Изобретение относится к органическому синтезу, а именно к технологии получения альдегидов гидроформилированием олефинов с применением родиевых катализаторов.
Использование при оксосинтезе родиевых катализаторов в отличие от кобальтовых позволяет добиваться высокой селективности и выхода конечного продукта. Основным недостатком указанных катализаторов является высокая стоимость родия и промотирующих лигандов. Поэтому одной из главных задач снижения себестоимости получаемой продукции является повышение эффективности использования сырья и катализатора, увеличение удельной производительности и максимально возможная утилизация и рецикл катализатора. Одним из путей снижения потерь сырья и готового продукта, а также расхода катализатора и улучшения удельных показателей является повышение степени выделения непрореагировавших соединений с возвратом в реакционную зону, оптимизация режимов процесса, обеспечивающих высокую производительность реакционных установок, снижение количества побочных продуктов реакции, сокращение дезактивации катализатора и распада его лигандных составляющих в ходе осуществления процесса.
Известен способ и технологическая установка гидроформилирования олефинов, включающая реактор и последовательно соединенные с ним сепаратор, пленочный испаритель и емкость для сбора катализатора, сообщенную обратным трубопроводом с реактором для возврата катализаторного раствора. Способ гидроформилирования предусматривает одноступенчатую организацию процесса с отделением продуктов реакции от катализаторного раствора при температурах до 180°C (Патент РФ №2270829).
Недостатком данной технологии является необходимость применения повышенных концентраций катализатора и, следовательно, его повышенный расход, а также большие потери катализатора из-за его дезактивации в процессе его рецикла. Это обусловлено деградацией катализатора при высоких температурах разделения выходящей из реактора смеси на низкокипящую фракцию альдегидов с непрореагировавшими олефинами и кубовую фракцию, содержащую родиевый катализатор.
Известна двухреакторная технология гидроформилирования олефинов, в которой использованы две независимые реакционные системы, каждая из которых имеет собственный катализаторный раствор (катализатор из различных систем не смешивается). Непрореагировавшие газы с первой ступени поступают на вторую ступень, где осуществляется конверсия непрореагировавшего на первой ступени сырья. (Патент США №4593127).
Недостатками известной технологии является то, что каждая из реакторных ступеней имеет отдельные узлы отделения продукта от катализатора (сепаратор, испаритель, холодильники и т.п.), т.е. количество подобного оборудования удваивается. При этом оно имеет разную мощность, поскольку основная доля конверсии приходится на первую ступень. Каждая из ступеней имеет свои собственные катализаторные растворы, для обслуживания (контроль дезактивации, регенерация и т.п.) и циркуляции которых нужно дублирующее оборудование.
Известен способ и технологическая установка для получения альдегидов, включающая систему из двух реакторов - смешения (первичный реактор) и вытеснения (вторичный реактор), благодаря чему конверсия пропилена достигает 98%. Испарительное отделение продукта от катализаторного раствора происходит непосредственно в верхней части реакторов, а использование специального испарителя не предусматривается. Это требует достаточно высокой температуры (120°C), что неприемлемо для малостабильных фосфитно-родиевых катализаторов. Испарительное отделение происходит в обоих реакторах, после чего пары альдегидов конденсируются и поступают в сепараторы, а затем в отпарную колонну. Несконденсировавшиеся газы после сепаратора первичного реактора поступают на питание вторичного реактора, а аналогичный поток с сепаратора вторичного реактора - на сброс. Катализаторный раствор циркулирует по контуру первичный реактор - вторичный реактор. Сверху отпарной колонны остаточные углеводороды C3 могут поступать на питание первичного реактора (Патент США №5367106).
