Область техники, к которой относится изобретение
Изобретение относится к способам эпоксидирования олефиново-ненасыщенных соединений, в частности к обработке катализатора при эпоксидировании олефиново-ненасыщенных соединений в многофазных системах.
Уровень техники
В опубликованной заявке на европейский патент ЕР 214569 описан способ получения 1,2-эпоксида. В указанном опубликованном документе описан процесс каталитического окисления олефиново-ненасыщенных соединений с использованием водорастворимого комплекса марганца в качестве катализатора окисления. Описанный процесс осуществляют в многофазной системе, такой как двухфазная система, содержащая органическую фазу, которой может быть жидкая или газообразная фаза, и водную фазу. Реакция, как считают, происходит в водной фазе, а полученный эпоксидный продукт отделяется от водной фазы и переходит в органическую фазу благодаря низкой растворимости или же путем экстракции или отпаривания с помощью этой органической фазы. В связи с этим 1,2-эпоксид производят в результате реализации желаемого числа оборотов (TON) с желаемой селективностью в отношении получения 1,2-эпоксида, обеспечивая в то же время повышенную легкость отделения полученного 1,2-эпоксида.
Хотя эпоксидный продукт извлекают путем разделения фаз с нахождением в отделенной органической фазе, было установлено, что комплекс марганца остается в водной фазе. К сожалению, попытки извлечь марганцевый комплекс и/или осуществить его рецикл имели ограниченный успех, поскольку согласно проведенным исследованиям комплекс марганца в процессе разделения фаз дезактивировался, если водная фаза не смешивалась интенсивно с органической фазой.
В связи с этим существует необходимость в способе эпоксидирования олефиново-ненасыщенных соединений с извлечением или рециркуляцией каталитической системы, содержащей марганцевый комплекс.
Сущность изобретения
Предлагаемое изобретение обеспечивает способ эпоксидирования олефиново-ненасыщенного соединения, который включает реагирование в многофазной системе олефиново-ненасыщенного соединения с окислителем в присутствии буферного компонента и каталитической системы, содержащей водорастворимый комплекс марганца, способ предусматривает обработку комплекса марганца в период между проведением реакций эпоксидирования без потерь или с минимальными потерями каталитической активности путем регулирования величины pH фазы, содержащей комплекс марганца, до уровня pH, который снижает дезактивацию марганцевого комплекса в период, когда он не используется в качестве катализатора в реакции, и затем, в последующий период времени, путем регулирования уровня pH фазы, содержащей указанный pH, до достижения параметров реакции эпоксидирования, позволяющих использовать марганцевый комплекс в качестве катализатора.
В одном воплощении изобретение обеспечивает способ обработки многофазной системы, включающий химическое реагирование олефиново-ненасыщенного соединения с окислителем в присутствии буферного компонента и водорастворимого комплекса марганца в водной фазе, имеющей первый уровень pH, который составляет от более 2,5 до 6, в первой многофазной системе; регулирование величины pH водной фазы до второго уровня pH, меньшего, чем первый уровень pH, при этом второй уровень pH составляет 2,5 или менее; отделение по меньшей мере части водной фазы от первой многофазной системы, регулирование pH этой по меньшей мере части водной фазы, до третьего уровня pH, превышающего второй уровень pH, при этом третий уровень pH составляет от более 2,5 до 6; и ввод этой по меньшей мере части водной фазы во вторую многофазную систему. Водорастворимый комплекс марганца содержит:
моноядерное соединение с общей формулой (I):
[LMnXm]Y (I); или
двухъядерное соединение с общей формулой (II):
[LMn(µ-Х)mMnL]Yn (II), или
многоядерное соединение с общей формулой (III):
[LnMnn(µ-X)m]Yn (III), или комбинацию указанных комплексов,
где Mn - марганец;
L или каждое L является независимо полидентатным лигандом, который представляет собой ациклическое соединение, содержащее по меньшей мере 7 атомов в основной цепи, или циклическое соединение, содержащее по меньшей мере 9 атомов в кольце, каждое из которых содержит атомы азота, разделенные по меньшей мере двумя атомами углерода;
каждое X является независимо координационным соединением, а каждое µ-Х является независимо мостиковым координационным соединением, выбранным из группы, состоящей из: RO-, Cl-, Br-, I-, F-, NCS-, N3 -, I3 -, NH3, NR3, RCOO-, RSO3 -, RSO4 -, OH-, O2-, O2 2-, HOO-, H2O, SH-, CN-, OCN-, C2O4 2- и SO4 2- и их комбинаций, при этом R представляет собой радикал C1-C20, выбранный из группы, состоящей из: алкил, циклоалкил, арил, бензил и их комбинаций;
Y обозначает некоординационный противоион, обеспечивающий нейтральность заряда комплекса;
m находится в пределах от 1 до 4, а n составляет от 0 до 3, например 1 или 2.
В одном воплощении изобретение обеспечивает установку для осуществления способа обработки многофазной системы, содержащую первый реактор, предназначенный для обработки многофазной системы, при этом указанный первый реактор имеет первый выпускной трубопровод; второй реактор, предназначенный для обработки многофазной системы, при этом указанный второй реактор имеет второй выпускной трубопровод; один или большее количество резервуаров для компонентов, независимо соединенных по текучей среде с каждым из первого и второго реакторов; первый сепаратор фаз, размещенный между указанными первым реактором и вторым реактором, при этом указанный сепаратор фаз содержит выпускной трубопровод для органической фазы и выпускной трубопровод для водной фазы, а первый сепаратор фаз соединен по текучей среде с первым выпускным трубопроводом и соединен по текучей среде со вторым реактором посредством выпускного трубопровода для водной фазы; установка содержит также трубопровод для кислоты, соединенный по текучей среде с первым выпускным трубопроводом между первым реактором и сепаратором фаз, с сепаратором фаз или с использованием комбинации указанных соединений; и трубопровод для основания, соединенный с выпускным трубопроводом сепаратора фаз между сепаратором фаз и вторым реактором, со вторым реактором или с использованием комбинации указанных соединений.
Установка дополнительно может содержать третий реактор, предназначенный для обработки многофазной системы, при этом третий реактор снабжен третьим выпускным трубопроводом, один или большее количество резервуаров для компонентов, независимо соединенных по текучей среде с третьим реактором, второй сепаратор фаз, размещенный между вторым реактором и третьим реактором, при этом указанный сепаратор фаз соединен по текучей среде со вторым выпускным трубопроводом и соединен по текучей среде с третьим реактором посредством выпускного трубопровода для водной фазы второго сепаратора фаз; установка содержит также второй трубопровод для кислоты, соединенный по текучей среде со вторым выпускным трубопроводом между вторым реактором и вторым сепаратором фаз, со вторым сепаратором фаз или с использованием комбинации указанных соединений; второй трубопровод для основания, соединенный с выпускным трубопроводом второго сепаратора фаз между вторым сепаратором фаз и третьим реактором, с третьим реактором или с использованием комбинации указанных соединений.
Краткое описание чертежей
Ниже приведено краткое описание чертежей, на которых одинаковые элементы обозначены одинаковыми номерами позиций.
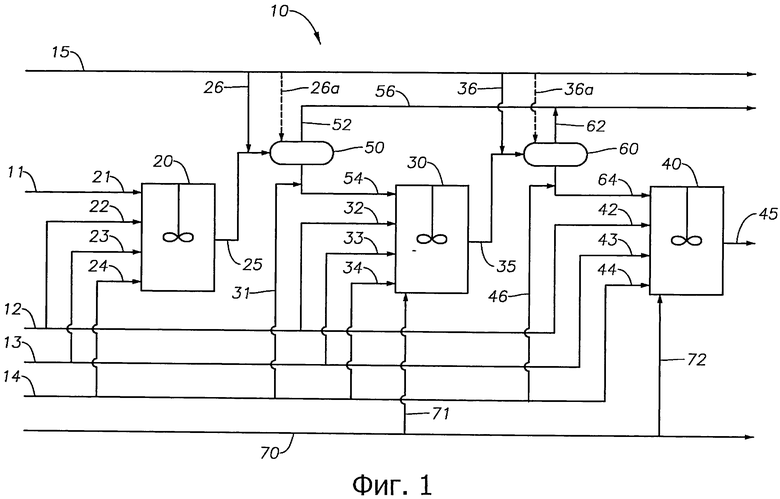
Фиг.1 - схематическое изображение одного воплощения установки для обработки катализатора.
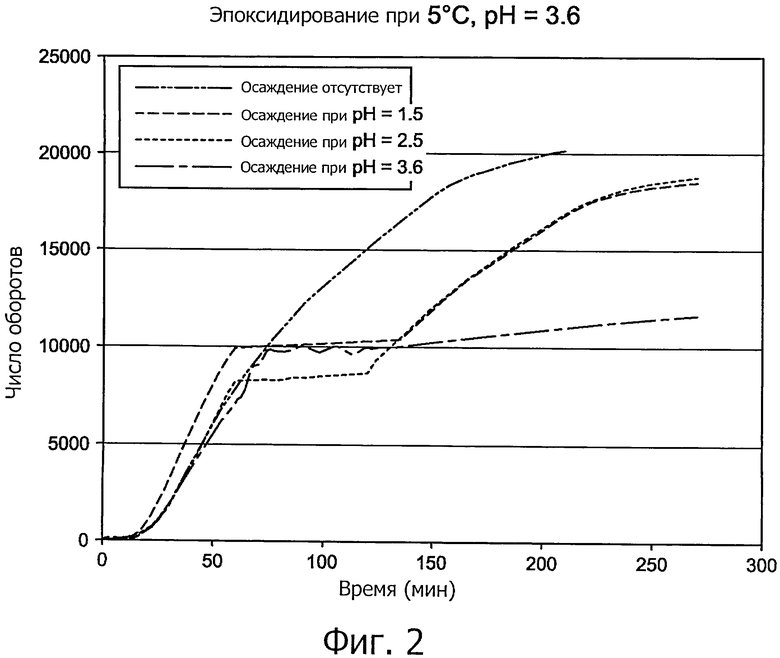
Фиг.2 - графическое изображение серии полученных результатов для одного воплощения описанного здесь способа.
