Изобретение относится к области металлургии и машиностроения, а именно к производству заготовок и изделий, в том числе прецизионных, из демпфирующих сплавов ферритного класса преимущественно на основе железа, предназначенных для виброактивных деталей, к которым предъявляют различные требования по совокупности виброакустических и механических характеристик, включая ударную вязкость и предел выносливости.
В настоящей заявке под "прецизионными" понимаются такие изделия, которые наряду с высокой точностью геометрии имеют однородный химический состав, малое количество примесей и незначительный разброс концентрации легирующих элементов в объеме, однородную макро- и микроструктуру и равномерно распределенные внутренние напряжения для достижения высокого уровня и управляемости главным функциональным свойством - демпфирующей способностью.
Под сплавами ферритного класса или "ферромагнетиками" понимаются металлы (Fe, Ni, Со и т.п.) и сплавы на их основе с самопроизвольной намагниченностью, обладающие доменной структурой, способностью изменять форму и размеры под действием магнитного поля (магнитострикцией), равно как и наоборот - изменением намагниченности ферромагнитного тела при его деформации (магнитоупругим эффектом).
Однако применение в качестве демпфирующих сплавов ферромагнетиков на основе Ni, Со и других элементов, как правило, экономически не целесообразно, если при этом не будет использовано еще другое функциональное свойство. Сплавы на основе железа значительно дешевле и не имеют остродефицитных составляющих или их содержание значительно меньше, чем у других ферромагнетиков.
Необходимость поиска новых решений в данной области техники особенно обострилась в связи с резким ужесточением нормативов по допустимым уровням виброакустической загрязненности. В первую очередь это касается транспорта, в т. ч. автомобильного, где вибрация и шум создаются многими источниками (двигатель, выхлопная и тормозная системы, трансмиссия и др.).
Конструкторско-технологические варианты борьбы с вибрацией и шумом практически исчерпаны. Наиболее перспективным методом представляется широкое применение для такой цели конструкционных материалов нового типа, в частности сплавов высокого демпфирования и соответствующих технологий их получения и обработки.
Однако желаемый результат, особенно в случае циклически тяжелонагружаемых деталей, эксплуатируемых в климатических и агрессивных условиях, часто не достигается, т.к. при этом не обеспечивается требуемое сочетание повышенных значений вязкости, усталости, коррозионной стойкости и демпфирующей способности виброгасящего сплава.
Известны различные способы изготовления деталей из демпфирующих сплавов, включающие формообразование заготовки путем пластической обработки и последующую термическую обработку изделия. Например, в соответствии со способом, описанным в а. с. СССР 1161573 из железохромистых сплавов, в частности из сплавов: 01Х5Ю2, 01Х10Ю2, 01Х16Ю2, 01Х25Ю2, формуют детали, а далее проводят следующие операции:
- нагрев до 950-1600oС и выдержку при этой температуре;
- охлаждение до комнатной температуры со скоростью более 1oС/с (>3600oС/ч);
- повторный нагрев до 950-1600oС;
- охлаждение деталей с печью до 600-800oС;
- изотермическая выдержка в течение 30-50 мин;
- охлаждение на воздухе.
Указанные режимы термообработки позволяют получить конечное изделие с пониженным уровнем звукоизлучения при эксплуатации в условиях ударного нагружения. Однако этот способ, в т.ч. из-за большой скорости охлаждения, сопровождающейся короблением, не обеспечивает изготовление высокоточных деталей с заранее заданным уровнем комплекса свойств, особенно требуемых для изделий с длительной эксплуатацией при знакопеременном нагружении.
Патент РФ 2158318 защищает технологию, использующую сплав высокого демпфирования на основе железа с регламентированным уровнем демпфирующих и механических свойств, и изделие, выполненное из него. Сплав согласно изобретению имеет следующий состав, мас.%:
Углерод - 0,010-0,035
Алюминий - 4,0-8,0
Марганец - 0,25-0,95
Титан - 0,01-0,55
Ниобий - 0,01-0,15
Медь - 0,01-0,20
Железо - Остальное
Суммарное содержание углерода и меди:
Σ(5С+1,5Сu) = 0,06-0,45%,
а Аl - Σ(Мо+Ti+Сu) = 3,5-6,5%
Изделия с высокими демпфирующими свойствами изготавливают из холоднокатаного листа, полученного по следующей технологической схеме: ковка на сутунку - горячая прокатка на листы толщиной 6,0 и 3,0 мм - термообработка - травление - холодная прокатка до требуемой толщины. Сформованное изделие подвергают термообработке в вакууме с выдержкой при температуре в диапазоне 820-1050oС и последующим медленным охлаждением.
