Предлагаемое техническое решение относится к обработке металлов давлением и может быть применено в машиностроении и металлургической промышленности.
Известны инструменты для изготовления изделий прессованием с обратным истечением металла, содержащие контейнер с круглой втулкой, пробку или прессштемпель с прессшайбой, закрывающие втулку с одной стороны и установленные с другой стороны втулки полый матрицедержатель с матрицами (Ерманок М.З. и др. «Прессование профилей из алюминиевых сплавов», Металлургия, 1977, с. 36, рис. 13). Недостатком инструмента является то, что размеры сечения изделий ограничены полостью матрицедержателя.
Известны инструменты для изготовления изделий переменного сечения прессованием с обратным истечением металла по а.с. №1519811, В21С, 23/20 и пат. RU 2388561 С2, В21С 23/08, содержащие контейнер с рабочей втулкой, пробку, закрывающую втулку с одной стороны, и установленный с другой стороны втулки матрицедержатель с продольным пазом. Матрица выполнена составной из двух пар противоположно размещенных элементов, одни из которых закреплены на матрицедержателе, а другие - вкладыши, установленные в продольных пазах втулки, - имеют переменное сечение. При относительном перемещении элементов очко матрицы уменьшается, уменьшая сечение прессуемого изделия. Применяя вкладыши постоянного сечения, можно получать изделия постоянного сечения.
Инструменты позволяют получать изделия с большими поперечными размерами. Однако для их получения необходимо иметь втулку с продольными пазами для размещения вкладышей.
Наиболее близким аналогом к предлагаемому инструменту является инструмент по а.с. №1519811, В21С 23/20.
Технический результат предлагаемого инструмента заключается в возможности его применения для прессования изделий переменного и постоянного сечения, используя рабочие втулки с круглой внутренней поверхностью, матрицедержатель с продольным пазом, составные матрицы и пробку.
Технический результат достигается тем, что в инструменте для изготовления изделий прессованием с обратным истечением металла, содержащем контейнер с рабочей втулкой, выполненной с круглой внутренней поверхностью, пробку, закрывающую рабочую втулку с одной стороны, и установленные с другой стороны рабочей втулки матрицедержатель с продольным пазом и составную матрицу, выполненную из двух пар противоположно размещенных элементов, первая из которых закреплена на матрицедержателе, а элементы второй пары - вкладыши - выполнены с увеличивающимся сечением в направлении прессования и закреплены в рабочей втулке, при этом внутренняя поверхность вкладышей выполнена сопряженной с внутренней поверхностью рабочей втулки, и на концах вкладышей выполнены торцевые базовые поверхности закрепленные на ответных сопрягаемых базовых поверхностях противоположных торцов рабочей втулки.
Техническое решение поясняется фигурами.
На фиг. 1 изображен инструмент в исходном положении, продольный боковой разрез.
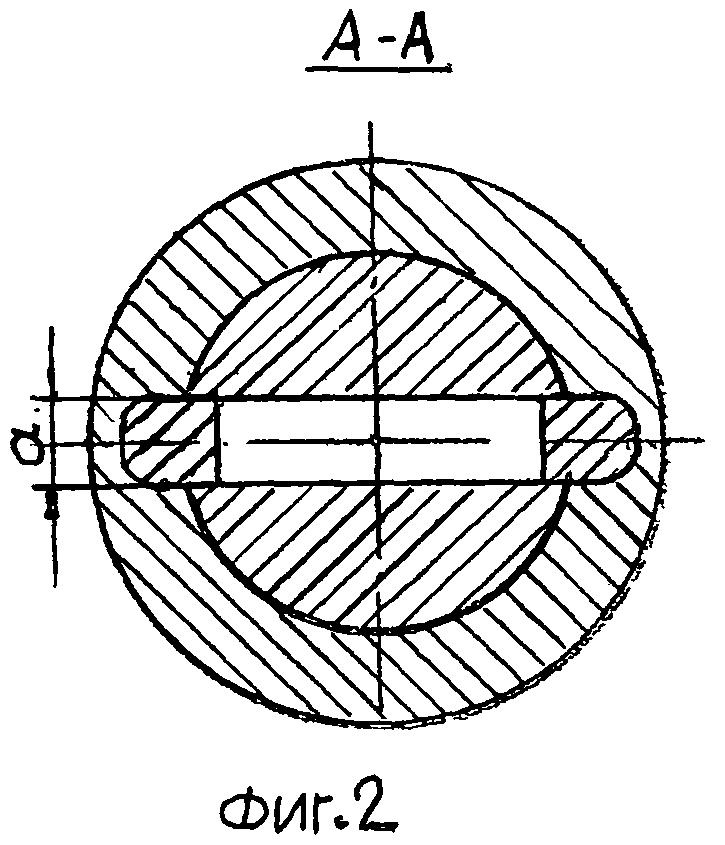
На фиг. 2 изображен разрез А-А на фиг. 1.
