Настоящее изобретение касается формы, предназначенной, в частности, для производства изделий из пластического или композиционного материала, хотя такая область применения и не предназначена для ограничения изобретения.
Известно, что наиболее предпочтительно применять способ формования с использованием электромагнитного индукционного нагрева, в частности, с целью быстрого и эффективного нагрева предназначенных для формования пластических или композиционных материалов, а также для нагрева деталей из металлов или металлических сплавов перед их штамповкой и их закалкой в штампе.
При таком способе индукционного нагрева формовочное устройство содержит индукторы, через которые пропускают ток средней частоты Igen, выдаваемый генератором мощности и генерирующий переменное во времени электромагнитное поле. Это переменное поле лежит в основе хорошо известного явления электромагнитной индукции: при приложении к материалу, проводящему ток, оно создает переменный во времени магнитный поток и напряжение, индуцируемое в проводящем материале, которое, в свою очередь, создает индуцируемые токи на поверхности проводящего металла на глубине, называемой толщиной поверхностного слоя δ и определяемой соотношением
в котором µ обозначает магнитную проницаемость материала при  , σ обозначает удельную электрическую проводимость материала (величина, обратная удельному электрическому сопротивлению Rel), ω обозначает круговую частоту и равно
, σ обозначает удельную электрическую проводимость материала (величина, обратная удельному электрическому сопротивлению Rel), ω обозначает круговую частоту и равно 
Если проводящий материал не является ферромагнетиком, значение µr близко к 1, и толщина поверхностного слоя определяется отношением
В этой связи известен способ индукционного нагрева материала из документа FR 2867939, в котором описана форма, позволяющая разместить в полости исходный материал, который приобретает свои окончательные свойства после термической обработки. Пропускание электрического тока средней частоты через индуктор приводит к появлению индуцированных токов в толще поверхностного слоя промежуточной детали, находящейся в контакте с нагреваемым материалом, что ограничивает объем деталей формы, которые необходимо нагревать.
Кроме того, внутри этого промежуточного элемента можно расположить вставные блоки, изготовленные из материалов с разными значениями удельного электрического сопротивления или магнитной проницаемости для того, чтобы достичь разных поверхностных температур.
Однако авторы настоящего изобретения установили, что определение размеров и установка вставных блоков в форму является сложной операцией, не позволяющей очень точно регулировать поверхностные температуры.
Кроме того, даже если эту установку производить очень точно, что займет значительное время, отмечают, что некоторые поверхностные зоны подвергаются перегреву или недостаточному нагреву, которые отрицательно сказываются на формовании изделия, например, приводя к неравномерному распределению твердости.
Кроме того, какой бы ни была геометрия этих деталей, наблюдают температурные колебания на уровне зон теплопередачи, еще больше усугубляющие вышеупомянутые явления перегрева или недостаточного нагрева.
Настоящее изобретение призвано устранить эти недостатки и для этого предложить форму, более простую в изготовлении, позволяющую сгладить неоднородность температуры формования, а также предложить способ изготовления такой формы, позволяющий легко модулировать искомые магнитные и/или термические характеристики.
В связи с этим первым объектом изобретения является форма, содержащая по меньшей мере одну нижнюю часть и одну верхнюю часть, ограничивающие полость, в которую загружают предназначенный для формования материал, нагреваемый до температуры Ttr, превышающей 20°C, который затем формуют за счет контакта с указанными нижними и верхними частями формы, нагреваемыми под действием индуцированного тока, генерируемого по меньшей мере одним электромагнитным индуктором, при этом по меньшей мере одна из указанных нижних и верхних частей содержит зону теплопередачи с указанным формуемым материалом, при этом указанная зона теплопередачи содержит по меньшей мере одну подзону теплопередачи, выполненную из по меньшей мере одного ферромагнитного материала с точкой Кюри Тс, находящейся в пределах от 20 до 800°C, которая входит в контакт с формуемым материалом или с покрытием из неферромагнитного материала с удельной теплопроводностью, превышающей 30 Вт·м-1·К-1, которое, в свою очередь, входит в контакт с указанным формуемым материалом.
В рамках настоящего изобретения под зоной теплопередачи следует понимать зону или зоны формы, через которые проходит индуцируемый ток, генерируемый электромагнитным индуктором. Как было указано выше, толщина этой зоны зависит от среднего удельного сопротивления материала формы и от частоты f тока возбуждения и в любом случае не превышает δamagn.
Предпочтительно эта зона теплопередачи является моноблочной, то есть речь идет о массивной зоне, которая выполнена в виде единого блока, а не в виде набора элементов, и которую нельзя разобрать. Однако этот термин не исключает присутствия одного или нескольких покрытий, объединенных с базовой подложкой.
В предпочтительном варианте выполнения указанная зона теплопередачи содержит по меньшей мере две подзоны теплопередачи, отличающиеся магнитной проницаемостью вблизи указанной температуры Ttr, при этом по меньшей мере одна из указанных подзон выполнена из ферромагнитного материала с точкой Кюри Тс от 20 до 800°C, при этом каждая из указанных подзон входит в контакт с указанным формуемым материалом и/или с возможным покрытием, выполненным из неферромагнитного материала с удельной теплопроводностью более 30 Вт·м-1·К-1, которое, в свою очередь, входит в контакт с указанным формуемым материалом.
В альтернативной версии этого предпочтительного варианта выполнения подзоны теплопередачи имеют идентичные точки Кюри, но выполнены с использованием разных количеств магнитных соединений.
В другой версии этого предпочтительного варианта выполнения формы, относящейся ко второму объекту изобретения, подзоны теплопередачи имеют разные точки Кюри и могут быть выполнены из двух железоникелевых сплавов разного состава или из железоникелевого сплава одинакового состава, но с разной кристаллографической структурой.
Кроме того, формы в соответствии с изобретением могут иметь следующие отличительные признаки, взятые отдельно или в комбинации:
- полость содержит по меньшей мере одну угловую зону, причем эту зону охватывает по меньшей мере одна подзона теплопередачи,
- покрытие из неферромагнитного материала выполнено из алюминия, меди, олова или из их сплавов,
- точка Кюри лежит в диапазоне от 60 до 350°C,
- ферромагнитный материал состоит из железоникелевого сплава, предпочтительно содержащего по меньшей мере 25 мас. % никеля, от 0,001 до 10% марганца, а также неизбежные при производстве примеси и может содержать до 15 мас. % хрома, до 15 мас. % кобальта, до 15 мас. % меди, до 10 мас. % по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий, и может дополнительно содержать по меньшей мере один элемент, выбранный из группы, в которую входят сера, бор, магний или кальций.
