Предлагаемое техническое решение относится к обработке металлов давлением, а точнее к инструменту для прессования изделий с переменными по длине размерами поперечного сечения, и может быть применено в машиностроении и металлургической промышленности.
Известны инструменты для изготовления изделий переменного сечения прессованием с обратным истечением металла по а.с. СССР №1433516 B21C 23/08 и а.с. СССР №1519811 B21C 23/20.
Инструменты содержат контейнер, рабочую втулку контейнера с установленными в ней клиновыми элементами. С одной стороны втулка закрыта пробкой, а другая сторона закрыта матрицей, состоящей из двух противоположно размещенных элементов, сопрягаемых с клиновыми элементами и образующих с ними формующий канал. Матрицедержатель выполнен с диаметральным пазом для прохода клиновых элементов.
В инструменте по а.с. №1433516 втулка, части матрицы и клиновые элементы выполнены с наклонными поверхностями, что позволяет прессовать изделия с изменяющейся высотой сечения.
Наиболее близким к предлагаемому инструменту, и следовательно прототипом, является инструмент по а.с. №1519811 B21C 23/20, в котором матрица выполнена составной из двух пар противоположно размещенных элементов, одна из которых закреплена на матрицедержателе, а элементы другой пары установлены в продольных пазах втулки и выполнены длиной, соответствующей длине втулки, и клиновыми по форме с увеличивающимся сечением в направлении прессования. Клиновые элементы профилированы, имеют постоянную высоту и вместе с сопрягаемыми частями другой пары элементов образуют формующий канал. При относительном перемещении указанных пар элементов матрицы происходит изменение размеров ширины очка. При этом формуется ширина изделия. Указанные пары элементов имеют формующие поверхности, образующие контур прессизделия и сопрягающиеся между собой поверхности.
Инструмент позволяет на существующих прессах получать изделия переменной ширины без остановки. Однако использование инструмента ограничено номенклатурой сравнительно простого сечения.
Технический результат предлагаемого технического решения заключается в устранении отмеченного недостатка и возможности использования инструмента для прессования дополнительной номенклатуры изделий, в частности получения профилей с законцовками, а также в создании симметричной нагрузки на матрицедержатель и одинаковых условий трения на матрице, что приводит к долговечности работы оборудования и повышению качества получаемых изделий.
Технический результат достигается тем, что в инструменте для изготовления изделий переменного сечения прессованием с обратным истечением металла, содержащем контейнер, втулку с клиновыми элементами, пробку, закрывающую втулку с одной стороны и установленные с другой стороны матрицедержатель с диаметральным пазом и закрепленные на нем элементы составной матрицы, сопрягаемые с клиновыми элементами, согласно техрешению на клиновых элементах образованы участки с дополнительными формующими и сопрягаемыми поверхностями, которые вместе с формующими и сопрягаемыми поверхностями элементов матрицы образуют изделие с участками дополнительной формы поперечного сечения.
Отличительной особенностью предлагаемого технического решения от прототипа является то, что на клиновых элементах образованы участки с дополнительными формующими и сопрягаемыми поверхностями, которые вместе с формующими и сопрягаемыми поверхностями элементов матрицы образуют изделие с участками дополнительной формы поперечного сечения.