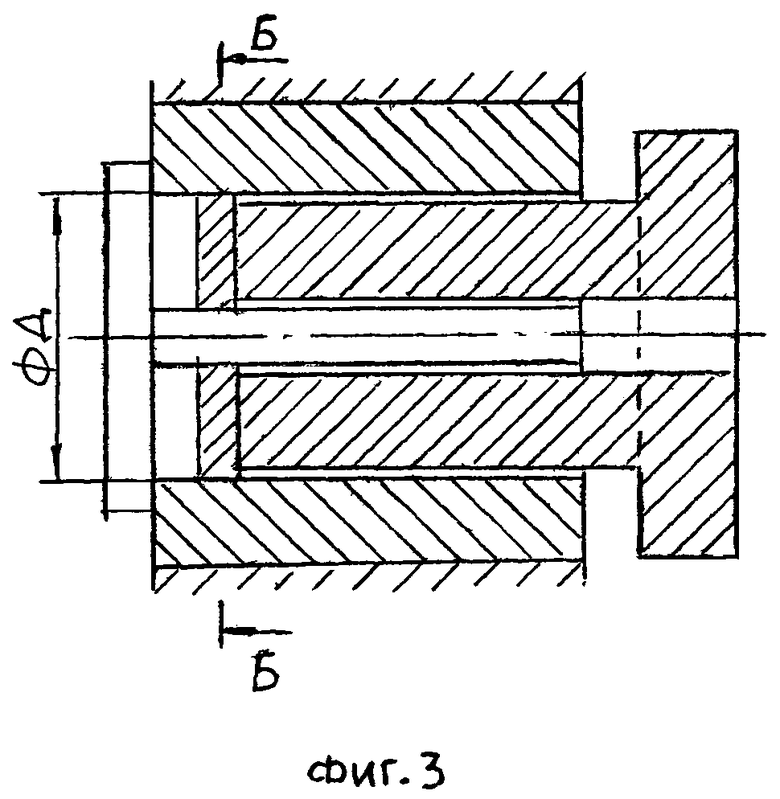
На фиг. 3 изображен инструмент в конечном положении.
