отжигом и окислительным отжигом.
Недостатком данного способа является необходимость использования вакуумных процессов нанесения (вакуумно-плазменная обработка высоких энергий) и отжига, а также использование дополнительного наружного керамического слоя, что усложняет технологический процесс и контроль качества покрытия в целом.
Известен (RU 2310551) способ ремонта поверхностных дефектов лопаток ГТД, включающий нанесение на дефектный участок после зачистки и разделки посредством микроплазменного напыления подслоя из расплавленного порошкового материала, на который затем плазменным методом напыляют слой жаростойкого материала ВКНА с последующей термообработкой, при которой происходит «спаивание» с металлом основы.
Одним из основных недостатков данного технического решения является возможное накопление остаточных напряжений в жаростойком слое ВКНА из-за недостаточно плотной структуры, что может привести к отслаиванию покрытий и возникновению поверхностных микротрещин в основном металле при циклических теплосменах.
Наиболее близким аналогом, взятым за прототип, является способ защиты лопаток газовых турбин, включающий последовательное осаждение в вакууме на внешнюю поверхность пера лопатки первого слоя конденсированного покрытия из никелевого сплава, содержащего хром, алюминий, тантал, иттрий, вольфрам, рений, последующее осаждение второго слоя на основе алюминия и вакуумный отжиг (патент РФ №2190691 С2 от 10.10.2002). Недостатком известного способа является относительная дороговизна и ограниченная доступность вакуумного технологического оборудования и испаряемых материалов, содержащих такие элементы, как тантал, вольфрам, рений. Кроме того, при использовании рений-содержащих жаропрочных никелевых сплавов под покрытием может формироваться вторичная реакционная зона (ВРЗ), содержащая топологически плотно упакованные фазы (ТПУ-фазы) в виде соединений рения с тугоплавкими металлами, протяженностью до 100 мкм, что ограничивает область использования покрытий по термоциклической долговечности.
Технической задачей изобретения является разработка технологичного способа нанесения покрытий для защиты от высокотемпературного окисления наружной поверхности лопаток турбин или сопловых аппаратов из никелевых жаропрочных сплавов, при котором сохраняется жаропрочность основного защищаемого материала и повышается уровень термической циклической долговечности и жаростойкости.
Техническая задача достигается тем, что предложен способ защиты лопаток газовых турбин или сопловых аппаратов из жаропрочных литейных никелевых сплавов, включающий последовательное плазменное напыление наружной поверхности детали высоко жаростойким никелевым интерметаллидным покрытием с содержанием алюминия свыше 20 мас.%, последующее осаждение материала на основе алюминия и вакуумный отжиг. Высокотемпературный вакуумный отжиг проводится для формирования плотного защитного двухслойного жаростойкого покрытия с дополнительным пористым наружным алюминидным слоем, с содержанием алюминия не менее 30 мас.% для защиты от высокотемпературного окисления поверхности лопаток турбин или сопловых аппаратов из никелевых жаропрочных сплавов.
В частных случаях осуществления изобретения осаждение материала на основе алюминия проводят шликерным, диффузионным или ионно-плазменным способом со степенью насыщения 15-60 г/м2.
Формирование упомянутого двухслойного жаростойкого покрытия проводят для ремонта, в том числе локального, указанных лопаток газовой турбины или соплового аппарата после их эксплуатационной наработки.
Начало процесса формирования покрытия с осаждения порошкового плазменного слоя с содержанием алюминия не менее 20 мас.%, вместо конденсированного многокомпонентного покрытия, не снижает жаростойкости покрытия в целом, т.к. при последующим насыщении алюминием содержание его в покрытии превышает 30 мас.% Образования в конечном итоге двухслойного алюминидного покрытия с внешней микропористой структурой наружного слоя и беспористого внутреннего слоя позволяет увеличить жаростойкость и термическую циклическую долговечность комбинированного покрытия в целом при сохранении жаропрочности защищаемого материала.
