Правительство США имеет определенные права на это изобретение в соответствии с соглашением №ERD-05-2516 между UT-Battelle LLC, работающей по генеральному контракту №DE-ACО5-00OR22725 для Министерства энергетики и Shell Exploration and Production Company.
Область техники, к которой относится изобретение
Настоящее изобретение относится в основном к композициям металлов. В частности, изобретение относится к сплавам металлов, обладающих высокой прочностью при высоких и/или низких температурах.
Уровень техники
Углеводороды, получаемые из подземных пластов, часто используются в качестве энергетических ресурсов, в качестве исходного сырья и в качестве потребительских продуктов. Беспокойство по поводу истощения имеющихся углеводородных ресурсов и беспокойство по поводу снижения качества добываемых углеводородов в целом привело к разработке процессов более эффективного извлечения, обработки и/или использования имеющихся углеводородных ресурсов. Для удаления углеводородных материалов из подземных пластов можно использовать процессы, проводимые in situ. Для обеспечения облегченного удаления углеводородного материала из подземного пласта может потребоваться изменение химических и/или физических свойств углеводородного материала в подземном пласте. Химические и физические свойства могут включать в себя реакции in situ, которые дают удаляемые флюиды, изменения композиций, изменения растворимости, изменения плотности, фазовые изменения и/или изменения скорости углеводородного материала в пласте. Флюид может быть, но не в ограничительном смысле, газом, жидкостью, эмульсией, суспензией и/или потоком твердых частиц, которые имеют характеристики течения, аналогичные течению жидкости.
В пласте может быть сформирован ствол скважины. В некоторых вариантах осуществления, в стволе скважины может быть размещена или сформирована обсадная труба или другая система трубопроводов. В некоторых вариантах осуществления, в стволе скважины можно использовать трубу, сворачиваемую в бухту и расправляемую. Нагреватели могут быть установлены в стволах скважин для нагрева пласта во время проведения процесса in situ.
Приложение нагрева к пластам горючих сланцев описано в патентах США №2923535 (Ljungstrom) и 4886118 (Van Mews и др.). К пласту горючих сланцев можно прикладывать нагрев, чтобы провести пиролиз керогена в пласте. Нагрев может также приводить к разрыву пласта, увеличивая проницаемость пласта. Повышенная проницаемость может обеспечить движение пластового флюида в эксплуатационную скважину, по которой флюид удаляется из пласта горючих сланцев. Например, в некоторых процессах, которые описал Ljungstrom, кислородсодержащую газовую среду вводят в проницаемый слой, предпочтительно еще горячий после этапа предварительного нагрева, чтобы инициировать сгорание.
Для нагрева подземного пласта можно использовать источник тепла. Для нагрева подземного пласта посредством излучения и/или проводимости, можно использовать электрические нагреватели. Электрический нагреватель может осуществлять резистивный нагрев элемента. В патентах США №2548360 (Germain), 4716960 (Eastlund и др.) и 5065818 (Van Egmond) описан электрический нагревательный элемент, находящийся в стволе скважины. В патенте США №6023554 (Vinegar и др.) описан электрический нагревательный элемент, который расположен в обсадной трубе. Этот нагревательный элемент генерирует излучаемую энергию, которая нагревает обсадную трубу.
В патент США №4570715 (Van Meurs и др.) описан электрический нагревательный элемент. Этот нагревательный элемент имеет электропроводную жилу, окружающий слой изолирующего материала и окружающую металлическую оболочку. Электропроводная жила может иметь относительно низкое сопротивление при высоких температурах. Изолирующий материал может иметь электрическое сопротивление, предел прочности при сжатии и свойства теплопроводности, которые относительно высоки при высоких температурах. Изолирующий слой может препятствовать дугообразованию от жилы к металлической оболочке. Металлическая оболочка может иметь предел прочности при растяжении и свойства сопротивления ползучести, которые относительно высоки при высоких температурах. В патенте США №5060287 (Van Egmond) описан электрический нагревательный элемент, имеющий жилу из медно-никелевого сплава.
Нагреватели можно изготавливать из ковких нержавеющих сталей. В патенте США №7153373 (Maziasz и др.) и публикации заявки США №2004/0191109 США (Maziasz и др.) в качестве материала микроструктур либо листов и фольги мелкозернистой структуры, получаемых в результате литья, описана модифицированная нержавеющая сталь марки 237.