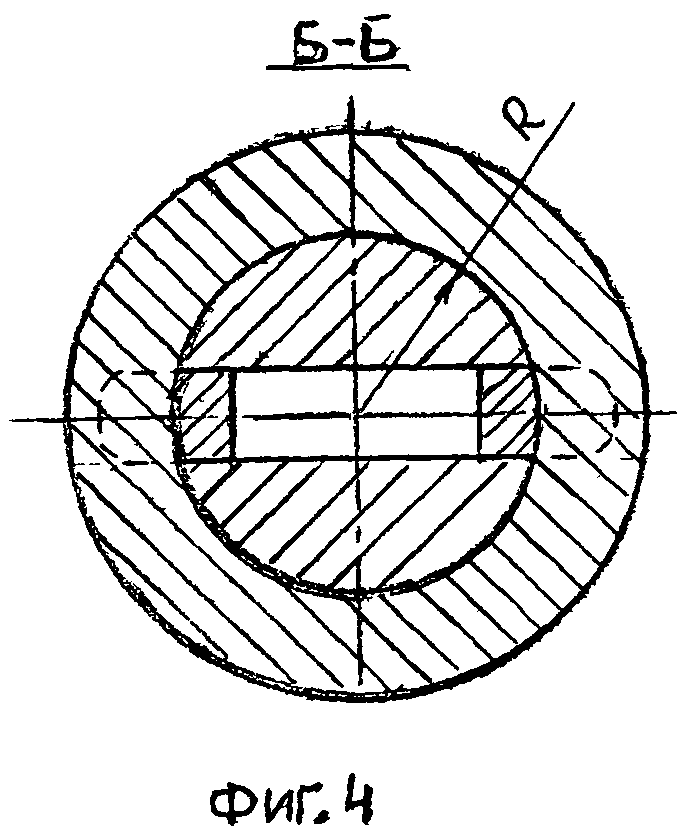
На фиг. 4 изображен разрез Б-Б на фиг. 3.
На фиг. 5 изображен инструмент в исходном положении, плановый продольный разрез.
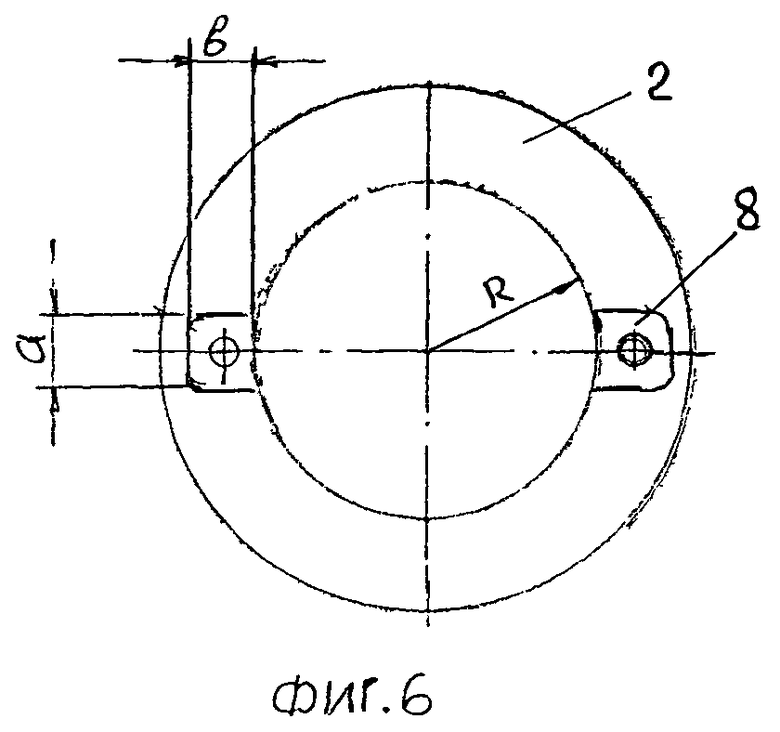
На фиг. 6 изображен вид на торец втулки с установленными крышками 8.
На фиг. 7 изображено полученное изделие с переменным сечением.
Инструмент содержит контейнер 1, рабочую втулку 2 с гладкой круглой поверхностью, матрицедержатель 3 с продольным пазом, составную матрицу, выполненную из двух пар противоположно размещенных элементов 4 и 5. Элементы 4 закреплены на торцах матрицедержателя, а элементы 5 - вкладыши - установлены и закреплены в рабочей втулке 2, образуя формующее очко.
Вкладыши выполнены с увеличивающимся сечением в направлении прессования, что позволяет прессовать изделие переменного сечения. Внутренняя поверхность вкладышей выполнена по радиусу R=Д/2, т.е. сопряжена с внутренней поверхностью втулки 2. На концах вкладышей выполнены торцевые крепежные элементы 6, имеющие базовые поверхности с размерами a, b, h, L. Вкладыши установлены и закреплены на ответных сопрягаемых базовых поверхностях, образованных на противоположных торцах втулки в виде четырех выборок - гнезд - с размерами a,b,h, выполненными на размере «L».
