Изобретение относится к механической обработке профильной конической части тел вращения.
Известно устройство токарной обработки профильного вала с раздельным съемом припуска при формообразовании его конической части, содержащее неподвижное колесо с внутренней зубчатой поверхностью, закрепленное на направляющих станины станка, планшайбу, навертываемую на шпиндель станка, диск и крышку, между которыми помещены планетарные зубчатые колеса, установленные на валах, на свободных концах которых размещены резцовые блоки, расположенные симметрично относительно оси симметрии заготовки (DE 1198646, В23В 5/44, 12.08.1965).
Недостатком данного устройства является низкая точность обработки вследствие отжатия заготовки под действием сил резания при формообразовании профильной конической части тел вращения. Ограничение технологических возможностей, а именно отсутствие возможности обработки конической профильной поверхности тел вращения.
Известно устройство для токарной обработки профильных валов, содержащее неподвижное колесо с внутренней зубчатой поверхностью, закрепленное на направляющих станины станка, планшайбу, навертываемую на шпиндель станка, диск и крышку, между которыми на валах помещены планетарные зубчатые колеса, свободные концы которых несут резцовые блоки (Патент на полезную модель №110316 В23В 5/44, опубл. 20.11.11, бюл. №32).
Недостатком данного устройства является низкая точность обработки, вследствие отжатия заготовки под действием сил резания при формообразовании профильной конической части тел вращения.
Ограничение технологических возможностей, а именно отсутствие возможности обработки конической профильной поверхности тел вращения.
Технической задачей является повышение точности формообразования профильной конической части тел вращения вследствие снижения отжатий заготовки под действием сил резания, расширение технологических возможностей токарного оборудования.
Поставленная задача решается тем, что для раздельного съема припуска при формообразовании профильной конической части тел вращения, в котором вращение шпинделя станка передается посредством водила на вал подвижных колес, катающегося по неподвижному колесу, закрепленному на станине станка, причем на валах подвижных колес закрепляют резцовые блоки, согласно изобретению имеются черновые и чистовые резцовые блоки с ножами и закрепленными на них режущими пластинами, расположенные симметрично относительно оси симметрии заготовки, которые разбивают удаляемый слой на черновой припуск, снимаемый черновым резцовым блоком, обеспечивающийся установкой пластин на угол, который выбирают в зависимости от величины подачи заготовки, и чистовой припуск, снимаемый чистовым резцовым блоком, причем чистовые пластины на чистовом блоке располагают таким образом, что снимаемый черновым резцовым блоком припуск и чистовой припуск, снимаемый чистовым резцовым блоком, распределяют в равных объемах, таким образом, что после снятия чернового припуска остаются остаточные гребешки, обеспечивающиеся конструкцией режущих пластин, являющиеся чистовым припуском, а чистовой блок, удаляя остаточные гребешки, формирует заданную поверхность, причем черновой блок выдвинут в осевом направлении в сторону заготовки на величину 1,5 подачи, а величина подачи зависит от длины основания остаточного гребешка.
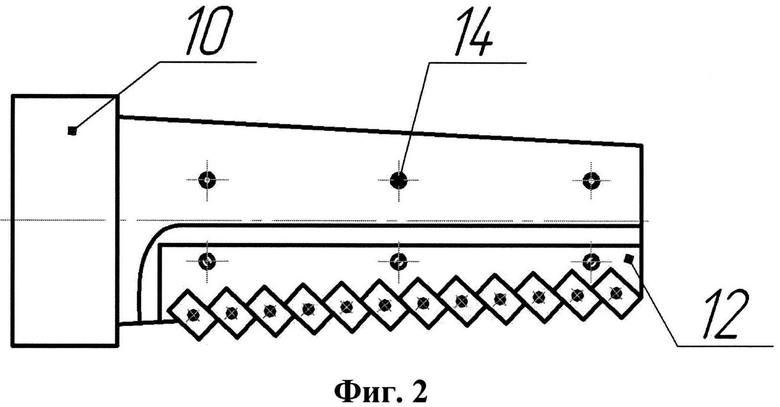
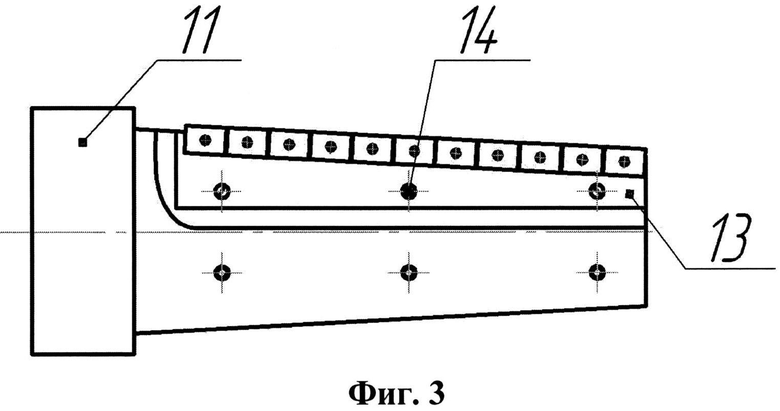
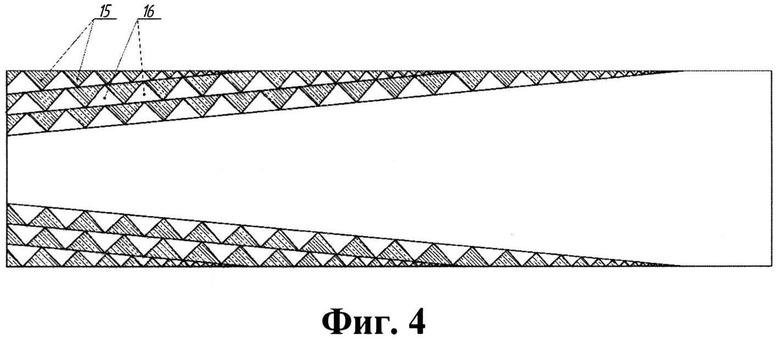
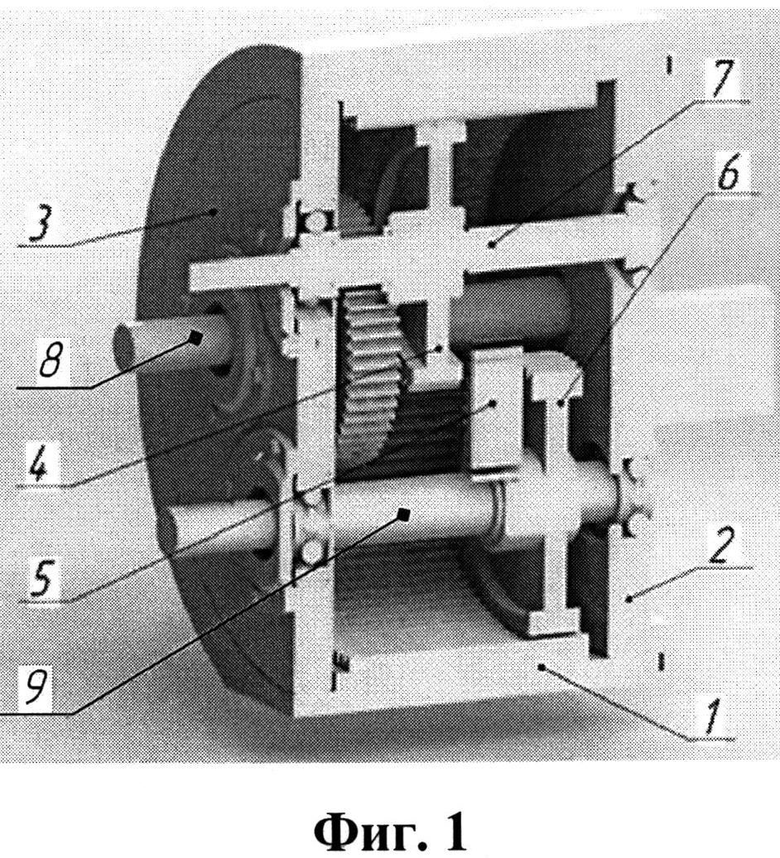
Сущность изобретения поясняется чертежами, где фиг. 1 - разрез, вид сбоку, резцовые блоки отсутствуют, на фиг. 2 - резцовый блок с обозначенными черновыми пластинами, фиг. 3 - резцовый блок с обозначенными чистовыми пластинами, фиг. 4 - схема срезаемого припуска.
Устройство содержит неподвижное зубчатое колесо 1, закрепленное на направляющих токарного станка болтами. С одной стороны колеса 1 расположена планшайба 2. С другой стороны находится крышка 3. Внутри планшайбы 2, крышки 3 и колеса 1 расположена камера, замкнутая прокладками. В камере расположены планетарные зубчатые колеса 4, 5, 6, закрепленные на валах 7, 8, 9.
На свободных концах валов 7 расположены соответственно резцовые блоки 10, 11 с проточенными пазами, в которых закреплены сменные ножи 12, 13 посредством винтов 14. На сменных ножах закрепляются режущие пластины. Причем симметрично распложенные блоки выполняются с черновыми и чистовыми пластинами, и снимаемый припуск между ними разбивается таким образом, чтобы на чистовом и черновом блоке силы резания были одинаковыми. При этом черновой резцовый блок выдвинут в осевом направлении на 1,5 величины подачи, что обеспечивает последовательное врезание чернового резцового блока, а затем чернового. Так, например, на черновом блоке пластинки расположены таким образом, чтобы снимаемый припуск был в виде треугольников 15, а чистовой блок снимает оставшуюся часть припуска 16, таким образом, что силы резания на каждом блоке будут равны и будут компенсировать друг друга и снизится отжатие заготовки.
Собирают устройство на токарном станке и передают вращение шпинделя станка посредством механизма резцовым блокам и закрепленным на них режущим ножам, вследствие чего ножи выполняют сложную кривую в виде овалов.
Способ позволит повысить точность формообразования профильной конической части тел вращения вследствие снижения отжатий заготовки под действием сил резания, расширить технологические возможности токарного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| Способ токарной чистовой упрочняющей обработки детали | 2024 |
|
RU2828906C1 |
Способ токарной обработки включает подачу заготовки и вращение резцовых блоков, расположенных симметрично относительно оси обрабатываемой заготовки профильного вала с конической частью. При этом обработку осуществляют черновыми и чистовыми резцовыми блоками с ножами посредством закрепленных на них режущих пластин различной формы, причем черновые и чистовые резцовые блоки выполняют с возможностью разбивки между ними объемов снимаемого припуска таким образом, что черновой резцовый блок посредством установки режущих пластин на угол, который выбирают в зависимости от величины подачи упомянутой заготовки, оставляет припуск в виде остаточных гребешков, обеспечивающий одинаковые силы резания на чистовом и черновом резцовых блоках. При этом черновой блок выдвигают в осевом направлении относительно чистового блока на величину, равную 1,5 подачи упомянутой заготовки, для последовательного врезания в нее сначала чернового резцового блока, а затем - чистового резцового блока, и обеспечивают удаление остаточных гребешков и формирование заданной поверхности. 2 н.п. ф-лы, 4 ил.
1. Устройство для токарной обработки профильного вала с раздельным съемом припуска при формообразовании его конической части, содержащее неподвижное колесо с внутренней зубчатой поверхностью, закрепленное на направляющих станины станка, планшайбу, навертываемую на шпиндель станка, диск и крышку, между которыми помещены планетарные зубчатые колеса, установленные на валах, на свободных концах которых размещены резцовые блоки, расположенные симметрично относительно оси симметрии обрабатываемой заготовки профильного вала с конической частью, отличающееся тем, что использованы черновые и чистовые резцовые блоки с ножами, на которых закреплены режущие пластины различной формы, причем в черновом резцовом блоке режущие пластины установлены под углом, обеспечивающим в зависимости от величины подачи заготовки припуск под чистовой резцовый блок в виде остаточных гребешков, при этом черновой резцовый блок выдвинут в осевом направлении относительно чистового резцового блока на величину, равную 1,5 подачи упомянутой заготовки, для последовательного врезания в нее сначала чернового резцового блока, а затем - чистового резцового блока.
2. Способ токарной обработки профильного вала с раздельным съемом припуска при формообразовании его конической части, включающий подачу заготовки и вращение резцовых блоков, расположенных симметрично относительно оси обрабатываемой заготовки профильного вала с конической частью, отличающийся тем, что обработку осуществляют черновыми и чистовыми резцовыми блоками с ножами посредством закрепленных на них режущих пластин различной формы, причем черновые и чистовые резцовые блоки выполняют с возможностью разбивки между ними объемов снимаемого припуска таким образом, что черновой блок посредством установки режущих пластин на угол, который выбирают в зависимости от величины подачи упомянутой заготовки, оставляет припуск в виде остаточных гребешков, обеспечивающий одинаковые силы резания на чистовом и черновом резцовых блоках, при этом черновой блок выдвигают в осевом направлении относительно чистового блока на величину, равную 1,5 подачи упомянутой заготовки, для последовательного врезания в нее сначала чернового резцового блока, а затем - чистового резцового блока, и обеспечивают удаление остаточных гребешков и формирование заданной поверхности.
| DE 1198646 A, 12.08.1965 | |||
| Устройство для обработки многогран-НиКОВ | 1979 |
|
SU846115A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МНОГОГРАННИКОВ С ЧЕТНЫМ ЧИСЛОМ СТОРОН | 2008 |
|
RU2391184C2 |
| Бесступенчатая дифференциальная автоматическая гидропередача | 1956 |
|
SU110316A1 |