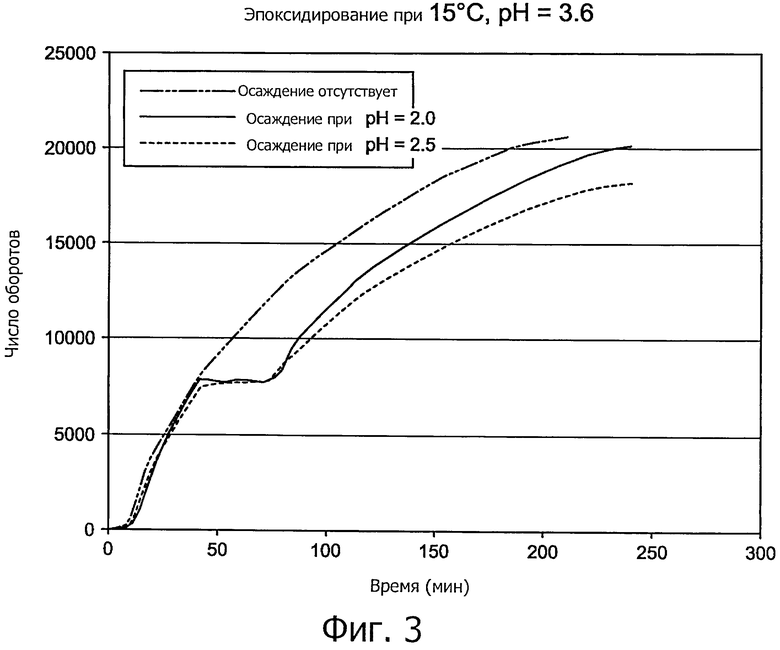
Фиг.3 - графическое изображение серии полученных результатов для другого воплощения описанного здесь способа.
Подробное описание изобретения
Используемые в настоящем описании термины «эпоксидирование» и «окисление» относятся к одной и той же реакции, реакции превращения двойной углерод-углеродной связи олефиново-ненасыщенного соединения в эпоксидное (оксирановое) кольцо. Изобретение далее описано более подробно. Химические соединения, содержащие оксирановое кольцо, охарактеризованы здесь как эпоксидные соединения.
В нижеследующем описании упоминаются число оборотов (TON) и частота оборотов (характеристики каталитической активности катализатора). Используемый здесь термин «число оборотов» (TON) относится к числу молей субстрата, которые моль катализатора может превратить в конечный продукт, прежде чем он будет дезактивирован. В частности, для описанных здесь процессов термин число оборотов можно отнести к числу молей олефиново-ненасыщенного соединения, которые моль марганцевого комплекса может превратить в конечный продукт, прежде чем он будет дезактивирован.
Используемый здесь термин «частота оборотов» относится к числу молей субстрата, превращаемых (посредством оборотов катализатора) с помощью катализатора в определенный период времени. Поскольку частота оборотов изменяется по времени, эта частота оборотов может быть представлена как число оборотов (TON) в единицу времени, т.е. dTON/dt. В частности, число оборотов (TON) вычисляют или измеряют по разности температур реакционной смеси и охлаждающей среды как меры степени эпоксидирования, которую преобразуют в dTON/dt.
Используемый здесь термин «дезактивация» относится к процессу, в котором описанные здесь комплексы восстанавливаются до индивидуальных компонент с уменьшенным или минимальным сохранением структуры комплекса и не обладают каталитической активностью или обладают значительно пониженной каталитической активностью. Дезактивация наблюдается в том случае, если каталитическая активность, измеренная по частоте оборотов (dTON/dt), становится ниже 1000 TON/час (TON/ч), например, составляет от приблизительно 0 TON/ч до приблизительно 500 TON/ч. Данные оптической спектроскопии в видимой и ультрафиолетовой областях (UV-Vis) также показывают уменьшение поглощения или минимальное поглощение в интервале длин волн от 250 до 350 нм (таблица 7), что свидетельствует об отсутствии координационного марганца в состоянии окисления Mn3+(III) или Mn4+(IV).
Используемый здесь термин «инактивация» (подавление активности) относится к процессу, в котором описанные здесь комплексы остаются ненарушенными комплексами без дезактивации в водной среде. Инактивация каталитической активности, измеренная в частотах оборотов, составляет менее 2000 TON/ч, например находится в интервале от приблизительно 100 TON/ч до приблизительно 1000 TON/ч. Данные оптической спектроскопии в видимой и ультрафиолетовой областях (UV-Vis) указывают на поглощение в интервале длин волн от 250 до 350 нм (таблица 7), с дополнительным и менее интенсивным видимым поглощением при длине волны 425 нм. Отмеченное менее интенсивное поглощение при 425 нм показывает, что марганец находится в состоянии окисления 3+ с превращением активного катализатора Mn3+ в комплекс марганца, каталитически неактивный для процесса эпоксидирования.
Используемый здесь термин «повторная активация» означает процесс, в котором описанные выше неактивные комплексы химически активируют, без потерь каталитической активности или с незначительным снижением каталитической активности, по сравнению с активными комплексами до инактивации, для последующего использования в качестве катализатора в реакционной смеси. Повторная активация каталитической активности, измеренная в единицах частоты оборотов, составляет от 2000 TON/ч до приблизительно 20000 TON/ч. Данные UV-Vis также показывают поглощение в интервале длин волн 250-350 нм и исчезновение видимого поглощения при 425 нм (таблица 7) и свидетельствуют о том, что марганец находится в окисленном состоянии 3+ и остается каталитически активным комплексом марганца для процесса эпоксидирования.
Потеря поглощения в видимой и ультрафиолетовой области спектра при длинах волн 350, 400 и 425 нм указывает на дезактивированный катализатор. Активные и неактивные катализаторы демонстрируют хорошее поглощение при 350, 400 и 425 нм, что относят к Mn3+ - соединениям (продуктам реакции). Соединения с неактивными катализаторами Mn3+ отличаются от активных катализаторов Mn3+ (активные катализаторы MnIII) повышенным поглощением излучения при длине волны 425 нм, как показано ниже в таблице 7.
В одном воплощении изобретение обеспечивает обработку композиции, содержащей комплекс марганца (в качестве катализатора), при использовании комплекса марганца в реакции эпоксидирования, путем инактивации содержащегося в композиции комплекса марганца и затем повторного активирования указанного комплекса марганца для использования его в следующей реакции эпоксидирования.
К удивлению и неожиданно было установлено, что при снижении величины pH реакционной смеси или водной фазы, содержащей комплексы марганца, до величины pH, равной 2,5 или менее, вышеупомянутая частота оборотов комплекса марганца может быть значительно уменьшена, в то время как дезактивации комплекса марганца не происходит или она в значительной степени снижается. Такой экспериментально полученный результат является удивительным, поскольку описанные здесь лиганды, за исключением комплексов Cu2+ лигандов, являются термодинамически нестабильными при уровне pH менее 4 в интервале релевантных концентраций катализатора. Кроме того, эти результаты представляются удивительными, поскольку было обнаружено, что при более низких уровнях pH комплексы таких лигандов ускоряли дезактивацию (из-за распада комплексов). Таким образом, описанный здесь способ основан на результатах исследований, согласно которым комплекс марганца может быть каталитически инактивирован, при одновременном сохранении структуры комплекса марганца, и затем повторно активирован для последующего использования в качестве катализатора.
Процесс эпоксидирования осуществляют в многофазной системе, образованной из водной фазы и по меньшей мере одной органической фазы. Описанный здесь процесс эпоксидирования включает реагирование олефиново-ненасыщенного соединения с окислителем в присутствии комплекса марганца в качестве катализатора, с использованием, по усмотрению, буферного компонента, в водной среде в условиях кислой среды. Считается, что окисление олефиново-ненасыщенного соединения происходит в водной фазе, в то же время органическая фаза, как полагают, обеспечивает экстракцию или отпаривание полученного 1,2-эпоксида из водной фазы.
Величина pH в реакции эпоксидирования составляет от более чем 2,5 до приблизительно 6, например, от приблизительно 2,8 до приблизительно 5,0, от приблизительно 3 до приблизительно 3,6. Комплекс марганца в реакции эпоксидирования может иметь каталитическую активность, измеренную в единицах частоты оборотов, от 2000 TON/ч до приблизительно 20000 TON/ч, например, от приблизительно 2000 TON/ч до приблизительно 10000 TON/ч.
Результирующая система или реакционная смесь затем может быть обработана для обеспечения разделения соответствующих фаз реакционной смеси на отдельную водную фазу и по меньшей мере одну отдельную органическую фазу. Например, реакционная смесь, содержащая продукт и непрореагировавший исходный материал, может быть выгружена из реактора в сепаратор для отстаивания с разделением на водную фазу, содержащую рассмотренные здесь комплексы, и органическую фазу, содержащую эпоксидный продукт. Например по меньшей мере одна органическая фаза может включать в себя две органические фазы, причем одна органическая фаза содержит эпоксидный продукт, а вторая органическая фаза содержит органический реагент. Было установлено, что органическая фаза содержит в небольшом количестве, или вообще не содержит, водорастворимые побочные продукты и катализатор.
Было установлено, что отделенная водная фаза содержит комплекс марганца в каталитически активном состоянии. Величина pH отделенной водной фазы составляет от более чем 2,5 до приблизительно 6, например, от приблизительно 2,8 до приблизительно 5,0, от приблизительно 2,8 до приблизительно 3,8.
