Область техники
Изобретение относится к области металлорежущих станков, в частности станков для обработки коленчатых валов, например коленчатых валов для автомобилей.
Уровень техники
Концы коленчатых валов для автомобилей, например для легковых автомобилей, обычно обрабатываются на станках, специально приспособленных для выполнения соответствующих операций. Например, коленчатые валы могут быть установлены в рабочей станции, между двумя станочными модулями (каждый из которых может быть приспособлен для одновременной механической обработки нескольких коленчатых валов, обычно с использованием инструмента для каждого коленчатого вала, например многошпиндельной головки) так, что первый станочный модуль обрабатывает один конец коленчатого вала (или один конец нескольких коленчатых валов), а другой станочный модуль в это же время обрабатывает другой конец коленчатого вала (или коленчатых валов).
Для достижения высокой производительности и эффективности использования оборудования желательно, чтобы оба станочных модуля имели высокие рабочие характеристики и минимальные потери машинного времени между операциями. В WO-A-2009/103825 приведен пример того, как сократить потери машинного времени между операциями в станке для обработки коленчатых валов.
Как показано в WO-A-2009/103825, коленчатые валы обычно имеют два различных конца, первый из которых здесь далее будет называться "фланцевым концом", а второй конец будет называться "передним концом". Для обоих концов требуются различные обрабатывающие операции, при этом обычно обработка одного из этих концов требует больше времени, чем обработка противоположного конца, обычно для фланцевого конца требуется существенно больше машинного времени, чем для переднего конца, как это было показано в WO-A-2009/103825. В настоящем документе термины "фланцевый конец" и "передний конец" должны интерпретироваться не как ограничивающие, как если бы они относились к определенной конструкции коленчатых валов, а в широком смысле, для различения двух концов коленчатого вала, требующих различных обрабатывающих операций.
Предложенное в WO-A-2009/103825 решение основано на использовании двух рабочих станций, в одной из которых коленчатые валы располагаются перевернутыми (т.е. "повернутыми" на 180 градусов) относительно коленчатых валов в другой. В описанном варианте выполнения, рабочие станции расположены между двумя станинами или направляющими станочных модулей, по которым перемещаются соответствующие станочные модули. При этом первый станочный модуль может обрабатывать фланцевые концы коленчатых валов на первой рабочей станции, затем может переместиться в поперечном направлении ко второй рабочей станции для обработки передних концов коленчатых валов на второй рабочей станции. В системе с перевернутыми валами второй станочный модуль может начать с обработки передних концов коленчатых валов в первой рабочей станции, затем сместиться ко второй рабочей станции для обработки фланцевых концов коленчатых валов, установленных на второй рабочей станции. Поэтому, если для обработки фланцевых концов требуется время X, а для обработки передних концов требуется время Y (которое может быть в несколько раз меньше времени X, например четвертая часть X), первый станочный модуль может завершить обработку на обеих рабочих станциях примерно через время X+Y (не считая времени на перемещение и др.), а второй станочный модуль может завершить обработку на обеих рабочих станциях примерно через время Y+X. Другими словами, цикл обработки будет составлять примерно X+Y (не учитывая перемещений, затрат времени на установку/снятие и др.), и в течение этого времени оба станочных модуля будут полностью загружены, ни одному из них не потребуется долго ждать, пока другой закончит свою операцию по обработке. Тем самым достигается сокращение времени производственного цикла и хорошие эксплуатационные показатели оборудования.
Тем не менее, несмотря на то, что станок и способ, описанные в WO-A-2009/103825, обеспечивают удовлетворительные результаты со многих точек зрения, им свойственен ряд недостатков. Например, могут возникнуть сложности с установкой и снятием деталей в двух рабочих станциях с одной и той же точки или станции установки/снятия. Другим возможным ограничением является то, что в случае поломки в одном из станочных модулей станок не сможет выполнить обработку обоих концов коленчатого вала. Другим возможным недостатком может быть сложность выполнения некоторых операций обработки, требующих определенных углов установки между инструментальной головкой и коленчатым валом (например, прорезывания шпоночного паза или облегчающих отверстий), без использования дополнительных станочных модулей или смены инструментальной головки.
