Изобретение относится к способам установки уплотнительных колец на оборудовании, например в главных циркуляционных агрегатах, работающих в атомных моноблочных реакторных установках с жидкометаллическим теплоносителем свинец.
Известен способ установки уплотнительных колец (патент RU №2287103, МПК F16J 15/00, опубл. 10.11.2006), в котором уплотнительные кольца на изделии обжимают с помощью хомутов, фиксируют в рабочих канавках, изделие нагревают до температуры большей, чем температура плавления эвтектического сплава свинец-висмут, погружают в объем, заполненный расплавленным теплоносителем свинец-висмут, после изделие извлекают, охлаждают до температуры окружающего воздуха, снимают обжимающие хомуты, оставляя уплотнительные кольца в канавках в сжатом состоянии.
Недостатком данного способа является то, что способ не позволяет применить его для монтажа изделия в горячем состоянии (при температуре, большей температуры плавления свинца), поскольку монтаж в горячем состоянии приведет к нагреву свинца-висмута, поддерживающего уплотнительные кольца в сжатом состоянии, до температуры плавления свинца, большей температуры плавления свинца-висмута и, соответственно, к преждевременному переходу уплотнительных колец в рабочее состояние, сопровождаемого выступанием за наружную поверхность изделия, что может привести к повреждению уплотнительных колец в момент их упора в край посадочной гильзы от усилия, вызванного большой массой изделия.
Задачей предлагаемого способа установки уплотнительных колец является повышение надежности установки узла уплотнения с уплотнительными кольцами при температуре, превышающей температуру плавления свинца, исключающее повреждение уплотнительных колец при монтаже и транспортировки изделия.
При осуществлении предлагаемого изобретения могут быть получены следующие технические результаты:
- исключение повреждения уплотнительных колец при монтаже изделия;
- исключение повреждения уплотнительных колец при транспортировке и хранении изделия;
- увеличение допустимой температуры изделия при его монтаже;
- исключение ограничения на монтаж изделия под уровнем свинца.
Как решение задачи, позволяющее достигнуть эффекта с указанными характеристиками, предлагается способ установки уплотнительных колец, при котором кольца, предварительно обжатые хомутами до состояния, при котором они полностью утопают и фиксируются в рабочих канавках изделия, разогреваются совместно с изделием до температуры большей, чем температура плавления свинца, погружают в объем, заполненный расплавленным свинцом, так, чтобы канавки с кольцами оказались под уровнем теплоносителя, который заполняет все зазоры уплотнения. После этого изделие извлекают, охлаждают до температуры окружающего воздуха, снимают обжимающие хомуты, оставляя уплотнительные кольца в канавках в сжатом состоянии. Затем устанавливают предохранительную втулку с внутренним диаметральным размером меньшим либо равным наружному диаметральному размеру посадочного места, закрывающую кольца, и фиксируют от радиального перемещения штифтами, закрепленными на предохранительной втулке, например сваркой, и входящими в продольные пазы изделия, и от осевого перемещения предохранительной втулки в продольных пазах изделия, относительно упора, выполненного выше места установки уплотнительных колец, и устанавливают уплотнительные кольца в посадочное место.
Технические результаты достигаются тем, что благодаря застывшему свинцу в зазорах, уплотнительные кольца удерживаются в сжатом состоянии и могут быть легко и безопасно вставлены в соответствующие посадочные места в изделии, тем самым исключая повреждения уплотнительных колец при монтаже при температурах ниже температуры плавления свинца.
Установленная, в свою очередь, предохранительная втулка исключает повреждение уплотнительных колец в процессе транспортировки и хранении, позволяет увеличить допустимую температуру изделия при его монтаже до температур, превышающих температуру плавления свинца, и, в частности, обеспечить монтаж изделия под уровнем свинца.