Кроме того, было установлено, что комплекс марганца подвергается ускоренной дезактивации, если он остается в отделенной водной фазе.
Не желая связывать себя какой-либо теорией, предполагается, что присутствие олефиново-ненасыщенного соединения позволяет катализатору сохранять активность при отсутствии ускоренной дезактивации, в то же время считается, что в отсутствие олефиново-ненасыщенного соединения и/или благодаря присутствию эпоксида и/или окислителя при отсутствии олефиново-ненасыщенного соединения, активность активного катализатора снижается ускоренными темпами.
С удивлением и неожиданно авторами изобретения было установлено, что комплекс марганца может оставаться в водной фазе и при этом дезактивация комплекса марганца не происходит или дезактивация происходит в пониженной степени за счет использования pH более кислого значения pH, чем требует процесс эпоксидирования. Этот результат, как было установлено, является удивительным и неожиданным, поскольку из уровня техники известно, что более низкая величина pH приводит к ускоренной дезактивации (распаду комплекса).
Комплекс марганца может быть сохранен в водной фазе без дезактивации или с минимальной дезактивацией за счет снижения величины pH водной фазы до 2,5 или менее, к примеру от приблизительно 1 до приблизительно 2. Величина pH может быть уменьшена за счет добавления первого агента для регулирования pH, например, кислоты, такой как неорганическая кислота, органическая кислота или их комбинации. Подходящие органические кислоты могут включать такие кислоты, как щавелевая кислота, уксусная кислота, муравьиная кислота и их комбинации, в то же время подходящими неорганическими кислотами могут быть соляная кислота (HCl), серная кислота (H2SO4), азотная кислота и их комбинации.
Инактивированный комплекс марганца может оставаться в водной фазе при минимальной дезактивации или при отсутствии дезактивации в течение периода времени от 1 минуты до 120 минут, например от 5 минут до 60 минут, например от 5 минут до 30 минут. Инактивированный комплекс марганца может иметь каталитическую активность, измеренную в частотах оборотов, в интервале от 0 TON/ч до менее 2000 TON/ч, например от приблизительно 100 TON/ч до приблизительно 1000 TON/ч.
Комплекс марганца, находящийся в водной фазе, затем может быть введен повторно в смесь, содержащую компоненты для реакции эпоксидирования, или образует смесь, содержащую компоненты для реакции эпоксидирования с водной фазой, при этом величину pH водной фазы регулируют так, чтобы комплекс марганца находился в каталитически активном состоянии. Это может быть достигнуто за счет увеличения pH водного раствора от более чем 2,5 до приблизительно 6, например от приблизительно 2,8 до приблизительно 3,8.
Величину pH можно регулировать путем добавления второго агента регулирования pH. Указанным вторым агентом регулирования pH может быть неорганическое основание, органическое основание или их комбинации. Примеры подходящих оснований включают соединения, выбранные из группы, в которую входят гидроксид натрия (NaOH), гидроксид калия (КОН), гидроксид кальция (Са(ОН)2), гидроксид аммония (NH4OH), алифатические амины, карбонат калия, карбонат натрия, оксалат калия, оксалат натрия и их комбинации.
Повторно активированный (регенерированный) комплекс марганца может иметь каталитическую активность, измеренную в частотах оборотов, в интервале от 2000 TON/ч до приблизительно 20000 TON/ч, к примеру от приблизительно 2000 TON/ч до приблизительно 10000 TON/ч. Относительно водорастворимых комплексов марганца, которые могут быть использованы в качестве катализатора окисления, следует отметить, что известно много таких подходящих комплексов. В этой связи следует отметить, что в этом документе описан по существу предшественник катализатора. Действительно, во всех открытых изданиях и патентной литературе обычно приводится характеристика предшественника катализатора, поскольку активное соединение в условиях рассматриваемой системы может быть иным и фактически даже изменяющимся в процессе реакции, которую оно активизирует. В целях удобства и поскольку это принято в литературе, термин комплекс используется здесь, как если бы этот комплекс являлся катализатором.
Описанный здесь комплекс марганца (катализатор) может быть одноядерным комплексом марганца, двухъядерным комплексом марганца или многоядерным комплексом. Примеры таких комплексов включают:
моноядерное соединение с общей формулой (I):
[LMnXm]Y (I);
двухъядерное соединение с общей формулой (II):
[LMn(µ-X)mMnL]Yn (II), или
многоядерное соединение с общей формулой (III):
[LnMnn(µ-X)m]Yn (III), и комбинацию указанных комплексов,
где Mn - марганец, L или каждое L является независимо полидентатным лигандом. Каждое X является независимо координационным соединением, а каждое µ-Х является независимо мостиковым координационным соединением, выбранным из группы, состоящей из: RO-, Cl-, Br-, I-, F-, NCS-, N3 -, I3 -, NH3, NR3, RCOO-, RSO3 -, RSO4 -, OH-, O2-, O2 2-, HOO-, H2O, SH-, CN-, OCN-, C2O4 2- и SO4 2- и их комбинацию, при этом R представляет собой радикал С1-С20, выбранный из группы, состоящей из: алкил, циклоалкил, арил, бензил и их комбинаций. Марганцевый компонент может находиться в окисленном состоянии +2 или +3, или +4. В вышеприведенных формулах m может находиться в пределах от 1 до 3, например, равно 3, а n может находиться в пределах от 0 до 3, например, 1 или 2.
Y обозначает некоординационный противоион. Некоординационный противоион Y может обеспечивать нейтральность заряда комплекса, а величина n зависит от заряда катионного комплекса и анионного противоиона Y. Противоионом Y может быть, например, анион, выбранный из группы, состоящей из: RO-, Cl-, Br-, I-, F-, SO4 2-, RCOO-, PF6 -, тозилат, трифлат (CF3SO3 -) и их комбинация, при этом R опять же представляет собой радикал C1-C20, выбранный из группы, состоящей из: алкил, циклоалкил, арил, бензил и их комбинации. Тип аниона не является особенно критичным, хотя некоторые анионы более предпочтительны, чем другие. В одном воплощении в качестве некоординационного противоина может быть использован ион СН3СОО- или 
Полидентантные лиганды представляют собой лиганды с многократными связями, способными к образованию координационного комплекса или комплекса металла. Подходящие полидентантные лиганды включают ациклические соединения, содержащие по меньшей мере 7 атомов в основной цепи или циклические соединения, содержащие по меньшей мере 9 атомов в кольце, каждое из которых содержит атомы азота, разделенные по меньшей мере двумя атомами углерода. Подходящие классы лигандов включают 1,4,7-триазациклононан ("Tacn") и замещенные его варианты. Замещенное соединение 1,4,7-триазациклононана может содержать одну или большее число органических групп, в которые входит органическая группа C1-C20, выбранная из группы, состоящей из: алкил, циклоалкил, арил и их комбинаций. Например, 1,4,7-триазациклононан может быть замещен одной или большим числом метальных групп с образованием N′,N′′,N′′′-триметил-1,4,7-триазациклононана (TmTacn). Примеры подходящих лигандов включают соединения, выбранные из группы, в которую входят N′,N′′,N′′′-триметил-1,4,7-триазациклононан, 1,5,9-триметил-1,5,9-триазациклододекан(1,5,9-Me3TACD), 2-метил-1,4,7-триметил-1,4,7-триазациклононан(2-Me,1,4,7-Me3TACN), 2-метил-1,4,7-триазациклононан и их комбинации.
В одном воплощении комплекса марганца комплексами марганца являются такие, которые описываются общей формулой 

Дополнительно следует отметить, что комплекс марганца может быть образован по месту в реакции между свободным лигандом и источником марганца. Свободным лигандом может быть лиганд, указанный в настоящем описании. Источник марганца может представлять собой любую подходящую соль марганца, содержащую ионы марганца в окисленном состоянии Mn2+ (II). Подходящие соли марганца могут включать соли марганца, полученные в результате реакций с участием органических кислот, неорганических кислот или их комбинации. Примеры подходящих солей марганца включают соли, выбранные из группы, в которую входят сульфат марганца, ацетат марганца, нитрат марганца, хлорид марганца, бромид марганца и их комбинации. Источник марганца может быть предоставлен в виде твердой фазы или растворенным в водной среде.
Водорастворимость образованного комплекса марганца является функцией всех вышеуказанных компонентов и зависит от противоиона (аниона), связанного с комплексом марганца. Комплекс марганца может иметь растворимость приблизительно 1 г/л или более при 20°C, например от приблизительно 1 г/л до приблизительно 2 г/л при температуре, приблизительно равной 20°C.
Комплекс марганца может быть использован с указанными компонентами для проведения реакции эпоксидирования для получения эпоксидного продукта. Процесс эпоксидирования включает реагирование олефиново-ненасыщенного соединения с окислителем в присутствии комплекса марганца в качестве катализатора и с использованием необязательного буферного компонента в водной среде в условиях кислой среды. В зависимости от реагентов и типа реакции процесс эпоксидирования может быть проведен при температуре в интервале от приблизительно -5°C до приблизительно 60°C, таком как от приблизительно 4°C до приблизительно 40°C, например от приблизительно 5°C до приблизительно 35°C. Кроме того, процесс может быть проведен при пониженном давлении или при повышенном давлении, таком как от 0,1 бар до 20 бар, к примеру от 0,9 бар до 9 бар. Например, более высокое давление может быть использовано в случае эпоксидирования пропилена.
Реакция эпоксидирования может быть проведена в гомогенной двухфазной системе, в которой органическая фаза диспергирована в водной фазе. Органическая фаза может быть диспергирована в водной фазе с помощью такого технологического процесса, как перемешивание. Отношение объемов двух фаз может быть охарактеризовано объемным соотношением органической фазы и водной фазы, которое составляет приблизительно от 5:1 до 1:10, такое как приблизительно от 1:1 до приблизительно 1:2.
