Изобретение относится к области создания полимерных связующих на основе полиэфирного олигомера с наполнителем в виде коротких волокон для полимерных композиционных материалов (ПКМ), получаемых из листового полуфабриката (SMC-препрега) методом прямого прессования (sheet molding compound - SMC-технологии), которые могут быть использованы для изготовления экономически эффективных деталей, элементов интерьера и корпусов транспорта, имеющих улучшенные эксплуатационные и прочностные характеристики.
Из уровня техники известен композиционный материал на основе полиэфирной смолы, состоящий из ненасыщенной полиэфирной смолы ПН-15 и отверждающей системы, которая представляет собой раствор анилино-формальдегидной смолы СФ-342А в ацетоне (RU 2232175 С2, C08L 67/06, опубл. 10.07.2004).
Основным недостатком этого материала является наличие инертного органического растворителя в составе отверждающей системы, что негативно сказывается на процессе формирования изделия из него, поскольку удаление летучих продуктов приводит к образованию пористой структуры ПКМ, характеризующегося невысокими показателями прочности.
Известна полимерная композиция, армированная стекловолокном, содержащая полиэфирный олигомер, полиэтилентерефталат и антипирен галогенового ряда (хлорбензол, бромбензол и т.п.) (US 3671487 А, C08K 5/03, опубл. 20.06.1972). Полученный материал имеет температуру тепловой деформации 207°С.
В качестве основного недостатка этой композиции является ее низкие экологические характеристики в связи с наличием антипиренов галогенового ряда, что ограничивает их применение в обитаемых помещениях.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому техническому результату, принятым за прототип, является полиэфирное связующее, включающее: ортофталевую ненасыщенную полиэфирную смолу - 16,10 масс. %, термопласт на основе винилацетата: поливинилацетат - 10,00 масс. %, отвердитель пероксидного типа: трет-бутилпероксибензонат - 0,28 масс. %, ингибитор фенольного типа: пара-бензохинон - 0,003 масс. %, загуститель: оксид магния - 0,20 масс. %, антипирен: смесь гидроксида алюминия - 59,20 масс. %, цианурата меламина - 9,10 масс. % и бората цинка - 3,9 масс. %, и разделитель: стеарат кальция -1,217 масс. %.
Препрег, включающий указанное полиэфирное связующее и рубленый стекловолоконный наполнитель, при соотношении компонентов: связующее - 88,46 масс. %, наполнитель - 11,54 масс. %. Изделие из листового пресс-материала (препрега) получают по технологии термореактивного формования (CN 101343407 A, C08J 5/04, опубл. 14.01.2009).
Недостатками указанного прототипа являются его высокая стоимость, низкий уровень технологических характеристик полиэфирного связующего (высоковязкая композиция), что затрудняет процесс его переработки в ПКМ, а также низкая температура тепловой деформации отвержденной композиции, что понижает сопротивление этого материала к распространению огня, а также и низкие физико-механические и деформационно-прочностные характеристики (предел прочности при статическом изгибе и ударная вязкость) изделий из ПКМ, изготовленных из препрега на основе связующего.
Технической задачей заявленного изобретения является создание экономически эффективного полиэфирного связующего с улучшенными технологическими характеристиками (композиция с пониженной вязкостью), с повышенной температурой тепловой деформации отвержденной композиции, а также с высокими физико-механическими и деформационно-прочностными характеристиками (предел прочности при статическом изгибе и ударная вязкость) создаваемых изделий из ПКМ, изготовленных из SMC-препрега на основе связующего.
Техническим результатом настоящего изобретения является создание дешевого низковязкого полиэфирного связующего, повышение температуры тепловой деформации отвержденной композиции, увеличение предела прочности при статическом изгибе и ударной вязкости создаваемых изделий из ПКМ.
Поставленный технический результат достигается тем, что предлагается полиэфирное связующее, содержащее в качестве основы полиэфирную смолу, отвердитель пероксидного типа, ингибитор фенольного типа, термопласт на основе винилацетата, антипирен, загуститель - оксид магния, при этом в качестве полиэфирной смолы содержится изофталевая ненасыщенная полиэфирная смола, в качестве отвердителя, ингибитора и термопласта используются их растворы в органическом растворителе, в качестве антипирена - гидроксид алюминия и дополнительно содержатся модификаторы - поверхностное активное вещество и неорганический минеральный наполнитель, при следующем соотношении компонентов, масс. %:
Полиэфирное связующее может дополнительно содержать стеарат цинка в количестве 0,5-2,5 масс. % от всей композиции.
