Изобретение относится к электроэрозионной обработке, в частности к управлению рабочим электрическим током, обеспечивающим эрозионный (режущий) эффект в электроэрозионном станке.
На электроэрозионных станках, использующих способ электроискровой обработки металлов, сплавов и других токопроводящих материалов, изобретенный и запатентованный в 1943 году Б.Р. Лазаренко и Н.И. Лазаренко (Авт. свидетельство №70010 03.04.1943, опубл. Бюлл. №7 за 1971), базируется важная и перспективная подотрасль станкостроительной промышленности.
Использование электроэрозии и действие электроэрозионных станков за истекшие годы принципиально не изменились, и мы в последующем изложении вышеупомянутое изобретение будем считать исходным. Наиболее распространенным и важным типом электроэрозионных станков являются проволочно-вырезные станки.
Самыми близкими аналогами нашего изобретения являются:
1. Электроэрозионный проволочно-вырезной станок по патенту WO 2010050014 А1, МКИ8 В23Н 7/06, публ. РЖ «Изобретения стран мира», вып.№5, 6-2011, реф. 0243;
2. Способ и станок с ЧПУ для электроэрозионной обработки по патенту JP 4463901 В2, МКИ8 В23Н 7/18, публ. РЖ «Изобретения стран мира», вып.№5, 6-2011, реф. 0178.
В известных проволочно-вырезных электроэрозионных станках режущим инструментом служит рабочая тонкая проволока, по которой протекает рабочий ток, как правило, импульсы тока различной полярности. Активный участок этой проволоки фактически служит электродом-инструментом и проходит параллельно обрабатываемой кромке детали, подвергаемой резанию; расстояние между электродом-инструментом и обрабатываемой деталью по мере резания корректируется и поддерживается постоянным в заданных пределах (в зависимости от режима резания, как правило, в пределах нескольких десятых долей миллиметра).
Предлагаемый электроэрозионный проволочно-вырезной станок, управляемый блоком числового программного управления (ЧПУ), содержит блок общего электропитания, генератор импульсов рабочего тока, токосъемники, подключаемые к началу и концу активного участка режущей проволоки, блоки механического перемещения обрабатываемой детали относительно неподвижной части станка по координатам X, Y, Z, U и W, блок перемотки и натяжения рабочей режущей проволоки, блок охлаждающей системы, обеспечивающий температурный режим в зоне резания, причем на выходе всех перечисленных выше блоков установлены контрольные элементы, связанные с блоком ЧПУ, при этом он содержит дополнительный контрольный элемент в виде электронного вольтметра, вход которого подсоединен к жиле коаксиального кабеля, подводящего рабочий ток от генератора импульсов рабочего тока к рабочей режущей проволоке, в точке ее контакта с режущей проволокой, а выход - к блоку ЧПУ.
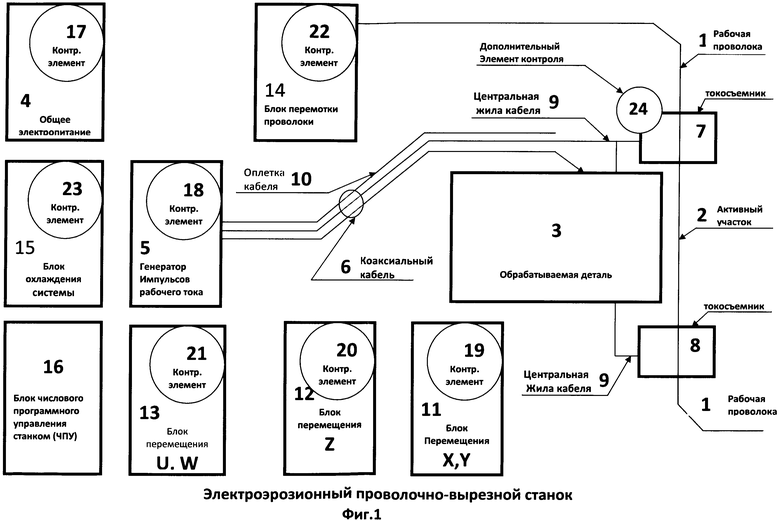
Основными блоками в описываемом станке, блок-схема которого представлена на фиг. 1, являются:
4 - блок общего электропитания, задействуемый от электросети и обеспечивающий необходимыми номиналами питания остальные блоки станка;
5 - генератор импульсов рабочего тока, который направляется в активный участок 2 проволоки 1 через посредство токоподводящего коаксиального кабеля 6, а также токосъемники 7, подключаемый к началу активного участка, и 8, подключаемый к концу активного участка; при этом к токосъемникам 7 и 8 подключается центральная жила 9 кабеля, а оплетка этого кабеля 10 соединяется с обрабатываемой деталью 3;
11, 12 и 13 - блоки, обеспечивающие механическое перемещение детали 3 относительно неподвижной части станка (или подвижной части станка относительно детали 3 - в разных моделях станков по-разному) по координатам X, Y, Z, U и W;
14 - блок, обеспечивающий перемотку и натяжение проволоки 1;
15 - блок охлаждающей системы станка, обеспечивающий температурный режим рабочей зоны станка, соответствующей зоне электроэрозионного резания;
16 - блок числового программного управления станком (ЧПУ), используемый для управления станка в целом и его отдельными блоками в сочетании с указаниями оператора.