Было установлено, что более высокие степени конверсии эпоксидного продукта могут быть достигнуты при использовании олефиново-ненасыщенных соединений, которые обладают ограниченной растворимостью в воде, например аллилхлорида и аллилацетета, вместо обычно используемого аллилового спирта. Многофазная система может быть образована путем добавления к водной фазе олефиново-ненасыщенного соединения с ограниченной растворимостью в количестве большем, чем может быть растворено в водной фазе. Подходящие олефиново-ненасыщенные соединения могут иметь максимальную растворимость, приблизительно равную 100 г/л (при 20°C), к примеру, от 0,01 г/л до 100 г/л при 20°C.
В соответствии с изобретением используемым олефиново-ненасыщенным соединением является эпоксидируемый олефин, который может быть функционализованным. Таким олефиново-ненасыщенным соединением может быть жидкость в условиях проведения процесса, например, аллилхлорид или сжиженный пропилен, а также газ, например газообразный пропилен.
Примеры подходящих олефиново-ненасыщенных соединений включают олефиново-ненасыщенные соединения, охарактеризованные ниже. В одном воплощении олефиново-ненасыщенное соединение может содержать по меньшей мере одну ненасыщенную связь -C=C-, как, например по меньшей мере одну ненасыщенную группу -C=CH2. Олефиново-ненасыщенное соединение может содержать более чем одну ненасыщенную связь -C=C-. Кроме того, ненасыщенная связь -C=C- не обязательно является концевой группой.
Концевые олефиново-ненасыщенные соединения могут иметь одну или большее число концевых связей -C=CH2.
Подходящие примеры олефионово-ненасыщенного соединения включают, таким образом, следующие соединения:
R-CH=CH2;
R′-(CH=CH2)n;
Х-CH=CH2;
Y-(CH=CH2)2,
где R - радикал с одним или большим числом атомов, необязательно содержащий один или большее число гетероатомов (таких как кислород, азот или кремний); R′ - многовалентный радикал из одного или большего числа атомов углерода, необязательно содержащий один или большее число гетероатомов, n - соответствует валентности многовалентного радикала; X - атом галогена и Y - атом кислорода.
Особый интерес представляют олефиново-ненасыщенные соединения, выбранные из соединений винилгалидов или аллилгалидов, таких как винилхлорид или аллилхлорид; 1-алкены, например, пропен; циклоалкен, включая ароматические соединения; моно-, ди- или полиаллилэфиры моно-, ди- или полиолов; моно-, ди- или поливиниловые сложные эфиры моно-, ди- или полиолов; моно-, ди- или полиаллиловые сложные эфиры моно-, ди- или поликислот; моно-, ди- или поливиниловые сложные эфиры моно-, ди- или поликислот; простые дивинилэфиры или простые диаллилэфиры; и их комбинации.
В другом воплощении настоящего изобретения олефиново-ненасыщенное соединение выбирают из аллилбромида, аллилхлорида и аллилацетата. В другом воплощении изобретения аллилхлорид используют для получения эпихлоргидрина благодаря коммерческой выгоде и легкости отделения произведенного эпихлоргидрина.
В соответствии с другим воплощением настоящего изобретения олефиново-ненасыщенное соединение представляет собой пропилен для того, чтобы затем получить пропиленоксид, и реакция может быть проведена при температурах в интервале от -5°C до 40°C. Пропилен может быть использован в избытке по отношению к окислителю.
В процессе эпоксидирования могут быть использованы окислители, включая кислородсодержащие газы, неорганические перекиси, органические перекиси, перкислоты, перманганаты, предшественники перекиси водорода и их комбинации. Окислитель может быть использован с концентрацией от приблизительно 0,05 мас.% до приблизительно 4 мас.%, такой как от приблизительно 0,1 мас.% до приблизительно 3 мас.%, например от приблизительно 0,3 мас.% до приблизительно 2 мас.% от композиции. Подходящие кислородсодержащие газы включают газообразный кислород (O2), атмосферный воздух и их комбинации. Подходящие неорганические перекиси включают, например, перекись водорода, перекись натрия, гидроперекись мочевины и их комбинации. Предшественники перекиси водорода могут включать металлы, используемые для образования перекиси водорода из газообразного водорода и газообразного кислорода.
Например, в качестве окислителя может быть использована перекись водорода. Перекись водорода может быть использована в водном растворе с концентрацией, которая может изменяться в пределах от 15% до 98% (уровень концентраций для топлива), например перекись промышленных сортов с концентрацией в пределах от 20% до 80%, например от 30% до 70%. Предшественники перекиси водорода могут включать металлы, используемые для образования перекиси водорода из газообразного водорода и газообразного кислорода.
Процесс эпоксидирования осуществляется в водной реакционной среде (опять же без учета каких-либо олефинов и/или соответствующих растворенных в них оксидов), которая по существу является 100% водной фазой.
В одном альтернативном воплощении процессы эпоксидирования могут быть осуществлены с органическими растворителями в водной фазе. Рассматриваемый здесь процесс эпоксидирования может быть проведен в водной реакционной среде, содержащей сорастворители в количестве, соответствующем 10 объем.% или менее. Считается, что использование органических сорастворителей, таких как водорастворимые спирты, улучшает растворимость олефиново-ненасыщенного соединения. Подходящими сорастворителями являются, в частности, ацетон, метанол и другие водорастворимые спирты. Примеры сорастворителей включают, например, ацетон, ацетонитрил, метанол, тетрагидрофуран (THF) и их комбинации.
Количество органических сорастворителей может быть уменьшено до минимума, и реакция может быть проведена в реакционной среде, по существу состоящей из воды. За исключением присутствующих реагентов и продуктов эпоксидирования водная реакционная среда, таким образом, содержит соответственно, по меньшей мере 90 объем.% воды, как, например, по меньшей мере 95 объем.% воды, например, по меньшей мере 99 объем.%, и в некоторых воплощениях по меньшей мере 99 объем.% воды. Водная реакционная среда (опять же без учета каких-либо олефинов и/или соответствующих растворенных в них оксидов) по существу может быть 100% водной фазой.
Комплекс марганца используется в каталитически эффективных количествах. Обычно катализатор используется в мольном соотношении катализатора (Mn) и окислителя от 1:10 до 1:10 00 0000, к примеру от 1:100 to 1:1 000 000, например от 1:1000 до 1:100 000. Для удобства, количество катализатора может быть также выражено в терминах его концентрации исходя из объема водной среды. Например, оно может быть выражено в мольной концентрации (на основе Mn), находящейся в интервале от приблизительно 0,001 до приблизительно 10 ммоль/л, как, например, от приблизительно 0,01 до приблизительно 7 ммоль/л и, например, от приблизительно 0,01 до приблизительно 2 ммоль/л.
Мольное соотношение для олефиново-ненасыщенного соединения для способа согласно изобретению включает мольное отношение олефиново-ненасыщенного соединения к окислителю, которое может быть больше чем 1:2. Это соотношение может находиться в интервале от приблизительно 1:1 до приблизительно 12:1. Например, мольное соотношение может составлять приблизительно 1:1, приблизительно 1,2:1, приблизительно 2:1, или приблизительно 4:1, или находиться в интервале от 2:1 до 12:1. Если используется слишком большое количество окислителя, то селективность 1,2-эпоксида уменьшается вследствие производства нежелательных побочных продуктов. Другим следствием слишком большого количества окислителя по отношению к олефиново-ненасыщенному соединению является быстрая дезактивация катализатора. Если используют недостаточное количество окислителя, то число оборотов будет недостаточным (неоптимальным). Это, следовательно, в значительной степени отличается от условий осветления, описанных в уровне техники, где используют избыточное количество окислителя, т.е. перекиси водорода. Для достижения оптимальной эффективности перекиси окислитель может быть добавлен к водной фазе в количестве, равном скорости реакции каталитического окисления.
Реакция каталитического окисления олефиново-ненасыщенного соединения происходит в водной фазе. Водная фаза может иметь pH от приблизительно 1 до приблизительно 8, к примеру от приблизительно 2 до приблизительно 6, например от приблизительно 3 до приблизительно 5.
Водная фаза дополнительно может содержать буферную составляющую для стабилизации величины pH в определенном интервале. Хотя указанные ниже компоненты относятся к буферному компоненту, этот компонент может также выполнять функцию или может быть использован в качестве сокатализатора, мостикового иона и/или солиганда, как описано здесь для соответствующих компонентов.
Величина pH может быть стабилизирована в кислотной области величин pH (для кислых растворов) от более чем 2,5 до менее 7, как, например, в интервале pH от приблизительно 2,8 до приблизительно 6 для реакции эпоксидирования. Величина pH, следовательно, значительно ниже, чем используемая при осветлении олефинов перекисью водорода в качестве окислителя, обычно осуществляемом в более щелочных условиях (например, pH, регулируемое с помощью NaHCO3 до 9,0).
Буферный компонент может быть использован в мольном соотношении для комплекса марганца (катализатор) в интервале от приблизительно 1:1 до приблизительно 17000:1, как, например, от приблизительно 1:10 до приблизительно 1:1000. Достаточное количество буферного компонента может быть добавлено для достижения второго уровня pH. В некоторых воплощениях концентрация указанного буферного компонента в водной фазе может находиться в интервале от приблизительно 0,05 мас.% до приблизительно 9 мас.%) как, например, от приблизительно 0,1 мас.% до приблизительно 1 мас.%. В соответствии с другим воплощением изобретения указанный буферный компонент, в случае необходимости, и катализатор окисления подают в виде предварительно приготовленной смеси.