Изделие, выполненное согласно известному изобретению, имеет следующие свойства:
Логарифмический декремент колебаний δ, % - 15-30
Условный предел текучести σ0,2, МПа - 340-430
Временное сопротивление разрыву σв, МПа - 480-600
Относительное удлинение δ,% - 15-25
Дополнительные затруднения в промышленных условиях наряду с воспроизведением соотношения компонентов вызывают высокий уровень демпфирующей способности сплава при его механической обработке (резание), т.к. в этом случае требуются большие затраты энергии на преодоление высокого внутреннего трения сплава в таком состоянии.
Вследствие этого точные детали по технологии, описанной в патенте 2158318, получить невозможно, а отсутствие в сплаве хрома и (или) никеля существенно сужает его применимость без использования специальных средств защиты от коррозии.
Согласно решению по Патенту США 4244754 для изготовления изделий используют сплав, содержащий 0,1-10,0 мас.% по меньшей мере одного элемента из группы, включающей W, Si, Ti, остальное Fe и целевые добавки в количестве 0,01-45,00 мас. % в виде по меньшей мере одного элемента из группы: Cr, Al, Sb, Nb, V, Та, Sn, Zn, Zr, Cd, Gd, Ga, P, Au, Ag, Ge, Sm, Se, Ce, La, Bi, Pt, Pd, Be, Mg, Re, Rh, Y, Pb, As, В, Eu и S. Способ изготовления изделий из указанного сплава включает следующие этапы:
- формование заготовки путем горячей пластической деформации;
- механическая обработка заготовки до получения изделия заданной геометрии;
- нагрев изделия до температуры выше 800oС, но не более температуры плавления, в течение времени 1 мин - 100 ч;
- охлаждение изделия со скоростью, выбранной из интервала 1oС/с - 1oС/ч.
Готовое изделие имеет высокую демпфирующую способность. Однако на практике в случае необходимости дополнительной холодной обработки, например при изготовлении прецизионных изделий, особенно тонкостенных, демпфирующая способность резко снижается из-за наклепа.
Существенным общим недостатком перечисленных способов, является получение низких значений ударной вязкости и малоцикловой усталости материала, а также сложная многооперационная технология приготовления и обработки сплава при изготовлении изделия с обеспечением высокой демпфирующей способности.
Указанные недостатки частично преодолены решением, являющимся наиболее близким по технической сущности к заявляемому, описанным в Патенте РФ 1646297.
Известное решение включает горячую пластическую обработку демпфирующих сплавов на железной основе ферритного класса при температуре, на 10-250oС превышающей температуру Кюри (Тс), со степенью обжатия 25-95% для формования заготовки, механическую обработку под заданные размеры и термическую обработку полученного изделия при той же температуре (на 10-250oС превышающей температуру Кюри) с охлаждением со скоростью 10-100oС/ч до температуры Кюри, после чего охлаждают со скоростью, превышающей 100oС/ч. Для изготовления изделий в известном способе используют сплавы типа Fe-Cr (15%) - Al (1%). При реализации способа возможно использование сплава того же класса, защищенного Патентом РФ 1513939, имеющего следующий состав, мас.%:
Углерод - 0,005-0,015
Хром - 14,0-17,0
Алюминий - 0,5-2,5
Никель - 0,2-1,5
Молибден - 0,5-2,0
Ванадий - 0,08-0,50
Ниобий - 0,08-0,15
Церий - 0,005-0,060
Иттрий - 0,01-0,03
Железо - Остальное
При суммарном содержании алюминия, молибдена, ванадия, ниобия 1,5-3,5; отношении Al: (Mo+1,3V+l,6Nb)≤2, суммарном содержании элементов внедрения - углерода, кислорода, азота ≤0,02 и содержании углерода 0,005-0,015, азота 0,001-0,005, кислорода 0,001-0,006.