Раскрытие изобретения
Первая особенность изобретения относится к станку для обработки концов коленчатых валов, включающему: первый станочный модуль, выполненный с возможностью одновременной механической обработки по меньшей мере двух коленчатых валов (т.е. первый модуль может содержать, например, два шпинделя или многошпиндельную головку с соответствующим инструментом для одновременной обработки двух или более коленчатых валов или, более конкретно, конца каждого из этих коленчатых валов);
второй станочный модуль, выполненный с возможностью одновременной механической обработки по меньшей мере двух коленчатых валов (т.е. второй модуль также может содержать, например, два шпинделя или многошпиндельную головку с соответствующим инструментом для одновременной обработки двух или более коленчатых валов или, более конкретно, конца каждого из этих коленчатых валов; первый и второй станочные модули могут быть идентичными и располагаться друг против друга); и
несущую конструкцию для удерживания коленчатых валов, имеющую по меньшей мере четыре места закрепления коленчатых валов для обработки этих валов, при этом несущая конструкция располагается между первым станочным модулем и вторым станочным модулем так, что первый станочный модуль может обрабатывать первый конец нескольких упомянутых коленчатых валов, в то время как второй станочный модуль обрабатывает второй конец нескольких упомянутых коленчатых валов (это не означает, что оба модуля всегда работают с одними и теми же коленчатыми валами; учитывая, что один из них может обрабатывать передний конец, а другой обрабатывать фланцевый конец, один может закончить раньше другого, после чего начать обработку других коленчатых валов, примерно так, как это делается в станке, описанном в WO-A-2009/103825).
В соответствии с изобретением, по меньшей мере четыре упомянутых места закрепления расположены в двух вертикальных рядах мест закрепления, каждый из которых содержит по меньшей мере два места из мест закрепления, расположенные на разной высоте, для помещения обрабатываемых коленчатых валов двумя вертикальными рядами, в каждом из которых по меньшей мере два коленчатых вала размещены на разной высоте. При этом каждый станочный модуль может сначала обработать конец каждого коленчатого вала в первом из этих вертикальных рядов, а затем конец каждого коленчатого вала в другом вертикальном ряду.
Кроме того, в соответствии с изобретением, несущая конструкция установлена с возможностью вращения так, что она может поворачиваться по меньшей мере на 180 градусов.
При этом достигается ряд результатов.
Одним результатом является то, что в случае если возникает отказ одного из упомянутых станочных модулей, другой может обработать оба конца каждого коленчатого вала, сначала обработав один конец, а затем после поворота несущей конструкции на 180 градусов также и другой конец этого коленчатого вала.
Другое преимущество состоит в том, что посредством поворота на угол менее 180 градусов, например на 20-70 градусов (например, на 30, 45 или 60 градусов) или (примерно) 90 градусов, в исходном положении могут быть выполнены обрабатывающие операции, которые были невозможны или сложны для выполнения. Этим расширяются возможности выполнения специальных или сложных операций обработки без необходимости использования дополнительных обрабатывающих головок и (или) замены инструментальной головки.
Другим преимуществом по сравнению, например, со станком, описанным в WO-A-2009/103825, является то, что все коленчатые валы могут загружаться в несущую конструкцию и выгружаться из нее в единой станции установки/снятия деталей с использованием поворота на 180 градусов несущей конструкции, когда оба вертикальных ряда с коленчатыми валами могли выборочно устанавливаться в станцию или позицию установки и снятия. Это может быть предпочтительно во многих случаях.
Несущая конструкция может быть выполнена так, что в одном из вертикальных рядов мест закрепления обрабатываемые коленчатые валы располагаются с фланцевыми концами, направленными к первому станочному модулю и с передними концами, направленными ко второму станочному модулю, в то время как в другом вертикальном ряду обрабатываемые коленчатые валы расположены своими передними концами к первому станочному модулю, и фланцевыми концами ко второму станочному модулю, например, когда несущая конструкция находится в ее первом рабочем положении, т.е. "неповернутом" положении. Другими словами, можно расположить коленчатые валы в первом из вертикальных рядов повернутыми в противоположном направлении относительно коленчатых валов в другом вертикальном ряду, в результате чего достигается оптимизация производственного цикла и использования обрабатывающего оборудования; по аналогии с WO-A-20097103825 производственный цикл (не считая дополнительного времени, необходимого для установки/снятия, и времени для перемещения) может по существу достигать времени, необходимого для обработки фланцевого конца, плюс время, необходимое для обработки переднего конца. Это время может быть существенно меньше времени, которое было бы необходимо для завершения обработки двух фланцевых концов. Станок может также включать первую направляющую и вторую направляющую, при этом первый станочный модуль располагается так, чтобы перемещаться в поперечном направлении по первой направляющей, а второй станочный модуль располагается так, чтобы перемещаться в поперечном направлении по второй направляющей так, что каждый из первого станочного модуля и второго станочного модуля может перемещаться в поперечном направлении между рабочим положением для обработки коленчатых валов в первом из упомянутых вертикальных рядо, и другим рабочим положением для обработки коленчатых валов в другом из упомянутых вертикальных рядов без необходимости поворачивать несущую конструкцию. Таким образом, когда рабочий модуль заканчивает обработку фланцевых концов коленчатых валов, расположенных в одном из этих вертикальных рядов, он может поперечно сместиться к другому вертикальному ряду для обработки передних концов коленчатых валов, расположенных в этом другом вертикальном ряду, и наоборот. Тем самым может быть достигнуто сокращенное время производственного цикла. Термин "направляющая" должен пониматься в обобщенном смысле, подразумевая любую конструкцию, позволяющую направлять соответствующий станочный модуль в его движении в поперечном направлении.