К недостаткам известной технологии следует отнести то, что поток катализаторного раствора в реактор второй ступени такой же, как и в реактор первой, а поток пропилена меньше на величину конверсии в реакторе первой ступени. В результате концентрация олефина во вторичном реакторе сильно снижается. Это не подходит для современных родий-дифосфитных катализаторов, высокоселективных по наиболее востребованным линейным продуктам гидроформилирования. В случае этих дорогостоящих катализаторов реакция имеет первый порядок по олефину, и снижение его концентрации приводит к заметному замедлению скорости процесса и снижению удельной производительности. Поэтому достижение высокой конверсии потребует большого расхода катализатора из-за необходимости использовать его высокие концентрации или большой реакционный объем. К тому же, нет специального испарителя, поэтому режим отгонки осуществляется в жестких условиях, разрушающих катализатор.
Наиболее близким техническим решением к предлагаемому служит способ непрерывного двухступенчатого гидроформилирования олефинов, включающий подачу в реактор первой ступени свежих олефина и синтез-газа, рециркулирующего катализаторного раствора, содержащего комплекс родия, фосфорорганические лиганды, продуктовые альдегиды и тяжелые побочные продукты, проведение химической реакции гидроформилирования, выделение из газожидкостного выпуска реактора первой ступени непрореагировавшего синтез-газа с последующим разделением оставшейся части на продуктовые альдегиды, содержащую непрореагировавший олефин углеводородную фракцию и катализаторный раствор с рециклом последнего в реакторы первой и второй ступени, подачей углеводородной фракции в реактор второй ступени. Способ реализуют на технологической установке, включающей источники синтез-газа и исходных олефинов, подключенные к входу реактора первой ступени, соединенный с выходами реакторов через сепаратор непрореагировавшего синтез-газа узел отделения продуктовых альдегидов и непрореагировавших олефинов от катализаторного раствора, парогазовый выход которого через устройство разделения высококипящих альдегидов и низкокипящих олефинов сообщен с входом реактора второй ступени, а выход для катализаторного раствора сообщен обратным трубопроводом рецикла катализаторного раствора с входами реакторов обеих ступеней (Патент РФ №2296739).
Недостатком способа и технологической установки выступают высокие потери и низкая степень утилизации газообразных фракций и непрореагировавших олефинов, необходимость сильного нагрева выходящего из реактора потока, содержащего в том числе катализатор, с целью отделения продуктового альдегида и непрореагировавшего олефина от катализаторного раствора, что приводит к разрушению катализатора и его потерям. Кроме того, рецикл катализаторного раствора без обработки синтез-газом снижает активность и селективность катализатора, причем сам катализатор используется неэффективно: катализаторный раствор из реактора второй ступени циркулирует в обход реактора первой ступени и не участвует в превращениях в нем.
Техническим результатом, достигаемым данным изобретением, является снижение потерь исходного сырья для осуществления синтеза альдегидов, повышение удельного выхода готового продукта на единицу использованного катализатора в единицу времени и повышение удельной производительности реакционного объема.
Технический результат достигается тем, что согласно способу конверсию в реакторах обеих ступеней поддерживают в пределах 75…92% в расчете на поступающий в них олефин, а отношение количества катализаторного раствора, подаваемого в реактор первой ступени, к количеству катализаторного раствора, подаваемого в реактор второй ступени, устанавливают в пределах 3…10, причем в процессе гидроформилирования концентрацию тяжелых продуктов в рециркулирующем катализаторном растворе поддерживают в интервале 80-95% посредством отвода части катализаторного раствора, обеспечивая постоянную концентрацию родия введением свежего родиевого прекурсора, а региоселективность процесса по линейным альдегидам поддерживают на уровне выше 90% путем постоянного введения дифосфитного лиганда, при этом из выпуска реактора гидроформилирования второй ступени удаляют инертные газы и газообразные побочные продукты, а оставшуюся жидкую фазу, содержащую катализатор, в полном объеме направляют в реактор первой ступени, причем отделение продуктовых альдегидов от катализаторного раствора, содержащихся в выпуске реактора первой ступени, проводят в пленочном испарителе, который продувают потоком синтез-газа, выделенного из выпуска реактора первой ступени, при этом отделенный в испарителе катализаторный раствор при удалении из зоны продувки синтез-газом сразу охлаждают.