Буферный компонент может содержать одну кислоту или кислоту с соответствующей кислой солью, к примеру комбинацию органической кислоты и соли. Подходящие кислоты включают алифатические или ароматические кислоты, такие как щавелевая кислота, уксусная кислота, лимонная кислота и ароматические кислоты, основанные на замещенных бензойных кислотах, и их комбинации; неорганические кислоты, такие как соляная кислота, фосфорная кислота и их комбинации. Походящие комбинации соли и кислоты могут быть выбраны из группы, в которую входят следующие комбинации: щавелевая кислота - соль щавелевой кислоты, соляная кислота - лимоннокислый натрий, малоновая кислота - соль малоновой кислоты, янтарная кислота - соль янтарной кислоты, глутаровая кислота - соль глутаровой кислоты, уксусная кислота - соль уксусной кислоты, лимонная кислота - соль лимонной кислоты, динатрийфосфат - мононатрийфосфат, 4-хлорбутановая кислота - соль 4-хлорбутановой кислоты, ортохлорбензойная кислота - соль ортохлорбензойной кислоты, парахлорбензойная кислота - соль парахлорбензойной кислоты, ортофторбензойная кислота - соль ортофторбензойной кислоты, парафторбензойная кислота - соль парафторбензойной кислоты и их комбинации.
Водная фаза дополнительно может содержать агент фазового перехода и/или поверхностно-активное вещество. Указанные агент фазового перехода и/или поверхностно-активное вещество могут быть использованы, если олефиново-ненасыщенное соединение имеет низкую растворимость (например, менее 0,1 г/л воды). Агенты фазового перехода, которые могут быть использованы в способе процессе согласно изобретению, включают соли четвертичного алкиламмония. Поверхностно-активные вещества, которые могут быть использованы в способе согласно изобретению, включают неионные поверхностно-активные вещества, такие как Triton X100™, поставляемое на рынок компанией Union Carbide.
Параметры проведения реакции каталитического окисления могут быть быстро определены специалистом в данной области техники. Реакция является экзотермической, и может потребоваться охлаждение реакционной смеси. Реакция может быть проведена при температурах где-то от -5°C до 40°C, в зависимости от таких физических параметров, как температура плавления и кипения используемых олефиново-ненасыщенных соединений.
Реакцию эпоксидирования осуществляют, кроме того, в условиях встряхивания или смешивания. Например, реакцию эпоксидирования можно проводить в реакторе, содержащем средства встряхивания, или в петлевом реакторе, снабженном средством для перемешивания, размещенном до и/или после трубопроводов петлевого реактора. Интенсивность встряхивания будет изменяться в зависимости от проводимого процесса эпоксидирования, и настоящее изобретение предполагает, что осуществляется достаточное встряхивание для проведения описанного здесь процесса с получением приведенных здесь результатов.
В соответствии с одним воплощением изобретения реакцию эпоксидирования проводят в реакторе, имеющем вход и выход. Реагенты, описанные выше, вводят в реактор через один или большее число входов, а полученную многофазную систему, или реакционную смесь, отводят через выход. Технологическая установка дополнительно содержит разделительное устройство, такое как сепаратор, соединенный с выходом реактора и предназначенный для разделения реакционной смеси по меньшей мере на одну органическую фазу и водную фазу, рассмотренные выше. Указанное разделительное устройство представляет собой жидкостно-жидкостный сепаратор непосредственного разделения, к примеру отстойный резервуар, учитывая, что продукт создает по меньшей мере одну отдельную органическую фазу, и эта органическая фаза отделяется от водной фазы, когда ей предоставлена возможность осаждения. Для разделения указанных жидких фаз могут быть использованы также другие устройства, такие как гидроциклоны.
Перед вводом в сепаратор или в самом сепараторе в водной фазе реакционной смеси могут быть произведены изменения так, как это здесь описано, для инактивации комплексов марганца каталитической системы.
Затем водная фаза может быть введена во второй реактор или направлена на рециркуляцию в исходный реактор. В самом реакторе или перед вводом в реактор в водной фазе реакционной смеси могут быть произведены изменения так, как это здесь описано, для повторной активации комплексов марганца каталитической системы.
Настоящее изобретение дополнительно поясняется с помощью фиг.1, на которой представлена принципиальная схема воплощения установки для производства эпоксидных продуктов и обработки комплекса марганца.
Здесь следует отметить, что специалисту, которому необходимо решить задачу по созданию установки для осуществления способа в соответствии с изобретением, будет понятно, что все используемые в этой установке технические средства могут быть созданы и функционируют на основе общеизвестных знаний, относящихся к рассматриваемому технологическому процессу.
В рассматриваемом воплощении установка 10 содержит один или большее количество реакторов. Реакторами могут быть ряд реакторов, предназначенных для осуществления реакций эпоксидирования, таких как упомянутые здесь многофазные петлевые реакторы. Конструкции различных отдельных реакторов предназначены для проведения способа, соответствующего настоящему изобретению. Реактор может представлять собой реактор с пробковым поршневым потоком (PFR). Из-за необходимой высокой скорости диспергирования (олефиново-ненасыщенного соединения в водной фазе) и продолжительных периодов обработки PFR-реактор, используемый в настоящем изобретении, будет PFR-реактором весьма большой длины. Используемым реактором может быть также проточный химический реактор с мешалкой (CSTR). При использовании CSTR-реактора повышенное внимание будет обращено на диспергирование олефиново-ненасыщенного соединения в водной фазе. Указанный тип реактора будет также снабжен средством охлаждения для регулирования температуры процесса каталитического окисления.
В соответствии с одним воплощением изобретения каталитическое окисление может быть осуществлено также в петлевом реакторе. В петлевом реакторе циркулирует реакционная смесь. Если скорость циркуляции в петлевом реакторе приблизительно в 15 раз превышает скорость, с которой подают водные компоненты и олефиново-ненасыщенное соединение, к примеру скорость питания, петлевой реактор может быть охарактеризован как CSTR-реактор из-за высокой степени обратного смешения. Преимущество использования петлевого реактора в предложенном способе заключается в том, что в сочетании со средствами диспергирования он обеспечивает точно определенный режим перемешивания нагнетаемой в реактор системы в компактной конструкции реактора.
Реактор в соответствии с изобретением, кроме того, содержит средство диспергирования, предназначенное для распределения фазы органического олефиново-ненасыщенного соединения в водной фазе, и средство охлаждения, предназначенное для регулирования температуры процесса каталитического окисления, что необходимо вследствие экзотермического характера реакции окисления.
Средством диспергирования может быть статический смеситель, поскольку считается, что статический смеситель будет обеспечивать максимальное дробление капель органического соединения. Согласно другому воплощению изобретения в реакторе свежий окислитель и олефин подают в водную фазу раздельными порциями через ряд входных элементов, распределенных по корпусу реактора.
Для иллюстративных целей установка 10 показана с тремя реакторами, обозначенными на фиг.1 как реакторы 20, 30 и 40. Каждый реактор снабжен рядом входных трубопроводов для компонентов, как показано на фиг.1, при этом ряд входных трубопроводов для реактора 20 образован входными трубопроводами 21, 22, 23 и 24. Кроме того, реактор 20 снабжен выпускным трубопроводом, показанным на фиг.1 как выпускной трубопровод 25. Соответствующие входные трубопроводы соединены с соответствующими питающими трубопроводами для подвода компонентов, такими как питающие трубопроводы 11, 12, 13 и 14. Каждый питающий трубопровод для компонентов, хотя это и не показано, соединен с отдельным питающим резервуаром для подачи компонентов в соответствующие реакторы. Например, питающие трубопроводы 11, 12, 13 и 14 могут быть питающим трубопроводом 11 для марганцевого комплекса, питающим трубопроводом 12 для олефиново-ненасыщенного соединения (к примеру, аллилхлорида), питающим трубопроводом 13 для окислителя (к примеру, перекиси водорода) и питающим трубопроводом 14 для буферного компонента, соответственно. Указанные компоненты транспортируют из питающих резервуаров в соответствующие реакторы через соответствующие трубопроводы с помощью питающих насосов (также не показаны).
Реакционную смесь выгружают из реактора 20 через выпускной трубопровод 25 реактора в разделительное устройство 50. Первый трубопровод 26 для регулирования pH может быть соединен с выпускным трубопроводом 25 реактора между соответствующим реактором и соответствующим разделительным устройством. Первый трубопровод 26 для регулирования pH может быть соединен с трубопроводом 15, подключенным к источнику кислоты или подходящей смеси кислоты и соли кислоты или к питающему трубопроводу 14 для буферного компонента (не показано), при этом подводимый от источника материал может быть использован для снижения pH жидкости, транспортируемой через выпускной трубопровод 25 реактора, до ее ввода в разделительное устройство 50. В качестве альтернативы первый трубопровод 26 для регулирования pH соединен со средством 50 разделения непосредственно, как это показано на фиг.1 штриховой линией 26a.
В разделительном устройстве 50, таком как сепаратор, происходит разделение по меньшей мере одной органической фазы и водной фазы на отдельные фазы. Органическая фаза, содержащая эпоксидный продукт, к примеру эпихлоргидрин, отделяется, и затем она может быть удалена из разделительного устройства 50 через выход 52 для продукта, который подсоединен к трубопроводу 56 отвода продукта.
По меньшей мере, часть водной фазы, отделенной в разделительном устройстве 50, используется повторно. В одном примере водную фазу направляют во второй реактор 30 по трубопроводу 54, соединяющему разделительное устройство 50 и второй реактор 30. В соответствии с альтернативным воплощением, которое не иллюстрируется, водная фаза из сепаратора может быть возвращена обратно в реактор 20. Помимо этого, что также не показано, дополнительная водная фаза, содержащая комплекс марганца, независимо от того, находится ли он в активированном или не активированном состоянии, например подводимая через трубопровод 21 или водная фаза из другого реактора, может быть смешана с материалом, протекающим через трубопровод 54, перед добавлением в реактор 30. Рециркуляционный насос (не показан) транспортирует водную фазу через рециркуляционный трубопровод.