Вторым объектом изобретения является способ изготовления формы по первому объекту настоящего изобретения, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных верхней и нижней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем наносят слой неферромагнитного материала с удельной теплопроводностью, превышающей 30 Вт·м-1·К-1, на весь или на часть участка указанной зоны теплопередачи, выполненного из указанного ферромагнитного сплава. Предпочтительно слой металла или металлического сплава с удельной теплопроводностью, превышающей 30 Вт·м-1·К-1, состоит из алюминия, меди, олова или их сплавов, в частности, из сплавов меди и никеля.
Третьим объектом изобретения является способ изготовления формы по второму объекту изобретения, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных нижней и верхней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем наносят слой неферромагнитного металла или сплава на весь или на часть участка указанной зоны теплопередачи, выполненного из указанного ферромагнитного сплава, и производят диффузию указанного слоя металла или сплава посредством локальной термической обработки, при этом указанный металл или сплав выбирают таким образом, чтобы вызвать осаждение немагнитных фаз за счет его диффузии, образуя таким образом подзону теплопередачи, количество магнитных соединений в которой отличается полностью или частично от остальной части зоны теплопередачи. Предпочтительно зона теплопередачи первоначально содержит аустенитный, или аустенитно-ферритный, или аустенитно-мартенситный железоникелевый сплав, который содержит по меньшей мере 25 мас. % никеля, от 0,001 до 10% марганца, а также неизбежные при производстве примеси и который может содержать до 15 мас. % хрома, до 15 мас. % кобальта, до 15 мас. % меди, до 10 мас. % по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий, и может дополнительно содержать по меньшей мере один элемент, выбранный из группы, в которую входят сера, бор, магний или кальций, а неферромагнитный металл представляет собой алюминий.
Четвертым объектом изобретения является способ изготовления формы по второму объекту изобретения, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных нижней и верхней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем производят локальную термическую обработку по меньшей мере на одном участке указанной зоны теплопередачи, выполненном из указанного сплава, таким образом, чтобы получить подзону теплопередачи, кристаллографическая структура которой и, следовательно, точка Кюри отличаются от всей или части остальной зоны теплопередачи. Предпочтительно зона теплопередачи первоначально содержит аустенитный, или аустенитно-ферритный, или аустенитно-мартенситный железоникелевый сплав, который содержит по меньшей мере 25 мас. % никеля, от 0,001 до 10% марганца, а также неизбежные при производстве примеси и который может содержать до 15 мас. % хрома, до 15 мас. % кобальта, до 15 мас. % меди, до 10 мас. % по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий, и может дополнительно содержать по меньшей мере один элемент, выбранный из группы, в которую входят сера, бор, магний или кальций, и указанная локальная термическая обработка состоит в быстром охлаждении указанного участка зоны теплопередачи, которое приводит к превращению всего или части аустенита в мартенсит.
Пятым объектом изобретения является способ изготовления формы по второму объекту изобретения, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных нижней и верхней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем наносят слой неферромагнитного металла или сплава на весь или на часть участка указанной зоны теплопередачи, выполненного из указанного ферромагнитного сплава, и осуществляют диффузию указанного слоя металла или сплава посредством локальной термической обработки, при этом указанный металл или сплав выбирают таким образом, чтобы локально изменить точку Кюри за счет их диффузии, а также чтобы получить подзону теплопередачи, точка Кюри которой отличается от всей или части остальной части зоны теплопередачи. Предпочтительно зона теплопередачи первоначально содержит железоникелевый сплав, который содержит по меньшей мере 25 мас. % никеля, а также неизбежные при производстве примеси и который может содержать до 10 мас. % хрома, до 10 мас. % кобальта и до 10 мас. % меди, и указанный металл, наносимый по меньшей мере на участок зоны теплопередачи, является медью.
Шестым объектом изобретения является устройство для формования с использованием индукции, содержащее форму в соответствии с изобретением и по меньшей мере один электромагнитный индуктор.
Седьмым объектом изобретения является способ изготовления изделия из пластического или композиционного материала при помощи формы по настоящему изобретению, согласно которому указанный пластический материал или указанные композиционные материалы загружают в полость указанной формы, затем производят формование за счет контакта с указанными нижней и верхней частями формы, по меньшей мере одну из которых нагревают до однородной температуры плюс или минус 8°C и предпочтительно плюс или минус 5°C, составляющей от 60 до 350°C, за счет действия индуцируемого тока, генерируемого указанным электромагнитным индуктором.
В рамках настоящего изобретения термином «пластический материал» обозначены термопластические соединения, термоотверждаемые соединения, эластомеры, вулканизируемые соединения.
Кроме того, под термином «композиционный материал» следует понимать любое объединение вышеупомянутых пластических материалов с таким веществом, как стекло, углерод, оксид, металл или металлический сплав. Это дополнительное вещество можно включать в виде дисперсных волокон или в виде тканой или нетканой сетки, или в виде одной или нескольких панелей, сцепляющихся с пластическим материалом с образованием структуры в виде сэндвича или двухслойной структуры, или ячеистой структуры, например структуры в виде пчелиных сот.
Понятно, что определение формы в соответствии с изобретением основано на модуляции рабочих характеристик зоны теплопередачи, что позволяет уменьшить разнородность поверхностной температуры этой формы. Действительно, неожиданно выяснилось, что получение однородной температуры на функциональной поверхности формы требует разнородности рабочих свойств зоны теплопередачи.
В частности, было установлено, что перегрев происходит, в частности, в зонах концентрации индуцируемых токов, а недостаточный нагрев - в зонах, где индуцируемые токи не циркулируют. Эти явления зависят, в частности, от геометрии изготавливаемых деталей, при этом угловые зоны, начиная от острых углов и до прямого угла, являются местом концентраций тока по причине пикового эффекта, тогда как угловые зоны с тупыми углами являются зонами короткого замыкания, в которых нет индуцируемого тока.
В рамках настоящего изобретения под угловой зоной следует понимать зону, в которой общее направление поверхности формовочной полости существенно меняется.
Так, на фиг.1 представлен вид в разрезе примера известной формы 1, состоящей из двух частей, верхней 2 и нижней 3, образующих в пространстве между собой полость, полностью заполненную пластическим материалом 4 в процессе формования. Форма 1 полностью изготовлена из магнитного материала с точкой Кюри Tc, близкой к температуре Ttr превращения формуемого материала. Изготавливаемым изделием в данном случае является ванна, содержащая два горизонтальных боковых бортика 5 и 6, соединенных с дном 7 двумя вертикальными боковыми стенками 8 и 9.
На фигуре указано также направление магнитного поля H, которое действует на форму под влиянием одного или нескольких электромагнитных индукторов (не показаны), через которые пропускают электрический ток частотой f. Предпочтительно электромагнитные индукторы встроены в нижнюю часть и в верхнюю часть корпуса формы, как показано на фиг.1 документа FR 2867939. На фигуре представлены также линии прохождения индуцируемых токов, генерируемых под действием магнитного поля H и показанных двумя пунктирными линиями в каждой из частей 2 и 3 формы. Наконец, на ней также показаны зоны поверхностного слоя частей 2 и 3, ограниченные штрихпунктирными линиями.
В случае представленной ванны 1 зоны, в которых наблюдался существенный недостаточный нагрев, находятся вблизи зон ab2, bc1, cd1 и ed2, которые являются также зонами, в которых видно, что индуцируемые токи проходят далеко от материала во время формования, поскольку эти токи проходят по кратчайшему пути, чтобы пересечь зону поверхностного слоя. Эти зоны можно определить как зоны, в которых угол от первой части ванны к второй части является тупым.
Что касается зон перегрева, то они наблюдаются вблизи зон ab1, bc2, ed2 и ed1, которые являются также зонами, в которых видно, что индуцируемые токи концентрируются за счет пикового эффекта. Эти зоны можно определить как зоны, в которых угол от первой части ванны ко второй части является острым.
Однако, если необходимо повысить мощность, подаваемую в обычно недостаточно нагретую зону, то, как выяснилось, рассматриваемая локальная зона должна обладать магнитной проницаемостью, превышающей значение магнитной проницаемости окружающих зон в области рассматриваемой рабочей температуры, то есть в интервале от +-10°C вокруг этой рабочей температуры, что приводит к работе в зонах теплопередачи с неоднородной проницаемостью.
И, наоборот, если необходимо понизить мощность в обычно перегретой зоне, рассматриваемая зона должна обладать магнитной проницаемостью, меньшей магнитной проницаемости окружающих зон при рассматриваемой рабочей температуре, то есть в интервале от +-10°C вокруг этой рабочей температуры.
Разумеется, предпочтительно размещать зоны с измененными значениями проницаемости вблизи угловых зон формовочной полости в зависимости от рассматриваемого типа угла. В частности, зоны с более высокой проницаемостью можно располагать в зонах недостаточного нагрева, а зоны с более низкой проницаемостью - в зонах перегрева в соответствии с приведенным выше их определением.
Одним из основных вариантов изобретения касается получения формы, содержащей подзоны теплопередачи, имеющие разные значения магнитной проницаемости, так как они выполнены из магнитных материалов с разными точками Кюри.
Регулирование точек Кюри можно, в частности, осуществлять за счет регулирования состава рассматриваемых материалов.
Его можно также осуществлять, сохраняя однородный химический состав, но изменяя кристаллографические структуры материалов в зависимости от рассматриваемых зон. Действительно, точка Кюри материала во многом зависит от кристаллографической структуры и может кардинально меняться, например, при переходе от аустенитной структуры к мартенситной структуре. Такое изменение структуры легко осуществить, так как для этого достаточно локальной термической обработки, при этом речь может идти о более или менее быстром нагреве (например, при аустенизации) и/или о более или менее быстром охлаждении.
Если зона материала становится немагнитной по отношению к другой поверхностной зоне формы, так как ее температура превышает точку Кюри, меньшую точки Кюри смежной зоны, проницаемость зоны понижается, переходя от очень высоких значений к значению 1, и подаваемая мощность значительно понижается. При этом достигают саморегулирования температуры вокруг точки Кюри зоны с низкой точкой Кюри, что обеспечивает точную регулировку температуры.
Другой вариант изобретения состоит в получении формы, содержащей подзоны теплопередачи с разной магнитной проницаемостью, хотя они и выполнены из материалов с одинаковыми точками Кюри. Это локальное понижение проницаемости можно, в частности, осуществлять посредством нанесения и затем осаждения некоторых неферромагнитных элементов, которые не влияют на точку Кюри, с магнитными элементами первоначального магнитного сплава таким образом, чтобы образовались неферромагнитные зоны, которые соответственно понижают проницаемость рассматриваемой подзоны.
Для этих процессов нанесения и диффузии вполне подходят железоникелевые сплавы, позволяющие, в частности, достигать температур превращения от 60 до 350°C, полностью совместимых с температурами превращения большинства пластических и композиционных материалов, если они содержат более 25 мас. % никеля.
Добавление хрома, кобальта и меди с содержанием до 15 мас. % позволяет, в частности, более точно регулировать точки Кюри:
- например, точка Кюри аустенитного сплава, содержащего 56 мас. % никеля (остальное = железо), переходит от 530 до 300°C, когда процентное содержание молибдена меняют от 0 до 11 мас. %;
- например, точка Кюри аустенитного сплава, содержащего 40 мас. % никеля (остальное = железо), переходит от 360 до 100°C, когда процентное содержание хрома меняют от 0 до 15 мас. %;
- например, точки Кюри аустенитного сплава, содержащего 30-32 мас. % никеля и 2-8 мас. % хрома (остальное = железо), равномерно распределены в диапазоне от -20 до 170°C, и для каждого из этих составов точка Кюри может повыситься на 10-15°C на каждый массовый процент добавляемого элемента, которым являются медь или кобальт.
Добавление от 0,01 до 10 мас. % марганца позволяет повысить способность сплава к горячему формованию.
Предпочтительный сплав в соответствии с изобретением может дополнительно содержать до 10 мас. % по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий.
Все эти элементы (Cr, Cu, Co, Mo, Si, Al, Nb, V, W) позволяют регулировать точку Кюри в разных значениях, хотя и оказывают разное влияние на такие важные свойства, как удельное электрическое сопротивление ρel или удельная теплопроводность δth.
Так, в аустенитных сплавах Fe-Ni-Mo молибден существенно повышает удельное электрическое сопротивление: например, удельное электрическое сопротивление сплава Fe-56%Ni повышается при окружающей температуре с 30 мкОм·см до 100 мкОм·см, когда процентное содержание моллиюдена повышается с 0 до 9 мас. %.
В аустенитных сплавах Fe-Ni-Cr хром существенно повышает удельное электрическое сопротивление: например, удельное электрическое сопротивление сплава Fe-45%Ni повышается при окружающей температуре с 45 мкОм·см до 90 мкОм·см, когда процентное содержание хрома повышается с 0 до 6 мас. %.
В аустенитных сплавах Fe-Ni-Cu медь существенно понижает удельное электрическое сопротивление: например, удельное электрическое сопротивление сплава Fe-30%Ni понижается при окружающей температуре с 88 мкОм·см до 78 мкОм·см, когда процентное содержание меди меняется с 4 до 10 мас. %.
Точно так же, Si, Al, Nb, V и W более или менее существенно понижают точку Кюри и повышают удельное электрическое сопротивление.
Наконец, этот сплав может дополнительно содержать по меньшей мере один элемент, выбранный среди серы, бора, магния или кальция. В частности, совокупное содержание серы и бора предпочтительно ограничивают интервалом от 2 до 60 частей на миллион, тогда как совокупное содержание магния и кальция предпочтительно ограничивают интервалом от 10 до 500 частей на миллион. Эти элементы позволяют, в частности, заметно улучшить обрабатываемость резкой для данной марки сплава.
Кроме того, независимо от геометрии этих деталей, колебания температуры наблюдались также на уровне зон теплопередачи. Не желая связывать себя теорией, авторы предположили, что эти колебания могут быть связаны с конструкцией индукторов, которые выполнены в виде витков и могут быть причиной токов, индуцируемых «зеркально» относительно их места и их формы.
Было установлено, что можно значительно ослабить эти колебания, покрывая всю или часть зоны теплопередачи неферромагнитным материалом, хорошо проводящим тепло. Со всей очевидностью такой материал может выполнять функцию рассеяния тепловых волн, что в значительной степени уменьшает температурные перепады. Этот тип регулирования имеет смысл применять в неугловых зонах, таких как зоны с1 и с2 ванны, показанной на фиг.1.
Толщина таких покрытий обычно должна быть меньше толщины зоны теплопередачи и предпочтительно меньше одной десятой толщины поверхностного слоя.
Само собой разумеется, что различные измерения, предложенные в рамках изобретения с целью гомогенизации поверхностной температуры формы, можно комбинировать с учетом их совместимости.
Формы в соответствии с изобретением можно получать посредством простой механической обработки массивных блоков магнитных материалов или механической обработки блоков из немагнитных и даже неметаллических материалов, после которой наносят слой магнитных материалов при помощи любого соответствующего способа, такого как плакирование, плазменное осаждение, распыление или напыление. Во всех случаях после получения поверхности с соответствующими геометрическими размерами и магнитными свойствами можно применить способ изготовления формы в соответствии с изобретением. Этот способ позволяет, в частности, просто получить моноблочную зону без добавления какой-либо вставки.
Для этого можно использовать все описанные выше варианты, которые применяют, в частности, для изготовления формы, в которой по меньшей мере часть зоны теплопередачи содержит или даже представляет собой матрицу железо-никель, которую изменяют в местах, в которых необходимо обеспечить хорошую конечную однородность температуры.
Далее следует более подробное описание изобретения, проиллюстрированное неограничивающими примерами.
Примеры
Получают ряд форм из разных материалов, которые будут описаны в каждом примере. Все эти формы имеют одинаковую геометрию с формой, показанной на фиг.1 для изготовления ванны.
В первой серии примеров пластический материал, предназначенный для формования изделия, является термопластическим композиционным материалом со стекловолокном и с полипропиленовой матрицей, который имеет точку превращения при температуре 200°C.
Во второй серии примеров пластический материал, предназначенный для формования изделия, является пластическим материалом с точкой превращения при температуре 125°C.
Если специально не указано иное, указанные значения содержания сплавов выражены в массовых процентах, и все составы в соответствии с изобретением содержат 0,1% марганца и обычные неизбежные примеси, остающиеся после производства.
Сравнительный пример 1
Чтобы иметь возможность сравнить характеристики изобретения с известными решениями, провели первое испытание на формование при помощи формы, содержащей присоединенные металлические детали, называемые вставками.
В идентифицированных ранее зонах перегрева материал формы локально заменяют этими вставками, выполненными из немагнитных материалов, таких как аустенитная нержавеющая сталь.
Вставки размещают в зонах концентрации индуцируемых токов, что позволяет локально достичь большой глубины проникновения мощности. Это значит, что индуцируемые токи больше не концентрируются на крайней поверхности изгиба, а распространяются на окружающую зону поворота, рассеивая, таким образом, меньше энергии на самой обменной поверхности изгиба.
В этом случае можно ограничить температурный перепад между формой и изделием интервалом порядка 20-30°C, что может быть достаточным, но потребует более значительных затрат на изготовление форм, не обеспечивая при этом идеальной регулировки и теплопередачи вставка/форма, и не позволит производить некоторые изделия сложной геометрии, такие как изделия в виде воронки или очень глубокой кюветы.
Сравнительный пример 2
После этого произвели второе испытание известного решения посредством изготовления формы, в которой зона теплопередачи выполнена только из одного ферромагнитного сплава.
Формы были изготовлены механической обработкой из аустенитных сплавов FeNi или FeNiCr, известных возможностью легкой регулировки точки Кюри посредством изменения состава. Действительно, как известно, если выбрать точку Кюри Tc, близкую к заданной температуре горизонтального участка кривой на графике (в данном случае для формования пластиков или композитов), то получают явление саморегулирования температуры вокруг Tc (магнитные потери и потери токов в большинстве своем исчезают при приближении к точке Кюри), и, в конечном итоге, происходит уравновешивание зон по недостаточному нагреву и перегреву.
При таком решении с использованием сплава FeNiCr, имеющего Тс=210°C, получают:
- термическую неоднородность вокруг явных углов изделия: ΔTугол=15°C;
- термическую неоднородность на уровне дна ванны: ΔTдно=20°C;
- термическую неоднородность по причине витков индуктора: ΔTвитки=20°C.