Согласно устройству технический результат достигается тем, что технологическая установка снабжена расположенными на трубопроводе рецикла катализаторного раствора дозирующим устройством отвода тяжелых побочных продуктов, дозаторами подпитки свежими компонентами катализатора, делителем потока для распределения катализаторного раствора между реакторами второй и первой ступеней в задаваемых пропорциях, размещенным на выходе для катализаторного раствора узла отделения продуктовых альдегидов холодильником и установленным между выходом реактора второй ступени и входом реактора первой ступени газожидкостным сепаратором для вывода из системы инертных газов и газообразных побочных продуктов, при этом отношение объема реактора первой ступени к объему реактора второй ступени находится в пределах 3…10, а узел отделения продуктовых альдегидов от катализаторного раствора выполнен в виде противоточного пленочного испарителя с падающей пленкой и восходящим потоком продувочного газа, газовый вход которого сообщен с газовым выходом сепаратора непрореагировавшего синтез-газа, установленного на выходе реактора первой ступени.
Указанные отличительные признаки существенны. Сообщение выхода реактора второй ступени со входом реактора первой ступени при поддержании конверсии в обоих ректорах в пределах 75…92% в сочетании с соотношением объемов первого и второго реакторов в пределах 3…10 и в сочетании с соотношением потоков катализаторного раствора на их входах в пределах 3…10 существенно повышает концентрацию олефина на входе реактора второй ступени по сравнению с выходом реактора первой ступени, что значительно ускоряет реакцию, позволяет создать наиболее оптимальные реакционные условия в реакторах, обеспечивающие снижение концентрации и расхода катализатора, снижение скорости его дезактивации, повышение удельной производительности реакционного объема при высокой суммарной конверсии исходных олефинов в двухреакторной системе, достигающей 98% и более. При этом применение пленочного испарителя в сочетании с его продувкой синтез-газом, охлаждением выходящего из испарителя катализаторного раствора также предупреждает распад лигандных составляющих катализатора и сокращает его расход, так как при высокой температуре лиганды каталитического комплекса относительно стабильны в среде синтез-газа, а без последнего требуется быстрое охлаждение для предотвращения деструкции. Кроме того, интенсивный восходящий поток газа в испарителе позволяет проводить отгонку при температурах ниже температуры кипения альдегидов, что в сочетании с высокой концентрацией тяжелых продуктов конденсации альдегидов в катализаторном растворе на выходе испарителя (80-95%) уменьшает расход катализатора за счет снижения скорости термической деструкции и уменьшения потерь с потоком отвода тяжелых продуктов.
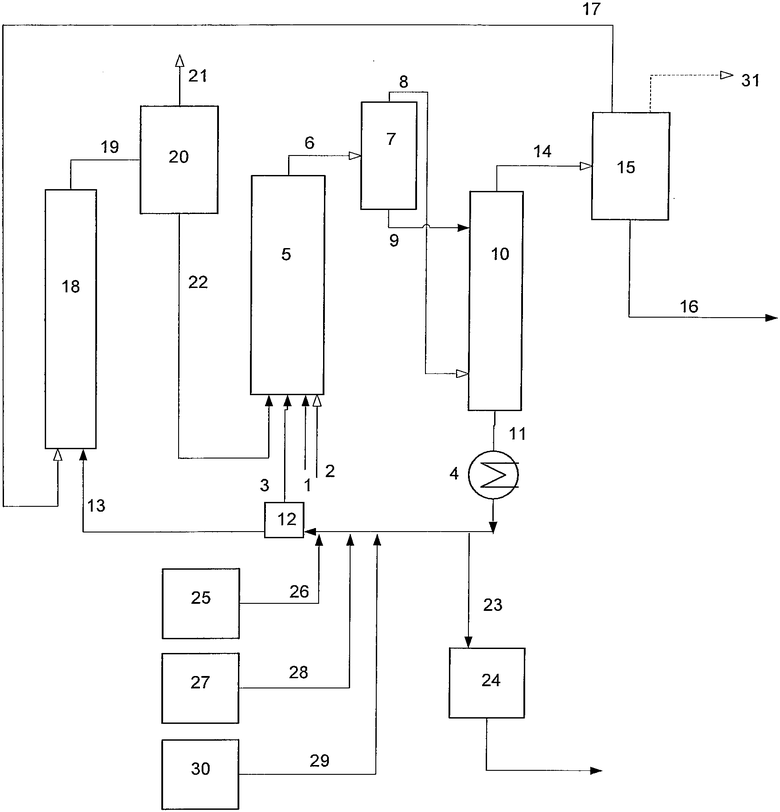
На чертеже представлена схема технологической установки двухступенчатого гидроформилирования олефинов.
