Предполагаемое изобретение относится к области машиностроения, точнее, к об- работке деталей машин с помощью лазерных технологических комплексов.
Известно устройство для крепления и смены оптических головок лазерных технологических комплексов 6.
Устройство имеет в своем составе вертикальный манипулятор с приводами перемещения вдоль вертикальной оси и вокруг
нее, подшипниковый узел, байонетный захват оптических головок, механизм автоматического разъема коммуникаций, систему фиксации оптической головки в заданном положении, магазин с расположенными в нем сменными оптическими головками. Байонетный захват данного устройства дает возможность менять оптические головки и, тем самым, автоматически переходить с одного вида лазерной обработки на другой.
Конструкция этого устройства наиболее близка к заявляемому и принята за прототип. Однако, данное устройство имеет следующие недостатки;
1. Невозможность осуществления вращения оптической головки неограниченное количество оборотов, что часто необходимо на практике, например, при поверхностной закалке внутренних поверхностей цилиндрических деталей. Шланги для подвода технологического газа и охлаждающей воды выходят из неподвижного относительно вертикальной оси вертикального манипулятора и крепятся к вращающейся вокруг этой оси оптической головке. Поэтому, максимально возможный угол поворота оптической головки данного устройства зависит от длины подводящих шлангов и составляет обычно 360-400 град. Увеличение длины шлангов для достижения большего количества оборотов оптической головки ведет к их закручиванию, свисанию, что приводит к их перегибам, а при больших свисаниях --к пережегу отраженных лазерным излучением,. Кроме того, свисающие шланги могут задевать различные элементы вертикального манипулятора и оптической головки, что создает помехи при вращении оптической головки. .. .
2. Механизм автоматического разъема коммутаций расположен в стороне от центрирующей конической части оптической го- ловки. Это требует его очень точной настройки, так как его верхний часть может свободно вращаться вокруг вертикальной оси и возможна нестыковка верхних и нижних элементов механизма. Для достижения герметичности соеди-; нения механизма автоматического разъема коммутаций необходимы усилия при его стыковке. Наличие дополнительных сил при автоматической стыковке оптических головок, расположенных не на оси основных сил, используемых при стыковке, совпадающей с осью проходящего лазерного излучения, ведет к появлению опрокидывающего момента и увеличению мощности привода.