Таким образом, эффект саморегулирования температуры вокруг точки Кюри является эффективным в основном в том, что касается однородности температуры в зонах с острым углом, снижая ее до 15°C, вместо 20-30°C в случае применения вставок и намного больших значений в случае отсутствия вставок. С другой стороны, практически не происходит улучшения других типов термической неоднородности.
Пример 1
В качестве исходного материала используют аустенитный сплав FeNiCr, температура Кюри Тс которого близка к 210°C - это может быть, например, Fe-35%Ni, или Fe-37%Ni-6%Cr, или Fe-50%Ni-11,5%Cr, - в однородном массивном состоянии, из которого посредством механической обработки получают трехмерную геометрическую форму пластического или композиционного изделия, предназначенную для осуществления формования при индукционном нагреве.
В этом примере после механической обработки поверхностей теплопередачи их покрывают листом алюминиевой фольги толщиной порядка 50 мкм таким образом, чтобы этот лист перекрывал обработанную функциональную поверхность формы, то есть обе поверхности, находящиеся напротив двух деталей формы.
Затем эти две покрытые детали формы помещают в печь, оставляя лист алюминия с верхней стороны формы, применяют термическую обработку плавления/плакирования алюминия на поверхности, нагревая детали формы до температуры более 600°C в течение по меньшей мере нескольких минут, но допуская лишь несущественную диффузию алюминия в сплав FeNiCr. Действительно, целью этой термической обработки является только прочное сцепление алюминия со сплавом FeNiCr (связь металл-металл).
После этого проводят испытание на формование при помощи полученной формы. При этом получают:
- термическую неоднородность вокруг ярко выраженных углов изделия: ΔTугол=12°C;
- ΔTдно=20°C;
- термическую неоднородность по причине витков индуктора: ΔTвитки=8°C.
Таким образом, эффект саморегулирования температуры вокруг точки Кюри является эффективным в основном в том, что касается однородности температуры в зонах с острым углом, и усиливается за счет тонкого проводящего алюминиевого покрытия, снижая ее до 12°C, вместо 15°C в случае отсутствия алюминия и 20-30°C в случае использования вставок, и намного больших значений в случае отсутствия вставок.
Кроме того, тонкий слой алюминия играет очень интересную роль рассеивателя тепла даже при таких высоких частотах и при таких коротких промежутках времени теплопередачи (порядка минуты), так как термическая неоднородность ΔTвитки в результате прямого влияния локализации витков индуктора на функциональную поверхность доведена до 8°C, вместо 20°C для случая отсутствия алюминия. Температура дна ванны остается далекой от искомой, что в некоторых случаях пластиков или технических требований к изделию может быть признано допустимым.
Пример 2
В этом примере воспроизведены условия примера 1, но с другим исходным сплавом, так как в этом случае целью является получение в формуемом пластическом материале температуры 125°C во время индукционного нагрева.
Последовательно были проведены испытания с разными сплавами FeNiCrCu, имеющими точку Кюри, очень близкую к 125°C:
- Fe-32%Ni;
- Fe-30,3%Ni-2%Cr;
- Fe-36,5%Ni-9%Cr-0,2%Mn;
- Fe-29%Ni-2%Cr-3,5%Co;
- Fe-40%Ni-13%Cr-2%Co;
- Fe-30%Ni-2%Cr-3%Cu;
- Fe-28%Ni-2%Cr-5,5%Cu.
Каждый сплав поставляют в виде блока, из которого посредством механической обработки изготавливают трехмерную геометрическую форму для пластического материала, формуемого при индукционном нагреве.
После механической обработки функциональных поверхностей теплопередачи их покрывают листом алюминиевой фольги толщиной порядка 50 мкм таким образом, чтобы этот лист перекрывал обработанную функциональную поверхность формы, то есть обе поверхности, находящиеся напротив обоих частей формы. Затем эти две покрытые детали формы помещают в печь, оставляя лист алюминия с верхней стороны формы, применяют термическую обработку плавления/плакирования алюминия на поверхности, нагревая детали формы до температуры более 600°C в течение по меньшей мере нескольких минут, но допуская лишь незначительную диффузию алюминия в сплав FeNiCr. Действительно, целью этой термической обработки является только прочное сцепление алюминия со сплавом FeNiCr (связь металл-металл).
После этого проводят испытание на формование при помощи полученной формы. При этом получают:
- термическую неоднородность вокруг явных углов изделия: ΔTугол=10°C;
- ΔTдно=16°C;
- термическую неоднородность по причине витков индуктора: ΔTвитки=6°C.
Таким образом, подтверждают те же преимущества по характеристикам (снижение термической неоднородности), что и в примере 1, на той же сложной геометрии изделия, но при других температурах нагрева и с другим исходным сплавом.
Пример 3
В данном случае используют аустенитный сплав Fe-30%Ni-2%Cr-3%Cu, температура Кюри Тс которого близка к 125°C, для быстрого формования пластического материала после индукционного нагрева.
Этот сплав поставляют в виде блока, из которого посредством механической обработки изготавливают трехмерную геометрическую форму для пластического материала, предназначенного для формования. После механической обработки функциональных поверхностей теплопередачи их покрывают листом алюминиевой фольги толщиной 50 мкм таким образом, чтобы этот лист перекрывал обработанную функциональную поверхность формы, то есть обе поверхности, находящиеся напротив двух деталей формы.
Затем эти две покрытые детали формы помещают в печь, оставляя лист алюминия с верхней стороны формы, применяют термическую обработку плавления/плакирования алюминия на функциональной поверхности, нагревая детали формы до температуры более 600°C в течение по меньшей мере нескольких минут, но допуская лишь незначительную диффузию алюминия в сплав FeNiCrCu. Действительно, целью этой термической обработки является только прочное сцепление алюминия со сплавом FeNiCrCu (связь металл-металл). На этой стадии поверхность теплопередачи соответствует и подобна поверхностям теплопередачи из предыдущих примеров 1 и 2.
На следующем этапе термической обработки, отличном от предыдущего этапа, некоторые поверхности формы нагревают разными известными средствами (при помощи горелки, локальным индуктором, при помощи заранее нагретой и вводимой в контакт металлической детали, при помощи энергии излучения…), чтобы ранее плакированный алюминий диффундировал в поверхностный слой, приводя к осаждению вторичной немагнитной фазы и к существенному снижению проницаемости µr.