Технологическая установка двухступенчатого гидроформилирования олефинов включает источники синтез-газа 2 и исходных олефинов 1, подключенные к входу реактора первой ступени 5. Выход 6 реактора первой ступени соединен с сепаратором 7 непрореагировавшего синтез-газа, газовый выход 8 которого соединен с нижней частью пленочного испарителя 10, а выход жидкости 9 соединен с верхней частью испарителя 10. Парогазовый выход 14 пленочного испарителя 10 связан с устройством 15, представляющим собой систему ректификационных колонн или аналогичных по назначению аппаратов, предназначенным для отделения жидких продуктовых альдегидов 16, свободных от растворенных газов, и выделения из парогазовой смеси газообразного непрореагировавшего сырья и инертных газов, поступающих с сырьем. Газовый выход 17 устройства 15 соединен с реактором второй ступени 18. При этом устройство 15 может быть снабжено дополнительным газовым выходом 31 для отвода газовой смеси, обогащенной какими-либо компонентами. Выход катализаторного раствора 11 испарителя 10 соединен с холодильником 4 и далее через делитель потока 12, связан трубопроводом рецикла с входами 3 и 13 катализаторного раствора реакторов первой 5 и второй 18 ступеней. Делитель 12 предназначен для распределения катализаторного раствора между реакторами различных ступеней в заданных пропорциях. К трубопроводу рецикла катализаторного раствора присоединено дозирующие устройство 24 для отвода тяжелых побочных продуктов конденсации альдегидов и дозаторы 25, 27, 30 для подпитки свежими компонентами катализатора. Дозаторы соединены с трубопроводом рецикла соответствующими линиями 23, 26, 28, 29. На выходе 19 реактора второй ступени 18 установлен газожидкостный сепаратор 20 для вывода из системы инертных газов и газообразных побочных продуктов. Газовый выход 21 сепаратора 20 направлен на сброс, а жидкостный 22 соединен с реактором первой ступени 5.
Способ реализуют на технологической установке следующим образом.