Станочные модули или по меньшей мере инструмент или инструментальная головка, которые они включают, могут перемещаться в трех направлениях, т.е. не только поперечно (например, по оси X), но также вперед и назад (например, по оси Z) и по высоте (например, по оси Y).
Каждый станочный модуль может включать несколько расположенных по вертикали инструментов (или шпинделей, или шпиндельных головок) для обеспечения одновременной обработки нескольких коленчатых валов, распределенных по вертикали, т.е. расположенных на разной высоте в соответствующем вертикальном ряду.
Несущая конструкция может быть выполнена с возможностью выборочной установки в первое рабочее положение и второе рабочее положение, причем второе рабочее положение повернуто под углом примерно 90 градусов относительно первого рабочего положения.
В альтернативном варианте или дополнительно несущая конструкция может быть приспособлена для выборочной установки в любое (или упомянутое) первое рабочее положение и третье рабочее положение, повернутое на угол от 20 до 70 градусов относительно первого рабочего положения.
Таким образом, посредством поворота несущей конструкции может выполняться механическая обработка под различными рабочими углами, что увеличивает гибкость станка и снижает потребность в заменах инструментальной головки и (или) использовании дополнительных станочных модулей. Станок может включать узел управления, запрограммированный на поворот несущей конструкции между различными рабочими положениями в соответствии с запрограммированной последовательностью операций, например прорезывание шпоночного паза в переднем конце и (или) облегчающих отверстий.
Несущая конструкция может быть выполнена с возможностью вращения вокруг вертикальной оси.
Вторая особенность изобретения относится к способу механической обработки коленчатого вала на станке, описанном выше. Способ включает шаги, при выполнении которых:
устанавливают подлежащие обработке коленчатые валы в места закрепления на несущей конструкции;
выполняют механическую обработку посредством первого станочного модуля, фланцевых концов первой части коленчатых валов и передних концов второй части этих коленчатых валов;
выполняют механическую обработку посредством второго станочного модуля, фланцевых концов второй части коленчатых валов и передних концов первой части этих коленчатых валов; и
снимают обработанные коленчатые валы с несущей конструкции.
Способ может также включать шаг выполнения поворота на 180 градусов между снятием с несущей конструкции первой части коленчатых валов и снятием второй части коленчатых валов. Другими словами, одна и та же рабочая станция может быть использована для снятия всех коленчатых валов; это же относится и к установке коленчатых валов для их обработки.
Способ может также включать шаг выполнения посредством несущей конструкции по меньшей мере одного поворота на угол не более 90 градусов между первой фазой механической обработки и второй фазой механической обработки.
Например, этот поворот может составлять 90 градусов. Первая фаза механической обработки может быть основной фазой обработки, а вторая фаза механической обработки может, например, соответствовать вырезыванию шпоночного паза в переднем конце коленчатых валов. В этом случае может быть удобен многократный поворот на 90 градусов.
Поворот может выполняться на угол от 20 до 70 градусов. Первая фаза машинной обработки может быть основной фазой обработки, а вторая фаза машинной обработки может, например, включать выполнение облегчающих отверстий. В этом случае может быть удобным поворот на угол от 20 до 70 градусов, например примерно 50 или 60 градусов.
Описание чертежей
В качестве дополнения описания и для улучшения понимания признаков изобретения в соответствии с его предпочтительными вариантами выполнения приложен комплект чертежей, иллюстрирующих описание без ограничения его притязаний и являющихся неотъемлемой его частью, на которых:
на фиг. 1-3 схематически представлены в плане виды станка в соответствии с возможным вариантом выполнения изобретения;
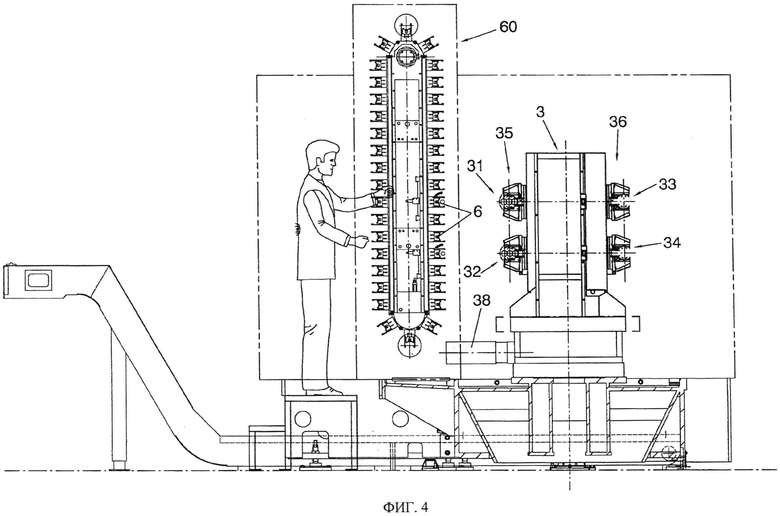
на фиг. 4 представлен вид сбоку по стрелкам IV, показанным на фиг. 1;
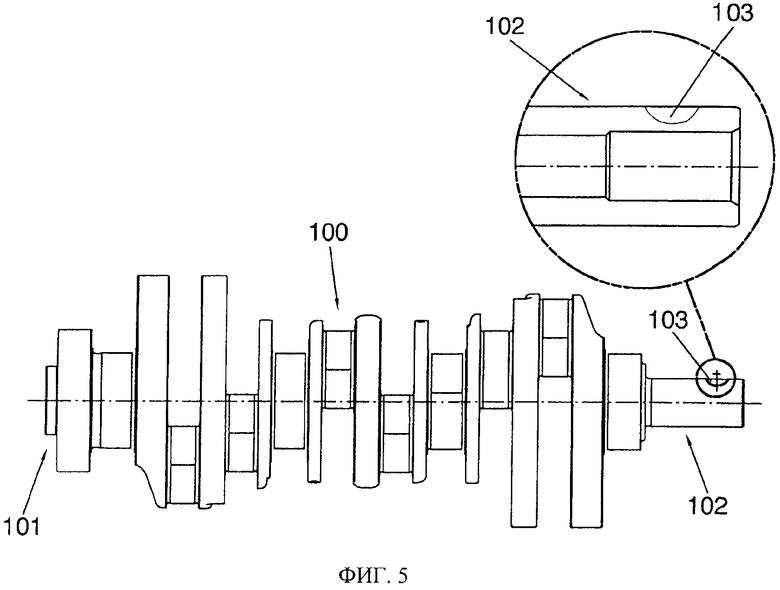
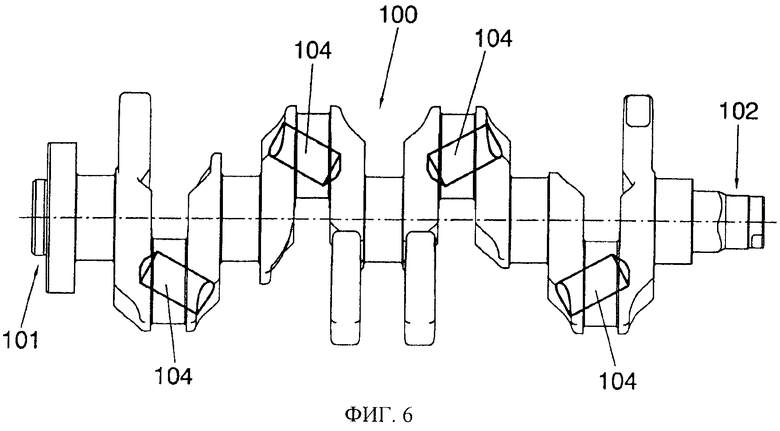
на фиг. 5 и 6 представлены примеры коленчатых валов, требующих механической обработки, которая легко выполняется на предлагаемом станке.
Перечень ссылочных обозначений
Предпочтительный вариант осуществления изобретения
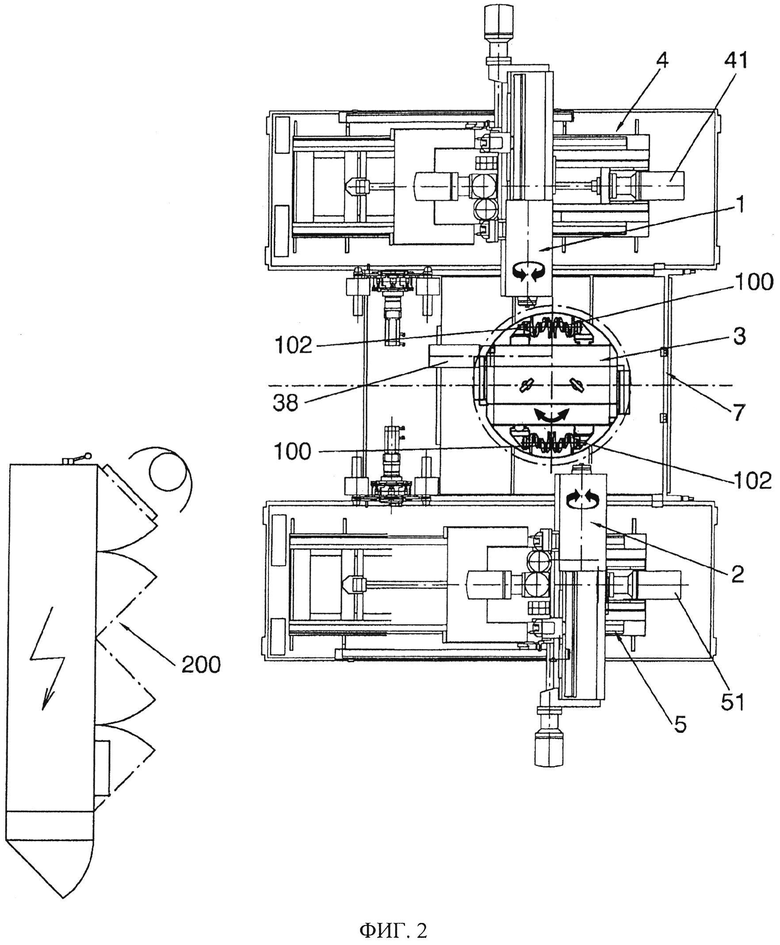
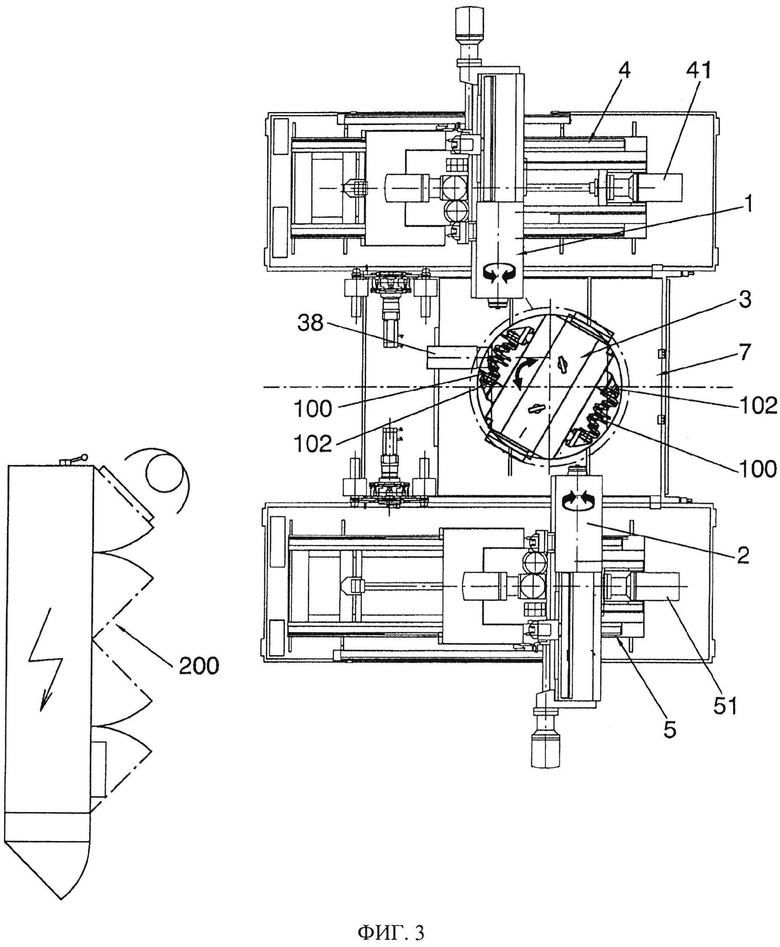
