Настоящее изобретение относится к источнику для нанесения покрытия физическим осаждением из паровой фазы и к способу изготовления такого источника для нанесения покрытия.
Способы физического осаждения из паровой фазы широко используют в технологии для получения разнообразных слоев. Применение распространяется от получения износостойких и коррозионно-стойких покрытий для различных материалов подложки до получения композиционных материалов с покрытием, в частности, в полупроводниковой и электронной промышленности. Из-за широкого спектра применения необходимо осаждать различные материалы покрытий.
В физическом осаждении из паровой фазы используют различные технологии, например, осаждение из паровой фазы, катодное распыление (осаждение распылением) или электродуговое осаждение из паровой фазы (катодно-дуговое осаждение или технология осаждения из паровой фазы дуговым источником).
В способе осаждения распылением в камере создают плазму с помощью рабочего газа, например, аргона. Ионы рабочего газа ускоряют по направлению к мишени, образованной из материала покрытия, и они выбивают из мишени частицы материала покрытия, которые переходят в паровую фазу и осаждаются из нее на подложку, на которую требуется нанести покрытие. В способе осаждения распылением известно образование магнитного поля на активной поверхности мишени для содействия способу. Магнитное поле повышает плотность плазмы вблизи активной поверхности мишени и, таким образом, приводит к увеличению абляции материала покрытия. Такой способ называют магнетронным катодным распылением (осаждением методом магнетронного распыления).
В ЕР 1744347 A1 описана мишень для осаждения методом магнетронного распыления, в которой - с целью обеспечения распыления ферромагнитного материала покрытия - на задней стороне мишени расположен магнит для усиления магнитного поля, проходящего через активную поверхность мишени. Описано размещение магнита в мишени путем его прессования в нее или путем его прикрепления с помощью известных технологий прикрепления в просверленных отверстиях.
Способ катодно-дугового осаждения фундаментально отличается от описанного выше способа осаждения распылением. Катодно-дуговое осаждение используют, помимо прочего, для создания карбидных покрытий инструментов и деталей машин и для нанесения слоев, применяемых в декоративной области. В катодно-дуговом осаждении применяют дуговой разряд, который зажигают между материалом покрытия, представляющим собой мишень, в качестве катода и анодом. Получающаяся сильноточная низковольтная дуга (далее - дуга) образуется сама благодаря свободным носителям заряда из катода и более высокому парциальному давлению, так что дуговой разряд можно поддерживать даже в высоком вакууме. В зависимости от схемы используемой технологии положение дуги перемещается по поверхности катода либо более или менее беспорядочно (так называемая технология стохастической дуги), либо регулируемым образом (так называемая технология управляемой дуги), при этом введение большого количества энергии в поверхность мишени происходит в очень малой области (в так называемых пятнах). Это локальное введение большого количества энергии приводит к испарению материала покрытия на поверхности мишени. Область пятна состоит из жидких капелек материала покрытия, паров материала покрытия и образовавшихся ионов материала покрытия. Мишень переводят в расплавленное состояние только в очень малых областях, и поэтому она может действовать в любом месте как источник для осаждения из паровой фазы с относительно высокой скоростью нанесения покрытия. Ионизация паров материала покрытия имеет большое значение для конечных свойств слоя, изготовленного из материала покрытия, осажденного на подложку, на которую требуется нанести покрытие. Для материалов покрытия, имеющих высокое давление пара, обычно приблизительно 25% частиц пара находятся в ионизированном состоянии, а для материалов покрытия, имеющих низкое давление пара, обычно от 50% до 100% частиц пара находятся в ионизированном состоянии. Таким образом, для нанесения покрытия осаждением химически активных ионов не требуется никаких дополнительных ионизирующих устройств в установке. Основными параметрами в технологии катодно-дугового осаждения являются напряжение дуги и ток дуги, на которые влияют дополнительные параметры, такие как материал мишени, применяемый химически активный газ и, особенно, заданное рабочее давление. Типичными рабочими условиями при катодно-дуговом осаждении являются, например, напряжение дуги от 15 В до 30 В и ток дуги от 50 А до 150 А.
В катодно-дуговом осаждении скорость движения дуги по поверхности мишени определяет количество расплавленного материала в соответствующем пятне. Чем ниже данная скорость, тем больше количество материала покрытия, ускоряемого из пятна по направлению к подложке, на которую требуется нанести покрытие. Поэтому низкая скорость приводит к нежелательным брызгам или макрочастицам в слое, растущем на подложке. Достигнутая скорость движения дуги зависит от материала покрытия мишени. Пониженная электропроводность материала покрытия приводит к уменьшению скорости дуги. Если скорость дуги на поверхности мишени является чрезмерно низкой, то есть время пребывания на одном пятне является чрезмерно длительным, то результатом этого является локальный перегрев мишени и сильное загрязнение слоя, растущего на подложке, нежелательными брызгами или макрочастицами. Также может возникнуть преждевременная непригодность мишени к эксплуатации из-за макроскопических расплавленных областей на поверхности.
На скорость перемещения положения дуги и, следовательно, размер пятна могут влиять магнитные поля. Чем выше напряженность магнитного поля, тем быстрее движется дуга. В установках для катодно-дугового осаждения известно применение электромагнитов или постоянных магнитов позади охлаждаемой подложки для мишени, чтобы влиять на скорость дуги.
В DE 4329155 A1 описан катод с магнитным полем для испарителей дуговым разрядом, имеющий спиральную конструкцию, и постоянный магнит, расположенный в центре мишени для достижения более однородной эрозии материала мишени.
Целью настоящего изобретения является обеспечение источника для нанесения покрытия физическим осаждением из паровой фазы и способа его изготовления, с применением которого достигают стабильного процесса нанесения покрытия при осаждении методом магнетронного распыления или хорошего регулирования скорости дуги при катодно-дуговом осаждении, соответственно; при этом одновременно возможны наилучшее тепловое взаимодействие с охлаждаемой подложкой установки для нанесения покрытия, эффективное изготовление источника для нанесения покрытия с применением небольшого числа технологических операций и почти произвольное пространственное расположение ферромагнитного материала вблизи активной поверхности мишени даже с применением материалов, которые с трудом поддаются механической обработке или не поддаются ей вообще, а также минимизируется опасность введения загрязнений в установку для нанесения покрытия через источник для нанесения покрытия.
Этой цели достигают с помощью источника для нанесения покрытия физическим осаждением из паровой фазы по п.1 формулы изобретения. Предпочтительные воплощения указаны в зависимых пунктах формулы изобретения.
Источник для нанесения покрытия физическим осаждением из паровой фазы включает: по меньшей мере один компонент, изготовленный способом порошковой металлургии из по меньшей мере одного порошкового исходного материала, и по меньшей мере одну ферромагнитную область, встроенную в компонент. По меньшей мере одну ферромагнитную область вводят в компонент и объединяют с ним во время процесса изготовления способом порошковой металлургии.