При использовании известного способа часто удается обеспечить повышение малоцикловой усталости и ударной вязкости при сохранении высокой демпфирующей способности. Однако в пределах, заявленных в известных патентах ограничений, не представляется возможным избежать большого разброса по величине свойств, например временное сопротивление разрыву σв = 400÷550 МПа, относительное удлинение δ=15-35%; ударная вязкость KCU•102=1,5-23,7 кДж/м2; коэффициент затухания Q-1•103=14-50. Коэффициент затухания или обратная добротность авторами приняты в качестве меры демпфирующей способности. Аналогичная картина наблюдается с технологическими свойствами. Так способность к резанию в зависимости от предыдущей обработки может быть на уровне как обычного конструкционного, так и труднообрабатываемого материала. В последнем случае изготовление тонкостенной детали и прецизионного изделия практически становится невозможным или связано с чрезвычайными трудностями обработки, преодоление которых возможно только дорогостоящими специальными способами, такими как электрохимическая, электроэрозионная и т.п. обработки.
При необходимости регламентирования значений комплекса свойств применительно к требованиям, предъявляемым к конкретным изделиям, возникают еще более серьезные проблемы технологического порядка, что приводит к непростому поиску оптимизированных режимов обработки, а иногда и состава сплава. Особенно это важно для сложных дорогостоящих прецизионных приборов (оптико-электронных, электротехнических и др.), систем управления, средств наведения нового поколения, работающих в условиях вибраций. Здесь первостепенное значение при удовлетворительном комплексе механических свойств имеет обеспечение максимально высокого уровня демпфирующей способности. При ее оценке пиковым коэффициентом затухания Qp -1•103, его величина должна быть не менее 20. Авторы считают, что в настоящее время данная характеристика наиболее объективно отражает сущность предлагаемого технического решения. В случае же интенсивного многоциклового нагружения, в т.ч. длительного знакопеременного и ударного, требуется, наоборот, максимально высокий уровень механических свойств при удовлетворительной демпфирующей способности. А иногда желательно, чтобы металл готового изделия имел повышенные значения всех рассматриваемых характеристик.
Предлагаемое техническое решение позволяет реализовать любой из перечисленных вариантов регламентации свойств как на технологической стадии производства, так и на эксплуатационной стадии при хранении и работе изделия.
Задачей заявляемого изобретения является создание технологии изготовления деталей из демпфирующего сплава ферритного класса, обеспечивающей расширение диапазона использования таких изделий за счет варьирования комплексом свойств в зависимости от заданных условий эксплуатации, снижение трудозатрат и энергоемкости в процессе изготовления и разброса величин свойств материала в конечном изделии.
Технический результат достигается за счет того, что в способе изготовления изделия из демпфирующего сплава ферритного класса, содержащего легирующие элементы Cr, Mo, W, Al, Ni, V, Nb, Ti, Mn, Si, Се, Y, Mg, включающем горячую пластическую деформацию для формирования заготовки, последующую механическую и термическую обработку с получением конечного изделия, в процессе изготовления изделия целенаправленно изменяют внутреннее трение демпфирующего сплава, об уровне внутреннего трения судят по демпфирующей способности, которую оценивают по величине коэффициента затухания, при этом горячую пластическую обработку осуществляют в условиях, обеспечивающих пиковое значение коэффициента затухания сплава в заготовке не более 7, а термическую обработку осуществляют в условиях, обеспечивающих пиковое значение коэффициента затухания сплава в конечном изделии более 3.