Пример осуществления
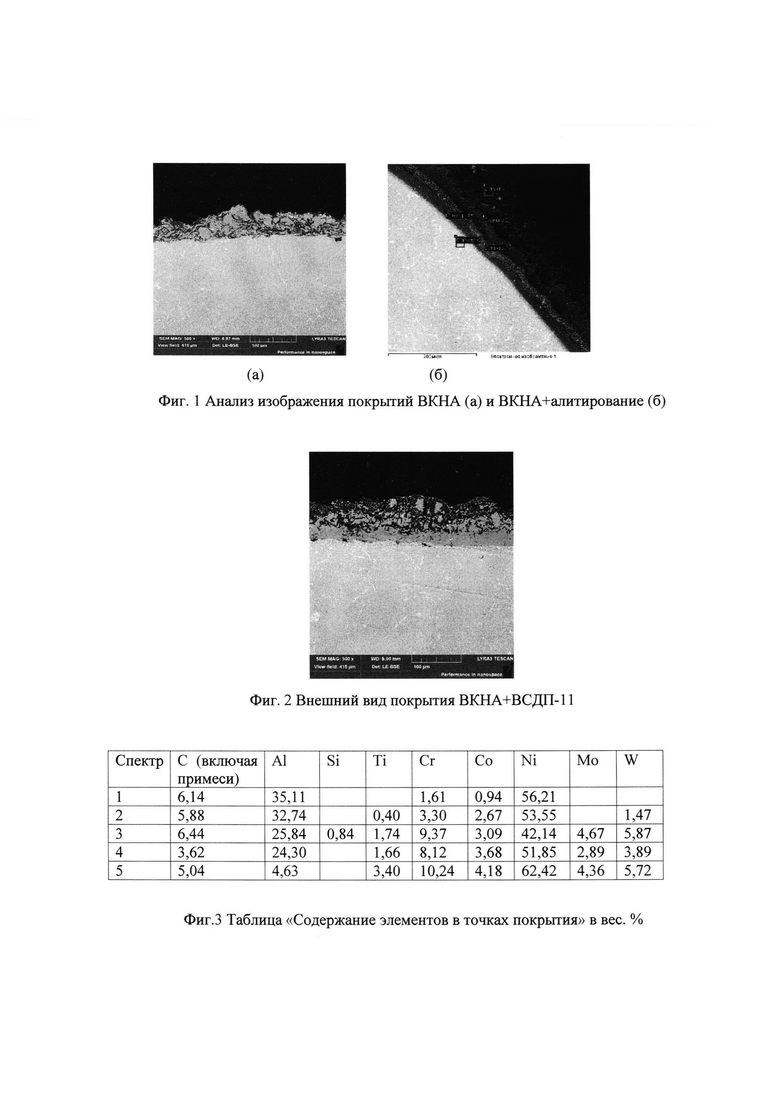
На образцы из никелевого сплава ЖС6К для испытаний на длительную прочность с диаметром рабочей части 5 мм и на полые образцы для испытаний на термостойкость с внешним диаметром 10 мм на промышленной установке Sulzer Metco плазменным методом были нанесены два вида покрытий с использованием порошкового никелевого сплава ВКНА. Первый вид покрытия включал плазменный метод нанесения основного жаростойкого слоя покрытий, второй вид покрытия включал комбинацию плазменного напыления с технологиями шликерного алитирования и ионно-плазменного нанесения покрытия ВСДП-11 для формирования алюминидного двухслойного покрытия.
Структура покрытий плазменное ВКНА, плазменное ВКНА + шликерное алитирование, а также покрытия плазменное ВКНА + ионно-плазменное ВСДП-11 показаны, соответственно, на фиг. 1, фиг. 2 (включая данные фиг. 3).
Для оценки уровня свойств образцов с покрытием было выбрано два вида испытаний - длительная прочность и термическая усталость (фиг. 4). Испытания на длительную прочность проводились согласно ГОСТ 10145-81 на стандартных образцах с покрытием и без него до разрушения.
Для оценки термической усталости была разработана специальная форма конструктивно-подобного образца (фиг.5), которая была апробирована на образцах сплавов с разными покрытиями и без них. Метод заключается в осуществлении циклических возвратно-поступательных движений образцов в термическую печь с заданной температурой термоцикла 950↔20°С. Охлаждение производится до заданной температуры, контроль температуры охлаждения пирометрический. Дополнительно для подтверждения проводился капиллярный, фрактографический и металлографический контроль.