Техническое решение поясняется чертежами, на которых показаны:
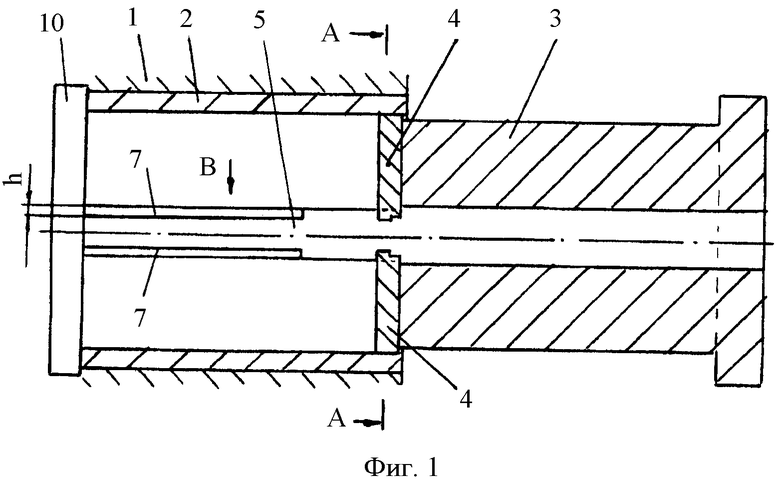
Фиг.1 - инструмент в исходном положении, продольный разрез;
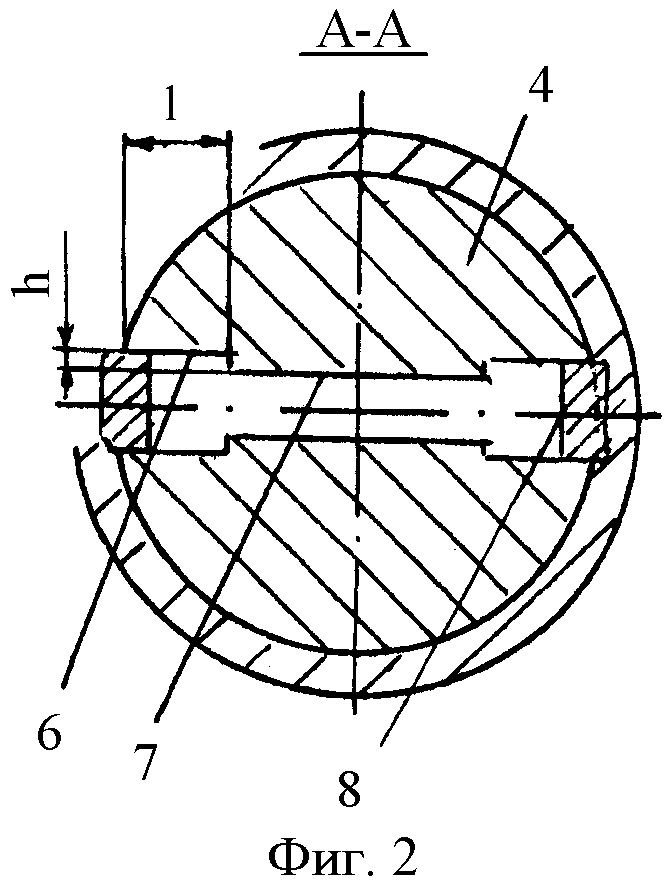
Фиг.2 - поперечный разрез А-А;
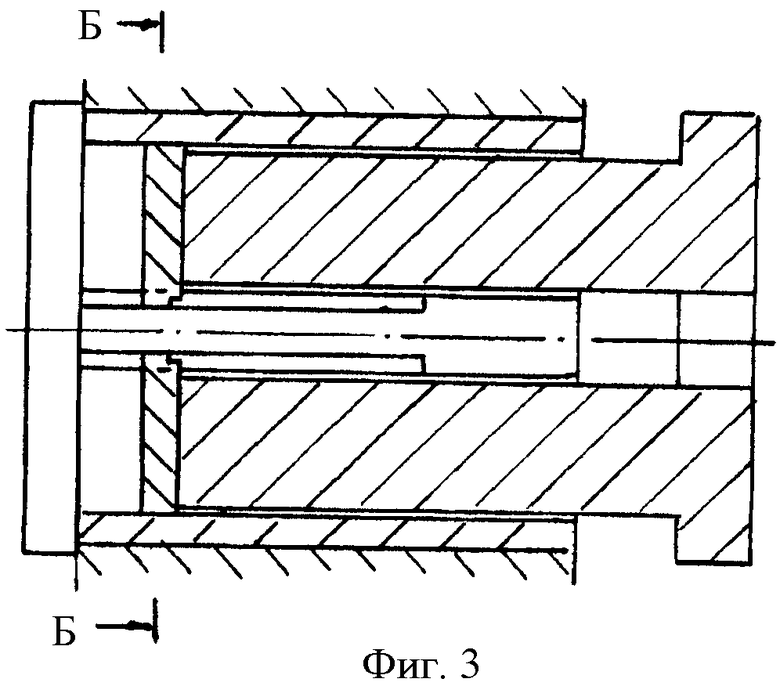