Конечное изделие характеризуется составом демпфирующего сплава и следующими свойствами:
Демпфирующая способность Qр -1•103 - ≥10
Относительное удлинение δ, % - ≥15
Временное сопротивление разрыву σв, МПа - ≥250
При использовании, в частности, сплава ферритного класса на основе железа состава, мас.%:
Хром - 13-25
Алюминий - 0,5-4,0
Молибден - Не более 5,0
Никель - Не более 2,5
Ванадий - Не более 2,0
Ниобий - Не более 1,0
Церий - Не более 0,1
Иттрий - Не более 0,05
Углерод - Не более 0,025
Азот - Не более 0,010
Кислород - Не более 0,010
Железо - Остальное
и суммарном количестве C+N+O≤0,03 мас.% горячую пластическую обработку осуществляют со степенью обжатия не менее 20% с нагревом до температуры, превышающей температуру Кюри Тc не менее чем на 100oС, и окончанием деформации при температуре, не более чем на 100oС превышающей температуру Кюри, а термическую обработку проводят с нагревом до температуры, превышающей температуру Кюри не более чем на 550oС, и последующим охлаждением сначала со скоростью не более 150oС/ч до температуры, превышающей температуру Кюри не более чем на 50oС, затем со скоростью, превышающей 150oС/ч, в течение не более 2 часов, после чего скорость не контролируют. Сплав горячедеформированной заготовки перед механической обработкой должен иметь Qр -1•103≤7.
Конечное изделие в этом случае характеризуется следующими признаками:
1) изготовлением из сплава состава, мас.%:
Хром - 13-25
Алюминий - 0,5-4,0
Молибден - Не более 5,0
Никель - Не более 2,5
Ванадий - Не более 2,0
Ниобий - Не более 1,0
Церий - Не более 0,1
Иттрий - Не более 0,05
Углерод - Не более 0,025
Азот - Не более 0,010
Кислород - Не более 0,010
Железо - Остальное
при содержании C+O+N не более 0,03 мас.%,
2) следующими свойствами:
Демпфирующая способность Qр -1•103 - ≥25
Относительное удлинение δ, % - ≥20
Временное сопротивление разрыву σв, МПа - ≥300
при использовании, в частности, сплава на железной основе состава, мас. %:
Хром - 13-20
Алюминий - 0,5-3,0
Молибден - Не более 5,0
Никель - Не более 2,5
Марганец - Не более 1,0
Ванадий - Не более 2,0
Ниобий - Не более 1,0
Кремний - Не более 1,0
Церий - Не более 0,1
Иттрий - Не более 0,05
Углерод - Не более 0,025
Азот - Не более 0,010
Кислород - Не более 0,010
Железо - Остальное
и суммарном количестве C+N+O не более 0,04,
горячую пластическую деформацию осуществляют со степенью обжатия не менее 30% с нагревом до температуры, превышающей температуру Кюри не более чем на 300oС, и окончанием деформации при температуре, не более чем на 50oС превышающей температуру Кюри, а термическую обработку проводят с температурой нагрева, превышающей температуру Кюри не более чем на 200oС, и последующим охлаждением сначала со скоростью не более 100oС/ч до температуры Кюри, затем со скоростью, превышающей 100oС/ч, в течение не более 3 часов, после чего скорость не контролируют.
Конечное изделие в этом случае характеризуется:
1) изготовлением из сплава состава, мас.%:
Хром - 13-20
Алюминий - 0,5-3,0
Молибден - Не более 3,0
Никель - Не более 1,5
Марганец - Не более 1,0
Ванадий - Не более 1,0
Ниобий - Не более 1,0
Кремний - Не более 1,0
Церий - Не более 0,1
Иттрий - Не более 0,1
Углерод - Не более 0,025
Азот - Не более 0,010
Кислород - Не более 0,010
Железо - Остальное
и суммарном содержании C+N+O не более 0,04,
2) следующими свойствами:
Демпфирующая способность Qр -1•103 - ≥15
Относительное удлинение δ, % - ≥20
Временное сопротивление разрыву σв, МПа - ≥350
Ударная вязкость КСU•102, кДж/м2 - ≥5,0
Для получения прецизионного изделия конечное изделие, полученное из демпфирующего сплава ферритного класса, содержащего легирующие элементы Cr, Мо, W, Al, Ni, V, Nb, Ti, Mn, Si, Се, Y, Mg, путем горячей пластической обработки для формирования заготовки и термической обработки с целенаправленным изменением внутреннего трения демпфирующего сплава, при котором горячую пластическую обработку осуществляют в условиях, обеспечивающих пиковое значение коэффициента затухания сплава в заготовке не более 7, а термическую обработку осуществляют в условиях, обеспечивающих пиковое значение коэффициента затухания сплава в изделии более 3, конечное изделие дополнительно подвергают чистовой механической обработке с последующей термической обработкой при температуре, превышающей не более чем на 100oС температуру Кюри, после чего изделие охлаждают.