На фиг. 1-3 представлен возможный вариант выполнения станка в соответствии с изобретением, имеющего первый станочный модуль 1 и второй станочный модуль 2, управляемые системой управления, включающей компьютер 200 (схематически показан на фиг. 1-3), установка которых обеспечивает их поперечное перемещение вдоль первой направляющей 4 и второй направляющей 5, соответственно, под действием приводных средств 41 и 51, соответственно. Направляющие обычно могут включать направляющие рельсы и т.д. Эти элементы являются общеупотребительными и не требуют дальнейших пояснений.
Станок также включает несущую конструкцию 3 в форме стойки, поворачивающейся вокруг вертикальной оси приводными средствами 38, в качестве которых могут использоваться обычные приводные средства и которые могут управляться компьютером 200. На фиг. 1-3, на виде сверху, можно видеть коленчатые валы 100, расположенные двумя вертикальными рядами (в каждом ряду виден только один верхний коленчатый вал). В каждом вертикальном ряду может быть два коленчатых вала, установленных на разной высоте.
На фиг. 4, представляющей вид сбоку по стрелкам IV на фиг. 1, можно видеть средства крепления несущей конструкции 3 (могут представлять собой обычные средства), образующих четыре места 31, 32, 33 и 34 закрепления, расположенные в двух вертикальных рядах 35 и 36; т.е. первый вертикальный ряд 35 включает места 31 и 32 закрепления для крепления двух коленчатых валов, один над другим, и второй вертикальный ряд 36 включает места 33 и 34 закрепления, также приспособленные для крепления двух коленчатых валов, один над другим. В этом случае каждый из станочных модулей 1 и 2 содержит по меньшей мере один шпиндель, выполненный с возможностью приводить в движение два инструмента, расположенные на разной высоте так, что один инструмент будет воздействовать на коленчатый вал, расположенный в одном из упомянутых мест закрепления, а другой инструмент будет воздействовать на другой коленчатый вал. На фиг. 4 также схематически показан инструментальный магазин 60, включающий инструменты 6, которые могут быть присоединены к станочным модулям в соответствии с конкретными задачами обработки, например в соответствии с типом коленчатого вала, который должен обрабатываться.