Фиг.3 - инструмент в конечном положении;
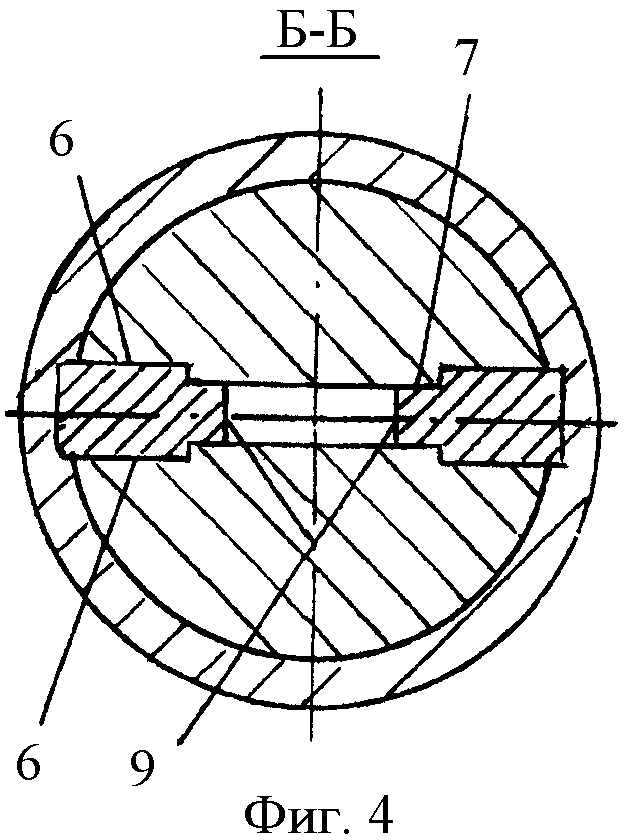
Фиг.4 - поперечный разрез Б-Б;
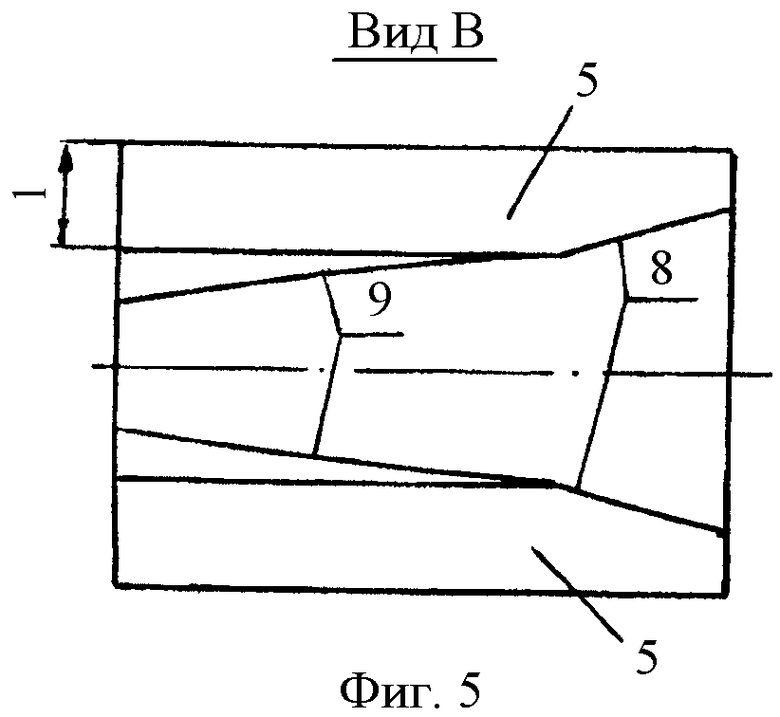
Фиг.5 - вид по стр.В;
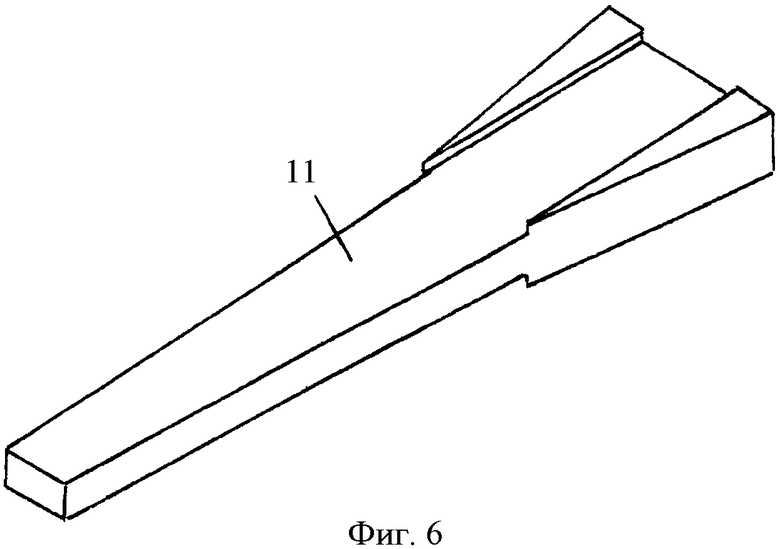
Фиг.6 - получаемое изделие 11.