Можно обеспечить одну связную ферромагнитную область или множество ферромагнитных областей. Термин «ферромагнитный» подразумевает, что эта область (или эти области) имеет коэффициент магнитной проницаемости много больше 1. По меньшей мере одна ферромагнитная область может быть выполнена как постоянный магнит, или можно обеспечить одну или более областей с постоянной намагниченностью и/или одну или более ненамагниченных областей. По меньшей мере одна ферромагнитная область может включать ферромагнитный порошок, который вводят в порошковой форме, например, во время процесса изготовления источника для нанесения покрытия. По меньшей мере одна ферромагнитная область также может включать, например, альтернативно или дополнительно одно или более макроскопических ферромагнитных тел, введенных во время процесса изготовления. По меньшей мере один компонент источника для нанесения покрытия может быть образован, например, реальной мишенью, то есть подлежащим испарению материалом покрытия источника для нанесения покрытия. Однако по меньшей мере один компонент также может быть образован, например, неподвижно соединенной с мишенью подкладкой, изготовленной из другого материала, для теплового взаимодействия с охлаждаемой подложкой в устройстве для нанесения покрытия. В конфигурации источника для нанесения покрытия, в которой реальная мишень закреплена с возможностью съема на креплении, которое предназначено для соединения мишени с охлаждаемой подложкой установки для нанесения покрытия, по меньшей мере один компонент также может быть образован, например, данным креплением. Ферромагнитные области могут быть образованы, например, как в мишени, так и в подкладке, или как в мишени, так и в креплении, соответственно. Во всех этих случаях по меньшей мере одна ферромагнитная область расположена так, что в рабочем состоянии она находится между охлаждаемой подложкой установки для нанесения покрытия и активной поверхностью мишени. Благодаря такому расположению можно достичь такой геометрии магнитного поля, при которой оно является активным очень близко к активной поверхности мишени, так что в области мишени, ближайшей к поверхности, можно обеспечить высокую плотность магнитного поля. Таким образом обеспечивают систему магнитного поля, независимую от используемого устройства для нанесения покрытия, которую можно приспособить и оптимизировать для соответствующего материала покрытия и применяемых способов. Кроме того, таким образом можно избирательно экранировать определенные области поверхности мишени. Можно избежать опасности перегрева и связанного с ним повышенного разбрызгивания материала покрытия во время катодно-дугового осаждения.
В этом контексте встроенные в компонент средства неподвижно соединены с компонентом. По меньшей мере одну ферромагнитную область вводят в компонент во время процесса изготовления способом порошковой металлургии и неподвижно соединяют с компонентом, то есть ее обработали вместе с ним во время процесса изготовления способом порошковой металлургии, так что она постоянно соединена с остальной частью компонента.
Так как ферромагнитная область непосредственно встроена в компонент источника для нанесения покрытия, она расположена вблизи активной поверхности мишени при эксплуатации источника для нанесения покрытия и, следовательно, может обеспечить стабильный процесс нанесения покрытия во время осаждения методом магнетронного распыления или хорошее регулирование скорости дуги во время катодно-дугового осаждения. По меньшей мере одну ферромагнитную область можно подвергнуть прессованию, ковке, горячему изостатическому прессованию, прокатке, горячему прессованию и/или спеканию вместе с компонентом. Так как по меньшей мере одну ферромагнитную область вводят в компонент во время процесса изготовления способом порошковой металлургии и неподвижно соединяют с компонентом с помощью этого способа, ее можно соединить с компонентом без зазоров и полостей, чтобы обеспечить хорошую передачу тепла к охлаждаемой подложке устройства для нанесения покрытия. В частности, при этом в компоненте не образуются полости, которые препятствуют свободному тепловому потоку от поверхности мишени к охлаждаемой подложке. Кроме того, посредством введения в процессе изготовления способом порошковой металлургии можно встроить ферромагнитные области, имеющие почти произвольные геометрические формы, и они также могут быть полностью окружены, например, материалом компонента. Введение в компонент можно выполнить независимо от материала компонента, так что одну или более ферромагнитных областей также можно расположить в компонентах, которые с трудом поддаются повторной механической обработке или не поддаются ей вообще. Кроме того, источник для нанесения покрытия, включающий по меньшей мере одну ферромагнитную область в по меньшей мере одном компоненте, также можно изготовить экономично и с применением небольшого числа технологических операций, так как не нужно механически изготавливать углубления для ферромагнитной области и не нужно вводить ферромагнитную область на дополнительной стадии после изготовления компонента. Посредством введения и интеграции по меньшей мере одной ферромагнитной области во время процесса изготовления способом порошковой металлургии также можно обеспечить источник для нанесения покрытия в форме, которая является замкнутой сама по себе, в которой отсутствуют полости, в которых могли бы накапливаться загрязнения, которые во время процесса нанесения покрытия могли бы привести к ухудшению вакуума или к нежелательным загрязнениям растущего слоя. В частности, в качестве ферромагнитных материалов можно использовать следующие сплавы: NdFeB, SmCo, AINiCo, SrFe, BaFe, Fe, Co и Ni.
Согласно одному воплощению изобретения, по меньшей мере одна ферромагнитная область включает по меньшей мере одну область, изготовленную из ферромагнитного материала, введенного в порошковой форме в процессе изготовления способом порошковой металлургии. В этом случае в компоненте можно легко обеспечить ферромагнитные области, имеющие весьма разнообразные геометрические формы. Кроме того, например, можно легко обеспечить множество ферромагнитных областей, имеющих различные составы ферромагнитного материала, так что магнитному полю, полученному на активной поверхности мишени, можно придавать заданную форму. Например, также можно легко обеспечить по меньшей мере одну ферромагнитную область с составом ферромагнитного материала, меняющимся в зависимости от пространственного положения. По меньшей мере одна ферромагнитная область также может, например, включать только ферромагнитный материал, введенный в порошковой форме. В этом случае становится возможным особенно простое изготовление.
Согласно одному воплощению изобретения, по меньшей мере одна ферромагнитная область включает по меньшей мере одну область с постоянной намагниченностью. Область с постоянной намагниченностью можно создать, например, путем введения ранее намагниченного макроскопического тела, или также можно, например, намагнитить область, встроенную в компонент во время или после изготовления компонента.
Согласно одному воплощению изобретения, по меньшей мере одна ферромагнитная область включает по меньшей мере одно ферромагнитное тело, введенное в процессе изготовления способом порошковой металлургии. Посредством введения одного или более ферромагнитных макроскопических тел можно очень точно влиять на полученное магнитное поле, особенно в случае намагниченных тел (постоянных магнитов). В частности, например, можно ввести множество постоянных магнитов с различной ориентацией намагниченности.
Согласно одному воплощению изобретения, источник для нанесения покрытия включает мишень, и по меньшей мере одна ферромагнитная область расположена в мишени. В этом контексте под мишенью понимают область источника для нанесения покрытия, которая изготовлена из материала, используемого в качестве материала покрытия, который подвергают эрозии во время нанесения. В данном воплощении изобретения можно обеспечить по меньшей мере одну ферромагнитную область очень близко к активной поверхности мишени, чтобы можно было регулируемым образом испарять даже трудно наносимые материалы покрытия. Данное воплощение изобретения также можно использовать, в частности, когда мишень соединена непосредственно (без дополнительных промежуточных структур) с охлаждаемой подложкой установки для нанесения покрытия.
Согласно одному воплощению изобретения, источник для нанесения покрытия включает мишень и подкладку, которая неподвижно соединена с мишенью, для теплового взаимодействия с охлаждаемой подложкой установки для нанесения покрытия, и по меньшей мере одна ферромагнитная область расположена в мишени и/или подкладке. В такой конструкции, следовательно, по меньшей мере одна ферромагнитная область может быть образована в мишени, в подкладке, или в них обеих. Кроме того, как в мишени, так и в подкладке могут быть образованы различные ферромагнитные области. Воплощение изобретения, включающее мишень и подкладку, неподвижно соединенную с мишенью, можно применять, в частности, если материал покрытия имеет довольно низкую теплопроводность и, следовательно, из-за возникающей опасности перегрева не может быть использован в качестве мишени, имеющей большую толщину, однако в установке для нанесения покрытия требуется большая общая высота от охлаждаемой подложки до активной поверхности мишени. Мишень и подкладку можно изготовить, например, с помощью изготовления объединенным способом порошковой металлургии из различных материалов. Например, мишень может быть образована из TiAl, при необходимости включающего дополнительные компоненты (в частности, Cr, B, C или Si), а подкладка может быть образована из Al или Cu. Материалы мишени и подкладки в порошковой форме можно расположить слоями один над другим, например, в процессе изготовления, и затем подвергнуть совместному сжатию и/или ковке. Однако, также возможно, например, что мишень и подкладка неподвижно соединены друг с другом путем связывания, например, с помощью индия или аналогичным образом.
Согласно одному воплощению изобретения, источник для нанесения покрытия включает мишень и крепление, которое соединено с мишенью с возможностью съема, для соединения мишени с охлаждаемой подложкой установки для нанесения покрытия, и по меньшей мере одна ферромагнитная область расположена в креплении. Данную конструкцию можно использовать, например, если подходящими являются только относительно тонкие мишени, но в установке для нанесения покрытия необходимо обеспечить относительно большую общую высоту от охлаждаемой подложки до активной поверхности мишени. Мишень и крепление могут быть соединены друг с другом с возможностью съема, например, с помощью механического соединения. В данном воплощении изобретения, в свою очередь, можно обеспечить магнитное поле независимо от установки и характерным для мишени образом посредством размещения по меньшей мере одной ферромагнитной области в креплении. Можно экономично обеспечить съемную мишень с ферромагнитными областями или без них.
Согласно одному воплощению изобретения, источник для нанесения покрытия представляет собой источник для нанесения покрытия методом магнетронного распыления. В этом случае по меньшей мере одну ферромагнитную область вблизи активной поверхности мишени можно использовать для регулирования процесса распыления на активной поверхности требуемым образом. Согласно одному воплощению изобретения, источник для нанесения покрытия представляет собой источник для нанесения покрытия методом катодно-дугового осаждения. В этом случае по меньшей мере одну ферромагнитную область вблизи активной поверхности мишени можно использовать в целях регулирования движения электрической дуги по поверхности. Можно выборочным образом задать схемы движения или абляции, можно выборочным образом уменьшить или предотвратить коллапс дуги в средней части источника для нанесения покрытия и можно вызвать регулируемое смещение дуги, индуцированное магнитным полем, на требуемых областях источника для нанесения покрытия.
Цели изобретения также достигают с помощью способа изготовления источника для нанесения покрытия физическим осаждением из паровой фазы по п.10 формулы изобретения. Предпочтительные воплощения указаны в зависимых пунктах формулы изобретения.
Способ включает следующие стадии: помещение в пресс-форму по меньшей мере одного порошкообразного исходного материала для по меньшей мере одного компонента источника для нанесения покрытия; введение в пресс-форму ферромагнитного порошка и/или по меньшей мере одного ферромагнитного тела таким образом, чтобы он(о) был(о) расположен(о) в по меньшей мере одной области порошкообразного исходного материала; и уплотнение образованного таким образом компонента. Таким образом достигают преимуществ, описанных выше со ссылкой на источник для нанесения покрытия. В частности, с применением данного способа можно легко обеспечить ферромагнитные области вблизи активной поверхности мишени с помощью небольшого числа стадий способа, даже в случае материалов, которые с трудом поддаются механической обработке или не поддаются ей вообще. Следовательно, в материал компонента можно легко встроить одну или более ферромагнитных областей с почти произвольной геометрией, а также можно легко полностью окружить эти области, например, данным материалом. Это можно осуществить с применением различных материалов. Ферромагнитную область или ферромагнитные области можно, например, снова расположить в мишени и/или в подкладке, неподвижно соединенной с мишенью, и/или в креплении. Можно, например, поместить в пресс-форму сначала порошкообразный исходный материал для компонента, а затем ферромагнитный порошок или по меньшей мере одно ферромагнитное тело, соответственно. Однако также можно ввести в пресс-форму сначала ферромагнитный порошок или по меньшей мере одно ферромагнитное тело, соответственно, а затем порошкообразный исходный материал. Помимо уплотнения также можно выполнить формование образованного компонента.
Согласно одному воплощению изобретения, введение осуществляют по меньшей мере в одной области исходного материала, которая образует мишень в источнике для нанесения покрытия. Согласно дополнительному воплощению изобретения, введение осуществляют по меньшей мере в одной области исходного материала, которая в источнике для нанесения покрытия образует подкладку, неподвижно соединенную с мишенью, для теплового взаимодействия с охлаждаемой подложкой установки для нанесения покрытия. Согласно дополнительному воплощению изобретения, введение осуществляют в области исходного материала, которая в источнике нанесения покрытия образует крепление, соединенное с мишенью с возможностью съема, для соединения мишени с охлаждаемой подложкой установки для нанесения покрытия.
Дополнительные преимущества и усовершенствования понятны из последующего описания примеров воплощений изобретения со ссылкой на прилагаемые чертежи.
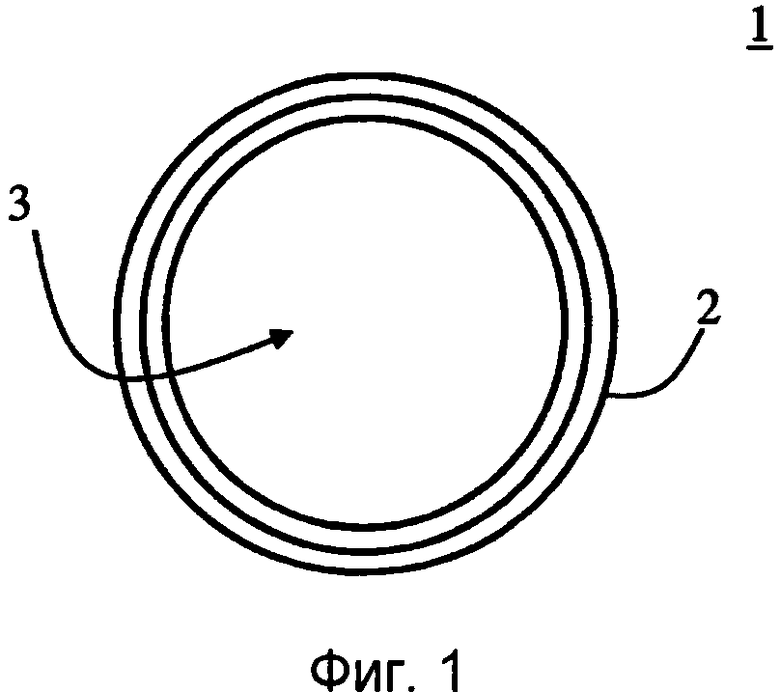
На Фиг.1 схематически показан вид сверху источника для нанесения покрытия согласно первому воплощению изобретения.