Чистовую обработку осуществляют, например, шлифованием, полированием с предварительным шлифованием или другими подходящими способами. В результате такой обработки обеспечивается шероховатость Ra не более 2,5 мкм.
Предлагаемый способ изготовления изделия предусматривает такую последовательность операций и их режимы, при которых как на технологической, так и эксплуатационной стадиях достигается оптимальный результат с учетом использования сплава высокого демпфирования.
Выбор состава сплава, получение заготовки и изготовление изделия осуществляют исходя из необходимости обеспечения технических требований, предъявляемых к конкретному изделию по геометрическим параметрам, технологическим и рабочим характеристикам. Это достигается за счет рационального изменения структуры и свойств, в первую очередь демпфирующей способности, по мере прохождения сплавом технологического цикла.
Авторами настоящего изобретения установлено, что существенное значение для обеспечения получения изделия из демпфирующего сплава с заданным комплексом свойств имеет величина внутреннего трения демпфирующего сплава, которая должна быть различной и целенаправленно противоположным образом изменяемой на разных стадиях процесса. Иначе говоря, если на технологической стадии обеспечивают минимальный коэффициент затухания Q-1 (обратная добротность), являющийся мерой демпфирующей способности и характеризующей уровень внутреннего трения, то в готовом изделии стремятся получить максимально возможную величину демпфирующей способности при заданных значениях механических свойств.
По мнению авторов наиболее целесообразно оценить величину демпфирующей способности по пиковому значению коэффициента затухания Qp -1•103.
Необходимо заметить, что в известных из уровня техники способах величину демпфирующей способности металла и соответственно пиковое значение коэффициента затухания Qp -1•103 на технологической стадии не учитывают и целенаправленно не изменяют.
Заготовка из сплава, имеющего пиковый коэффициент затухания Qp -1•103≥7, с трудом поддается механической обработке. При этом требуются повышенные усилия резания и энергозатраты, поверхность же деталей получается более шероховатой, а износостойкость инструмента оказывается пониженной по сравнению с аналогичными показателями обычных материалов одного уровня прочности. Указанные осложнения особенно трудно преодолимы в случае изготовления высокоточных и тонкостенных прецизионных изделий. Существенное значение такого условия для практики подтверждается иллюстрацией (см. чертеж), на которой представлены 2 образца, изготовленные из прутка ⊘16 мм демпфирующего сплава на основе железа. Один из образцов, имевший Qp -1•103=20 на технологической стадии, при механической обработке изогнулся и был забракован по геометрии. Другой с Qp -1•103≈1 на технологической стадии отвечает заданным требованиям.
Помехозащищенность изделия, работающего в ударно- и циклически нагружаемых условиях, будет недостаточной при значении Qp -1•103≤3 материала. Как правило, уровни вибрации и шума здесь оказываются выше допустимых.
Обеспечение заданного значения уровня демпфирующей способности сплава в заготовке достигается горячей пластической деформацией, а в конечном изделии термической обработкой по заявленным режимам.
Легирование используемого сплава большинством из рассматриваемых легирующих элементов необходимо с целью получения разнообразия свойств, требуемых для различных виброактивных изделий с разными условиями эксплуатации. При этом металлические добавки (Cr, Mo, W, Al, Ni, V, Nb, Mn, Ti и Si) обеспечивают в основном прочностные характеристики, значения которых тем выше, чем больше содержание каждого элемента в отдельности или суммарное их содержание. Нижний предел величин добавок ограничивается из-за необходимости достижения требуемого уровня прочности, а верхний - недопущения хрупкости.
Такой результат может быть достигнут различными сочетаниями добавок в зависимости от конкретных технологической целесообразности и организационно-экономических соображений.
Большинство легирующих элементов (Cr, Mo, W, A1, V, Nb, Ti, Si) выполняют роль стабилизатора α-фазы (феррита), т.е. способствуют получению сплава ферритного класса, а их содержание определяется необходимостью обеспечения заданного комплекса свойств применительно к конкретной задаче (изделию).