Инструмент содержит: контейнер 1, втулку 2 контейнера, матрицедержатель 3 с диаметральным пазом, элементы 4 составной матрицы, клиновые элементы 5.
Элементы 4 и 5 имеют общие сопрягаемые поверхности 6 - основные и 7 - дополнительные, которые являются также формующими для элементов 4.
На элементах 5 выполнены две формующие поверхности 8 и 9, а также дополнительные сопрягаемые поверхности 7. Пробку 10.
Инструмент работает следующим образом.
После установки заготовки (не показана) во втулку 2 с элементами 5 торец втулки закрывают пробкой 10. С другой стороны во втулку устанавливают матрицедержатель 3 с закрепленными на нем элементами 4 (фиг.1 и 2). При этом элементы 4 и 5 сопрягаются по поверхностям 6, которые для элементов 4 являются также формующими. После распрессовки заготовки начинается прессование. При относительном перемещении элементов 4 и 5 происходит формование законцовочного сечения на участке с формующими поверхностями 8. Формующие поверхности 6 элементов 4 уменьшаются и переходят одновременно в сопрягаемые поверхности.
По окончании участка с поверхностями 8 формование законцовочной части изделия прекращается, т.к. при этом поверхности 6 элементов 4 и 5 полностью сопрягаются.
На участке с поверхностями 9 происходит сопряжение поверхностей 7 элементов 4 и 5. При этом происходит формование профильного участка изделия с уменьшающимися размерами ширины. В конце прессования части инструмента займут положение, показанное на фиг.3 и 4.
В отличие от инструмента - прототипа, позволяющего прессовать изделие с одним профилем сечения, предлагаемый инструмент позволяет прессовать изделия, которые имеют участок дополнительной формы поперечного сечения - законцовку и участок основного профильного сечения без остановки, без смены матрицы за один цикл прессования.
Изобретение относится к обработке металлов давлением и может быть применено в машиностроении и металлургической промышленности. Инструмент содержит контейнер, втулку с клиновыми элементами, пробку, закрывающую втулку с одной стороны, и установленные с другой стороны матрицедержатель с диаметральным пазом и закрепленные на нем элементы составной матрицы, сопрягаемые с клиновыми элементами. На клиновых элементах образованы участки с дополнительными формующими и сопрягаемыми поверхностями, которые вместе с формующими и сопрягаемыми поверхностями элементов составной матрицы образуют изделие с участками дополнительной формы поперечного сечения. Изобретение обеспечивает создание симметричной нагрузки на матрицедержатель и одинаковых условий трения на матрице, что приводит к увеличению срока работы оборудования и повышению качества получаемых угольников переменного сечения. 6 ил.
Инструмент для изготовления изделий переменного сечения прессованием с обратным истечением металла, содержащий контейнер, втулку с клиновыми элементами, пробку, закрывающую втулку с одной стороны, и установленные с другой стороны матрицедержатель с диаметральным пазом и закрепленные на нем элементы составной матрицы, сопрягаемые с клиновыми элементами, отличающийся тем, что на клиновых элементах образованы участки с дополнительными формующими и сопрягаемыми поверхностями, которые вместе с формующими и сопрягаемыми поверхностями элементов составной матрицы образуют изделие с участками дополнительной формы поперечного сечения.
| Инструмент для изготовления изделий переменного сечения прессованием | 1984 |
|
SU1519811A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРОФИЛЕЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 0 |
|
SU185189A1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |