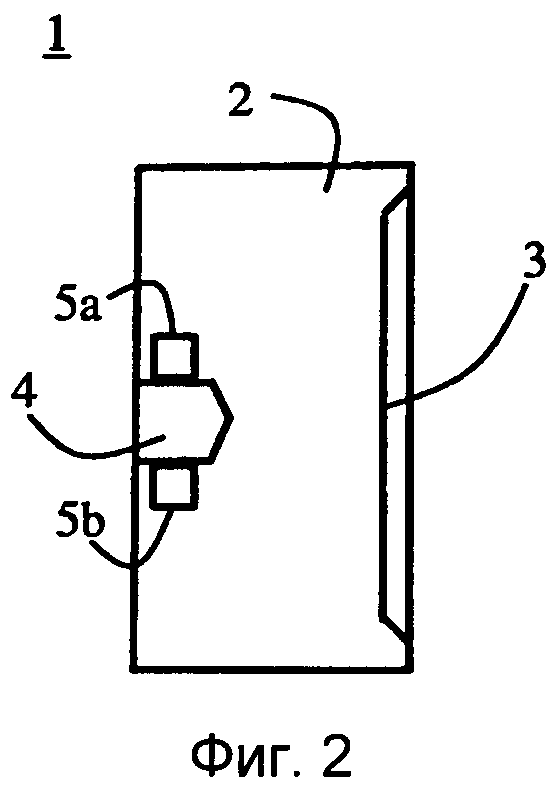
На Фиг.2 схематически показано поперечное сечение примера источника для нанесения покрытия согласно первому воплощению изобретения.
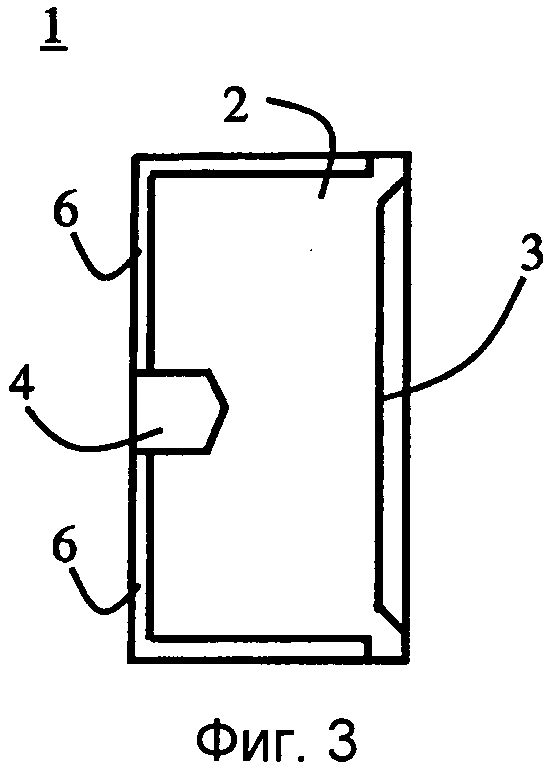
На Фиг.3 схематически показано поперечное сечение второго примера источника для нанесения покрытия согласно первому воплощению изобретения.
На Фиг.4 схематически показано поперечное сечение третьего примера источника для нанесения покрытия согласно первому воплощению изобретения.
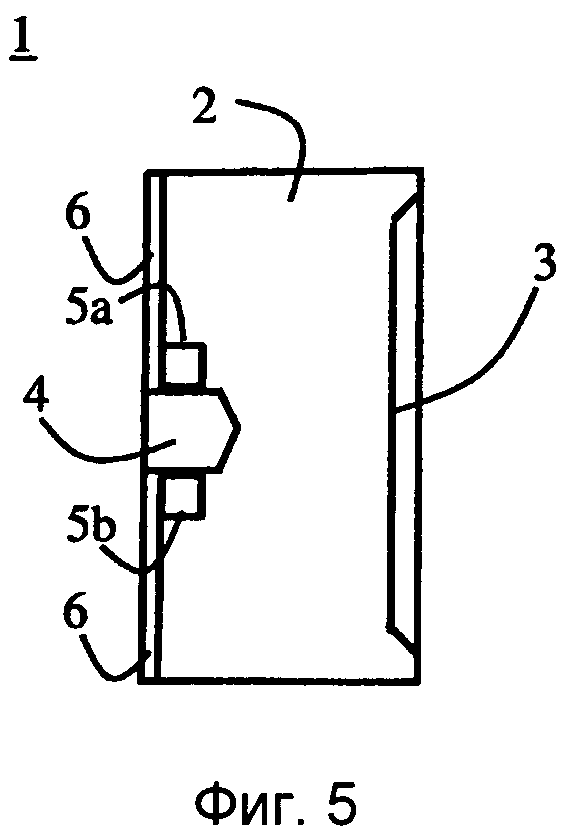
На Фиг.5 схематически показано поперечное сечение четвертого примера источника для нанесения покрытия согласно первому воплощению изобретения.
На Фиг.6 схематически показано поперечное сечение первого примера источника для нанесения покрытия согласно второму воплощению изобретения.
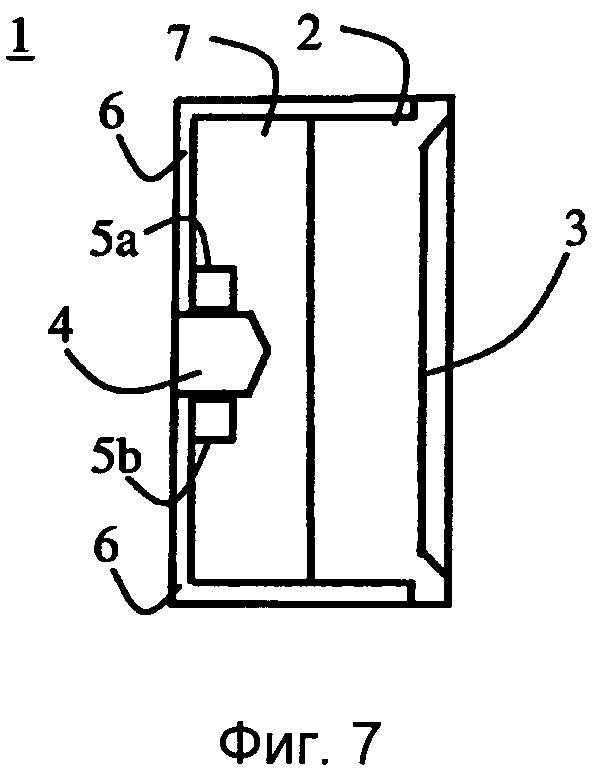
На Фиг.7 схематически показано поперечное сечение второго примера источника для нанесения покрытия согласно второму воплощению изобретения.
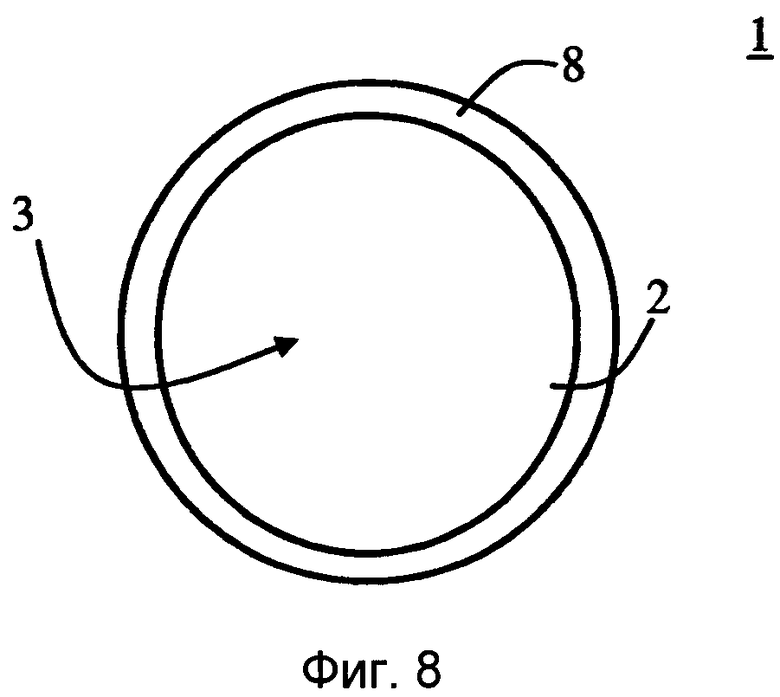
На Фиг.8 схематически показан вид сверху источника для нанесения покрытия, включающего мишень и крепление.