. 3. Присоединение оптической головки к вертикальяому манипулятору.
, Целью изобретения является расширение технологических возможностей комплекса, повышение надежности крепления и упрощение системы фиксации оптической головки в заданном положении.
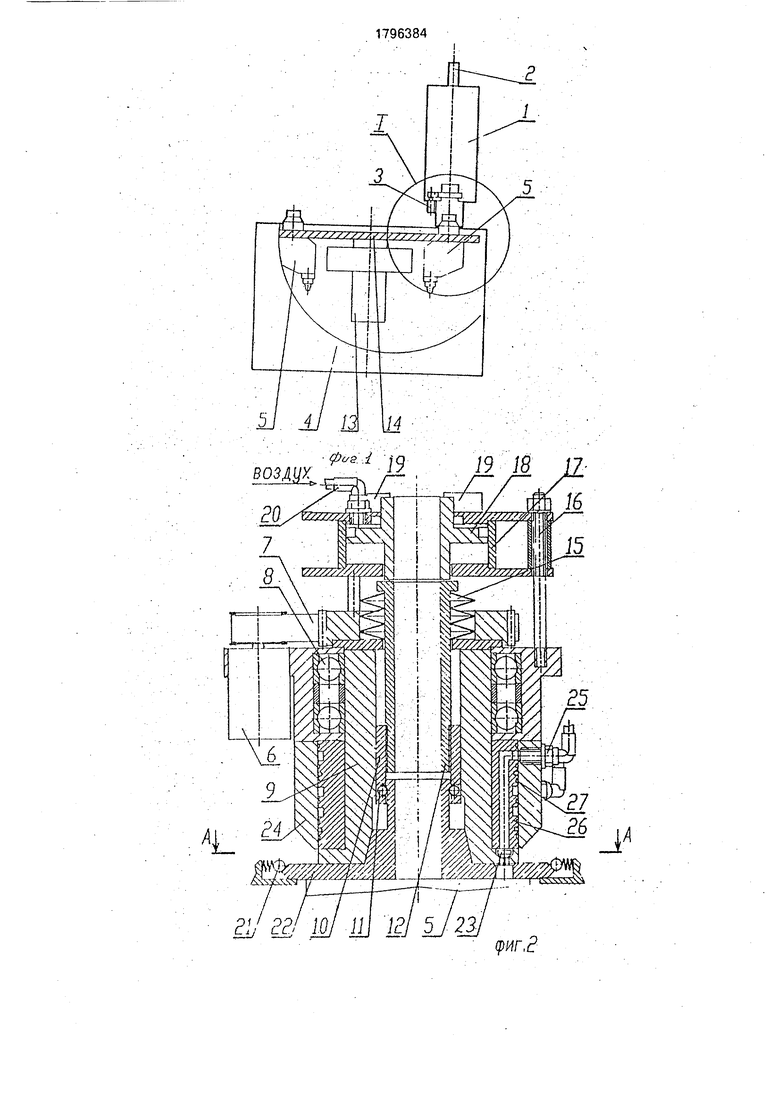
Схема устройства показана на фиг. 1-3.
Устройство состоит из вертикального манипулятора 1, механизма вертикального перемещения 2, механизма вращения 3. Под вертикальным манипулятором расположен магазин 4 с оптическими головками 5. Механизм вращения оптических головок состоит из двигателя 6, ременной передачи 7, подшипникового узла 8 и шпинделя 9..Цанговый захват 10 имеет шесть шариков 11. Цанговый захват через резьбу закреплен на толкателе 12. Хвостовая часть оптических головок 5 выполнена в виде трубы с наконечником под цанговый захват. Излучение
0 лазера подается в оптическую головку через
лучепровод, состоящий из цангового захва та, толкателя и поршня 18. Магазин 4 имеет
привод из цангового захвата, толкателя и
поршня 18, магазин 4 имеет привод враще5 ния 13 верхней плиты 14 вокруг вертикальной оси. На шпиндель 9 опирается пакет тарельчатых пружин 15. На корпусе подшипникового узла закреплены расположенные по радиусу под углом 120 градусов 3
0 шпильки 16, на которых в свою очередь закреплен пневмоцилиндр 17, в котором расположен поршень 18. На верхней крышке пневмоцилиндра закреплены концевые выключатели 19 и штуцер 20 для подвода воды.
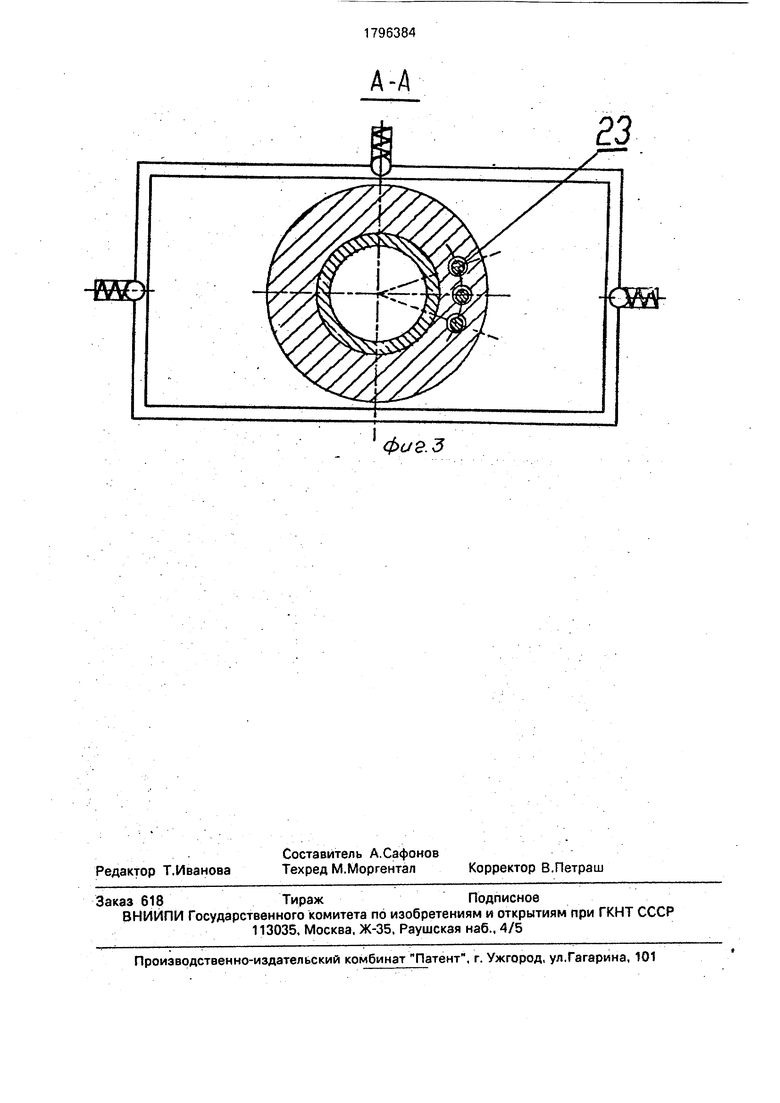
.5 в гнездах магазина расположены пружинные замки 21. Все оптические головки имеют одинаковый направляющий фланец 22. Во фланце шпинделя 9 расположены на одном радиусе (сечение А-А) запирающие кла0 паны 23.
Коллектор для передачи охлаждающей воды и технологических газов в оптическую головку состоит из неподвижного внешнего кольца 24, к которому закреплены с внеш5 ней стороны штуцера 25, и подвижного внутреннего кольца 26, имеющего кольцевые проточки для прохождения технологических газов, охлаждающей воды, дренажную проточку, а также для установки
0 прокладок 27.
Устройство работает следующим образом.:
Выходящий из лазера луч попадает внутрь общего лучепровода, и далее по сис5 теме поворотных зеркал в оптическую головку 5, где он фокусируется и направляется .на обрабатываемую деталь. По окончании операции обработки вертикальный манипулятор 1 с помощью механизма вертикэльно0 to перемещения 2 опускает оптическую головку 5 в гнездо магазина 4, после чего в пневмоцилиндр 17, опирающийся на шпильки 16, через штуцер 20 начинает поступать воздух. Поршень 18. приходите дви5 жение, надавливает на толкатель 12, сжимая пакет тарельчатых пружин 15. Цанговый захват 10, связанный с толкателем 12, опускается, шарики 11 отходят к стенкам шпинделя 9, освобождая оптическую головку 5. Пружинные замки 21 производят зажим направляющего фланца 22 оптической головки. Тем самым осуществляется точная установка оптической головки в гнездо магазина. При опускании цангового захвата на величину рабочего хода срабатывает датчик положения 19, подающий сигнал на прекращение подачи воздуха в пневмоцилиндр 17, и цанговый захват 10 затягивается тарельчатыми пружинами 15 в шпиндель 9. При подъеме цанговый захват через толкатель 12 нажимает на поршень 18. Поршень 18, поднимаясь, воздействует на датчик 19, подающий управляющий сигнал на поднятие вертикального манипулятора 1.
Система автоматического разъема коммуникаций работает следующим образом.
Подаваемые в штуцера 25 охлаждающая вода и технологические газы проходят неподвижное внешнее кольцо .24 и попадают на кольцевые проточки внутреннего кольца 26. При работе механизма вращения 3 движение от двигателя передается через ременную передачу 7 и подшипниковый узел 8 на внутреннее кольцо 26. Через внутренние сверления этого кольца вода и технологические газы поступают в оптическую головку 5,
При освобождении оптической головки из цангового захвата клапан 23 опускается и не допускает утечек.воды из системы при отстыковании оптической головки. По сигналу от системы управления передвижной магазин 4 выводит отсоединенную головку из-под лучепровода при помощи привода вращения 12, который вращает плиту 13.
Присоединение новой оптической головки осуществляется в обратной последовательности. По команде от системы управления привод вращения 13 вращает верхнюю плиту 14 магазина 4, подводя гнездо с нужной оптической головкой под луче- провод. Механизм вертикального перемещения 8 опускает вертикальный манипулятор 1, срабатывает датчик, расположенный в гнезде магазина 4, начинается подача воздуха в пневмоцилиндр 17, цанговый захват 1 Т опускается на величину рабочего хода, срабатывает датчик 19. Воздух перестает поступать в пневмоцилиндр 17. Пакет тарельчатых пружин 16 начинает разжиматься и цанговый захват 11 затягивает оптическую головку 5, Направляющий фланец 22 нажимает на клапан 23 механизма быстроразъемного соединения коммуникаций.
Механизм вертикального перемещения 8 поднимает вертикальный манипулятор 1. Пружинные замки 21 при этом освобождают направляющий фланец 22 из гнезда магазина. Затем вертикальный манипулятор перемещает оптическую головку в зону обработки и включается луч лазера.
Предложенное устройство является универсальным и может быть использовано в лазерных технологических комплексах
портального, мостового, смешанных типов, а также в комплексах, созданных на базе двухкоординатных столов..
25
Формула изобретения
Устройство для крепления и смены оптических головок лазерных технологических комплексов, содержащее вертикальный манипулятор с лучепроводом, механизмы вертикального перемещения и вращения, механизм захвата и магазин с гнездами и пружинными замками, в котором размещены сменные оптические головки с направляющими фланцами, отличающееся тем,
что, с целью повышения производительности, надёжности и безопасности работ, механизм захвата выполнен в виде полой цанги, подпружиненного толкателя, полого поршня и пневмоцилиндра, связанных с лучепроводом, при этом толкатель выполнен в виде трубы, полая цанга закреплена на одном конце толкателя, другой конец которого подпружинен посредством тарельчатых пружин относительно поршня, а поршень
размещен в пневмоцилиндре с возможностью Взаимодействия с толкателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ И СМЕНЫ ОПТИЧЕСКИХ ГОЛОВОК ЛАЗЕРНЫХ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ | 1988 |
|
RU1568390C |
| Лазерная гибкая производственная система | 1991 |
|
SU1811463A3 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный фрезерно-расточный станок портального типа | 1983 |
|
SU1151413A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Манипулирующее устройство | 1978 |
|
SU695810A1 |
| ИЗМЕРИТЕЛЬНЫЙ ЗОНД ДЛЯ ПОГРУЖЕНИЯ В РАСПЛАВ МЕТАЛЛА | 2005 |
|
RU2308695C2 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
Использование: устройство для крепления и смены оптических головок лазерных технологических комплексов используется для пространственной обработки. Устройство позволяет проводить автоматическую смену оптических головок. Область применения - работа в составе гибких производственных систем с использованием лазеров. Сущность изобретения: устройство содержит цанговый захват, толкатель, пнев- моцилиндр, которые используются для захвата оптических головок и одновременно служат элементами лучепровода; В устройстве имеется коллектор, который позволяет осуществлять вращение оптической головки неограниченное количество раз, что очень важно в практике обработки цилиндрических деталей. В данном устройстве автоматический захват производится за счет поступательных перемещений, что позволяет упростить конструкцию и повысить точность стыковки. 3 ил. ел С XI Ю О СО 00
| СЧЕТНЫЙ ПРИБОР | 1926 |
|
SU5000A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Держатель для позиционирования лазерной выходной оптической системы, РЖ Сварка, 1988, 5.63.557П. | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Япония, МКИ В 23 К 26/04, В 23 К 26/08 заявл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Проспект фирмы Optirno установки Prlma Industries Проспект установки Laskontur Ovlnta фирмы Messer Grlesheim | |||
| Авторское свидетельство СССР | |||
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ И СМЕНЫ ОПТИЧЕСКИХ ГОЛОВОК ЛАЗЕРНЫХ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ | 1988 |
|
RU1568390C |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Лазерные технологические комплексы, Г.А.Абильсиитов, А.Н.Сафонов, В.Е.Кашин, Г.Ю.Микульшин | |||
| Шатура, 1988, Препринт | |||