На выходе блоков 4, 5, 11, 12, 13, 14 и 15 предусмотрены контрольные элементы соответственно 17, 18, 19, 20, 21, 22 и 23, данные с которых свидетельствуют о текущих режимах этих блоков и по внутристаночным электросоединениям передаются в блок ЧПУ 16, что в сочетании с ручными указаниями оператора обеспечивает функционирование станка.
Для упрощения рисунка связи между перечисленными выше блоками не показаны.
Недостатком описанных станков, принятых за прототип, является то, что в случае повреждения тракта коаксиального кабеля 6 (контактные явления, замыкание (возможно, частичное) жилы кабеля 9 на его оплетку 10) могут оказать отрицательное влияние на процесс электроэрозионного резания.
С целью устранения указанного недостатка вводится дополнительный контрольный элемент 24 предпочтительно в виде электронного вольтметра. Входная точка дополнительного контрольного элемента 24 подсоединяется к жиле коаксиального кабеля 6 в точке ее контакта с проволокой 2 либо к токосъемнику 7, подключаемому к началу активного участка рабочей проволоки 1. Земляная точка входа дополнительного контрольного элемента 24 подсоединяется к «земле» - к обрабатываемой детали 3 либо к токосъемнику 8, подключаемому к концу активного участка рабочей проволоки 1. Выход дополнительного контрольного элемента 24 передается в блок ЧПУ 16, и если параметры этого выхода (например, параметры импульсов напряжения) отличаются от номинальных, ЧПУ формирует сигнал неисправности станка, либо останавливает станок.
Введение в состав основных блоков станка такого дополнительного контрольного элемента 24 позволяет исключить нарушение рабочего процесса резания вследствие электрических погрешностей в тракте коаксиального кабеля 6, который осуществляет подачу рабочего тока к активному участку 2 рабочей проволоки 1, являющемуся электродом-инструментом. В целом увеличивается эффективность и повышается качество работы станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
Изобретение относится к области электроэрозионной обработки. Электроэрозионный проволочно-вырезной станок, управляемый блоком числового программного управления (ЧПУ), содержит блок общего электропитания, генератор импульсов рабочего тока, токосъемники, подключаемые к началу и концу активного участка режущей проволоки, блоки механического перемещения обрабатываемой детали относительно неподвижной части станка по координатам X, Y, Z, U и W, блок перемотки и натяжения рабочей режущей проволоки, блок охлаждающей системы, обеспечивающий температурный режим в зоне резания, причем на выходе всех перечисленных выше блоков установлены контрольные элементы, связанные с блоком ЧПУ. Также он содержит контрольный элемент в виде электронного вольтметра, вход которого подсоединен к жиле коаксиального кабеля, подводящего рабочий ток от генератора импульсов рабочего тока к рабочей режущей проволоке, в точке ее контакта с режущей проволокой, а выход - к блоку ЧПУ. Изобретение позволяет исключить нарушение рабочего процесса резания вследствие электрических погрешностей в тракте коаксиального кабеля и повысить эффективность и качество электроэрозионного процесса резания. 1 ил.
Электроэрозионный проволочно-вырезной станок, управляемый блоком числового программного управления (ЧПУ), содержащий блок общего электропитания, генератор импульсов рабочего тока, токосъемники, подключаемые к началу и концу активного участка режущей проволоки, блоки механического перемещения обрабатываемой детали относительно неподвижной части станка по координатам X, Y, Z, U и W, блок перемотки и натяжения режущей проволоки, блок охлаждающей системы, обеспечивающий температурный режим в зоне резания, причем на выходе всех перечисленных выше блоков установлены контрольные элементы, связанные с блоком ЧПУ, отличающийся тем, что он содержит дополнительный контрольный элемент в виде электронного вольтметра, вход которого подсоединен к жиле коаксиального кабеля, подводящего рабочий ток от генератора импульсов рабочего тока к режущей проволоке, в точке ее контакта с ней, а выход - к блоку ЧПУ.
| JP 2001038529 A, 13.02.2001 | |||
| WO 2010050014 A1, 06.05.2010 | |||
| JP 2009226504 A, 08.10.2009 | |||
| JPS 62208828 A, 14.09.1987 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |