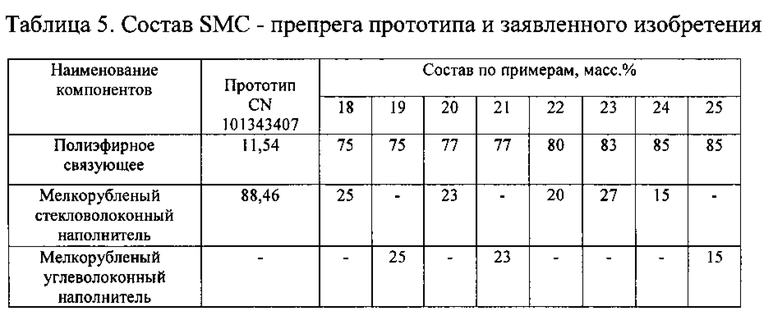
Предложен также SMC-препрег (листовой полуфабрикат), включающий указанное полиэфирное связующее и рубленый волокнистый наполнитель при следующем соотношении компонентов, масс. %:
В качестве рубленого волокнистого наполнителя могут использоваться стекловолокна, углеволокна.
Изделие изготавливают путем прямого прессования листового полуфабриката (SMC-препрега) при повышенной температуре.
Авторами установлено, что содержание в составе композиции-прототипа большого количества твердых наполнителей по отношению к жидкой смоляной фазе (~83:17 масс. %), а также применение безрастворной технологии при введении в полимерную смесь отвердителя, ингибитора и термопласта способствуют повышенной вязкости связующего, что затрудняет процесс ее переработки в ПКМ. Предлагаемая полиэфирная композиция с установленным экспериментальным путем оптимальным соотношением между смоляной составляющей и твердыми наполнителями (~60:40 масс. %), а также использование для улучшения процесса совмещения компонентов низкоконцентрированных растворов отвердителя, ингибитора и термопласта в активных растворителях обеспечивают более низкие вязкостные характеристики, что повышает ее технологичность и упрощает процесс получения препрега и переработки в ПКМ.
В качестве отвердителя композиции по прототипу используется отвердитель пероксидного типа - трет-бутилпероксибензонат, который ввиду своей низкой термической стабильности активизирует процесс отверждения полимерных композиций уже при температуре до 90°С, что приводит к образованию отвержденных материалов с невысокими температурами тепловой деформации (до 240°С). Использование для формования разработанного материала отвердителя пероксидного типа с повышенной термической стабильностью - пероксида дикумила - обеспечивает возможность проводить отверждение при температуре 150°С и создавать более термостойкие материалы (температура тепловой деформации до 310°С) с повышенным сопротивлением к распространению огня. Более высокая температура тепловой деформации предлагаемого материала дает возможность ограничиться использованием в качестве антипирена только гидроксида алюминия, не прибегая к более дорогостоящим веществам, снижающим горючесть материала.
В состав композиции, известной из прототипа, включена ортоориентированная полиэфирная смола, что приводит к получению отвержденного материала с жесткой пространственной структурой, а наличие в предлагаемом материале полиэфирного олигомера, ориентированного в метаположении, позволяет получать менее напряженную отвержденную полимерную структуру, характеризующуюся повышенной ударной прочностью.
Процессы полимеризации, инициируемые отвердителями пероксидного типа, характеризуются высокой скоростью. При разложении отвердителей возможно образование мелких пузырьков кислорода, создающих в микроскопических областях формирующегося материала локальные перегревы. Это может привести к возникновению нежелательных пор в структуре отвержденных ПКМ, полученных из SMC-препрегов, и снижению прочностных характеристик получаемых материалов (прочность при статическом изгибе). Поэтому в разработанное полиэфирное связующее вводят незначительные количества поверхностно-активных веществ, которые выполняют функции деаэратора, а также способствуют увеличению адгезии на границе раздела фаз «полимерная матрица - наполнитель».
Разработанное полиэфирное связующее содержит большое количество доступных и недорогих минеральных наполнителей, что делает ее использование для создания изделий экономически выгодным.
Дополнительное введение стеарата цинка в количестве 0,5-2,5% от всей композиции полиэфирного связующего способствует улучшению отделения готовых изделий от оснастки.
Для получения полиэфирного связующего:
- в качестве изофталевой полиэфирной смолы используют смолы, выбранные из ряда, например, Synthopan 781-60, Dion 6631, Vipel F737 и др;
- в качестве раствора отвердителя используют раствор отвердителя пероксидного типа в органическом растворителе при следующем соотношении компонентов, масс. %: отвердитель пероксидного типа – 15-30; органический растворитель – 70-85. В качестве отвердителя пероксидного типа используют органический пероксид, например пероксид дикумила, а в качестве органического растворителя используют один растворитель, выбранный из ряда диаллиловый эфир ортофталевой кислоты, диаллиловый эфир изофталевой кислоты или стирол и др.;
- в качестве раствора ингибитора используют раствор соединения фенольного типа в органическом растворителе при следующем соотношении компонентов, масс. %: соединение фенольного типа – 20-40; органический растворитель – 60-80. В качестве ингибитора используется одно соединение фенольного ряда, выбранное из, например, гидрохинон, трет-бутилкатехол и др., а в качестве органического растворителя используют один растворитель, выбранный из ряда, например, метакрилат, диаллиловый эфир ортофталевой кислоты или дивинилбензол и др.;
- в качестве раствора термопласта используют раствор полимерных соединений на основе винилацетата в органическом растворителе при следующем соотношении компонентов, масс. %: полимерное соединение на основе винилацетата - 30÷70; органический растворитель - 30÷70. В качестве термопласта используют одно полимерное соединение на основе винилацетата, выбранное из ряда, например, Vinnapas С341, Vinnapas 5010N, Vinnapas 5044 и др., а в качестве органического растворителя используют один растворитель, выбранный из ряда, например, метакрилат, диаллиловый эфир ортофталевой кислоты, стирол и др.;
В качестве поверхностного активного вещества (ПАВ) используют один ПАВ, выбранный из ряда, например, BYK А-560, BYK 330, BYK-370 и др. или их смеси.
В качестве гидроксида алюминия используют гидроксид алюминия, выбранный из материалов, имеющихся на сырьевом рынке, рекомендованных в качестве антипиренов, например гидроксид алюминия «Фрамиал К05», гидроксид алюминия «Фрамиал К» и др.
В качестве оксида магния используют порошок оксида магния.
В качестве стеарата цинка используют порошок стеарата цинка.
В качестве неорганического минерального наполнителя используется один наполнитель, выбранный из ряда, например, измельченный речной песок, карбонат кальция, слюда и др.
Соотношение используемых компонентов в предлагаемом изобретении установлены экспериментальным путем и позволяют добиться получения полиэфирных композиций для SMC-технологии с наиболее предпочтительным сочетанием технологических и физико-механических характеристик.
Получение раствора ингибитора для заявленной полиэфирной композиции
Пример 1
Для получения раствора ингибитора в чистый и сухой реактор с термостатируемой рубашкой и сливным штуцером, снабженный мешалкой, загрузили 20,0 масс. % гидрохинона и 80,0 масс. % диаллилового эфира ортофталевой кислоты. Включили мешалку и, перемешивая со скоростью 100 об/мин, нагревали до температуры (60±5)°С. Перемешивали при указанной температуре в течение не менее 120 мин до образования однородного раствора без видимых механических включений. Выключили мешалку и слили готовый раствор ингибитора через сливной штуцер в сухую чистую емкость.
Примеры 2-3
Изготовление раствора ингибитора выполняли аналогично примеру 1, но с другими компонентами и при соотношениях, приведенных в таблице 1.