Жаростойкость деталей с покрытием на примере соплового аппарата ТНД из сплава ЖС6К с покрытием ВКНА + алитирование оценивалась на огневом стенде ЦНИИМ при фиксированной температуре 1100°С, при этом допускались кратковременные инерционные забросы температур до 1200°С, контроль температур пирометрический. Визуально и металлографическими методами исследовано состояние покрытия в поле пятна нагрева. Установлено, что при 10 минутном (600 сек) постоянном нагреве в атмосфере кислорода никаких существенных внешних и структурных изменений на деталях с покрытием не происходит (фиг. 6).
Испытаниями и исследованиями установлено, что в отличие от аналогов разработанное покрытие обладает следующими преимуществами:
- позволяет жаропрочному сплаву более длительное время сохранять свой элементный и фазовый состав, а значит и жаропрочные свойства в целом;
- внешний слой покрытия содержит повышенное количество алюминия (до 35 мас.%, что соответствует содержанию алюминия в интерметаллидной алюминидной β-фазе сплава Ni-Al), что способствует повышению жаростойкости в целом;
- при удовлетворительной в соответствии с НД длительной прочности, повышается термостойкость образцов с покрытиями за счет «срабатывания» дополнительного наружного пористого слоя, не менее чем на 14%, без видимых микротрещин основного металла по границе сплав-покрытие.
Способ экономичен и доступен в части оборудования и материалов, и может применяться как для основного производства, так и для ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818539C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2452793C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610188C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2402633C1 |
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2283365C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2280096C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2000 |
|
RU2190691C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2009 |
|
RU2404286C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН ОТ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ | 1992 |
|
RU2033474C1 |

Изобретение относится к способу защиты лопаток газовой турбины или соплового аппарата газовой турбины из жаропрочного литейного никелевого сплава. Проводят последовательное осаждение на внешнюю поверхность пера лопаток газовой турбины или соплового аппарата газовой турбины плазменного покрытия из интерметаллидного никелевого сплава с содержанием алюминия не менее 20 мас. %, осаждают материал на основе алюминия и осуществляют вакуумный отжиг. В процессе вакуумного отжига формируют двухслойное жаростойкое покрытие, содержащее внешний пористый алюминидный слой и внутренний беспористый слой с содержанием алюминия не менее 30 мас. %. Обеспечивается защита от высокотемпературного окисления внешней поверхности пера упомянутых лопаток, при которой сохраняется жаропрочность основного защищаемого материала и повышается уровень термической циклической долговечности и жаростойкости. 4 з.п. ф-лы, 6 ил., 1 пр.
1. Способ защиты лопаток газовой турбины или соплового аппарата газовой турбины из жаропрочного литейного никелевого сплава, включающий последовательное осаждение на внешнюю поверхность пера упомянутых лопаток газовой турбины или соплового аппарата газовой турбины плазменного покрытия из интерметаллидного никелевого сплава, осаждение материала на основе алюминия и вакуумный отжиг, отличающийся тем, что плазменное покрытие из интерметаллидного никелевого сплава содержит не менее 20 мас. % алюминия, а в процессе вакуумного отжига формируется двухслойное жаростойкое покрытие, содержащее внешний пористый алюминидный слой и внутренний беспористый слой с содержанием алюминия не менее 30 мас. %.
2. Способ по п. 1, отличающийся тем, что осаждение материала на основе алюминия проводят шликерным методом до получения удельного привеса на внешней поверхности пера упомянутых лопаток 15-60 г/м2.
3. Способ по п. 1, отличающийся тем, что осаждение материала на основе алюминия проводят диффузионным методом до получения удельного привеса на внешней поверхности пера упомянутых лопаток 15-60 г/м2.
4. Способ по п. 1, отличающийся тем, что осаждение материала на основе алюминия проводят ионно-плазменным методом, распылением катода из алюминиевого сплава в вакууме, до получения удельного привеса на внешней поверхности пера упомянутых лопаток 15-60 г/м2.
5. Способ по любому из пп. 1-4, отличающийся тем, что формирование упомянутого двухслойного жаростойкого покрытия проводят для ремонта, в том числе локального, указанных лопаток газовой турбины или соплового аппарата после их эксплуатационной наработки.
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2000 |
|
RU2190691C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ | 2015 |
|
RU2585599C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2452793C1 |
| DE 69615012 D1, 11.10.2001 | |||
| Устройство для изготовления пленки | 1976 |
|
SU602233A1 |
