Изобретение относится к крышкоделательным машинам, приспособленным как для изготовления коленкоровых, так и для составных переплетов, с отделением и последовательной линейной передачей от операции к операции пневматическими присосами нарезанных на листы картонных сторонок и нарезанных полосками отставов, а также частично и полностью собранных папок, находящихся в разных стадиях процесса изготовления.
Отличительная особенность предлагаемой машины состоит в том, что все основные, как отделяющие, так и переносящие пневматические присосы установлены на общей легкой каретке, совершающей вертикальные перемещения вместе с жесткой траверсой и продольные горизонтальные перемещения относительно траверсы на расстояние между отдельными секциями машины, где проводятся последовательные операции по сборке и формированию папок, проводимые в основном существующими уже известными способами, но отличающиеся последовательной подачей коленкора для корешков и для крытва сорочек, а также бумажных сторонок для той же цели, смазанных клеем стороной вверх, в поперечном направлении по отношению к возвратно прямолинейному движению каретки.
В машине могут быть применены магазины с автоматическим подъемом стола для картонных сторонок и устава с отбором их от стопы пневматическими присосами сверху без применения особых самонакладов.
Кроме того, может быть применена система нижних пневматических присосов для фиксирования положения папок в период проведения операций во всех секциях.
При ручной подаче коленкора к обычному клеемазательному аппарату целесообразно применять приспособление, состоящее из язычка для подвода кромки коленкора к цилиндру, пластинки для определения коленкора от цилиндра и ниточного конвейера о выравнивающими планками для вывода намазанного клеем коленкора.