Получение раствора термопласта для заявленной полиэфирной композиции
Пример 4
Для получения раствора термопласта в чистый и сухой реактор с термостатируемой рубашкой и сливным штуцером, снабженный мешалкой, загрузили 70,0 масс. % диаллилового эфира изофталевой кислоты. Затем включили мешалку и обогрев, перемешивали со скоростью 100 об/мин с внесением 30,0 масс. % порошка термопласта VINNAPAS 5044 при температуре (70±5)°С в течение не менее 90 мин до образования однородного раствора без видимых механических включений. Выключили мешалку и слили готовый раствор термопласта через сливной штуцер в сухую чистую емкость.
Примеры 5-6
Изготовление раствора термопласта выполняли аналогично примеру 4, но с другими компонентами и при соотношениях, приведенных в таблице 2.
Получение раствора отвердителя для заявленной полиэфирной композиции
Пример 7
Для получения раствора отвердителя в чистый и сухой реактор со сливным штуцером, снабженный мешалкой, загрузили 85,0 масс. % диаллилового эфира ортофталевой кислоты. Затем включили мешалку и перемешивали со скоростью 100 об/мин с внесением 15,0 масс. % пероксида дикумила при температуре (25±5)°С в течение не менее 90 мин до образования однородного раствора без видимых механических включений. Выключили мешалку и слили готовый раствор отвердителя через сливной штуцер в сухую чистую емкость.
Примеры 8-9
Изготовление раствора отвердителя выполняли аналогично примеру 7, но с другими компонентами и при соотношениях, приведенных в таблице 3.
Получение заявленного полиэфирного связующего
Пример 10
В чистый и сухой смеситель загрузили 15,0 масс. % полиэфирной смолы Synthopan 781-60, 0,0001 масс. % раствора ингибитора (приготовленного по рецептуре примера №1), 6,5 масс. % раствора термопласта (приготовленного по рецептуре примера №4), 6,5 масс. % раствора отвердителя (приготовленного по рецептуре примера №7), 0,9999 масс. % BYK А-560, 0,5000 масс. % BYK 330 и 0,2000 масс. % BYK 370. Включили перемешивание и обогрев. Перемешивали со скоростью 100 об/мин при температуре (40±5)°С в течение 1 ч. Затем добавили в реакционную массу 27 масс. % гидроксида алюминия, 30 масс. % карбоната кальция, 2,5 масс. % стеарата цинка и 0,8 масс. % оксида магния. Полученную массу перемешивали со скоростью 100 об/мин при температуре (50±5)°С до образования однородной смеси без заметных крупных агрегатов неорганических наполнителей (комков) в течение 1 ч.
Примеры 11-17
Изготовление полиэфирного связующего выполняли аналогично примеру 10, но с другими компонентами и при соотношениях, приведенных в таблице 4.
Получение заявленного препрега
Пример 18.
Получение SMC-препрега осуществлялось на установке для производства SMC с автоматизированной системой дозирования путем совмещения 75 масс. % полиэфирного связующего, приготовленного по рецептуре примера 10 (табл. 4) при температуре 25°C с 25 масс. % рубленого стекловолоконного наполнителя. Полиэфирное связующее наносилось на 2 полотна полиэтиленовой пленки при помощи дозирующей ванночки с раклей. Одновременно со шпулярника в рубящее устройство подавался стеклоровинг. Нижнее полотно пленки с нанесенным связующим подавалось под рубящее устройство, которое рубит рассыпающийся ровинг на отрезки заданной длины. Рубленое стекловолокно падало на пленку, а его количество регулировалось скоростью подачи пленки. После этого полученный пакет накрывался верхним полотном пленки с нанесенным слоем связующего. Полученный «сэндвич» пропускался через сжимающие валки для обеспечения пропитывания волокна. Готовый SMC-препрег сматывался в рулоны и дополнительно упаковывался в стиролонепроницаемую полиамидную пленку.
SMC-препреги для примеров 20, 22, 23 и 24 (табл. 5) изготавливали с использованием рубленого стекловолоконного наполнителя, а для примеров 19, 21 и 25 (табл. 5) - с использованием рубленого углеволоконного наполнителя аналогично примеру 18.