Второй трубопровод 31 для регулирования pH присоединен к трубопроводу 54 между соответствующим сепаратором и реактором. В качестве альтернативы второй трубопровод 31 для регулирования pH присоединен ко второму реактору. Второй трубопровод 31 для регулирования pH транспортирует основание, такое как описано здесь, которое может быть использовано для увеличения pH водной фазы перед добавлением в реактор. Второй трубопровод 31 для регулирования pH может быть также ответвлением от главного питающего трубопровода 14 для подвода основания, как показано на фиг. 1.
Описанные здесь способы могут быть осуществлены с использованием второго сепаратора 60 и третьего реактора 40 для рециркуляции водяной фазы с прохождением через другой реакционный процесс. Питание второго сепаратора 60 осуществляется через выпускной трубопровод 35, а трубопровод 36 для регулирования величины pH соединен с выпускным трубопроводом 35 или, в качестве альтернативы, со вторым сепаратором 60 посредством трубопровода 36а. Эпоксидный продукт выходит из сепаратора через выход 62 для продукта, который соединен с трубопроводом 56 извлечения продукта. Водную фазу направляют в третий реактор 40 посредством трубопровода 64, соединяющего сепарирующее устройство 60 и третий реактор 40. Третий реактор 40, кроме того, снабжен входными трубопроводами 42, 43 и 44 для продукта и выпускным трубопроводом 45.
Кроме того, используемый по усмотрению трубопровод 70 для подпитки комплекса марганца может быть соединен с последовательно расположенными реакторами, к примеру, посредством трубопровода 71 с реактором 30 и трубопровода 72 с реактором 40. Трубопровод 70 подпитки обеспечивает подвод к реактору комплекса марганца и, по усмотрению, буферного материала и снабжает реактор достаточными количествами комплекса марганца для ускорения реакции эпоксидирования за счет ввода этого катализатора. Поскольку описанный здесь способ обеспечивает сохранение активности или пониженную степень дезактивации комплекса марганца, может быть необходим процесс подпитки для замены комплекса марганца, который уже был дезактивирован в ходе предшествующей реакции.
Средства транспортирования в любой из реакторов могут быть обеспечены с помощью канала для текучей среды. Например, для рециркуляции средством транспортирования может быть трубопровод, соединяющий выход для водной фазы разделительного устройства и вход реактора, с установленным на нем насосом для транспортирования водной фазы в исходный реактор. Для подачи водной фазы во второй реактор средством транспортирования может быть трубопровод, соединяющий выход водной фазы разделительного устройства и вход второго реактора, снабженный насосом для транспортирования водной фазы во второй реактор. Здесь следует отметить, что специалисту в данной области техники будет понятно, что реактор в соответствии с изобретением оборудован традиционными элементами для рассматриваемого технологического процесса, подобными, например, насосам, клапанам и средствам регулирования.
При функционировании установка может быть использована в соответствии с описанным здесь способом. Хотя нижеследующее описание иллюстрирует эпоксидирование аллилхлорида, однако изобретение предполагает, что в описанной здесь установке могут быть использованы предложенный способ и любой из указанных здесь компонентов.
Первоначально олефиново-ненасыщенное соединение, такое как аллилхлорид, окислитель, такой как перекись водорода, и рассмотренный здесь комплекс марганца загружают вместе с водой в реактор, такой как показанный на фиг.1 реактор 20. В реактор также может быть загружена буферный компонент, к примеру, из щавелевой кислоты и соли щавелевой кислоты. Указанные компоненты могут быть загружены в реактор одновременно, периодически или последовательно. Для указанных компонентов обеспечена возможность реагирования с получением в реакционной смеси эпоксидного компонента, к примеру эпихлоргидрина из аллилхлорида, указанного выше. Реакционная смесь может быть многофазной, такой как по меньшей мере одна органическая фаза и одна водная фаза. Эпоксидный компонент будет выделен по меньшей мере в одну из органических фаз. Предполагается, что в некоторых воплощениях материал, содержащий предшественник органической фазы, такой как эпихлоргидрин, может образовать вторую и отдельную фазу из эпоксида, представляющую собой органическую фазу.
Важными характеристиками каталитической системы являются объемное соотношение органической фазы и водной фазы, находящихся в соответствующем реакторе, и степень контакта между фазами. Если количество органической фазы слишком велико, водная фаза больше не является сплошной фазой. В этом случае перемешивание ингредиентов может быть недостаточным. Это означает, что глубина конверсии олефиново-ненасыщенного соединения значительно уменьшена. С другой стороны, если количество водной фазы внутри реактора, по отношению к количеству органической фазы, слишком велико, концентрация олефиново-ненасыщенного соединения в водной фазе по отношению к концентрации окислителя будет слишком низкой. Это может привести к получению нежелательных побочных продуктов и дезактивации катализатора. По этой причине объемное соотношение органической фазы и водной фазы внутри реактора может находиться в интервале от 10:1 до 1:5, при этом максимальным пределом является образовании эмульсии.
На вышеуказанные ограничения может также оказывать влияние степень перемешивания. На практике это означает, что необходимо диспергирование органической фазы в сплошной водной фазе, например в виде капель, предпочтительно как можно меньшего размера, например менее 3 мм. При диспергировании органической фазы в водную фазу может происходить химическая реакция (каталитического окисления) олефиново-ненасыщенного соединения с окислителем в присутствии катализатора.
Реакционная смесь затем транспортируется в разделительное устройство 50 через выпускной трубопровод 25 реактора. В реакционную смесь в выпускном трубопроводе 25 реактора или в разделительном устройстве 50 может быть добавлен первый агент регулирования pH из первого трубопровода 26 для регулирования pH. Первым агентом регулирования pH может быть кислота, например кислота, используемая при образовании рассмотренного выше буферного компонента. Достаточное количество первого агента регулирования pH может быть добавлено для регулирования величины pH до уровня менее чем 2,5, как это здесь описано. Подходящая органическая кислота может представлять собой щавелевую кислоту, уксусную кислоту и их комбинации, в то же время подходящие неорганические кислоты могут включать соляную кислоту (HCl), серную кислоту (H2SO4) и их комбинации. Считается, что регулирование величины pH позволяет комплексу марганца оставаться в водной фазе при отсутствии дезактивации комплекса марганца или при минимальной его дезактивации.
В разделительном устройстве 50 органическая фаза, содержащая эпоксидный продукт, такой как эпихлоргидрин, может быть отделена от водной фазы путем удаления органической фазы через выход 52 для продукта.
Оставшаяся в разделительном устройстве 50 водная фаза может быть повторно использована путем подачи по меньшей мере порции (части) отделенной водной фазы в следующий реактор или путем рециркуляции по меньшей мере части отделенной водной фазы в предшествующий реактор. Указанная по меньшей мере часть водной фазы может быть направлена на рециркуляцию с возвратом в реакционную смесь. Таким образом, катализатор, находящийся в рециркуляционной водной фазе, не выгружается и эффективно используется вновь.
Водная фаза может быть направлена в следующий реактор, в частности в реактор 30, с помощью циркуляционного трубопровода 54, соединяющего разделительное устройство 50 и следующий реактор 30. Второй трубопровод 36 для регулирования pH для второго агента регулирования pH соединен с циркуляционным трубопроводом между соответствующим разделительным устройством и реактором. В качестве альтернативы, второй трубопровод 36 для регулирования величины pH подсоединен к соответствующему реактору. Второй агент регулирования pH может быть основанием, как это здесь было отмечено. Достаточное количество второго агента регулирования pH может быть добавлено для регулирования pH до уровня 2,5 или более. Подходящие вторые агенты регулирования pH включают основание, например, выбранное из группы, в которую входят гидроксид натрия (NaOH), гидроксид калия (КОН), гидроксид кальция (Са(OH)2), гидроксид аммония (NH4OH) и их комбинации. Регулирование величины pH, как полагают, позволяет комплексу марганца оставаться в водной фазе при отсутствии дезактивации комплекса марганца или при минимальной его дезактивации.
При проведении процесса в реактор в единицу времени вводятся определенные объемы водных исходных материалов, таких как окислитель, катализатор и, если необходимо, буферный компонент.
Эти водные исходные материалы указаны как водные компоненты. Одновременно, в единицу времени, также определенный объем отделенной водной фазы зацикливают в реакционную смесь. Массовое отношение объема водных компонентов к объему рециркуляционной водной фазы, добавляемой в реакционную смесь в каждый момент времени, определяется как кратность рециркуляции воды. Для достижения благоприятных результатов за счет рециркуляции катализатора указанная кратность циркуляции воды может находиться в интервале от приблизительно 10:1 до приблизительно 1:10, в частности от приблизительно 2:1 до приблизительно 1:5 и, например, приблизительно 1:3,5. Кроме того, реализуемые условия турбулентного течения, такие как высокая скорость водной фазы, будут предотвращать агломерирование органических капель, диспергированных в указанной среде.
Описанные ниже эксперименты иллюстрируют способы с использованием рассмотренного здесь комплекса марганца.
Постановка экспериментов.
Эксперименты были проведены в реакторе периодического действия размером на 200 мл, заключенном в кожух и выполненном из стекла. Реакционная смесь включает органическую фазу, содержащую олефиново-ненасыщенное соединение, и водную фазу, содержащую комплекс марганца, буферный компонент и окислитель, при этом окислитель подводят непрерывно. За счет перемешивания органической смеси происходит тонкое диспергирование органической фазы в водной фазе, где она вступает в реакцию с перекисью водорода. Реактор снабжен средствами регулирования температуры и pH.
Эксперимент 1.
Способ был осуществлен так, как описано выше. При этом сначала был проведен сравнительный (базовый) эксперимент, в котором температуру поддерживали равной 5°C, а величину pH поддерживали на уровне 3,6. К 100 мл воды было добавлено 164 мг двунатриевого оксалата и 72 мг безводной щавелевой кислоты. К этому буферному раствору было добавлено 0,203 мл 3,5 мас.% Dragon А350 (комплекс марганца) и произведено перемешивание в течение 10 минут. К водной фазе было добавлено 100 мл аллилхлорида. Указанный аллилхлорид был диспергирован в водной фазе в течение 5 минут. Затем при t=0 была дозирована перекись водорода в течение 150 минут в соответствии с режимом дозирования, приведенным в таблице 1. В период от t=0 до t=210 был дозирован раствор 5 мас.% щавелевой кислоты в воде с расходом 6 мл/час. Для контроля величины pH был использован 0,5 M NaOH.
Описанный выше сравнительный эксперимент был повторен три раза, но в этих повторениях при t=60 величину pH изменяли до второй величины, такой как 1,5, 2,5 и 3,6 соответственно, за счет дозирования 2M раствора HCl до достижения желаемой величины pH. После этого дозирование H2O2 и перемешивание прекращали на один час для моделирования условий в осадителе со временем выдержки один час, достаточным для отстаивания воды и органических фаз.
По истечении часа было начато перемешивание. Величина pH путем ее регулирования была возвращена на уровень 3,6 с использованием для этого средств контроля pH, и было вновь начато дозирование H2O2 в соответствии с вышеприведенной процедурой дозирования. Был также получен результат идентичного эксперимента, как и в проведенной сравнительной реакции при pH=3,6 при отсутствии отстаивания. Сравнительная реакция и три реакции с отстаиванием затем представлены в виде графической зависимости числа оборотов (TON) от времени на фиг.2.
Как видно на фиг.2, реакция с осаждением при pH=3,6 характеризуется величиной TON, равной 700 TON/час. Этот результат показывает, что осаждение при pH=3,6 приводит к дезактивации катализатора с минимальной каталитической активностью в последующей реакции эпоксидирования после осаждения. Экспериментальные данные для pH=1,5 и pH=2,5 свидетельствуют о том, что осаждение при таких уровнях pH оказывает минимальное влияние на каталитическую активность по сравнению со сравнительным экспериментом без осаждения, как показано в таблице 2. Приведенные в этой таблице величины показывают среднюю величину TON/час после осаждения (в опытах с осаждением) до t=210 в сравнении с базовой величиной в интервале от t=60 до t=150.
Конечные числа оборотов (TON) для опытов с отстаиванием при величинах pH, равных 1,5 и 2,5, лишь немного ниже сравнительной (базовой) величины, как показано в таблице 3.
Таким образом, как показано на фиг.2 и таблицах 2 и 3, описанный здесь способ позволяет получить комплексы марганца, по существу сохраняющие соответствующую каталитическую активность, с уменьшенной или минимальной дезактивацией марганцевого катализатора.
Эксперимент 2:
Способ был осуществлен так, как описано выше. Сначала был проведен сравнительный эксперимент, в котором поддерживали температуру равной 15°C и контролировали pH на уровне 3,6. К 100 мл воды было добавлено 164 мг двунатриевого оксалата и 72 мг безводной щавелевой кислоты. К этому буферному раствору было добавлено 0,203 мл 3,5 мас.% [Mn2O3(MeTACN)2](OAc)2 (комплекс марганца Dragon A350) и произведено перемешивание в течение 10 минут. К водной фазе было добавлено 100 мл аллилхлорида. Указанный аллилхлорид был диспергирован в водной фазе в течение более 5 минут. Затем, при t=0 дозировали перекись водорода в течение 180 минут в соответствии с порядком дозирования, приведенным в таблице 4. В период времени от t=0 до t=210 раствор щавелевой кислоты в воде с концентрацией 5 мас.% дозировали с расходом 10 мл/час. Для контроля величины pH был использован 0,5 M NaOH.
Вышеуказанный сравнительный эксперимент был повторен два раза, но при t=45 в этих повторениях величину pH изменяли до второй величины, а именно, до 2,0 и 2,5 соответственно, за счет дозирования 2M раствора HCl до достижения желаемой величины pH. После этого дозирование H2O2 и перемешивание были прекращены на 30 минут для моделирования условий в осадителе со временем выдержки 30 минут.
По истечении 30 минут было начато перемешивание. Величина pH путем регулирования была возвращена на уровень 3,6, используя средства контроля pH, и дозирование H2O2 было начато вновь в соответствии с вышеприведенным порядком дозирования. Сравнительная реакция и две реакции с отстаиванием затем были представлены в виде графической зависимости числа оборотов (TON) от времени на фиг.3.
Фиг.3 показывает, что отстаивание при pH=2,0 дает лучшие результаты в отношении величины TON/час и конечной величины TON, демонстрируя меньшую степень дезактивации катализатора по сравнению со случаем pH=2,5. Экспериментальные данные для отстаивания при pH=2,0 и pH=2,5 свидетельствуют о том, что отстаивание при таких уровнях pH оказывает пониженное или минимальное влияние на каталитическую активность по отношению к сравнительному (базовому) эксперименту без отстаивания, как показано в таблице 5. Приведенные в этой таблице величины показывают среднюю величину TON/час после отстаивания (в опытах с отстаиванием) до t=210 в сравнении с базовой величиной в интервале от t=45 до t=180.
Конечное число оборотов лишь немного ниже базовой величины в сравнительном эксперименте, как это видно из таблицы 6.
Был проведен анализ спектров комплексов марганца в УФ- и видимой области с различными уровнями pH во время процесса образования комплексов марганца. Указанный анализ спектров в УФ- и видимой области включает постоянный спектральный анализ смеси во время процесса приготовления активного катализатора и при различных уровнях pH. Анализ УФ- и видимой области спектра проводят в спектрометре УФ- и видимой областей спектра, поставляемом компанией Avantes Company B.V. В качестве светового источника с длинами волн в интервале от 210 до 600 нм используют галогеновую лампу. Воду использовали в качестве внутреннего опорного уровня для сбора данных анализа спектра смеси в видимой и УФ области в выбранных интервалах времени во время приготовления катализатора. Оперативно подключенный зонд был размещен в реакторе для сбора данных анализа спектра в процессе приготовления катализатора, а также для наблюдения происходящих в катализаторе изменений при различных уровнях pH.
Спектры в УФ- и видимой области были использованы для определения типа каталитического соединения, такого как предшественник катализатора, активный катализатор, инактивный катализатор (при низких pH) и дезактивированный катализатор, с измерением интенсивности/поглощения в выбранных единицах измерения в зависимости от длин волн комплекса марганца. Комплекс марганца поглощает длины волн излучения в интервале от 250 до 350 нм, и степень поглощения соответствует количеству комплекса марганца. Катализаторы Mn-TMTACN из комплексов Mn3+ и Mn4+ - TMTACN (MnIV-TMTACN) дают спектры в УФ- и видимой области с сильным поглощением в интервале от 250 до 350 нм, что сопровождается слабыми поглощениями в интервале от 400 до 500 нм. Таким образом, интенсивность/поглощение при длине волны около 350 нм соответствует количеству комплекса марганца.
Спектральные данные были получены в УФ- и видимой области для водного раствора в модельном эксперименте путем изменений величины pH для того, чтобы имитировать реакции эпоксидирования, описанные в примерах 2 и 3. В интервале длин волн от 200 до 600 нм при 5°C были измерены спектры в УФ- и видимой области водного раствора, содержащего предшественник катализатора [Mn2L2O3](OAc)2 с концентрацией 0,24 ммоль/л, буферный компонент в виде соли щавелевой кислоты с концентрацией 48 ммоль/л и перекись водорода (H2O2) с концентрацией 11 ммоль/л в воде.
Реакция начиналась на стадии (i) с перемешивания предшественника катализатора, соли щавелевой кислоты (оксалата), и разбавленной перекиси водорода при 5°C, и эту стадию проводили в течение одного часа. На второй стадии, стадии (ii), величина pH реакционной смеси была понижена до 2,4 и сохранялась в течение часа в условиях перемешивания. На третьей стадии, на стадии (iii), pH была вновь увеличена до 3,8 и реакцию продолжали в течение 2 часов. На указанных трех стадиях были поведены измерения и выявлены различные каталитические соединения. Эти соединения являются по существу предшественником катализатора при pH=8 в начале стадии (i), активным катализатором в период времени 0,5 часа на стадии (i), неактивным каталитическим соединением при pH=2,4 на стадии (ii), и дезактивированным катализатором в конце стадии (iii) при pH=3,8.
В таблице 7 приведены соответствующие данные спектроскопии в УФ- и видимой области спектра для активированного, дезактивированного и инактивированного комплексов марганца.
Опытным путем было установлено, что в начале стадии (i) предшественник катализатора содержит комплекс марганца Mn4+ в водном растворе. Активное каталитическое соединение образовалось в течение 0,5 часа на стадии (i) при pH=3,8, и, как было установлено, представляет собой комплекс марганца Mn3+, а на стадии (ii) был образован неактивный катализатор при pH=2,4, который, как было также установлено, содержит марганец в окисленном состоянии +3. Оксалат и разбавленная перекись водорода (H2O2) на первой стадии способствовали восстановлению предшественника катализатора (Mn4+) до активного Mn3+-катализатора. После регулирования pH до pH=2,4 активный катализатор при нахождении при указанной пониженной величине pH превратился в неактивное каталитическое соединение. По истечении одного часа в композиции, содержащей при pH=2,4 неактивное каталитическое соединение, были произведены изменения до достижения pH=3,8, и было установлено, что весь неактивный катализатор вновь превращается в активный катализатор Mn3+. Затем активный катализатор Mn3+ при pH=3,8 в течение 2 часов медленно превратился в дезактивированный катализатор.
Опытным путем также было установлено, что все каталитические соединения на стадиях (i), (ii) и (iii) имели почти идентичную поглощательную способность (оптическую плотность), соответствующую приблизительно 0,58 интенсивности излучения (в выбранных единицах) при длине волны 350 нм. Одинаковые поглощательные способности показывают, что количество комплексов марганца осталось без изменения, и комплексы демонстрируют минимальную, если не нулевую, дезактивацию в процессе изменения pH. Кроме того, было установлено, что неактивное каталитическое соединение на стадии (ii) сохраняет поглощательную способность при изменении первоначальной величины pH в течение периода времени выдержки, равного одному часу. Такой результат свидетельствует о стабильности количества комплекса марганца в регулируемой композиции при pH=2,4 в течение некоторого периода времени с минимальным проявлением дезактивации или без ее проявления. Кроме того, количественное превращение неактивного каталитического соединения на стадии (iii) вновь в активный катализатор было установлено опытным путем исходя из одинаковой поглощательной способности при изменения pH в течение периода времени выдержки, равного одному часу. В конце стадии (iii) катализатор превращается в дезактивированный катализатор за период времени, составляющий 2 часа.
Предшественник катализатора (Mn+4) демонстрирует два слабых видимых поглощения при длинах волн приблизительно 400 и 500 нм наряду с интенсивной полосой переноса заряда (СТ-полоса) в интервале 250-350 нм. Превращение предшественника катализатора в активный катализатор (Mn3+) на стадии (i) очевидным образом следует из выявленного снижения интенсивности двух слабых видимых поглощений. После снижения pH до 2,4 активный катализатор превращался в неактивный катализатор Mn3+. Присутствие неактивного соединения явным образом следует из проявления видимого поглощения на длине волны 425 нм с сохранением такой же концентрации, как и концентрация, полученная исходя из поглощения при 350 нм.
Временное неактивное соединение на стадии (ii) при pH=2,4 является в количественном отношении обратимым в активное каталитическое соединение, если pH увеличивается до величины более 3,8.
Хотя настоящее изобретение было описано и иллюстрировано с помощью конкретног воплощения, среднему специалисту в данной области техники будет понятно, что настоящее изобретение допускает видоизменения, раскрытие которых здесь не является необходимым.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАТАЛИТИЧЕСКОГО ЭПОКСИДИРОВАНИЯ | 2013 |
|
RU2614409C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1, 2-ЭПОКСИДА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ УПОМЯНУТОГО СПОСОБА | 2011 |
|
RU2540864C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1,2-ЭПОКСИДОВ | 2009 |
|
RU2484088C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПИХЛОРГИДРИНА С ИСПОЛЬЗОВАНИЕМ ПЕРОКСИДА ВОДОРОДА И КОМПЛЕКСА МАРГАНЦА | 2009 |
|
RU2482115C2 |
| СПОСОБ ЭПОКСИДИРОВАНИЯ | 2011 |
|
RU2542989C2 |
| ПОЛУЧЕНИЕ ЭПОКСИЭТИЛКАРБОКСИЛАТА ИЛИ ГЛИЦИДИЛКАРБОКСИЛАТА | 2011 |
|
RU2542583C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2010 |
|
RU2528385C2 |
| ПОЛУЧЕНИЕ ЭПОКСИЭТИЛОВЫХ ПРОСТЫХ ЭФИРОВ ИЛИ ГЛИЦИДИЛОВЫХ ПРОСТЫХ ЭФИРОВ | 2011 |
|
RU2532267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ | 1995 |
|
RU2131405C1 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ | 2013 |
|
RU2634719C2 |
Изобретение относится к способу эпоксидирования олефиново-ненасыщенных соединений в многофазных системах, который предусматривает извлечение катализатора и его рецикл. Предложенный способ включает реагирование в первой многофазной системе олефиново-ненасыщенного соединения с окислителем в присутствии буферного компонента и водорастворимого комплекса марганца, находящегося в водной фазе, имеющей первый уровень pH, который составляет от более 2.5 до 6 в первой многофазной системе; регулирование pH водной фазы до второго уровня pH меньшего, чем первый уровень pH, который составляет 2,5 или менее; отделение по меньшей мере части водной фазы от первой многофазной системы; регулирование pH этой по меньшей мере части водной фазы до третьего уровня pH большего, чем второй уровень pH, и который составляет от более 2,5 до 6; и введение этой по меньшей мере части водной фазы во вторую многофазную систему. Технический результат - сохранение активности катализатора в процессе эпоксидирования. 11 з.п. ф-лы, 3 ил., 7 табл.
1. Способ эпоксидирования олефиново-ненасыщенного соединения с извлечением катализатора, включающий:
реагирование олефиново-ненасыщенного соединения с окислителем в присутствии буферного компонента и водорастворимого комплекса марганца, находящегося в водной фазе, имеющей первый уровень pH, который составляет от более 2,5 до 6, в первой многофазной системе;
регулирование pH водной фазы до второго уровня pH, который составляет 2,5 или менее;
отделение по меньшей мере части водной фазы от первой многофазной системы;
регулирование pH указанной по меньшей мере части водной фазы до третьего уровня pH, который составляет от более 2,5 до 6; и
ввод указанной по меньшей мере части водной фазы во вторую многофазную систему;
при этом водорастворимый комплекс марганца содержит:
моноядерное соединение с общей формулой (I):
[LMnXm]Y (I); или
двухъядерное соединение с общей формулой (II):
[LMn(µ-X)mMnL]Yn (II), или
многоядерное соединение с общей формулой (III):
[LnMnn(µ-X)m]Yn (III), или комбинацию указанных комплексов,
где Mn - марганец;
L или каждое L является независимо полидентатным лигандом, который представляет собой ациклическое соединение, содержащее по меньшей мере 7 атомов в основной цепи, или циклическое соединение, содержащее по меньшей мере 9 атомов в кольце, каждое из которых содержит атомы азота, разделенные по меньшей мере двумя атомами углерода;
каждое X является независимо координационным соединением, а каждое µ-Х является независимо мостиковым координационным соединением, выбранным из группы, состоящей из: RO-, Cl-, Br-, I-, F-, NCS-, N3 -, I3 -, NH3, NR3, RCOO-, RSO3 -, RSO4 -, OH-, O2-, O2 2-, HOO-, H2O, SH-, CN-, OCN-, C2O4 2- и SO4 2- и их комбинаций, при этом R представляет собой радикал C1-C20, выбранный из группы, состоящей из: алкил, циклоалкил, арил, бензил и их комбинаций;
Y обозначает некоординационный противоион, обеспечивающий нейтральность заряда комплекса;
m находится в пределах от 1 до 4, а n составляет от 1 до 2.
2. Способ по п. 1, в котором реагирование олефиново-ненасыщенного соединения с окислителем в первой многофазной системе включает:
добавление в первую многофазную систему окислителя и водорастворимого комплекса марганца в качестве водных компонентов; и
диспергирование олефиново-ненасыщенного соединения в водной фазе.
3. Способ по п. 1, в котором отделение по меньшей мере части водной фазы включает сохранение водорастворимого комплекса марганца в водной фазе.
4. Способ по п. 1, в котором регулирование уровня pH водной фазы до второго уровня pH включает инактивацию водорастворимого комплекса марганца.
5. Способ по п. 1, в котором регулирование указанного уровня pH водной фазы до второго уровня pH включает добавление кислоты, выбранной из группы: щавелевая кислота, уксусная кислота, муравьиная кислота, азотная кислота, соляная кислота, серная кислота и их комбинации.
6. Способ по п. 1, в котором регулирование pH по меньшей мере части водной фазы до третьего уровня pH включает повторное активирование водорастворимого комплекса марганца.
7. Способ по п. 1, в котором регулирование pH водной фазы до третьего уровня pH включает добавление основания, выбранного из группы, состоящей из гидроксида натрия, гидроксида калия, гидроксида кальция, гидроксида аммония, карбоната калия, карбоната натрия, оксалата калия, оксалата натрия и их комбинаций.
8. Способ по п. 1, в котором первый уровень pH и третий уровень pH являются одинаковыми по величине.
9. Способ по п. 1, дополнительно включающий:
реагирование второго олефиново-ненасыщенного соединения со вторым окислителем в присутствии второго буферного компонента и водорастворимого комплекса марганца в водной фазе, имеющей третий уровень pH, во второй многофазной системе.
10. Способ по п. 1, в котором водорастворимый комплекс марганца имеет первую частоту оборотов в интервале от 2000 оборотов (TON)/час до приблизительно 20000 TON/час при первом уровне pH, вторую частоту оборотов от приблизительно 0 TON/час до менее чем 2000 TON/час при втором уровне pH и третью частоту оборотов от приблизительно 2000 TON/час при третьем уровне pH.
11. Способ по п. 1, в котором
период времени между регулированием pH водной фазы до второго уровня pH и регулированием pH водной фазы до третьего уровня pH составляет от приблизительно 1 минуты до приблизительно 120 минут.
12. Способ по п. 1, дополнительно включающий добавление второго комплекса марганца во вторую многофазную систему.
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВИРОВАННОГО САЛАТА | 1999 |
|
RU2149569C1 |
| БЕЗАЛКОГОЛЬНЫЙ НАПИТОК | 1997 |
|
RU2149570C1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СПОСОБ ПОЛУЧЕНИЯ 1,2-ЭПОКСИ-3-ХЛОРПРОПАНА | 2003 |
|
RU2323213C2 |