Заявляемое изобретение, в частном случае реализации, поясняется следующими чертежами, представленными на фиг.1-3:
фиг.1 - уплотнительные кольца, зафиксированные в рабочих канавках и закрытые предохранительной втулкой;
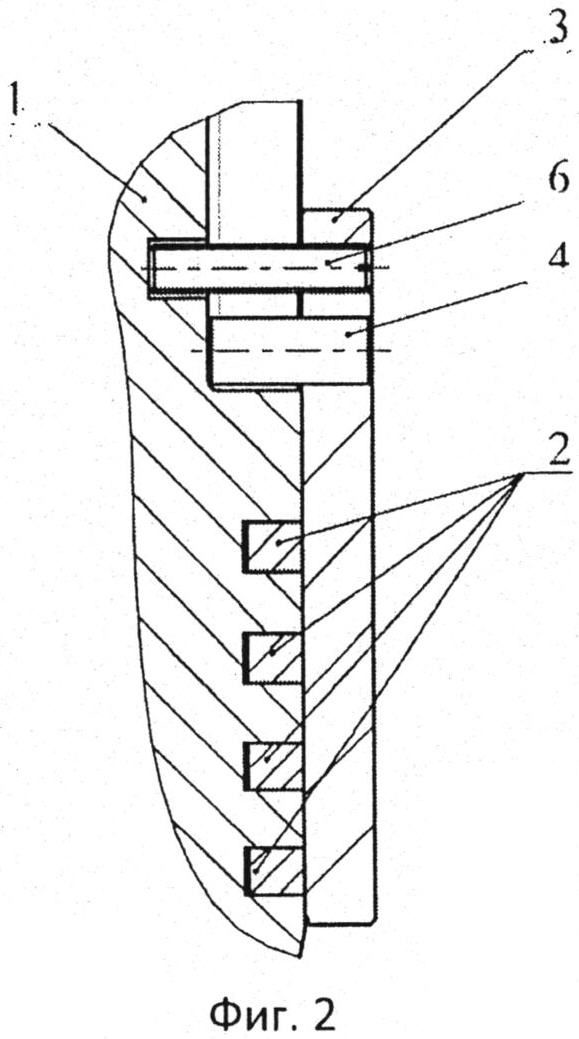
фиг.2 - изделие с уплотнительными кольцами, установленное в рабочем положении;
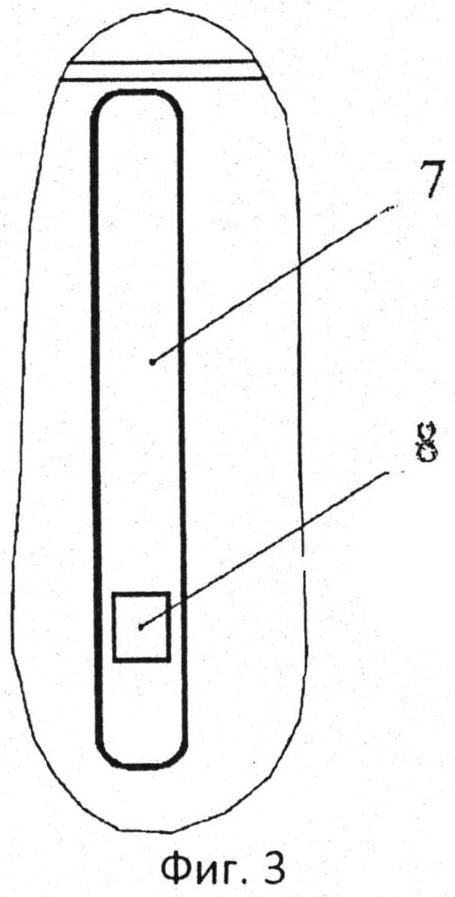
фиг.3 - корпус изделия в месте необходимых проточек.
Способ установки уплотнительных колец, состоящий в том, что уплотнительные кольца 2 устанавливают в свободном положении в соответствующие канавки на изделии 1 и затем обжимают хомутами до состояния, при котором кольца полностью утопают и фиксируются в рабочих канавках. Изделие 1 с зафиксированными на нем уплотнительными кольцами 2 нагревают до температуры большей, чем температура плавления свинца, погружают в объем, заполненный расплавленным свинцом, так, чтобы канавки с уплотнительными кольцами 2 оказались под уровнем теплоносителя, который заполняет все зазоры уплотнения. После этого изделие 1 извлекают, охлаждают до температуры окружающего воздуха, снимают обжимающие хомуты, оставляя уплотнительные кольца 2 (фиг.1) в канавках в сжатом состоянии.
Затем, на зафиксированные в канавках уплотнительные кольца 2 надевают предохранительную втулку 3, выполненную цилиндрической, с внутренним диаметральным размером, равным наружному диаметральному размеру уплотнительных колец 2 в рабочем состоянии, при котором их наружный диаметральный размер меньше либо равен внутреннему диаметральному размеру посадочного места 5.
Для исключения сдвига предохранительной втулки 3 с места установки, на изделии 1 в месте, расположенном выше мест установки уплотнительных колец 2, выполняют расположенные по диаметру и вытянутые вдоль вертикальной оси изделия 1 пазы 7 (фиг.3), которые в дальнейшем выполняют и роль направляющих. На предохранительной втулке 3, в свою очередь, выполнены отверстия, в которые, после установки предохранительной втулки 3 на предусмотренное для нее место, вставляются, входя одновременно и в пазы 7, штифты 4 и привариваются к предохранительной втулке 3.
Для фиксации предохранительной втулки 3 от осевых перемещений в процессе транспортировки предусмотрены радиально расположенные резьбовые отверстия в количестве не менее трех, в которые, после установки предохранительной втулки 3 на предусмотренное место, вкручиваются винты 6, заходящие в соответствующие выборки 8, выточенные в пазах изделия 1 и расположенные в нижней части пазов 7. При монтаже изделия 1 с установленными уплотнительными кольцами 2, винты 6 (фиг.2), фиксирующие предохранительную втулку 3, отвинчиваются и в процессе монтажа не используются.
Далее, при установке изделия 1 предохранительная втулка 3 упирается в упор, предусмотренный выше места установки изделия 1 с уплотнительными кольцами 2, и остается на месте, в то время как изделие 1 продолжает движение, тем самым освобождая уплотнительные кольца 2, которые одно за другим занимают рабочие положения.
Поскольку при установке уплотнительных колец 2 используется предохранительная втулка 3, то изобретение позволяет проводить монтаж изделия 1, с использованием уплотнительных колец 2, как при температуре ниже температуры плавления свинца, так и в нагретом до температуры большей температуры плавления свинца состоянии. В частности, изобретение позволяет проводить монтаж в объем, заполненный расплавом свинца, обеспечивая сохранение рабочего состояния уплотнительных колец 2 и их не выступание за внутренний диаметральный размер посадочного места 5 изделия 1, тем самым сохраняя целостность уплотнительных колец 2 при монтаже и повышая надежность всего узла уплотнения.
При использовании предохранительной втулки 3 исключаются механические воздействия на уплотнительные кольца 2, установленные на изделии 1, при транспортировке и хранении, что, в свою очередь, значительно повышает надежность уплотнения не только на стадии монтажа изделия, по и при его транспортировке и хранении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2005 |
|
RU2287103C1 |
| Способ разобщения межтрубного пространства скважины | 1985 |
|
SU1357540A1 |
| ПАКЕР ГИДРАВЛИЧЕСКИЙ ДВУСТОРОННЕГО ДЕЙСТВИЯ | 1998 |
|
RU2160356C2 |
| ПОДВОДНОЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ОСУЩЕСТВЛЕНИЯ СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2024 |
|
RU2824696C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СТВОЛА СКВАЖИНЫ НА ИЗОЛИРОВАННЫЕ ДРУГ ОТ ДРУГА УЧАСТКИ | 2018 |
|
RU2704404C1 |
| ВЫХОДНОЕ УСТРОЙСТВО ЯДЕРНОЙ ПАРОПРОИЗВОДЯЩЕЙ УСТАНОВКИ | 2005 |
|
RU2281571C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПОСАДОЧНОГО НАТЯГА БАНДАЖНЫХ КОЛЕЦ НА БОЧКУ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2249899C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПОСАДОЧНЫХ НАТЯГОВ БАНДАЖНЫХ КОЛЕЦ НА СОСТАВНЫЕ ЧАСТИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280306C2 |
| СЕКЦИЯ ТЕПЛОИЗОЛИРОВАННОЙ КОЛОННЫ | 2011 |
|
RU2487228C1 |
| ПЕРЕХОД ВОЛОКОННО-ОПТИЧЕСКИЙ | 2011 |
|
RU2484505C1 |
Изобретение относится к способам установки уплотнительных колец на оборудовании, в частности в главных циркуляционных агрегатах, работающих в атомных моноблочных реакторных установках с жидкометаллическим теплоносителем свинец. Способ установки уплотнительных колец характеризуется тем, что на зафиксированные после охлаждения в соответствующих канавках уплотнительные кольца надевают предохранительную втулку. Предохранительная втулка выполнена с внутренним диаметральным размером, меньшим либо равным наружному диаметральному размеру посадочного места, зафиксирована от радиального перемещения штифтами, закрепленными на предохранительной втулке, например сваркой, и входящими в продольные пазы изделия. От осевого перемещения предохранительной втулки в продольных пазах изделия, относительно упора, выполненного выше места установки уплотнительных колец, и устанавливают уплотнительные кольца в посадочное место. Изобретение направлено на исключение механических воздействий на уплотнительные кольца, установленные на изделии, при транспортировке и хранении. 3 ил.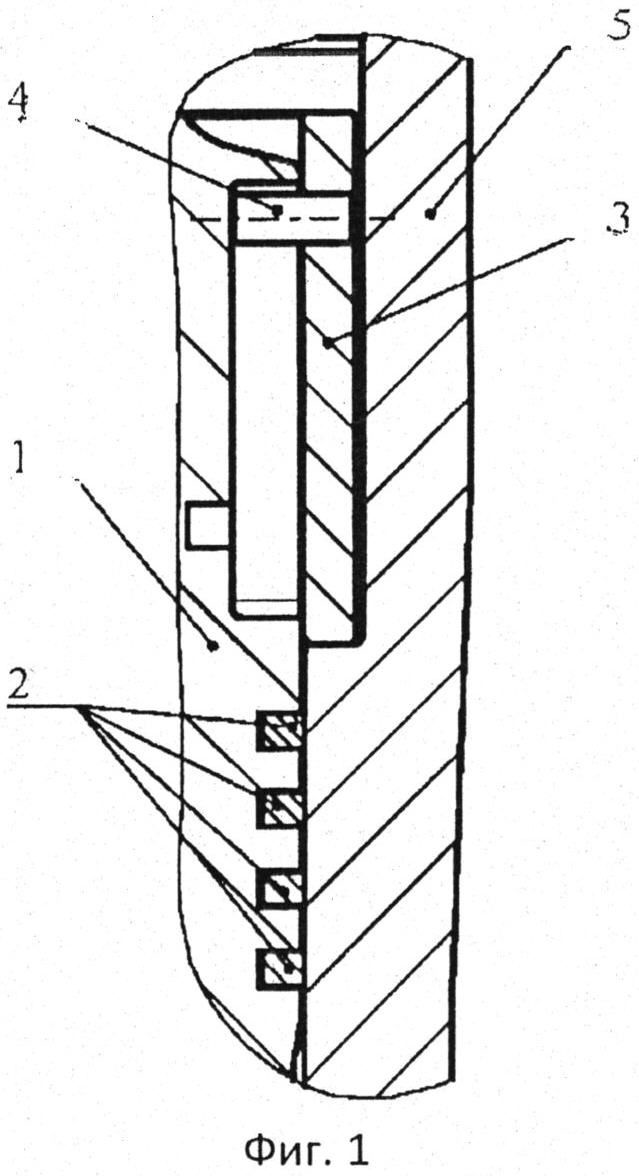
Способ установки уплотнительных колец, например, в главных циркуляционных насосных агрегатах, работающих в атомных моноблочных реакторных установках с тяжелым жидкометаллическим теплоносителем, включающий установку уплотнительных колец в свободном положении в соответствующие канавки на изделии, обжатие их хомутами до состояния, при котором кольца полностью утопают и фиксируются в рабочих канавках, нагрев до температуры большей, чем температура плавления теплоносителя, погружение затем в объем, заполненный расплавленным теплоносителем, так, чтобы канавки с кольцами оказались под уровнем теплоносителя, который заполняет все зазоры уплотнения, извлечение и охлаждение до температуры окружающей среды и установку в посадочное место, отличающийся тем, что на зафиксированные после охлаждения в соответствующих канавках уплотнительные кольца надевают предохранительную втулку с внутренним диаметральным размером меньшим либо равным наружному диаметральному размеру посадочного места, зафиксированную от радиального перемещения штифтами, закрепленными на предохранительной втулке, например сваркой, и входящими в продольные пазы изделия, с возможностью осевого перемещения предохранительной втулки в продольных пазах изделия, относительно упора, выполненного выше места установки уплотнительных колец, и устанавливают уплотнительные кольца в посадочное место.
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2005 |
|
RU2287103C1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 1999 |
|
RU2167353C1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 2003 |
|
RU2243432C2 |
| Способ установки уплотнительных колец | 1989 |
|
SU1652709A1 |
| Способ установки комплекта уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1779524A1 |
| US 3605239 A1, 20.09.1971 | |||