Гидроформилирование олефинов C3, C4 проводят в непрерывном режиме на родиевом катализаторе, промотированном одним или несколькими фосфорорганическими лигандами. Целесообразно в качестве одного из них использовать дифосфит, задающий высокую региоселективность процесса по наиболее коммерчески востребованным линейным альдегидам, а в качестве второго - применять менее дорогостоящий, но более стабильный лиганд, дополнительно улучшающий свойства катализатора. В качестве растворителя наилучшим образом подходят тяжелые продукты конденсации целевых альдегидов, самопроизвольно образующиеся в системе. Соотношение объемов реакторов первой и второй ступени выбирают в интервале 3…10. Оба реактора могут работать по принципу смешения, вытеснения или быть составными реакторами с зонами смешения и вытеснения в одном или нескольких аппаратах. В реактор гидроформилирования первой ступени 5 подают олефин 1 и синтез-газ 2. На вход 3 также подают рециркулирующий катализаторный раствор, содержащий комплекс родия, фосфорорганические лиганды, продуктовые альдегиды и тяжелые побочные продукты. Поток на выпуске 6 реактора первой ступени 5 разделяют в сепараторе 7 на непрореагировавший синтез-газ (выход 8) и жидкую фазу (выход 9), которые направляют соответственно в нижнюю и верхнюю части пленочного испарителя 10, работающего под атмосферным давлением. Концентрированный катализаторный раствор на выходе 11 снизу испарителя после охлаждения холодильником 4 до 30…40°C разделяют делителем потоков 12 в интервале соотношений 3…10 и подают на входы 3 и 13 реакторов первой и второй ступени, соответственно. Парогазовую смесь на выходе 14 сверху испарителя 10 в устройстве 15 разделяют на жидкие альдегиды 16, свободные от растворенных газов, а с выхода 17 отбирают газовую фазу, содержащую непрореагировавшие олефин, синтез-газ, побочные продукты гидрирования олефинов - алканы и поступающие с сырьем инерты, которую направляют в реактор второй ступени 18. Из выпуска реактора второй ступени 19 в сепараторе 20 удаляют газы через выход 21, а жидкую фазу с выхода 22 направляют в реактор первой ступени. В процессе функционирования устройства концентрацию тяжелых продуктов в потоке на выходе 11 испарителя 10 поддерживают на уровне 80…95%, компенсируя их образование отводом части катализаторного раствора с помощью дозатора 24. Температуру испарителя поддерживают минимально возможной, не допуская в нем появления сплошного слоя жидкости. При этом потери родия с потоком отвода через линию 23 компенсируют подачей свежего родиевого прекурсора с помощью дозатора 25 (поток через линию 26), а потери лигандов восполняют дозаторами 27, 30 (потоки через линии 28, 29). При этом линейность альдегидов (региоселективность процесса альдегидам линейного строения) в получаемом продукте 16 поддерживают на уровне не ниже 90% путем дозирования свежего дифосфита одним из дозаторов.
Интересная возможность применения изобретения относится к гидроформилированию промышленных бутан-бутадиеновых фракций углеводородов (ББФ). В составе ББФ содержится 35-57 масс. % бутенов, включая бутен-1, бутены-2, некоторое количество изобутилена, и 43-65 масс. % бутанов, среди которых преобладает изобутан - до 85 масс. %. Температуры кипения компонентов распределены в довольно близком интервале -11,7-3,7°C, поэтому ББФ целесообразно направлять на гидроформилирование без предварительного отделения инертных бутанов ректификацией. При использовании родий-дифосфитных катализаторов бутен-1 и бутены-2 с региоселективностью более 90% образуют н-пентаналь, причем при прохождении реактора первой ступени 5 реакционно-способный бутен-1 полностью расходуется, превращаясь в продукты реакции и более высококипящие бутены-2. В результате разделение смеси упрощается, и остаток может быть обогащен олефинами за счет удаления фракции низкокипящего изобутана через выход 31 устройства разделения 15 и затем направлен в реактор второй ступени 18.
Способ иллюстрируют следующие примеры.