Изготовление заявленных изделий
Пример
Изготовление изделий из SMC-препрега, приготовленного по рецептуре примера 18 (табл. 5), осуществлялось методом прямого прессования в стальных обогреваемых закрытых формах на гидравлическом прессе (при давлении 80-100 атм). SMC-препрег нарезался в соответствие со схемой раскроя, укладывался в пакет и переносился в пресс-форму, повышали температуру до 150°С. После затвердевания, которое занимало около 5 минут, деталь вынимали из пресс-формы, удаляли облой и производили механическую обработку. Таким образом получали бампер грузового автомобиля.
На основании изготовленных SMC-препрегов по примерам 19-25 (табл. 5) по технологии, аналогичной примеру, изготавливали изделия: из SMC-препрега по примеру 19 - антивандальные наружные боковины кабины дорожной грузовой техники; по примерам 20 и 23 - дверки трансформаторного железнодорожного ящика; по примерам 22 и 24 - рабочую поверхность откидного столика; по примерам 21 и 25 - внутренние боковые панели локомотива.
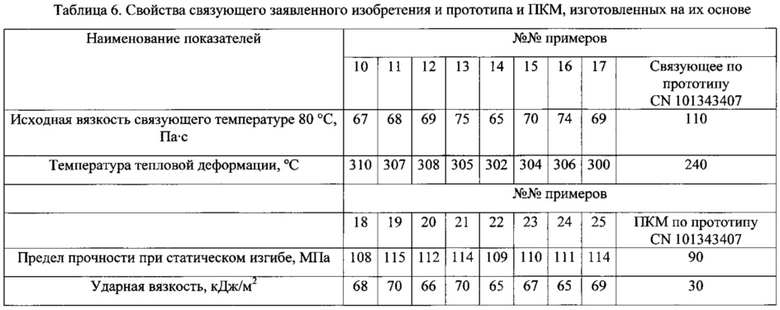
Составы полиэфирных связующих по изобретению и прототипу, приведены в таблице 4, составы препрегов по изобретению и прототипу - в таблице 5, свойства связующих по заявленному изобретению и прототипу и ПКМ, изготовленных на их основе в таблице 6.
Сравнительные данные из таблицы 6 показывают, что предлагаемое полиэфирное связующее обеспечивает преимущества по сравнению с прототипом:
- заявленное полиэфирное связующее является более технологичным, поскольку характеризуется более низкими показателями вязкости (не более 75 Па⋅с при температуре 80°С), в отличие от связующего-прототипа (вязкость 120 Па⋅с при температуре 80°С). Такая низкая вязкость композиции обеспечивает улучшенную текучесть предлагаемой композиции при повышении температуры, и связующее успевает заполнить пресс-форму полностью за более короткое время, что упрощает технологический процесс его переработки в ПКМ;
- изделия, изготовленные из заявленного полиэфирного связующего, обладают повышенным сопротивлением к распространению огня, поскольку отвержденная предлагаемая композиция характеризуется более высокой температурой тепловой деформации (300÷310°С) в сравнении с прототипом (240°С). Полученные показатели на 25-29% превосходят термостойкость материала-прототипа, что способствует созданию более огнестойких ПКМ в отличие от прототипа;
- изделия, изготовленные из заявленного полиэфирного связующего, характеризуются повышенными физико-механическими и деформационно-прочностными характеристиками, поскольку демонстрируют более высокие показатели прочности (предел прочности при статическом изгибе 108÷114 МПа, ударная вязкость 65÷70 кДж/м2) в сравнении с материалом-прототипом (предел прочности при статическом изгибе 90 МПа, ударная вязкость 30 кДж/м2). Полученные характеристики материала на основе заявленного полиэфирного связующего более чем на 20% превосходят прочностные свойства материала-прототипа, что позволяет создавать на его основе деформационно-устойчивые изделия из ПКМ с более высоким уровнем конструкционной прочности, которые могут быть использованы для изготовления деталей, элементов интерьера и корпусов транспорта, имеющих улучшенные эксплуатационные характеристики;
- изделия и детали, изготовленные из заявленного полиэфирного связующего, являются более экономически эффективными по сравнению с материалами, изготавливаемыми из связующего прототипа, так как в качестве антипирена используется только гидроксид алюминия, а также содержится большое количество дешевого и доступного минерального наполнителя, например измельченного речного песка, карбоната кальция, слюды и др.


| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИВИНИЛЭФИРНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ И ИЗДЕЛИЕ ИЗ НЕГО | 2015 |
|
RU2615374C1 |
| ЭПОКСИВИНИЛЭФИРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ ВАКУУМНОЙ ИНФУЗИИ | 2015 |
|
RU2606442C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668030C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668029C1 |
| Эпоксидное связующее, препрег и изделие, выполненное из них | 2022 |
|
RU2797591C1 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКА И ПУЛТРУЗИОННЫЙ ПРОФИЛЬ ИЗ СТЕКЛОПЛАСТИКА | 2012 |
|
RU2502602C1 |
| ТЕПЛОСТОЙКОЕ ТЕРМОРЕАКТИВНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПОЛИМЕРНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686036C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2663444C1 |
| Композиционный материал для изготовления строительных изделий, изготовленное из композиционного материала строительное изделие и способ изготовления строительного изделия из композиционного материала | 2024 |
|
RU2841077C1 |
| ТРУДНОГОРЮЧИЙ ПОЛИМЕРНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ | 2020 |
|
RU2770071C1 |
Изобретение относится к области создания полимерных связующих на основе полиэфирного олигомера с наполнителем в виде коротких волокон для полимерных композиционных материалов (ПКМ), получаемых из листового полуфабриката (SMC-препрега) методом прямого прессования, которые могут быть использованы для изготовления экономически эффективных деталей, элементов интерьера и корпусов транспорта. Полиэфирное связующее включает, мас.%: изофталевую ненасыщенную полиэфирную смолу - 25,0-40,0, раствор отвердителя - 2,0-6,5, раствор ингибитора - 0,0001-0,1000, раствор термопласта - 0,2-6,5, поверхностное активное вещество - 0,15-3,00, гидроксид алюминия – 27,0-42,0, оксид магния - 0,05-0,80, неорганический минеральный наполнитель – 15,0-30,0. SMC-препрег включает указанное полиэфирное связующее и рубленый волокнистый наполнитель при следующем соотношении, мас.%: полиэфирное связующее - 75,0-85,0, рубленый волокнистый наполнитель - 15,0-25,0. Техническим результатом является создание экономически эффективных изделий из ПКМ с повышенным сопротивлением к распространению огня и высокими пределом прочности при статическом изгибе и ударной вязкостью. 3 н. и 3 з.п. ф-лы, 6 табл.
1. Полиэфирное связующее, содержащее в качестве основы полиэфирную смолу, отвердитель пероксидного типа, ингибитор фенольного типа, термопласт на основе винилацетата, антипирен, загуститель - оксид магния, отличающееся тем, что в качестве полиэфирной смолы содержится изофталевая ненасыщенная полиэфирная смола, в качестве отвердителя, ингибитора и термопласта используются их растворы в органическом растворителе, в качестве антипирена - гидроксид алюминия и дополнительно содержатся модификаторы - поверхностное активное вещество и неорганический минеральный наполнитель, при следующем соотношении компонентов, мас.%.:
2. Полиэфирное связующее по п.1, отличающееся тем, что оно дополнительно содержит стеарат цинка в количестве 0,5-2,5 мас.% от всей композиции.
3. Препрег, включающий полиэфирное связующее и рубленый волокнистый наполнитель, отличающийся тем, что в качестве полиэфирного связующего используют связующее по п.1 при следующем соотношении компонентов, мас.%:
4. Препрег по п.3, отличающийся тем, что в качестве рубленого волокнистого наполнителя содержит рубленый волокнистый угленаполнитель.
5. Препрег по п.3, отличающийся тем, что в качестве рубленого волокнистого наполнителя содержит рубленый волокнистый стеклонаполнитель.
6. Изделие, отличающееся тем, что оно выполнено методом прямого прессования препрега по п.3.
| CN 101343407 A1, 14.01.2009 | |||
| WO 2007088055 A1, 09.08.2007 | |||
| JPH 09188770 A1, 22.07.1997 | |||
| Теплостойкая композиция | 1975 |
|
SU659098A3 |
| ЛИСТОВОЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2021303C1 |
| СВЯЗУЮЩЕЕ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2013 |
|
RU2532514C1 |