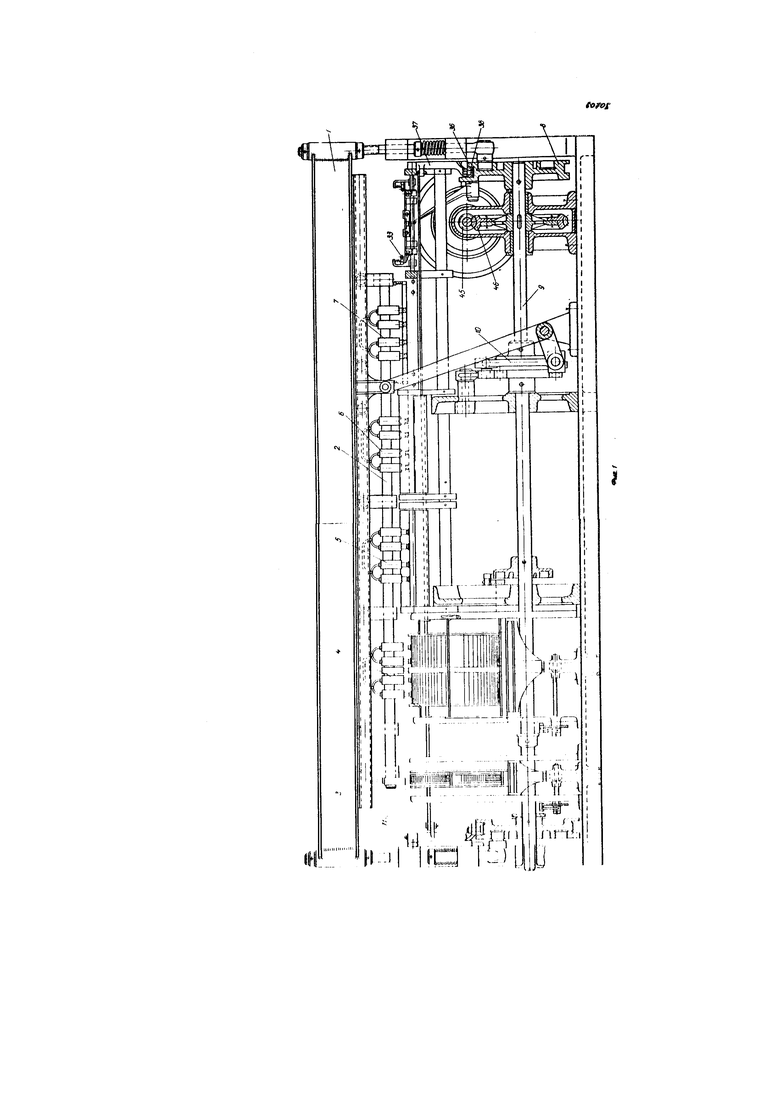
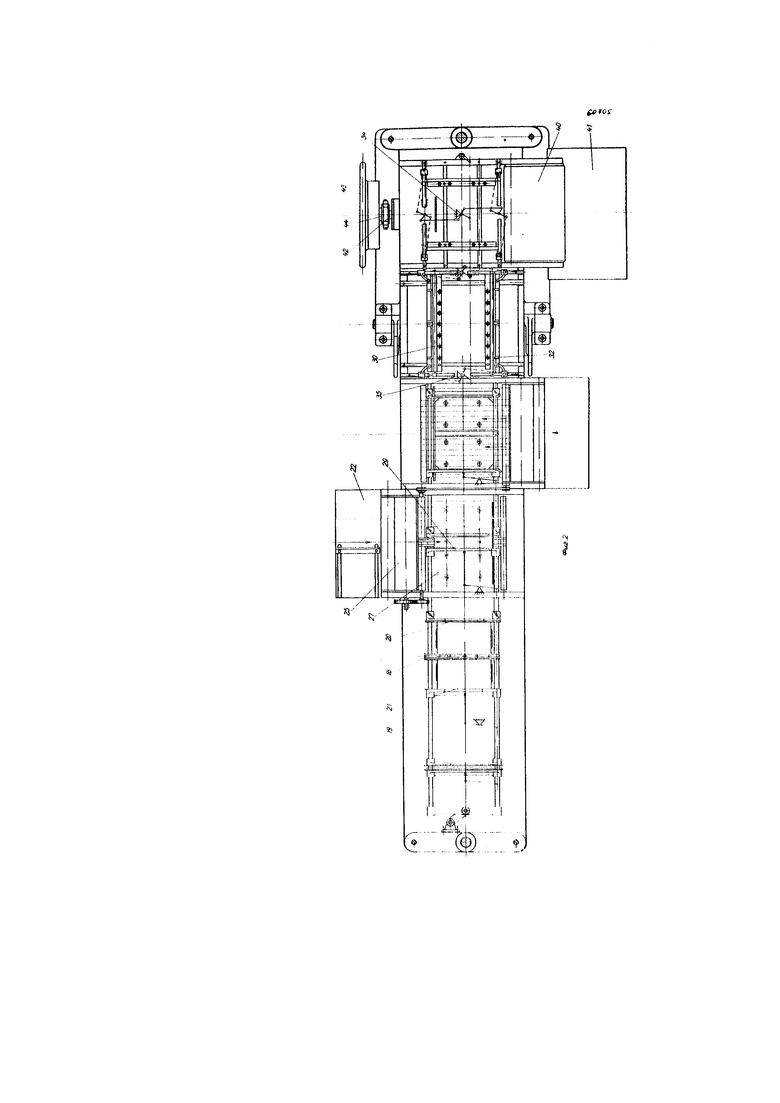
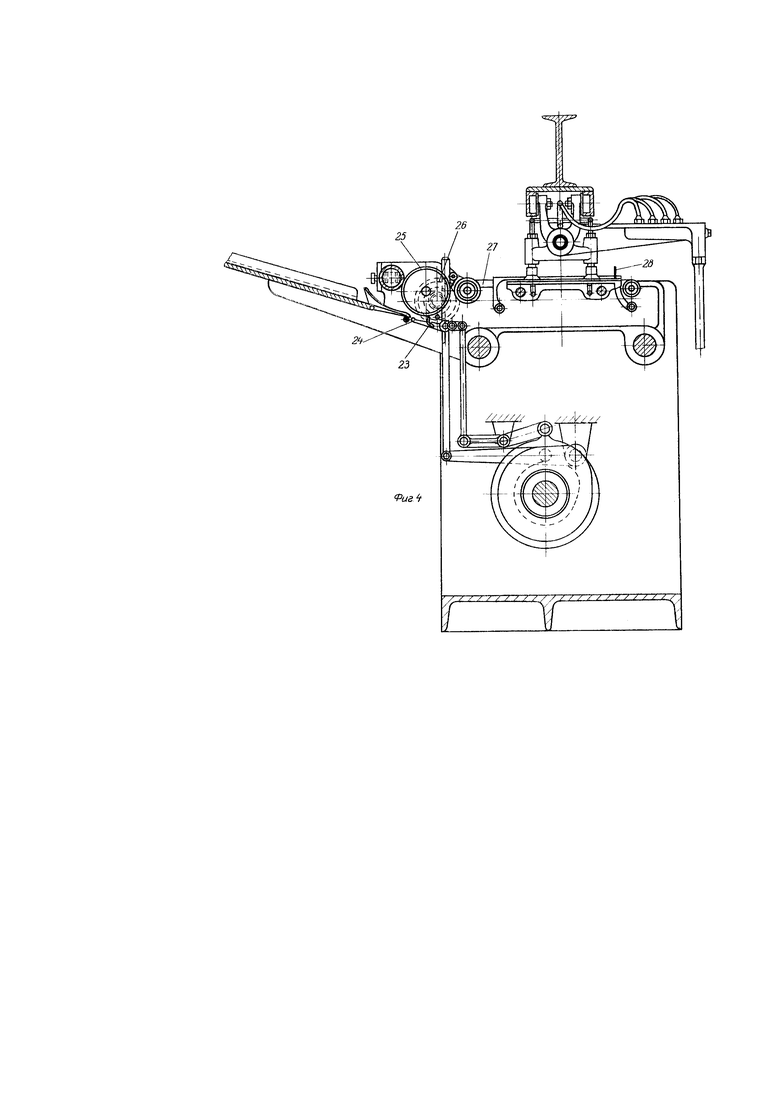
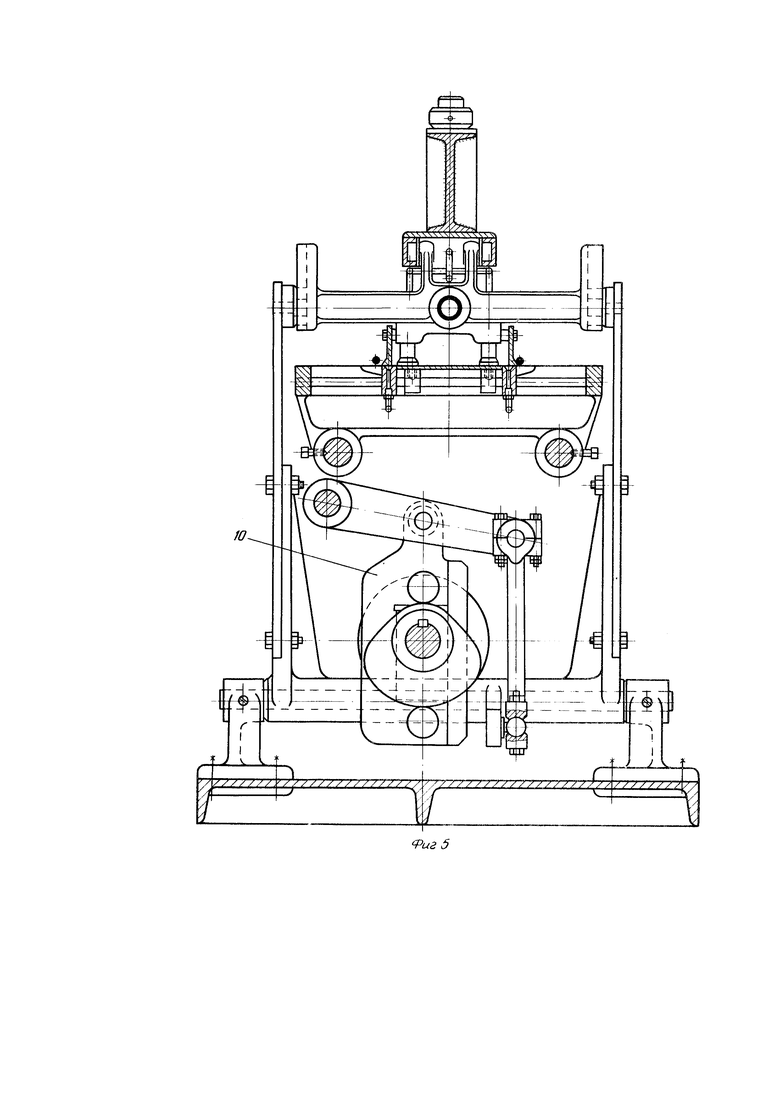
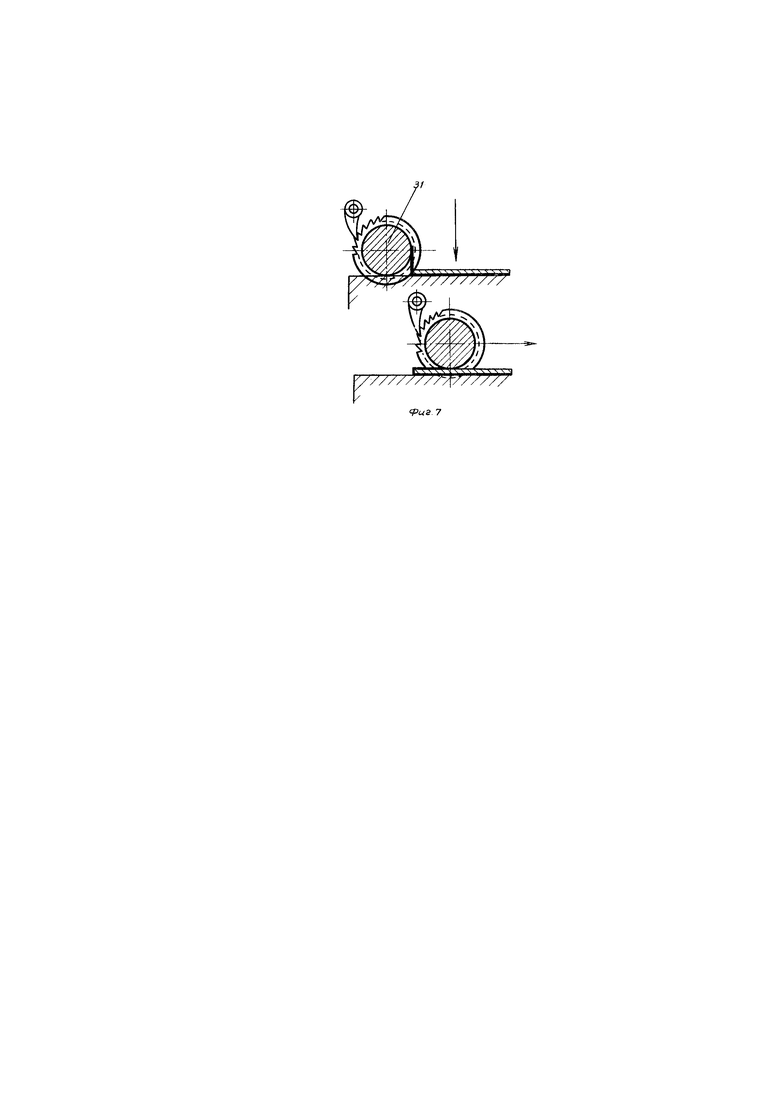
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - то же, вид сверху; на фиг. 3 - первая рабочая секция для полосок отстава; на фиг. 4 - третья и четвертая рабочие секции для подачи коленкора, смазанного клеем, и бумажных сторонок; на фиг. 5 - пятая рабочая секция для загибки поперечных кромок; на фиг. 6 - шестая рабочая секция для загибки продольных кромок; на фиг. 7 - деталь пятой секции.