При необходимости иметь повышенное сопротивление ударному разрушению дополнительно вводят Ni и Мn. Они могут привести к созданию аустенитной фазы, которая допускается до 10 об.%. Никель позволяет также снизить порог хладноломкости. Ограничение верхнего уровня легирования γ-стабилизаторами (Мn, Ni) обусловлено тем, чтобы в готовом изделии сплав имел преимущественно структуру α-фазы с незначительным количеством других фаз в виде включений (интерметаллиды, карбиды, оксиды и т.п.), т.е. соответствовал по классификации ферромагнетикам, в которых сильно проявляется магнитомеханический механизм демпфирования.
Способ применим для изготовления изделий из ферромагнетиков не только на основе железа, но и на основе кобальта, никеля и др. элементов.
Карбидообразующие и нитридообразующие (Mo, W, V, Nb), наряду с оксидообразующими (Al, Ti, Се, Y, Mg) введены для связывания элементов внедрения (С, N, О), т.е. выполняют рафинирующую роль. В очищенном от них феррите улучшается подвижность границ доменов, дислокаций и других структурно нестабильных образований, что облегчает условия проявления различных механизмов демпфирования. Кроме того, при этом достигается повышение пластичности, ударной вязкости, усталости сплава.
Изделия, изготовленные по предложенному способу, отвечают заданным требованиям по геометрии и свойствам.
Пример 1. Сплав, содержащий 18,0% хрома, 1,1% алюминия, 0,2% ниобия, 0,08% церия, 0,01% иттрия, 0,010% углерода, 0,005% азота, 0,006% кислорода, остальное железо и примеси, выплавлен в вакуумной индукционной печи. Слиток массой 25 кг подвергли сначала предварительному горячему деформированию при 1200oС для получения сутунки, а затем - при 1000oС (превышение температуры Кюри Тс на ~ 300oС) со степенью обжатия 25-30% и окончанием пластической обработки при температуре ~ 750oС (превышение температуры Кюри на ~50oС). Сплав в таком состоянии имел Qp -1•103=2-3. После механической обработки образцы изделий термически обработали в вакууме с нагревом до 1200oС (превышение температуры Кюри на ~500oС) и последующим охлаждением со скоростью 100oС/ч до температуры 725oС (Тс+25oС), затем со скоростью 200oС/ч в течение 3 часов, далее с неконтролируемой скоростью.
Механические свойства определяли по стандартной методике на образцах Гагарина (ГОСТ 1497-84) и Менаже (ГОСТ 9454-78), а коэффициент затухания Q-1 - методом свободно затухающих крутильных колебаний на установке СПб Государственного университета. При этом возбуждение резонансных колебаний цилиндрического образца осуществляли электромагнитным способом. Затухающие механические колебания регистрировали механотронным датчиком. Двумя частотомерами и специальным делительным мостом фиксировали число колебаний N при уменьшении амплитуды в пределах от A1 до А2 и вычисляли коэффициент затухания, в том числе пиковый коэффициент затухания, по формуле 
После вышеприведенной обработки предлагаемый сплав и изделия, выполненные из него, обладали следующим уровнем свойств:
Пиковый коэффициент затухания Qp -1•103 - 35-40
Относительное удлинение δ, % - 18-23
Временное сопротивление разрыву σв, МПа - 270-310
Пример 2. Сплав по составу и получению сутунки, как в примере 1, далее подвергли горячему деформированию при 850oС (превышение Тс на ~ 150oС), обеспечив при этом у сплава Qp -1•103=0,5-0,8. После механической обработки образцы и модели термически обработали в вакууме с нагревом до 720-750oС, выдержкой при этой температуре 1 ч и последующим охлаждением с выключенной вакуумной печью. Далее изделия были дополнительно механически обработаны (шлифованием) и повторно подвергнуты термообработке по режиму, указанному выше, а затем прошли испытания.