Пример 1
Этот пример демонстрирует применение изобретения в соответствии со схемой на фигуре для гидроформилирования пропилена на родиевом катализаторе, промотированном 2,2′-бис[(1,1′-дифенил-2,2′-диил)фосфито]-3,3′,5,5′-тетра-трет-бутил-1,1′-дифенилом(дифосфит L1) и трифенилфосфином (ТРР). Все процедуры соответствуют описанию способу реализации процесса на технологической установке. Соотношение объемов реакторов первой и второй ступени около 6,5. Оба реактора работают по принципу вытеснения под давлением 20 бар и температуре 90°С. В реактор гидроформилирования первой ступени подают пропилен и синтез-газ в мольном соотношении 1:1,01…1,05; массовое соотношение потока пропилена и рецикулирующего катализаторного раствора около 0,44; отношение потока катализаторного раствора в первичный реактор к потоку во вторичный 6,7. Концентрацию тяжелых продуктов в потоке на выходе испарителя поддерживают на уровне 90%. При этом потери родия с потоком отвода тяжелых продуктов компенсируют подачей свежего родиевого прекурсора в виде дикарбонилацетилацетоната родия. Мольное отношение трифенилфосфина к комплексу родия 1,5…1,8; линейность продуктовых альдегидов (региоселективность по н-бутиралю) поддерживают на уровне 93% путем подачи свежего дифосфитного лиганда L1.
Пример 1 показывает, что при использовании двухреакторной системы согласно изобретению при конверсии в каждом реакторе 91% в расчете на поступивший в соответствующий реактор пропилен суммарная конверсия достигает более 99%, а концентрация пропилена на входе в реакторе второй ступени много выше, чем на выходе первой ступени (таблица 1).
Примеры 2-4
Гидроформилирование пропилена осуществляют аналогично примеру 1 при варьировании соотношения объемов реакторов первой и второй ступени, конверсии в них, отношения количества катализаторного раствора, подаваемого в реактор первой ступени, к количеству катализаторного раствора, подаваемого в реактор второй ступени, содержания тяжелых продуктов в рециркулирующем катализаторном растворе на выходе испарителя (таблица 1).
Пример 5
Этот пример демонстрирует применение изобретения в соответствии со схемой на фигуре для гидроформилирования бутенов промышленной бутан-бутеновой фракции олефинов (ББФ) на родиевом катализаторе, промотированном 2,2′-бис[(1,1′-дифенил-2,2′-диил)фосфито]-3,3′,5,5′-тетра-трет-бутил-1,1′-дифенилом(дифосфит L1) и трис(2,4-ди-трет-бутилфенил)фосфитом (TDTBPP). Все процедуры соответствуют описанию способа реализации процесса на технологической установке. Соотношение объемов реакторов первой и второй ступени 4. Оба реактора работают по принципу вытеснения под давлением 20 бар и температуре 105°С. В реактор гидроформилирования первой ступени подают ББФ без предварительного отделения насыщенных инертных компонентов и синтез-газ в мольном избытке 1,03 в расчете на непредельные соединения. Массовое соотношение потока ББФ и рецикулирующего катализаторного раствора около 0,84; отношение потока катализаторного раствора в первичный реактор к потоку во вторичный 6,4. Для сокращения количества инертов, поступающих во вторичный реактор, с помощью устройства разделения 15 выделяют фракцию, сильно обогащенную изобутаном (поток через линию 31), которую отбрасывают, теряя при этом около 5% линейных бутенов от из общего количества, поступающего в реактор первой ступени. Концентрацию тяжелых продуктов в потоке на выходе испарителя поддерживают на уровне 95%. При этом потери родия с потоком отвода тяжелых продуктов компенсируют подачей свежего родиевого прекурсора в виде дикарбонилацетилацетоната родия. Мольное отношение TDTBPP к комплексу родия 4; линейность продуктовых альдегидов (региоселективность по н-пентаналю) поддерживают на уровне 93% путем подачи свежего дифосфитного лиганда L1
Пример 5 показывает, что при конверсии линейных бутенов промышленной бутан-бутиленовой фракции в реакторах обоих ступеней на уровне 90% суммарная конверсия достигает 95%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ ГИДРОФОРМИЛИРОВАНИЕМ ОЛЕФИНОВ С3-С4 С ПРИМЕНЕНИЕМ КАТАЛИТИЧЕСКОЙ СИСТЕМЫ НА ОСНОВЕ РОДИЯ | 2014 |
|
RU2559052C1 |
| ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА ПОЛУЧЕНИЯ АЛЬДЕГИДОВ, ПРЕИМУЩЕСТВЕННО ИЗ БУТЕНОВ ИЛИ ПРОПИЛЕНА, С ПРИМЕНЕНИЕМ РОДИЕВЫХ КАТАЛИЗАТОРОВ | 2014 |
|
RU2557062C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ С-С В АЛЬДЕГИДЫ | 2014 |
|
RU2562971C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ, СОДЕРЖАЩИХ 3-21 АТОМОВ УГЛЕРОДА | 2001 |
|
RU2270829C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ C-C | 2015 |
|
RU2585285C1 |
| СПОСОБЫ ПРЕВРАЩЕНИЯ ОЛЕФИНОВ В СПИРТЫ, ПРОСТЫЕ ЭФИРЫ ИЛИ ИХ КОМБИНАЦИИ | 2017 |
|
RU2751511C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖИДКОГО ПОТОКА ПОСЛЕ ГИДРОФОРМИЛИРОВАНИЯ | 2010 |
|
RU2486171C1 |
| Способ получения С @ - С @ -альдегидов | 1987 |
|
SU1715202A3 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ C-C | 2007 |
|
RU2354642C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬДЕГИДОВ C-C | 1987 |
|
RU2005713C1 |
Изобретение относится к способу непрерывного двухступенчатого гидроформилирования олефинов C3, C4. Способ включает подачу в реактор первой ступени свежих олефина и синтез-газа, рециркулирующего катализаторного раствора, содержащего комплекс родия, фосфорорганические лиганды, продуктовые альдегиды и тяжелые побочные продукты, проведение химической реакции гидроформилирования, выделение из газожидкостного выпуска реактора первой ступени непрореагировавшего синтез-газа с последующим разделением оставшейся части на продуктовые альдегиды, содержащую непрореагировавший олефин углеводородную фракцию и катализаторный раствор с рециклом последнего в реакторы первой и второй ступени, подачей углеводородной фракции и непрореагировавшего синтез-газа в реактор второй ступени, отличается тем, что конверсию в реакторах обеих ступеней поддерживают в пределах 75…92% в расчете на поступающий в них олефин, а отношение количества катализаторного раствора, подаваемого в реактор первой ступени к количеству катализаторного раствора, подаваемого в реактор второй ступени, устанавливают в пределах 3…10. При этом в процессе гидроформилирования концентрацию тяжелых продуктов в рециркулирующем катализаторном растворе поддерживают в интервале 80-95% посредством отвода части катализаторного раствора, обеспечивая постоянную концентрацию родия введением свежего родиевого прекурсора, а региоселективность процесса по линейным альдегидам поддерживают на уровне выше 90% путем постоянного введения дифосфитного лиганда, при этом из выпуска реактора гидроформилирования второй ступени удаляют инертные газы и газообразные побочные продукты, а оставшуюся жидкую фазу, содержащую катализатор, в полном объеме направляют в реактор первой ступени, причем отделение продуктовых альдегидов от катализаторного раствора, содержащихся в выпуске реактора первой ступени, проводят в пленочном испарителе, который продувают потоком синтез-газа, выделенного из выпуска реактора первой ступени, при этом отделенный в испарителе катализаторный раствор при удалении из зоны продувки синтез-газом сразу охлаждают. Изобретение также относится к технологической установке для осуществления предлагаемого способа. Предлагаемое изобретение позволяет снизить потери исходного сырья, повысить удельный выход целевого продукта и повысить удельную производительность реакционного объема. 2 н.п. ф-лы, 1 ил., 2 табл., 5 пр.
1. Способ непрерывного двухступенчатого гидроформилирования олефинов C3, C4, включающий подачу в реактор первой ступени свежих олефина и синтез-газа, рециркулирующего катализаторного раствора, содержащего комплекс родия, фосфорорганические лиганды, продуктовые альдегиды и тяжелые побочные продукты, проведение химической реакции гидроформилирования, выделение из газожидкостного выпуска реактора первой ступени непрореагировавшего синтез-газа с последующим разделением оставшейся части на продуктовые альдегиды, содержащую непрореагировавший олефин углеводородную фракцию и катализаторный раствор с рециклом последнего в реакторы первой и второй ступени, подачей углеводородной фракции и непрореагировавшего синтез-газа в реактор второй ступени, отличающийся тем, что конверсию в реакторах обеих ступеней поддерживают в пределах 75…92% в расчете на поступающий в них олефин, а отношение количества катализаторного раствора, подаваемого в реактор первой ступени, к количеству катализаторного раствора, подаваемого в реактор второй ступени, устанавливают в пределах 3…10, причем в процессе гидроформилирования концентрацию тяжелых продуктов в рециркулирующем катализаторном растворе поддерживают в интервале 80-95% посредством отвода части катализаторного раствора, обеспечивая постоянную концентрацию родия введением свежего родиевого прекурсора, а региоселективность процесса по линейным альдегидам поддерживают на уровне выше 90% путем постоянного введения дифосфитного лиганда, при этом из выпуска реактора гидроформилирования второй ступени удаляют инертные газы и газообразные побочные продукты, а оставшуюся жидкую фазу, содержащую катализатор, в полном объеме направляют в реактор первой ступени, причем отделение продуктовых альдегидов от катализаторного раствора, содержащихся в выпуске реактора первой ступени, проводят в пленочном испарителе, который продувают потоком синтез-газа, выделенного из выпуска реактора первой ступени, при этом отделенный в испарителе катализаторный раствор при удалении из зоны продувки синтез-газом сразу охлаждают.
2. Технологическая установка непрерывного двухступенчатого гидроформилирования олефинов C3, C4 для осуществления способа по п. 1, включающая источники синтез-газа и исходных олефинов, подключенные к входу реактора первой ступени, соединенный с выходом реактора первой ступени сепаратор непрореагировавшего синтез-газа, узел отделения продуктовых альдегидов от катализаторного раствора, парогазовый выход которого через устройства конденсации и отделения свободных от растворенных газов жидких альдегидов сообщен с входом реактора второй ступени, а выход для катализаторного раствора сообщен обратным трубопроводом рецикла катализаторного раствора со входами реакторов обеих ступеней, отличающаяся тем, что установка снабжена расположенными на трубопроводе рецикла катализаторного раствора дозирующим устройством отвода тяжелых побочных продуктов, дозаторами подпитки свежими компонентами катализатора, делителем потока для распределения катализаторного раствора между реакторами второй и первой ступеней в задаваемых пропорциях, размещенным на выходе для катализаторного раствора узла отделения продуктовых альдегидов холодильником и установленным между выходом реактора второй ступени и входом реактора первой ступени газожидкостным сепаратором для вывода из системы инертных газов и газообразных побочных продуктов, при этом отношение объема реактора первой ступени к объему реактора второй ступени находится в пределах 3…10, а узел отделения продуктовых альдегидов от катализаторного раствора выполнен в виде противоточного пленочного испарителя с падающей пленкой и восходящим потоком продувочного газа, газовый вход которого сообщен с газовым выходом сепаратора непрореагировавшего синтез-газа.
| СПОСОБ МНОГОСТУПЕНЧАТОГО ГИДРОФОРМИЛИРОВАНИЯ ОЛЕФИНОВ C-C В АЛЬДЕГИДЫ И/ИЛИ СПИРТЫ | 2001 |
|
RU2296739C2 |
| RU 2002728C1, 15.11.1993 | |||
| WO 2002068371A1, 06.09.2002 | |||
| US 5808168A1, 15.09.1998 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕВОДА ТРАМВАЙНЫХ СТРЕЛОК С ВАГОНА | 1924 |
|
SU1502A1 |