Машина содержит траверсу 1, с которой жестко скреплена каретка 2 с присосными головками 3, 4, 5, 6 и 7. Периодические подъемы и опускания траверсы производятся при помощи кулака 8 на валу 9, а для передвижения каретки в горизонтальном направлении служит механизм 10.
Рабочая секция 1 служит в качестве магазина для полоски бумаги-отстава, подаваемого в магазин заранее нарезанным по формату. Присосы 11 головки 3 (см. фиг. 3) присасывают отстав из магазина 12, обеспечивающего автоматически постоянный уровень стопы в магазине, что достигается наличием храпового механизма 13, связанного с шестерней 14, ведущей рейку 15 толкателя стопы. Собачка храпового механизма отводится от зубцов храпового колеса при помощи сегмента 16, соединенного с толкателем 17, снабженным пружиной. Головка 3 также опирается на пружину. Если уровень стопы поднялся выше необходимого, то головка 3 не отжимает толкатель 17 и собачка отводится сегментом от храпового колеса, то есть подача прекращается.
При последующем ходе присосы 11 головки 3 переносят отстав на рабочую секцию II (фиг. 2).
Рабочая секция II служит в качестве магазина для картонных сторонок и имеет механизм, поддерживающий постоянный уровень стопы, аналогичный описанному выше. В средней части рабочей секции II расположена планка 18 с присосами, служащая для удерживания принятого от головки 3 отстава в требуемом положении.
Обе рабочие секции I и II снабжены механизмом для выравнивания положения: для выравнивания положения отстава - это щечки 19, для выравнивания картона - щечки 20 и 21.
При рабочем ходе пневматической каретки 2 головка 4 с присосами переносит сторонки картона и отстав на рабочую секцию III.
Рабочая секция III служит для подачи коленкора для сорочки или корешка, смазанного клены. На чертеже показано устройство, приспособленное для ручной подачи, состоящее из столика 22, по которому, пользуясь угольником, работающий подает нарезанный кусок коленкора для сорочки или для корешка до упора 23 (фиг. 4). В требуемый по циклу момент приподнимается язычок 24, подводящий кромку коленкора к клеемазальному цилиндру 25. Коленкор подклеевается к поверхности цилиндра, смоченной клеем, и силой сцепления увлекается в машину, как в обычной клеемазальной машине.
От поверхности цилиндра 25 коленкор отделяется перьями 26, и, попадая на ниточный транспортер 27, движется до упора 28, повернутый клеем вверх.
Ниточный транспортер 27 совершает прерывистое движение с таким расчетом, что при переходе на него коленкора от клеемазального цилиндра скорость ниток совпадает с окружной скоростью цилиндра 25, а вслед за подходом коленкора к упору 28 скорость ниток падает до нуля.
Остановившийся коленкор, подача которого происходит в период рабочего хода каретки, выравнивается щечками 29 непосредственно тем, как опускающаяся головка 4 накладывает на него сторонки картона и отстав. Вслед за тем папку, состоящую из сторонок картона, отстава и подклеивающегося коленкора либо корешка, пневматическая головка 5 переносит на рабочую секцию IV.
Рабочая секция IV идентична по устройству с рабочей секцией III и служит для подача бумажных сторонок, нарезанных кусками, и смазки их клеем при изготовлении штукованных переплетов.
Как рабочая секция III, так и рабочая секция IV могут быть снабжены пневматическими самонакладами известных конструкций.
Пневматическая головка 5 опускается и накладывает на смазанные клеем бумажные сторонки папки в том виде, в каком они были на рабочей секции III. Этим заканчивается сборка элементов папки.
Пневматическая головка 6 переносит собранную папку с неподвернутыми кромками с рабочей секции IV на рабочую секцию V.
При изготовлении цельнотканевой папки рабочая секция IV является лишь передаточным пунктом, так как никаких рабочих операций на ней не производится.