На фиг. 1 станок показан в первом рабочем положении, в котором коленчатые валы ориентированы в целом перпендикулярно направляющим 4 и 5 так, что при поперечном перемещении станочных модулей вдоль направляющих они могут выборочно взаимодействовать с коленчатыми валами, расположенными в одном из вертикальных рядов 35 и 36, либо с коленчатыми валами, расположенными в другом из вертикальных рядов. В этом рабочем положении может быть выполнена большая часть операций механической обработки.
Как было схематически показано, в одном из вертикальных рядов коленчатые валы 100 расположены так, что их фланцевый конец 101 направлен к первому станочному модулю 1, а передний конец 102 направлен ко второму станочному модулю 2, в то время как в другом вертикальном ряду коленчатые валы расположены фланцевыми концами 101 ко второму станочному модулю 2, а передними концами 102 к первому станочному модулю 1.
Таким образом, в процессе работы, начиная с положения, показанного на фиг. 1, первый станочный модуль 1 может начать обработку фланцевого конца 101 в одном из вертикальных рядов коленчатых валов, а второй станочный модуль 2 может начать обработку переднего конца 102 тех же самых коленчатых валов. Поскольку обработка переднего конца 102 занимает меньше времени, чем обработка фланцевого конца 101, второй станочный модуль 2 заканчивает обработку переднего конца 102 до того, как первый станочный модуль 1 закончит обработку фланцевого конца 101. Как только второй станочный модуль 2 заканчивает обработку переднего конца 102 коленчатых валов, он перемещается в поперечном направлении так, чтобы встать напротив другого вертикального ряда коленчатых валов, где начинает обработку фланцевых концов 101 закрепленных там коленчатых валов. Когда первый станочный модуль заканчивает обработку фланцевых концов 101 коленчатых валов в первом вертикальном ряду, он также переходит ко второму вертикальному ряду и начинает обработку переднего конца расположенных там коленчатых валов. Учитывая, что оба станочных модуля обрабатывают как фланцы, так и передние концы, работа должна заканчиваться одновременно. В результате, обработанные коленчатые валы одного из вертикальных рядов могут быть сняты станцией 7 установки/снятия, и установлены новые коленчатые валы для их обработки, после чего несущая конструкция 3 должна быть повернута на 180 градусов для снятия оставшихся обработанных коленчатых валов и установки новых коленчатых валов для их обработки.
Понятно, что это только пример того, как может работать станок.
Несмотря на то, что в первом рабочем положении, показанном на фиг. 1, могут выполняться многие обрабатывающие операции, могут существовать и другие операции, выполнение которых в этом положении затруднено без замены инструментальной головки в станочных модулях (что может удлинить производственный цикл), или без использования дополнительных станочных модулей.
Например, в некоторых коленчатых валах может потребоваться прорезать шпоночный паз 103 в переднем конце 102, как это показано на фиг. 5. Эта операция может потребовать высокой точности выполнения. Для прорезывания шпоночного паза без использования дополнительных станочных модулей и замены инструментальной головки в первом станочном модуле и втором станочном модуле может быть необходимо или целесообразно изменить ориентацию коленчатых валов относительно первого рабочего положения, показанного на фиг. 1. Для этого несущая конструкция может быть повернута на 90 градусов относительно этого первого рабочего положения и установлена во второе рабочее положение, показанное на фиг. 2, где шпоночный паз может быть прорезан первым станочным модулем и вторым станочным модулем (один из которых обрабатывает коленчатые валы в одном вертикальном ряду, а другой обрабатывает коленчатые валы в другом вертикальном ряду, как это показано на фиг. 2).
С другой стороны, в некоторых коленчатых валах может быть необходимо или желательно выполнить отверстия 104 в области шатунной шейки для облегчения коленчатого вала. Эта операция также может быть трудна для выполнения в первом рабочем положении. В станке, предложенном в изобретении, из первого рабочего положения может быть выполнен поворот, например, на 50-70 градусов в третье рабочее положение, показанное на фиг. 3. В этом положении отверстия 104 могут быть выполнены первым станочным модулем 1 для коленчатых валов одного вертикального ряда и вторым станочным модулем для коленчатых валов другого вертикального ряда.
Это только примеры операций, которые могут быть выполнены станком, предложенным в настоящем изобретении.
В этом тексте слово "содержит" и его производные (например, "содержащий" и др.) не должны восприниматься в исключающем смысле, т.е. они не исключают возможности того, что описанное включает другие элементы, шаги и др.
С другой стороны, изобретение не ограничено конкретными описанными здесь вариантами выполнения, но, скорее, также охватывает, например, варианты, которые могут быть выполнены специалистом (например, в связи с выбором материалов, размеров, компонентов, форм и др.) в пределах, определенных формулой.
Изобретение относится к области металлорежущих станков. Станок содержит первый станочный модуль (1), выполненный с возможностью одновременной обработки по меньшей мере двух коленчатых валов, второй станочный модуль (2), выполненный с возможностью одновременной обработки по меньшей мере двух коленчатых валов, и несущую конструкцию (3), имеющую по меньшей мере четыре места (31, 32, 33, 34) закрепления коленчатых валов для обработки этих валов. Несущая конструкция (3) располагается между станочными модулями. Места (31, 32, 33, 34) закрепления расположены в двух вертикальных рядах (35, 36) мест закрепления, каждый из которых включает по меньшей мере два места из мест (31, 32, 33, 34) закрепления, расположенные на разной высоте, а несущая конструкция (3) установлена с возможностью вращения так, что она может поворачиваться по меньшей мере на 180º. Также предложен способ механической обработки коленчатых валов. Сокращается время производственного цикла и обеспечиваются хорошие эксплуатационные показатели оборудования. 2 н. и 15 з.п. ф-лы, 6 ил.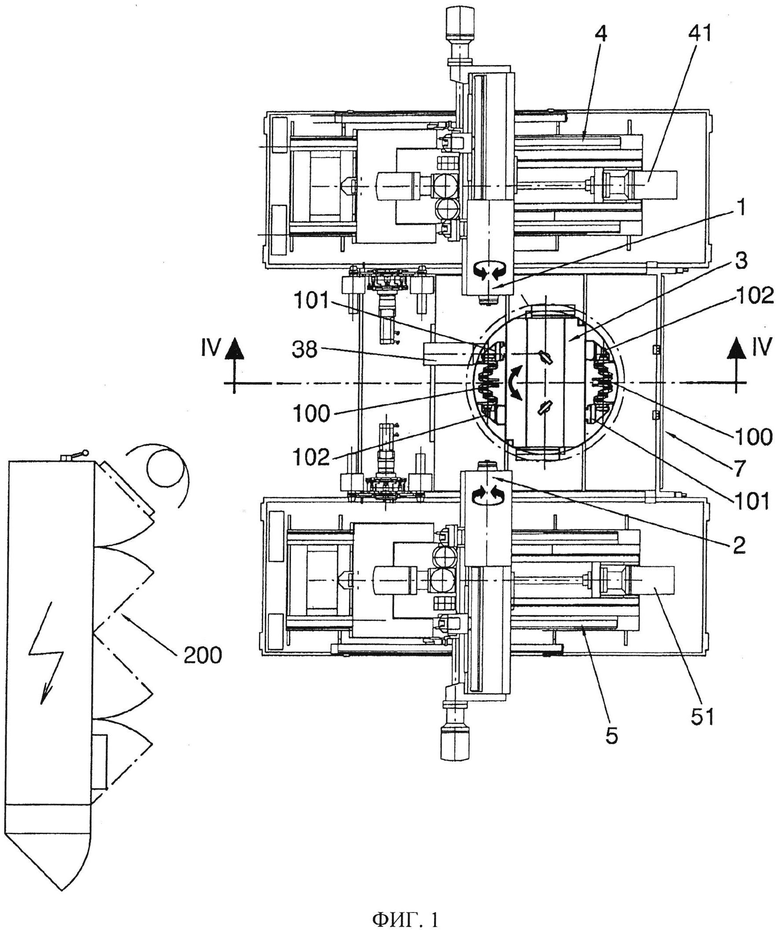
1. Станок для механической обработки концов коленчатых валов, cодержащий:
первый станочный модуль (1), выполненный с возможностью одновременной обработки по меньшей мере двух коленчатых валов;
второй станочный модуль (2), выполненный с возможностью одновременной обработки по меньшей мере двух коленчатых валов;
несущую конструкцию (3) для удерживания коленчатых валов, имеющую по меньшей мере четыре места (31, 32, 33, 34) закрепления коленчатых валов для обработки этих валов, при этом несущая конструкция (3) располагается между первым станочным модулем и вторым станочным модулем так, что первый станочный модуль может обрабатывать первый конец нескольких коленчатых валов, в то время как второй станочный модуль обрабатывает второй конец нескольких упомянутых коленчатых валов, отличающийся тем, что по меньшей мере четыре упомянутых места (31, 32, 33, 34) закрепления расположены в двух вертикальных рядах (35, 36) мест закрепления, каждый из которых содержит по меньшей мере два места из мест (31, 32, 33, 34) закрепления, расположенные на разной высоте, для установки обрабатываемых коленчатых валов двумя вертикальными рядами, в каждом из которых по меньшей мере два коленчатых вала размещены на разной высоте, и несущая конструкция (3) установлена с возможностью поворота по меньшей мере на 180°.