Стороны, подвергаемые этому интенсивному поверхностному нагреву, обязательно являются сторонами a1, a2, b1, b2, d1, d2, e1, e2, то есть все стороны поверхности теплопередачи, кроме дна ванны (c1 и c2). Для нанесенного алюминия нагрев должен повысить поверхностную температуру по меньшей мере до 500°C, предпочтительно до 600°C, чтобы алюминий диффундировал в поверхностный слой, но при этим слишком большая диффузия алюминия не должна нарушать однородность покрытия.
После этого проводят испытание на формование при помощи полученной формы. При этом получают:
- термическую неоднородность вокруг явных изгибов изделия: ΔTугол=12°C;
-ΔTдно=8°C;
- термическую неоднородность по причине витков индуктора: ΔTвитки=11°C.
Таким образом, эффект саморегулирования температуры вокруг точки Кюри в основном является эффективным в том, что касается однородности температуры в зонах с острым углом, и усиливается за счет тонкого проводящего алюминиевого покрытия, снижая ее до 12°C, вместо 15°C в случае отсутствия алюминия и 20-30°C в случае использования вставок и намного больших значений в случае отсутствия вставок. Кроме того, тонкий слой алюминия играет очень интересную роль рассеивателя тепла даже при таких высоких частотах и при таких коротких промежутках времени теплопередачи (порядка минуты), так как термическая неоднородность ΔTвитки, связанная с прямым влиянием локализации витков индуктора на функциональную поверхность, доведена до 11°C, вместо 20°C в случае отсутствия слоя алюминия.
Кроме того, в случае принудительной диффузии алюминия в поверхностный слой некоторых сторон формы температура дна кюветы повышается, по существу, на 8°C относительно искомой, что доказывает необходимость контроля температуры через калиброванную неоднородность свойств в подзоне теплопередачи.
Пример 4
В данном случае используют аустенитный и ферромагнитный сплав FeNiCrCu при окружающей температуре после горячей, а затем холодной трансформации с последующим рекристаллизационным отжигом и охлаждением со скоростью от 5°C/ч до 5000°C/ч до окружающей температуры, содержащий от 25 до 36% Ni. Действительно в этом интервале состава пропускание через жидкий азот такого аустенитного сплава (и, возможно, в некоторых случаях аустенитно-ферритового) приводит к его полному превращению в мартенсит, точка Кюри которого намного превышает рабочие температуры формования, предусмотренные изобретением (<350°C). Локализуя этот эффект превращения под действием жидкого азота в зонах недостаточного нагрева, повышают температуру этих зон.
Используют поверхность теплопередачи, полученную при помощи сплава из примера 3 с точкой Кюри, близкой к 125°C, на исходном сплаве с одним из следующих сплавов:
- Fe-32%Ni;
- Fe-30,3%Ni-2%Cr;
- Fe-29%Ni-2%Cr-3,5%Co;
- Fe-30%Ni-2%Cr-3%Cu;
- Fe-28%Ni-2%Cr-5,5%Cu,
и затем при помощи первой термической обработки производят плакирование листа алюминиевой фольги на поверхности, после чего осуществляют диффузию в поверхностный слой при помощи второй термической обработки на сторонах, отличных от дна кюветы. Наконец, выступающие кромки (ab2, bc1, cd1, ed2) поверхности теплопередачи, страдающие от хронического недостаточного нагрева, локально обрабатывают азотом для локального получения мартенситной структуры и сильного локального повышения Tc.
После этого проводят испытание на формование при помощи полученной формы. При этом получают:
- термическую неоднородность вокруг явных изгибов изделия: ΔTугол=7°C;
- ΔTдно=9°C;
- термическую неоднородность по причине витков индуктора: ΔTвитки=10°C.
Таким образом, получают все преимущества, уже показанные в примере 3, и дополнительно значительное снижение неоднородности температуры между зонами с изгибами, которая опускается до 7°C, вместо 10-12°C без мартенситного превращения.
Пример 5
В качестве исходного материала используют аустенитный или аустенитно-ферритный сплав FeNiCr с содержанием 25-34%Ni и <11%Cu, точка Кюри которого близка к 125°C, - например, Fe-28%Ni-5%Cu - в качестве исходного сплава в массивном состоянии, из которого посредством механической обработки получают трехмерную геометрическую форму изделия (пластикового или композитного), предназначенного для формования при индукционном нагреве.
После механической обработки функциональных поверхностей теплопередачи их покрывают листом алюминиевой фольги толщиной 50 мкм таким образом, чтобы этот лист перекрывал стороны обработанной функциональной поверхности формы, отличные от сторон дна ванны, то есть стороны типа a, b, d, e, f, g на двух поверхностях, находящихся напротив двух деталей формы. В отличие от предыдущих примеров стороны типа с (дно кюветы) покрывают листом медной фольги толщиной 40 мкм.
Затем последовательно осуществляют следующие виды термической обработки:
- плавление/плакирование алюминия на поверхности теплопередачи путем нагрева детали формы до температуры более 600°C в течение по меньшей мере нескольких минут, допуская лишь несущественную диффузию алюминия в сплаве FeNiCrCu;
- плавление/плакирование меди на поверхности теплопередачи путем нагрева детали формы до температуры более 1000°C в течение по меньшей мере нескольких минут, допуская лишь несущественную диффузию алюминия в сплаве FeNiCrCu. Эту обработку предпочтительно производят, помещая форму в печь, что обеспечивает диффузию алюминия в поверхностный слой для осаждения вторичных немагнитных фаз и регулирование проницаемости в соответствующем поверхностном слое;
- локальный поверхностный нагрев меди на сторонах типа с, осуществляемый достаточно долго и при высокой температуре, так чтобы медь смешалась с матрицей исходного сплава FeNiCrCu. Таким образом повышают точку Кюри на поверхности типа с.
В конце производят локальную закалку выступающих кромок формовочной полости жидким азотом, как описано в примере 4, чтобы изменить микроструктуру магнитного сплава.
После этого проводят испытание на формование при помощи полученной формы. При этом получают:
- термическую неоднородность вокруг явных изгибов изделия: ΔTугол=6°C;
- ΔTдно=8°С;
- термическую неоднородность по причине витков индуктора: ΔTвитки=8°C.
Таким образом, при помощи этого способа можно добиваться очень удовлетворительного снижения различных термических неоднородностей.
Понятно, что настоящим изобретением предложены несколько решений, позволяющих максимально снизить неоднородность поверхностной температуры в зоне теплопередачи формы, причем эти различные решения можно произвольно комбинировать в зависимости от конкретной геометрии получаемого изделия и, следовательно, от соответствующей формовочной полости.
Представленное выше описание касается, в частности, формования пластического материала и композиционных материалов, но не ограничивается этим применением, так как такую форму можно применять для формования других типов материалов, например, таких как стекло, металлы или металлические сплавы. В случае изготовления металлических изделий формование материалов можно производить, в частности, посредством горячей штамповки.
Объектом изобретения является форма, нагреваемая за счет индукции, содержащая по меньшей мере одну нижнюю часть и одну верхнюю часть, ограничивающие полость. В полость формы загружают предназначенный для формования материал, нагреваемый до температуры Ttr, превышающей 20°C, где его затем формуют. При этом по меньшей мере одна из частей формы содержит зону теплопередачи с формуемым материалом. Зона теплопередачи содержит по меньшей мере одну подзону теплопередачи, выполненную из по меньшей мере одного ферромагнитного материала с точкой Кюри Tc, находящейся в пределах от 20 до 800°C, входящую в контакт с формуемым материалом и/или с неферромагнитным покрытием, имеющим удельную теплопроводность, превышающую 30 Вт·м-1·К-1. Изобретение касается также способа изготовления форм в соответствии с изобретением и способа изготовления изделия из пластического или композиционного материала при помощи форм в соответствии с изобретением. Технический результат, достигаемый при использовании форм, изготовленных по изобретению, с помощью способа по изобретению для изготовления изделия из пластического или композиционного материала, заключается в упрощении формы при ее изготовлении, позволяющей сгладить неоднородность температуры формования, а способ изготовления форм позволяет легко модулировать искомые магнитные и/или термические характеристики. 7 н. и 16 з.п. ф-лы, 1 ил., 7 пр. 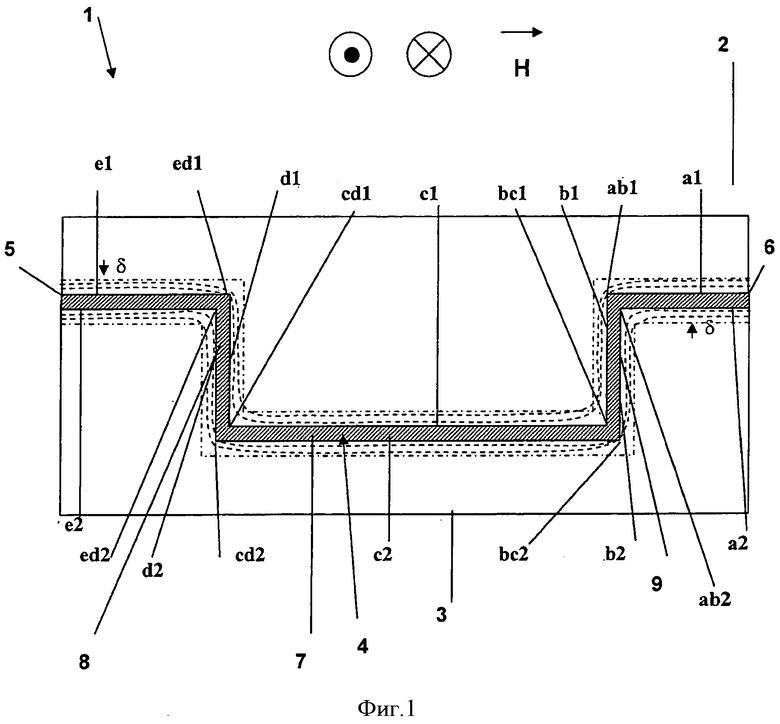
1. Форма, предназначенная для использования в способе формования с индукционным нагревом формы, содержащая по меньшей мере одну нижнюю часть и одну верхнюю часть, ограничивающие полость, в которую загружают предназначенный для формования материал, нагреваемый до температуры Ttr, превышающей 20°C, который затем формуют за счет контакта с указанными нижней и верхней частями формы, нагреваемыми под действием индуцированного тока, генерируемого по меньшей мере одним электромагнитным индуктором, при этом по меньшей мере одна из указанных нижних и верхних частей содержит зону теплопередачи с указанным формуемым материалом, при этом указанная зона теплопередачи содержит по меньшей мере одну подзону теплопередачи, выполненную из по меньшей мере одного ферромагнитного материала с точкой Кюри Тс, находящейся в пределах от 20 до 800°C, входящую в контакт с указанным формуемым материалом и с покрытием из неферромагнитного материала, имеющим удельную теплопроводность, превышающую 30 Вт·м-1·К-1, которое, в свою очередь, входит в контакт с указанным формуемым материалом.
2. Форма по п. 1, в которой указанная зона теплопередачи содержит по меньшей мере две подзоны теплопередачи, отличающиеся магнитной проницаемостью вблизи указанной температуры Ttr, при этом по меньшей мере одна из указанных подзон выполнена из ферромагнитного материала с точкой Кюри Тс в диапазоне от 20 до 800°C, при этом каждая из указанных подзон входит в контакт с указанным формуемым материалом и с покрытием, выполненным из неферромагнитного материала с удельной теплопроводностью, превышающей 30 Вт·м-1·К-1, которое, в свою очередь, входит в контакт с указанным формуемым материалом.
3. Форма по п. 1 или 2, в которой указанная полость содержит по меньшей мере одну угловую зону, причем эту зону охватывает по меньшей мере одна подзона теплопередачи.
4. Форма по п. 1 или 2, в которой указанное покрытие из неферромагнитного материала выполнено из алюминия, меди, олова или из их сплавов.
5. Форма по п. 1 или 2, в которой указанная точка Кюри находится в диапазоне от 60 до 350°C.
6. Форма по п. 1 или 2, в которой указанный ферромагнитный материал состоит из железоникелевого сплава.
7. Форма по п. 6, в которой указанный ферромагнитный материал содержит по меньшей мере 25 мас.% никеля, от 0,001 до 10% марганца, а также неизбежные при производстве примеси и может содержать до 15 мас.% хрома, до 15 мас.% кобальта, до 15 мас.% меди, до 10 мас.% по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий, и может дополнительно содержать по меньшей мере один элемент, выбранный из группы, в которую входят сера, бор, магний или кальций.
8. Форма по п. 2, в которой указанные подзоны теплопередачи имеют идентичные точки Кюри, но выполнены из материалов с разным содержанием магнитных веществ.
9. Форма по п. 2, в которой указанные подзоны теплопередачи имеют разные точки Кюри.
10. Форма по п. 9, в которой указанные подзоны теплопередачи выполнены из двух железоникелевых сплавов разного состава.
11. Форма по п. 9, в которой указанные подзоны теплопередачи выполнены из железоникелевого сплава одинакового состава, но с разной кристаллографической структурой.
12. Форма по любому из пп. 1, 2, 8, 9, 10, 11, в которой указанная зона теплопередачи является моноблочной.
13. Способ изготовления формы по одному из пп. 1-12, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных верхней и нижней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, имеющий точку Кюри в диапазоне от 20 до 800°C, затем наносят слой неферромагнитного материала с удельной теплопроводностью, превышающей 30 Вт·м-1·К-1, на весь или на часть участка указанной зоны теплопередачи, выполненного из указанного ферромагнитного сплава.
14. Способ по п. 13, в котором указанный слой неферромагнитного материала с удельной теплопроводностью, превышающей 30 Вт·м-1·К-1, состоит из алюминия, меди, олова или их сплавов, в частности из сплавов меди и никеля.
15. Способ изготовления формы по любому из пп. 2-8, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных нижней и верхней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем наносят слой неферромагнитного металла или сплава на весь или на часть участка указанной зоны теплопередачи, выполненного из указанного ферромагнитного сплава, и осуществляют диффузию указанного слоя металла или сплава посредством локальной термической обработки, при этом указанный металл или сплав выбирают таким образом, чтобы вызвать осаждение немагнитных фаз за счет его диффузии с образованием, таким образом, подзоны теплопередачи, содержание магнитных соединений в которой отличается от всей или части остальной зоны теплопередачи.
16. Способ по п. 15, в котором указанная зона теплопередачи первоначально содержит аустенитный, или аустенитно-ферритный, или аустенитно-мартенситный железоникелевый сплав, который содержит по меньшей мере 25 мас.% никеля, от 0,001 до 10% марганца, а также неизбежные при производстве примеси и который может содержать до 15 мас.% хрома, до 15 мас.% кобальта, до 15 мас.% меди, до 10 мас.% по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий, и может дополнительно содержать по меньшей мере один элемент, выбранный из группы, в которую входят сера, бор, магний или кальций, при этом указанный неферромагнитный металл представляет собой алюминий.
17. Способ изготовления формы по любому из пп. 2-7, 9 и 11, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных нижней и верхней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем производят локальную термическую обработку по меньшей мере на участке указанной зоны теплопередачи, выполненном из указанного сплава, таким образом, чтобы получить подзону теплопередачи, кристаллографическая структура которой и, следовательно, точка Кюри которой отличаются от всей или части остальной зоны теплопередачи.
18. Способ по п. 17, в котором указанная зона теплопередачи первоначально содержит аустенитный, или аустенитно-ферритный, или аустенитно-мартенситный железоникелевый сплав, который содержит по меньшей мере 25 мас.% никеля, от 0,001 до 10% марганца, а также неизбежные при производстве примеси и который может содержать до 15 мас.% хрома, до 15 мас.% кобальта, до 15 мас.% меди, до 10 мас.% по меньшей мере одного элемента, выбранного из группы, в которую входят кремний, алюминий, ванадий, молибден, вольфрам или ниобий, и может дополнительно содержать по меньшей мере один элемент, выбранный из группы, в которую входят сера, бор, магний или кальций, и указанная локальная термическая обработка состоит в быстром охлаждении указанного участка зоны теплопередачи, которая приводит к превращению всего или части аустенита в мартенсит.
19. Способ изготовления формы по любому из пп. 2-7 и 9-10, согласно которому готовят верхнюю часть и нижнюю часть формы, ограничивающие полость, при этом по меньшей мере одна из указанных нижней и верхней частей содержит зону теплопередачи, содержащую ферромагнитный металлический сплав, затем наносят слой неферромагнитного металла или сплава на весь или на часть участка указанной зоны теплопередачи, выполненного из указанного ферромагнитного сплава, и осуществляют диффузию указанного слоя неферромагнитного металла или сплава посредством локальной термической обработки, при этом указанный металл или сплав выбирают таким образом, чтобы за счет его диффузии локально изменить точку Кюри, образуя, таким образом, подзону теплопередачи, точка Кюри которой отличается от всей или части остальной зоны теплопередачи.
20. Способ по п. 19, в котором указанная зона теплопередачи первоначально содержит железоникелевый сплав, который содержит по меньшей мере 25 мас.% никеля, а также неизбежные при производстве примеси и который может содержать до 10 мас.% хрома, до 10 мас.% кобальта и до 10 мас.% меди, при этом указанный металл, наносимый по меньшей мере на участок зоны теплопередачи, является медью.
21. Устройство для формования с использованием индукции, содержащее форму в по любому из пп. 1-12 или форму, которую можно получить при помощи способа по любому из пп. 13-20, и по меньшей мере один электромагнитный индуктор.
22. Способ изготовления изделия из пластического или композиционного материала при помощи формы по любому из пп. 1-12 или при помощи формы, которую можно получить при помощи способа по любому из пп. 13-20, или при помощи формовочного устройства по п. 21, в рамках которого указанный пластический материал или указанные композиционные материалы загружают в полость указанной формы, затем производят формование за счет контакта с указанными нижней и верхней частями формы, по меньшей мере одну из которых нагревают до однородной в пределах ±8°C температуры, находящейся в диапазоне от 60 до 350°C, под действием индуцируемого тока, генерируемого указанным электромагнитным индуктором.
23. Способ по п. 22, в котором указанная температура является однородной в пределах ±5°C.
| FR 2867939 A1,23.09.2005 | |||
| FR 2928808 A1,18.09.2009 | |||
| US 5641422 A,24.06.1997 | |||
| КАТУШКА ИНДУКТИВНОСТИ ТОКООГРАНИЧИВАЮЩЕГО РЕАКТОРА | 2011 |
|
RU2488185C2 |
| Литейная форма | 1990 |
|
SU1787673A1 |
| КОРРЕКЦИЯ КОМПОЗИЦИЙ СПЛАВОВ ДЛЯ ДОСТИЖЕНИЯ ВЫБРАННЫХ СВОЙСТВ В НАГРЕВАТЕЛЯХ С ОГРАНИЧЕНИЕМ ТЕМПЕРАТУРЫ | 2007 |
|
RU2441138C2 |