Рабочая секция V обеспечивает загибку поперечных кромок папки (нижней и верхней). Эта операция производится следующим образом.
При опускании головки 6 кромки проходят мимо роликов 30, расставленных точно по поперечным кромкам картона, и подворачиваются на 90° вверх. Вслед за этим ролики движутся по столу на 15-20 мм внутрь и подворачивают смазанные ранее клеем кромки. Для лучшей затяжки кромок ролики при поступательном движении вовнутрь не вращаются вокруг своей оси, что достигается благодаря храповичку 31 (фиг. 7), а при ходе назад (наружу) катятся нормально. Здесь же происходит заделка уголков папки при помощи пружинящих планочек 32, расставляемых по папке и движущихся поступательно вовнутрь вместе с роликами. Головка 7 переносит папку с подвернутыми поперечными кромками на рабочую секцию VI.
Рабочая секция VI обеспечивает загибку продольных (боковых) кромок папки при помощи роликов 33 способом, аналогичным описанному выше. Движение роликов 33 вовнутрь обеспечивается при помощи шарнирного механизма 34 и 35, получающего требуемый толчок от пазового кулака 36 через посредство полого рычажного валика 37, снабженного роликом 38.
После окончания загибки кромок толкатель 39 (фиг. 6) продвигает сформированную папку в каландрирующий транспортер 40, а оттуда папка выпадает в ящик 41.
Привод машины состоит из приводного вала 42, связанного через шкив-маховик 43 со шкивом мотора. Шкив-маховик передает валу крутящий момент через фрикционную муфту, включаемую перемещением втулки 44 вдоль оси вала. С валом 42 заодно выполнен червяк 45, входящий в зацепление с червячной шестерней 46, сидящей на главном распределительном валу 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Крышкоделательная машина | 2022 |
|
RU2798245C1 |
| Крышкоделательная машина | 2022 |
|
RU2799303C1 |
| Крышкоделательная машина | 1935 |
|
SU60692A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ДЛЯ КНИЖНЫХ ПЕРЕПЛЕТОВ | 1933 |
|
SU35172A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| Папкоделательный станок для переплетного производства | 1935 |
|
SU46880A1 |
| Машина для изготовления книжных переплетов | 1946 |
|
SU69148A1 |
| Способ изготовления переплетной крышки и устройство для его осуществления | 1990 |
|
SU1757915A1 |
| Крышкоделательная машина | 1973 |
|
SU533503A1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1993 |
|
RU2042528C1 |


1. Крышкоделательная машина, приспособленная как для изготовления коленкоровых, так и для составных переплетов, с отделением и последовательной линейной передачей от операции к операции пневматическими присосами нарезанных на листы картонных сторонок и нарезанных полосками отставов, а также частично и полностью собранных папок, находящихся в разных стадиях процесса изготовления, отличающаяся тем, что все основные, как отделяющие, так и переносящие пневматические присосы установлены на общей каретке, совершающей вертикальные перемещения вместе с жесткой траверсой и продольные горизонтальные перемещения относительно траверсы на расстояние между отдельными секциями машины, где проводятся последовательные операции по сборке и формированию папок, проводимые в основном существующими уже способами, но отличающиеся последовательной подачей коленкора для корешков и для крытва сорочек, а также бумажных сторонок для той же цели, смазанной клеем стороной вверх в поперечном направлении по отношению к возвратно прямолинейному движению каретки.
2. При машине по п. 1, применение магазинов с автоматическим подъемом стола для картонных сторонок и устава с отбором их от стопы пневматическими присосами сверху без применения особых самонакладов.
3. При машине по п. 1 применение системы нижних пневматических присосов для фиксирования положения папок в период проведения операций во всех секциях.
4. При машине по п. 1, применение при ручной подаче коленкора к обычному клеемазательному аппарату приспособления, состоящего из язычка для подвода кромки коленкора к цилиндру, пластинки для отделения коленкора от цилиндра и ниточного конвейера с выравнивающими планками для вывода намазанного клеем коленкора.