2. Станок по п.1, отличающийся тем, что несущая конструкция выполнена так, что в одном из вертикальных рядов мест закрепления обрабатываемые коленчатые валы расположены своими фланцевыми концами (101) к первому станочному модулю (1) и передними концами (102) - ко второму станочному модулю (2), в то время как в другом вертикальном ряду обрабатываемые коленчатые валы расположены своими передними концами (102) к первому станочному модулю (1) и фланцевыми концами (101) - ко второму станочному модулю (2).
3. Станок по п.1, отличающийся тем, что он дополнительно включает первую направляющую (4) и вторую направляющую (5), при этом первый станочный модуль (1) расположен с возможностью перемещения в поперечном направлении по первой направляющей (4), а второй станочный модуль (2) расположен с возможностью перемещения в поперечном направлении по второй направляющей (5), при этом первый станочный модуль (1) и второй станочный модуль (2) каждый могут перемещаться в поперечном направлении между рабочим положением для обработки коленчатых валов в первом из вертикальных рядов (35, 36) и другим рабочим положением для обработки коленчатых валов в другом из вертикальных рядов (36, 35).
4. Станок по п.2, отличающийся тем, что он дополнительно включает первую направляющую (4) и вторую направляющую (5), при этом первый станочный модуль (1) расположен с возможностью перемещения в поперечном направлении по первой направляющей (4), а второй станочный модуль (2) расположен с возможностью перемещения в поперечном направлении по второй направляющей (5), при этом первый станочный модуль (1) и второй станочный модуль (2) каждый могут перемещаться в поперечном направлении между рабочим положением для обработки коленчатых валов в первом из вертикальных рядов (35, 36) и другим рабочим положением для обработки коленчатых валов в другом из вертикальных рядов (36, 35).
5. Станок по любому из пп. 1-4, отличающийся тем, что каждый станочный модуль включает несколько распределенных по вертикали инструментов (6) для обеспечения одновременной обработки нескольких коленчатых валов, распределенных по вертикали.
6. Станок по любому из пп.1-4, отличающийся тем, что несущая конструкция (3) выполнена с возможностью выборочной установки в первое рабочее положение и второе рабочее положение, причем второе рабочее положение повернуто под углом примерно 90º относительно первого рабочего положения.
7. Станок по п.5, отличающийся тем, что несущая конструкция (3) выполнена с возможностью выборочной установки в первое рабочее положение и второе рабочее положение, причем второе рабочее положение повернуто под углом примерно 90º относительно первого рабочего положения.
8. Станок по любому из пп.1-4, отличающийся тем, что несущая конструкция (3) выполнена с возможностью выборочной установки в первое рабочее положение и третье рабочее положение, повернутое на угол от 20 до 70º относительно первого рабочего положения.
9. Станок по п.5, отличающийся тем, что несущая конструкция (3) выполнена с возможностью выборочной установки в первое рабочее положение и третье рабочее положение, повернутое на угол от 20 до 70º относительно первого рабочего положения.
10. Станок по п.6, отличающийся тем, что несущая конструкция выполнена с возможностью установки в третье рабочее положение, повернутое на угол от 20 до 70º относительно первого рабочего положения.
11. Станок по п.7, отличающийся тем, что несущая конструкция выполнена с возможностью установки в третье рабочее положение, повернутое на угол от 20 до 70º относительно первого рабочего положения.
12. Станок по любому из пп. 1-4, 7, 9-11, отличающийся тем, что несущая конструкция (3) выполнена с возможностью поворота вокруг вертикальной оси.
13. Способ механической обработки концов коленчатых валов посредством станка по любому из пп. 1-12, в котором:
устанавливают коленчатые валы (100), подлежащие обработке, в места (31, 32, 33, 34) закрепления на несущей конструкции (3),
выполняют механическую обработку посредством первого станочного модуля (1) фланцевых концов (101) у первой части коленчатых валов и передних концов (102) у второй части коленчатых валов,
выполняют механическую обработку посредством второго станочного модуля (2) фланцевых концов (101) у второй части коленчатых валов и передних концов (102) у первой части коленчатых валов, и
снимают обработанные коленчатые валы (100) с несущей конструкции (3).
14. Способ по п.13, отличающийся тем, что дополнительно выполняют поворот на 180º между снятием с несущей конструкции (3) первой части коленчатых валов и снятием второй части коленчатых валов.
15. Способ по п.13 или 14, отличающийся тем, что выполняют посредством несущей конструкции (3) по меньшей мере один поворот на угол не более 90º между первой фазой механической обработки и второй фазой механической обработки.
16. Способ по п.15, отличающийся тем, что поворот выполняют на угол 90º.
17. Способ по п.15, отличающийся тем, что поворот выполняют на угол от 20 до 70º.