Сплав и изделия, выполненные из него по описанному выше способу, имели следующие свойства:
Коэффициент затухания Qp -1•103 - 15-20
Относительное удлинение δ, % - 35-40
Временное сопротивление разрыву σв, МПа - 400-450
Ударная вязкость KCU•102, кДж/м2 - >30,0
Шероховатость Rа, мкм - 0,049-0,081
Для ферромагнетиков на нежелезной основе заявленные параметры способа (Qp -1•103≤7 на технологической стадии и Qp -1•103≥3 в конечном изделии) также существенны, в частности для сплавов на основах Co-Ni (22,5 Ni; 1,8 Ti; 1,1 Zr; 0,4 Mn; 0,3 Fe; 0,2 Al; 0,2 Si; 0,02 C; Co - остальное или 35,0 Ni; 3,5 Ti; 1,5 Al; Co - остальное), Co-Fe (48,0 Fe; 1,5 V; Co - остальное) и Ni (2,0 Ti; Ni - остальное). Содержание легирующих элементов в мас.%.
Применение изделий или отдельных исполнительных элементов, изготовленных по предложенному способу, по сравнению с изготовленными по известным техническим решениям, позволяет:
- снизить уровни вибронапряженности, перегрузки и виброускорения, а также звукового давления;
- повысить виброустойчивость, ресурс, вибрационную надежность, акустическое совершенство системы при воздействии циклических и ударных нагрузок;
- изменить частоту собственных и резонансных колебаний;
- повысить производительность и экологию труда за счет снижения уровня шумовой загрязненности, улучшения обрабатываемости и технологичности производственного цикла;
- реализовать оригинальные и упрощенные варианты конструкторско-технологических решений в самых разнообразных объектах современной, особенно прецизионной, техники, в том числе двигателях, приборах, устройствах различного назначения, силовых и командных системах, транспорте и т.п.;
- снизить разброс свойств в сплаве конечного изделия;
- обеспечить стабильность структуры и комплекса свойств при длительной эксплуатации изделия.
Изобретение относится к металлургии, в частности к получению изделий из демпфирующего сплава для виброактивных деталей, например для автомобильного транспорта. Предложен способ изготовления изделия из демпфирующего сплава ферритного класса, включающий пластическую деформацию с нагревом для формирования заготовки, механическую и термическую обработку. При этом используют сплав, включающий не более 25 мас.% по меньшей мере одного элемента, входящего в группу, содержащую Cr, Mo, W; не более 10 мас.% по меньшей мере одного элемента, входящего в группу, содержащую Al, V, Nb, Ti, Si; не более 5,0 мас. % по меньшей мере одного элемента, входящего в группу, содержащую Ni, Mn; не более 0,20 мас.% по меньшей мере одного элемента, входящего в группу, содержащую Се, Y, Mg; элементы внедрения - С, N, О суммарно не более 0,05 мас.%, при этом суммарное содержание легирующих элементов не менее 10 мас.%, остальное - железо. В процессе изготовления изделия целенаправленно изменяют внутреннее трение демпфирующего сплава. Пластическую деформацию с нагревом проводят, обеспечивая коэффициент затухания не более 7, а термическую обработку осуществляют, обеспечивая пиковое значение коэффициента затухания сплава более 3. Техническим результатом изобретения является обеспечение демпфирующей способности изделий из заявленного сплава Q-1•103 ≥10-25, относительного удлинения δ, % ≥15-20 и временного сопротивления разрыву σв, МПа ≥250-350. 2 с. и 8 з.п.ф-лы, 1 ил.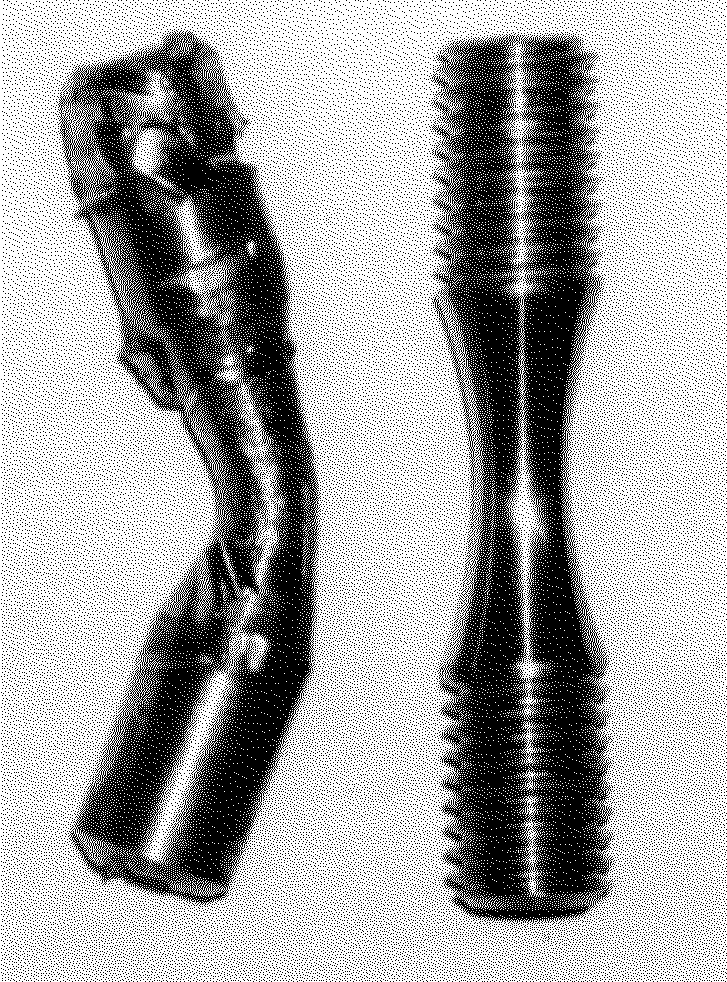
Хром 13-25
Алюминий 0,5-4,0
Молибден Не более 5,0
Никель Не более 2,5
Ванадий Не более 2,0
Ниобий Не более 1,0
Церий Не более 0,1
Иттрий Не более 0,05
Углерод Не более 0,025
Азот Не более 0,010
Кислород Не более 0,010
Железо Остальное
и суммарном количестве С+N+O не более 0,03 мас.%, а пластическую деформацию с нагревом осуществляют со степенью обжатия не менее 20% с нагревом до температуры, превышающей температуру Кюри не менее чем на 100°С и окончанием деформации при температуре не более чем на 100°С превышающей температуру Кюри, а термическую обработку на стадии изготовления конечного изделия проводят с нагревом до температуры, превышающей температуру Кюри не менее чем на 550°С, и последующим охлаждением со скоростью не более 150°С/ч до температуры, превышающей температуру Кюри не более чем на 50°С, затем со скоростью, превышающей 150°С/ч, в течение не более 2 ч, после чего охлаждают с неконтролируемой скоростью.
Хром 13-20
Алюминий 0,5-3,0
Молибден Не более 3,0
Никель Не более 1,5
Марганец Не более 1,0
Ванадий Не более 1,0
Ниобий Не более 1,0
Кремний Не более 1,0
Церий Не более 0,10
Иттрий Не более 0,10
Углерод Не более 0,025
Азот Не более 0,010
Кислород Не более 0,010
Железо Остальное
и суммарном количестве С+N+O не более 0,4 мас.%, пластическую деформацию с нагревом осуществляют со степенью обжатия не менее 30%, нагревом до температуры, превышающей температуру Кюри не более чем на 300°С, и окончанием деформации при температуре не более чем на 50°С превышающей температуру Кюри, а термическую обработку на стадии изготовления конечного изделия проводят с нагревом до температуры, превышающей температуру Кюре не более чем на 200°С, и последующим охлаждением сначала со скоростью не более 100°С/ч до температуры Кюри, затем со скоростью, превышающей 100°С/ч в течение не более 3 ч, после чего охлаждают с неконтролируемой скоростью.
| Способ обработки изделий из сплавов высокого демпфирования ферритного класса | 1988 |
|
SU1646297A1 |
| SU 1513939 А1, 27.02.1996 | |||
| US 4244754, 13.01.1981 | |||
| Устройство для тарнспортирования изделий по взаимнопересекающимся рельсовым путям | 1972 |
|
SU540792A1 |
| Листоправильная машина | 1972 |
|
SU495123A1 |