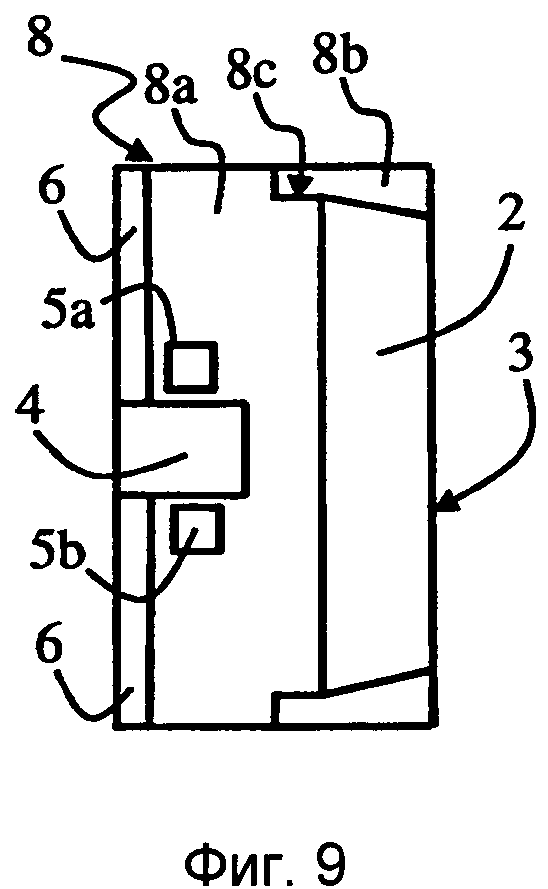
На Фиг.9 схематически показано поперечное сечение источника для нанесения покрытия с креплением.
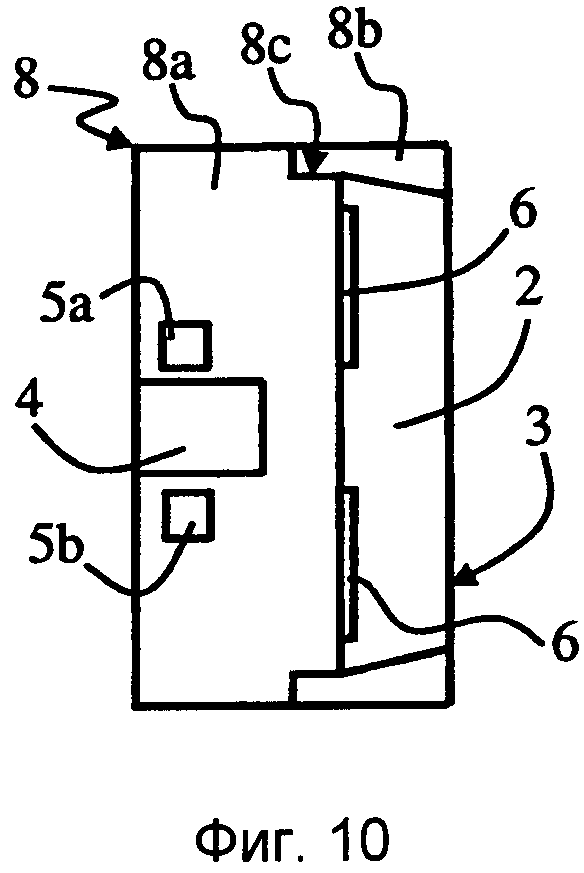
На Фиг.10 схематически показано поперечное сечение другого источника для нанесения покрытия с креплением.
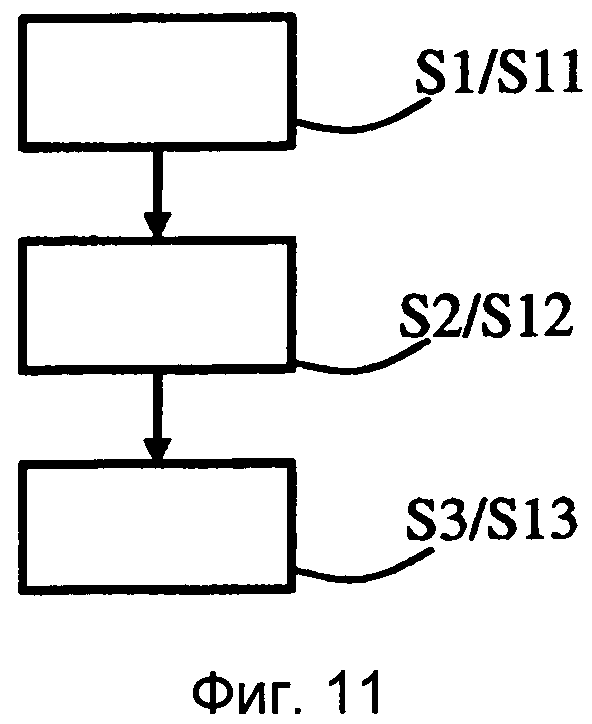
На Фиг.11 показана блок-схема для объяснения способа изготовления источника для нанесения покрытия.
Первое воплощение изобретения
Далее описано первое воплощение изобретения со ссылкой на Фиг.1-Фиг.5. В показанном воплощении изобретения источник 1 для нанесения покрытия образован мишенью 2 для метода катодно-дугового осаждения. В данном воплощении изобретения мишень 2 выполнена с возможностью закрепления непосредственно на охлаждаемой подложке установки для нанесения покрытия. Хотя на Фиг.1 показан источник 1 для нанесения покрытия, имеющий круговое поперечное сечение, также возможны и другие формы, например, овал, прямоугольник и т.п. Это также относится и к описанным далее дополнительным воплощениям и их модификациям. Хотя в данном случае описаны только воплощения и модификации, в которых соответствующий источник 1 для нанесения покрытия спроектирован для катодно-дугового осаждения, также возможно спроектировать соответствующий источник для нанесения покрытия методом магнетронного распыления.
Мишень 2 включает активную поверхность 3, на которой материал мишени 2 подвергают эрозии во время процесса нанесения покрытия. В показанном воплощении изобретения на задней стороне мишени 2, противоположной активной поверхности 3, имеется высверленное отверстие 4 для закрепления на охлаждаемой подложке установки для нанесения покрытия. Однако также можно обеспечить другой тип закрепления на охлаждаемой подложке. В воплощении изобретения, показанном на Фиг.2, источник 1 для нанесения покрытия полностью образован материалом покрытия, подлежащим испарению во время процесса нанесения покрытия, так что мишень 2 образует единственный компонент источника 1 для нанесения покрытия. Мишень 2 создают в процессе изготовления способом порошковой металлургии из по меньшей мере одного исходного материала. Например, ее можно создать из порошкообразного исходного материала или из смеси, полученной из различных порошкообразных исходных материалов.
В первом воплощении изобретения по меньшей мере одна ферромагнитная область встроена в материал мишени 2. В примере, показанном на Фиг.2, в материале мишени 2 образованы две ферромагнитные области 5a и 5b. В примере, показанном на Фиг.2, ферромагнитные области 5a и 5b образованы двумя макроскопическими постоянными магнитами, которые встроены в материал мишени 2. Ферромагнитные области 5a и 5b были введены в порошкообразный исходный материал во время процесса изготовления мишени 2 способом порошковой металлургии и стали соединенными с материалом мишени 2. Их подвергли уплотнению и формованию вместе с порошкообразным исходным материалом, так что они являются постоянно соединенными с материалом мишени 2. Хотя в качестве примеров на Фиг.2 показаны два таких тела, также можно ввести только одно такое тело или более чем два таких тела. Введенные тела могут иметь другие произвольные формы.
На Фиг.3 показан второй пример источника 1 для нанесения покрытия согласно первому воплощению изобретения. Второй пример отличается от примера, описанного на основании Фиг.2, тем, что по меньшей мере одна ферромагнитная область 6 образована не введенными макроскопическими телами, а ферромагнитным порошком, введенным в исходный материал мишени 2. Ферромагнитный порошок вводят в порошкообразный исходный материал во время процесса изготовления мишени 2 способом порошковой металлургии и соединяют с материалом мишени 2, как и в первом примере, с помощью совместной обработки. Хотя на Фиг.3 изображена конкретная форма ферромагнитной области 6 в виде скобы, также возможны и многие другие конструкции. Снова можно создать единственную ферромагнитную область 6 или множество ферромагнитных областей.
На Фиг.4 показан третий пример источника 1 для нанесения покрытия согласно первому воплощению изобретения. В третьем примере представлены обе ферромагнитные области 5а и 5b, которые образованы введенными макроскопическими телами, а также ферромагнитная область 6, которая образована введенным ферромагнитным порошком. Следовательно, третий пример представляет собой сочетание первого примера и второго примера. На Фиг.5 показан дополнительный пример, который отличается от примера, показанного на Фиг.4, формой ферромагнитной области 6, образованной ферромагнитным порошком.
Следовательно, в первом воплощении изобретения источник 1 для нанесения покрытия включает мишень 2, которая выполнена с возможностью непосредственного соединения с охлаждаемой подложкой установки для нанесения покрытия. В мишени 2 образованы одна или более ферромагнитные области 5а, 5b, 6, которые образованы, соответственно, ферромагнитными телами или ферромагнитным порошком, введенными во время процесса изготовления способом порошковой металлургии. Ферромагнитные области могут быть выполнены как постоянные магниты, например, посредством введения постоянных магнитов или путем охлаждения ферромагнитного порошка ниже температуры Кюри во внешнем магнитном поле.
Далее описан способ изготовления источника 1 для нанесения покрытия согласно первому воплощению изобретения со ссылкой на Фиг.11.
На стадии S1 порошкообразный исходный материал (один или более порошков) для мишени 2 вводят в пресс-форму. На стадии S2 по меньшей мере одну ферромагнитную область 5а, 5b и/или 6 вводят в порошкообразный исходный материал. Это можно выполнить, например, путем введения по меньшей мере одного макроскопического ферромагнитного тела или путем введения ферромагнитного порошка. На стадии S3 порошкообразный исходный материал уплотняют совместно с введенной ферромагнитной областью и, при необходимости, формуют. Это можно выполнить, например, путем прессования под высоким давлением в прессе и последующей ковки. Также можно выполнить обработку, например, путем прокатки, горячего изостатического прессования, горячего прессования и т.п. Необходимо отметить, что, например, стадии S1 и S2 способа также можно выполнять в обратной последовательности.
Хотя на Фиг.2-5 ферромагнитные области 5а, 5b, 6 расположены соответствующим образом на краю материала мишени 2, также возможно, например, образовать их окруженными со всех сторон материалом мишени 2. Для случая, в котором представлены как ферромагнитные области, образованные введенным ферромагнитным порошком, так и ферромагнитные области, образованные введенными ферромагнитными телами, области, образованные введенным порошком, можно создать в произвольном расположении относительно областей, образованных ферромагнитными телами. В частности, например, области, образованные введенным ферромагнитным порошком, можно создать ближе к активной поверхности мишени или дальше от нее, чем области, образованные введенными ферромагнитными телами.
Второе воплощение изобретения
Далее описано второе воплощение изобретения со ссылкой на Фиг.6 и Фиг.7. Чтобы избежать повторений, описаны только отличия от первого воплощения изобретения и использованы те же обозначения для соответствующих компонентов.
Во втором воплощении изобретения источник 1 для нанесения покрытия включает в качестве компонентов мишень 2, имеющую активную поверхность 3, и подкладку 7, которая неподвижно соединена с мишенью 2. Подкладка 7 выполнена с возможностью закрепления на охлаждаемой подложке установки для нанесения покрытия, чего можно достичь, например, с помощью высверленного отверстия 4, показанного в качестве примера. Подкладка 7 предназначена для обеспечения хорошего теплового взаимодействия мишени 2 с охлаждаемой подложкой, чтобы обеспечить хороший теплоотвод из мишени 2. В примере воплощения изобретения как мишень 2, так и подкладка 7 изготовлены из порошкообразных исходных материалов в процессе совместного изготовления способом порошковой металлургии. Например, материал мишени 2 может представлять собой материал покрытия, обладающий низкой теплопроводностью, например, TixAly, при необходимости включающий дополнительные компоненты, а материал подкладки 7 может представлять собой материал, обладающий высокой теплопроводностью, например, Al или Cu. Неподвижного соединения двух компонентов источника 1 для нанесения покрытия, т.е. мишени 2 и подкладки 7, можно добиться, например, путем размещения порошкообразного исходного материала для мишени 2 и порошкообразного исходного материала для подкладки слоями один над другим в общей пресс-форме и их уплотнения, а затем, при необходимости, ковки, горячего изостатического прессования, прокатки, горячего прессования и/или спекания.
Во втором воплощении изобретения по меньшей мере одна ферромагнитная область встроена в мишень 2 и/или подкладку 7. Одна или более ферромагнитные области могут быть образованы в мишени 2, одна или более ферромагнитные области могут быть образованы в подкладке 7 или, соответственно, одна или более ферромагнитные области могут быть образованы как в мишени 2, так и в подкладке 7. Отдельные ферромагнитные области снова могут быть образованы, например, введенными макроскопическими телами или введенным ферромагнитным порошком. Их подвергли уплотнению и формованию совместно с порошкообразным исходным материалом мишени 2 и/или подкладки 7, так что они стали постоянно связанными с материалом мишени 2 и/или подкладки 7. Снова одна или более из ферромагнитных областей могут быть выполненными как постоянные магниты. Далее описаны два примера из множества возможных различных практических реализации.
В примере, показанном на Фиг.6, в подкладку 7 встроены две ферромагнитные области 5а и 5b. Две ферромагнитные области 5а и 5b образованы макроскопическими постоянными магнитами, которые были введены в исходный материал подкладки 7 во время процесса изготовления подкладки 7 способом порошковой металлургии и стали неподвижно соединенными с материалом подкладки 7. В примере, показанном на Фиг.7, в источнике 1 для нанесения покрытия дополнительно обеспечена дополнительная ферромагнитная область 6. Ферромагнитная область 6 образована ферромагнитным порошком, введенным в процессе изготовления способом порошковой металлургии в соответствующий порошкообразный материал мишени 2 и подкладки 7.
Далее кратко описан способ изготовления источника для нанесения покрытия согласно второму воплощению изобретения со ссылкой на Фиг.11. На стадии S11 порошкообразный исходный материал для мишени 2 и порошкообразный исходный материал для подкладки 7 последовательно помещают в пресс-форму. Например, можно ввести сначала исходный материал для подкладки 7, а затем исходный материал для мишени 2, или наоборот. На стадии S12 создают по меньшей мере одну ферромагнитную область 5а, 5b и/или 6 путем введения ферромагнитного порошка и/или по меньшей мере одного ферромагнитного тела в по меньшей мере одну область порошкообразного исходного материала для мишени 2 и/или подкладки 7. На следующей стадии S13 порошкообразный исходный материал подвергают уплотнению и формованию совместно с введенной ферромагнитной областью. В этом случае, например, стадии S11 и S12 снова можно выполнить также и в обратном порядке.
Третье воплощение изобретения
Далее описано третье воплощение изобретения со ссылкой на Фиг.8-10. Снова описаны только отличия от первого и второго воплощений изобретения и использованы те же обозначения для соответствующих компонентов.
В третьем воплощении изобретения источник 1 для нанесения покрытия в качестве компонентов включает мишень 2, имеющую активную поверхность, и крепление 8 для мишени 2. Крепление 8 предназначено для принятия мишени 2 с возможностью съема и для закрепления ее на охлаждаемой подложке установки для нанесения покрытия. Крепление 8 предназначено для обеспечения хорошего теплового взаимодействия мишени 2 с охлаждаемой подложкой. Соединения с охлаждаемой подложкой снова можно достичь, например, с помощью высверленного отверстия 4, показанного в качестве примера. В воплощении изобретения, показанном на Фиг.9, крепление 8 включает первый крепежный элемент 8a и второй крепежный элемент 8b, которые выполнены с возможностью закрепления мишени 2 в соответствии с ее формой. Первый крепежный элемент 8a и второй крепежный элемент 8b могут соединяться друг с другом с возможностью съема, например, с помощью резьбы 8 с, для того, чтобы они окружали мишень 2 в соответствии с ее формой.
В третьем воплощении изобретения по меньшей мере одна ферромагнитная область встроена в крепление 8 и/или мишень 2. Одна или более ферромагнитные области могут быть образованы в мишени 2, одна или более ферромагнитные области могут быть образованы в креплении 8 или, соответственно, одна или более ферромагнитные области могут быть образованы как в мишени 2, так и в креплении 8. Отдельные ферромагнитные области снова могут быть образованы, например, введенными макроскопическими телами или введенным ферромагнитным порошком. Их подвергли уплотнению и формованию совместно с порошкообразным исходным материалом мишени 2 и/или порошкообразным исходным материалом крепления 8, так что они являются постоянно связанными с материалом мишени 2 и/или крепления 8. Одна или более из ферромагнитных областей снова могут быть выполненными как постоянные магниты. Далее снова описаны два примера из множества возможных различных практических реализации.
В примере, показанном на Фиг.9, в креплении 8 обеспечены как две ферромагнитные области 5а и 5b, которые образованы встроенными макроскопическими постоянными магнитами, так и одна ферромагнитная область 6, которая образована ферромагнитным порошком, введенным в порошковой форме в процессе изготовления крепления 8 способом порошковой металлургии. В этом примере ферромагнитная область в мишени 2 не предусмотрена. В дополнительном примере, показанном на Фиг.10, в креплении 8 обеспечены две ферромагнитные области 5a и 5b, которые образованы встроенными макроскопическими постоянными магнитами, а в мишени 2 обеспечена дополнительная ферромагнитная область 6, которая образована ферромагнитным порошком, введенным в порошковой форме в процессе изготовления мишени 2 способом порошковой металлургии.
Во время процесса изготовления источника 1 для нанесения покрытия на первой стадии порошкообразный исходный материал для крепления 8 и/или мишени 2 помещают в пресс-форму. На следующей стадии создают по меньшей мере одну ферромагнитную область 5a, 5b и/или 6 путем введения ферромагнитного порошка и/или по меньшей мере одного ферромагнитного тела в по меньшей мере одну область порошкообразного исходного материала. На следующей стадии порошкообразный исходный материал подвергают уплотнению и формованию совместно с введенной ферромагнитной областью.
Таким образом, были описаны воплощения изобретения, с применением которых в каждом случае можно обеспечить очень высокую плотность магнитного поля на поверхности мишени источника для нанесения покрытия. В случае катодно-дугового осаждения таким способом существенно улучшают характеристики зажигания и стабильность дуги во время процесса нанесения покрытия. Для металлических мишеней таким способом достигают уменьшения выбросов брызг и капелек. Для мишеней, изготовленных из металлокерамического материала или керамического материала, из-за более высокой достигаемой скорости движения электрической дуги и возможности управления ее движением и, следовательно, эрозией материала покрытия по требуемым траекториям, уменьшают локальное введение энергии в пятно и компенсируют недостатки, обусловленные низкой электропроводностью и низкой стойкостью материала мишени к термическому удару. Введенные ферромагнитные или магнитные компоненты можно расположить таким образом, что можно регулировать процесс эрозии или профиль эрозии материала покрытия. Кроме того, с применением описанных устройств также становится возможным непосредственное осаждение ферромагнитных материалов покрытия методом катодно-дугового осаждения.
Магнитную область или области можно оптимизировать, например, таким образом, чтобы обеспечить высокую точность регулирования требуемых магнитных полей в близкой к поверхности области мишени в сочетании с внешними магнитными полями в установке для нанесения покрытия. Можно обеспечить селективное ослабление и/или усиление магнитных полей в установке с локальным разрешением. Магнитные области, например, также могут быть образованы таким образом, что отдельные области будут экранированы для процесса нанесения покрытия, так что в них не происходит заметная эрозия. Кроме того, с помощью описанных воплощений изобретения можно защитить от загрязнения конкретные области мишени; например, посредством селективного образования получающихся магнитных полей избегают нежелательного покрытия мишени, например, слоями нитридной керамики или оксида. В источнике для нанесения покрытия методом катодно-дугового осаждения можно предварительно задать траектории движения дуги по активной поверхности мишени. Это позволяет, например, использовать сегментированные мишени, которые имеют различные составы материала в разных областях, для осаждения слоев, обладающих требуемым химическим составом.
Воплощение источника для нанесения покрытия с мишенью и неподвижно соединенной подкладкой или с мишенью и креплением, соответственно, можно, в частности, также использовать, если мишень состоит из материала, который с трудом поддается механической обработке или не поддается ей вообще, например, керамики, так что невозможны последующие стадии высверливания отверстий с резьбой или внедрения зажимов в материал мишени.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛЯЕМАЯ МИШЕНЬ ИЗ СУПЕРСПЛАВА | 2018 |
|
RU2743536C1 |
| НАНОСЛОЙНОЕ ПОКРЫТИЕ ДЛЯ ВЫСОКОКАЧЕСТВЕННЫХ ИНСТРУМЕНТОВ | 2012 |
|
RU2602577C2 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОЧИЩЕННЫХ ПОДЛОЖЕК ИЛИ ЧИСТЫХ ПОДЛОЖЕК, ПОДВЕРГАЮЩИХСЯ ДОПОЛНИТЕЛЬНОЙ ОБРАБОТКЕ | 2006 |
|
RU2423754C2 |
| МИШЕНЬ ИЗ ДИБОРИДА ТИТАНА | 2011 |
|
RU2561624C2 |
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ | 2011 |
|
RU2485210C2 |
| Источник для нанесения покрытия | 2016 |
|
RU2707375C2 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
Изобретение относится к источнику(1) для нанесения покрытия катодно-дуговым осаждением из паровой фазы и способу изготовления источника для нанесения покрытия. Источник (1) содержит по меньшей мере один компонент (2, 7), изготовленный из по меньшей мере одного порошкообразного исходного материала посредством порошковой металлургии, и по меньшей мере одну ферромагнитную область (5a, 5b, 6), встроенную в компонент (2, 7). Упомянутую ферромагнитную область (5a, 5b, 6) вводят в компонент (2, 7) и неподвижно соединяют с компонентом во время процесса изготовления способом порошковой металлургии. Изобретение позволяет обеспечить высокую плотность магнитного поля на поверхности мишени источника нанесения покрытия. 2 н. и 9 з.п. ф-лы, 11 ил.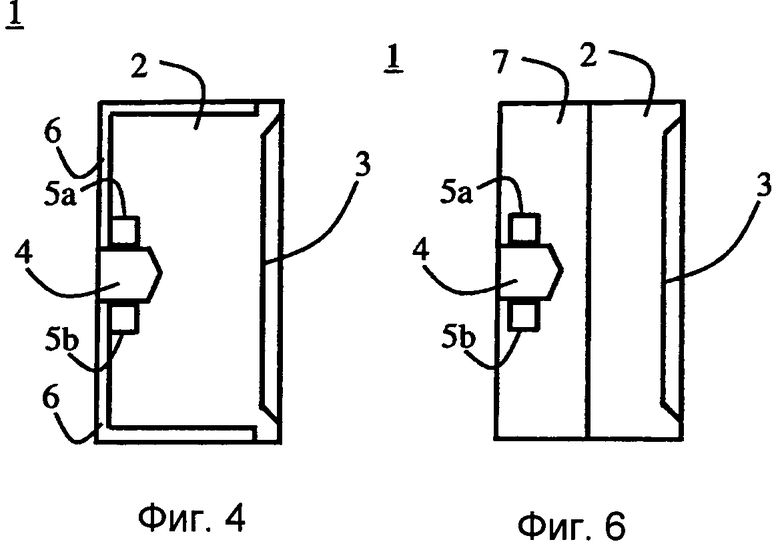
1. Источник (1) для нанесения покрытия методом катодно-дугового осаждения для физического осаждения из паровой фазы, включающий по меньшей мере один компонент (2, 7, 8), полученный из по меньшей мере одного порошкообразного исходного материала в процессе изготовления способом порошковой металлургии, и по меньшей мере одну ферромагнитную область (5а, 5b, 6), встроенную в компонент, причем по меньшей мере одна ферромагнитная область (5а, 5b, 6) введена в компонент (2, 7, 8) и неподвижно соединена с компонентом в процессе изготовления способом порошковой металлургии.
2. Источник для нанесения покрытия методом катодно-дугового осаждения по п. 1, отличающийся тем, что по меньшей мере одна ферромагнитная область (5а, 5b, 6) включает по меньшей мере одну область (6) из ферромагнитного материала, введенного в порошковой форме в процессе изготовления способом порошковой металлургии.
3. Источник для нанесения покрытия методом катодно-дугового осаждения по п. 1, отличающийся тем, что по меньшей мере одна ферромагнитная область (5а, 5b, 6) включает по меньшей мере одну область с постоянной намагниченностью.
4. Источник для нанесения покрытия методом катодно-дугового осаждения по п. 1, отличающийся тем, что по меньшей мере одна ферромагнитная область (5а, 5b, 6) включает по меньшей мере одно ферромагнитное тело (5а, 5b), введенное в процессе изготовления способом порошковой металлургии.
5. Источник для нанесения покрытия методом катодно-дугового осаждения по п. 1, отличающийся тем, что он включает мишень (2) и по меньшей мере одна ферромагнитная область (5а, 5b, 6) расположена в мишени.
6. Источник для нанесения покрытия методом катодно-дугового осаждения по п. 1, отличающийся тем, что он включает мишень (2) и подкладку (7), которая неподвижно соединена с мишенью для теплового взаимодействия с охлаждаемой подложкой установки для нанесения покрытия, причем по меньшей мере одна ферромагнитная область (5а, 5b, 6) расположена в мишени (2) и/или подкладке (7).
7. Источник для нанесения покрытия методом катодно-дугового осаждения по п. 1, отличающийся тем, что источник (1) для нанесения покрытия включает мишень (2) и крепление (8), которое соединено с мишенью с возможностью съема, для соединения мишени с охлаждаемой подложкой установки для нанесения покрытия и по меньшей мере одна ферромагнитная область (5а, 5b, 6) расположена в креплении (8).
8. Способ изготовления источника (1) для нанесения покрытия методом катодно-дугового осаждения для физического осаждения из паровой фазы, включающий следующие стадии:
помещение в пресс-форму по меньшей мере одного порошкообразного исходного материала для по меньшей мере одного компонента (2, 7, 8) источника для нанесения покрытия,
введение в пресс-форму ферромагнитного порошка (6) и/или по меньшей мере одного ферромагнитного тела (5а, 5b) таким образом, чтобы он(о) был(о) расположен(о) в по меньшей мере одной области порошкообразного исходного материала, и
уплотнение образованного таким образом компонента.
9. Способ по п. 8, отличающийся тем, что упомянутое введение выполняют по меньшей мере в одной области исходного материала, которая образует мишень (2) в источнике (1) для нанесения покрытия.
10. Способ по п. 8 или 9, отличающийся тем, что упомянутое введение выполняют по меньшей мере в одной области исходного материала, которая в источнике (1) для нанесения покрытия образует подкладку (7), неподвижно соединенную с мишенью (2), для теплового взаимодействия с охлаждаемой подложкой установки для нанесения покрытия.
11. Способ по п. 8 или 9, отличающийся тем, что упомянутое введение выполняют в области исходного материала, которая в источнике (1) для нанесения покрытия образует крепление (8), соединенное с мишенью (2) с возможностью съема, для соединения мишени (2) с охлаждаемой подложкой установки для нанесения покрытия.
| JP 2000328240 A, 28.11.2000 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2001 |
|
RU2271409C2 |
| МАГНИТНО-МЯГКАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ, ВКЛЮЧАЮЩАЯ ИЗОЛИРОВАННЫЕ ЧАСТИЦЫ И СМАЗЫВАЮЩЕЕ ВЕЩЕСТВО, ВЫБРАННОЕ ИЗ ОРГАНОСИЛАНОВ, -ТИТАНАТОВ, -АЛЮМИНАТОВ И -ЦИРКОНАТОВ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2335817C2 |
| JP 07113165 A, 02.05.1995 | |||
| РЕЛЬСОВАЯ ЦЕПЬ ЧИСЛОВОГО КОДА | 0 |
|
SU240735A1 |