Известно, что размеры диаметров и длины втулок строго определены усилием пресса. Поэтому для каждого пресса размеры базовых поверхностей могут быть стандартизованы (см. Ерманок М.З. и др. «Прессование профилей из алюминиевых сплавов», Металлургия, 1977, с. 158-161).
Втулка закрыта пробкой 7.
Инструмент снабжен крышками 8, закрывающими торцевые базовые поверхности втулки после демонтажа вкладышей. Габариты крышек выполнены по размерам a, b, h, R. Это обеспечивает надежную защиту базовых и внутренней поверхностей втулки и их дальнейшее использование.
Инструмент работает следующим образом.
Перед прессованием части инструмента занимают положение, показанное на фиг. 1, фиг. 2, фиг. 5. При этом формующее очко составной матрицы имеет максимальные размеры. В процессе прессования материала заготовки происходит относительное перемещение элементов 4 и 5 матрицы и размеры очка уменьшаются. Положение частей инструмента в конце прессования показано на фиг. 3. При этом формующее очко имеет минимальные размеры. Полученное изделие, показанное на фиг. 7, имеет переменное сечение.
Технический результат предлагаемого изобретения заключается в возможности его использования для прессования изделий переменного и постоянного сечения с применением рабочих втулок с круглой внутренней поверхностью и вкладышей с переменным и постоянным сечением.
Инструмент расширяет технологические возможности применения стандартизованных рабочих втулок и может быть использован на существующих прессах для получения различной номенклатуры изделий.


Изобретение относится к обработке металлов давлением, в частности к инструменту для изготовления изделий прессованием с обратным истечением металла. Инструмент содержит контейнер с рабочей втулкой, пробку, закрывающую рабочую втулку с одной стороны, и установленные с другой стороны рабочей втулки матрицедержатель с продольным пазом и составную матрицу, выполненную из двух пар противоположно размещенных элементов, первая из которых закреплена на матрицедержателе, а элементы второй пары - вкладыши - выполнены с увеличивающимся сечением в направлении прессования и закреплены в рабочей втулке. Внутренняя поверхность вкладышей выполнена сопряженной с внутренней поверхностью рабочей втулки. На концах вкладышей выполнены торцевые базовые поверхности, закрепленные на ответных сопрягаемых базовых поверхностях противоположных торцов рабочей втулки. Использование изобретения обеспечивает прессование изделий переменного и постоянного сечения. 7 ил.
Инструмент для изготовления изделий прессованием с обратным истечением металла, содержащий контейнер с рабочей втулкой, выполненной с круглой внутренней поверхностью, пробку, закрывающую рабочую втулку с одной стороны, и установленные с другой стороны втулки матрицедержатель с продольным пазом и составную матрицу, выполненную из двух пар противоположно размещенных элементов, первая из которых закреплена на матрицедержателе, а элементы второй пары - вкладыши выполнены с увеличивающимся сечением в направлении прессования и закреплены в рабочей втулке, отличающийся тем, что внутренняя поверхность вкладышей выполнена сопряженной с внутренней поверхностью рабочей втулки, при этом на концах вкладышей выполнены торцевые базовые поверхности, закрепленные на ответных сопрягаемых базовых поверхностях противоположных торцов рабочей втулки.
| Инструмент для изготовления изделий переменного сечения прессованием | 1984 |
|
SU1519811A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ ПРЕССОВАНИЕМ С ОБРАТНЫМ ИСТЕЧЕНИЕМ МЕТАЛЛА | 2008 |
|
RU2388561C2 |
| Инструмент для прессования изделий переменного сечения | 1987 |
|
SU1447466A1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2455094C2 |
| WO 9507777 A1, 23.03.1995 | |||