Как подчеркивалось выше, предприняты значительные усилия с целью разработки нагревателей, способов и систем для экономичной добычи углеводородов, водорода и/или других продуктов из углеводородсодержащих пластов. Однако в настоящее время по-прежнему существует много углеводородсодержащих пластов, экономичная добыча углеводородов, водорода и/или других продуктов из которых невозможна. Таким образом, существует потребность в улучшенных металлах для нагревателей, подлежащих использованию в способах и системах для добычи углеводородов, водорода и/или других продуктов из различных углеводородсодержащих пластов.
Сущность изобретения
Варианты осуществления, описываемые здесь, относятся в основном к одной или более композициям металлов. В некоторых вариантах осуществления, описаны системы и способы, предусматривающие использование материалов, содержащих эти композиции металлов.
В некоторых вариантах осуществления, состав сплава металлов может включать в себя от 18 мас.% до 22 мас.% хрома, от 5 мас.% до 13 мас.% никеля, между 3 мас.% и 10 мас.% меди, от 1 мас.% до 10 мас.% марганца, от 0,3 мас.% до 1 мас.% кремния, от 0,5 мас.% до 1,5 мас.% ниобия, от 0,5 мас.% до 2 мас.% вольфрама и от 38 мас.% до 63 мас.% железа.
В некоторых вариантах осуществления, состав сплава металлов может включать в себя от 18 мас.% до 22 мас.% хрома, от 5 мас.% до 9 мас.% никеля, от 1 мас.% до 6 мас.% меди, от 0,5 мас.% до 1,5 мас.% ниобия, от 1 мас.% до 10 мас.% марганца, от 0,5 мас.% до 1,5 мас.% вольфрама, от 36 мас.% до 74 мас.% железа и нанонитридные выделения, при этом соотношение вольфрама и меди находится между примерно 1/10 и 10/1.
В некоторых вариантах осуществления, в изобретении описана система нагревателя, которая может включать в себя теплогенерирующий элемент и корпус, окружающий теплогенерирующий элемент, по меньшей мере, частично выполненный из материала, содержащего от 18 мас.% до 22 мас.% хрома, от 5 мас.% до 14 мас.% никеля, от 1 мас.% до 10 мас.% меди, от 0,5 мас.% до 1,5 мас.% ниобия, от 36 мас.% до 70,5 мас.% железа и выделения нанонитридов.
В некоторых вариантах осуществления, в изобретении описана система для нагрева подземного пласта, содержащая трубу, а эта труба, по меньшей мере, частично выполнена из материала, содержащего от 18 мас.% до 22 мас.% хрома, от 10 мас.% до 14 мас.% никеля, от 1 мас.% до 10 мас.% меди, от 0,5 мас.% до 1,5 мас.% ниобия, от 36 мас.% до 70,5 мас.% железа и выделения нанонитридов.
В дополнительных вариантах осуществления, признаки из конкретных вариантов осуществления могут быть объединены с признаками из других вариантов осуществления. Например, признаки из одного варианта осуществления могут быть объединены с признаками любого из других вариантов осуществления.
В дополнительных вариантах осуществления, обработка подземного пласта осуществляется с использованием любого (любой) из способов, систем или нагревателей, описываемых здесь.
В дополнительных вариантах осуществления возможно внесение дополнительных признаков в описываемые здесь конкретные варианты осуществления.
Краткое описание чертежей
Преимущества настоящего изобретения могут стать очевидными для специалистов в данной области техники, ознакомившихся с нижеследующим подробным описанием, приводимым со ссылками на прилагаемые чертежи, при этом:
на фиг.1 показано схематическое изображение варианта участка системы термической обработки в условиях пласта, предназначенной для обработки углеводородсодержащего пласта;
на фиг.2 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли хрома в сплаве;
на фиг.3 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли кремния в сплаве;
на фиг.4 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли вольфрама в сплаве;
на фиг.5 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли ниобия в сплаве;
на фиг.6 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли углерода в сплаве;
на фиг.7 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли азота в сплаве;
на фиг.8 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли титана в сплаве;
на фиг.9 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли меди в сплаве;
на фиг.10 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли марганца в сплаве;
на фиг.11 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли никеля в сплаве;
на фиг.12 изображены экспериментальные расчеты выражаемых в массовых процентах долей фаз в зависимости от выражаемой в массовых процентах доли молибдена в сплаве;
на фиг.13 изображены пределы текучести и пределы прочности при растяжении для разных металлов;
на фиг.14 изображены пределы текучести для разных металлов;
на фиг.15 изображены пределы прочности при растяжении для разных металлов;
на фиг.16 изображены пределы текучести для разных металлов;
на фиг.17 изображены пределы прочности при растяжении для разных металлов.
Хотя в изобретение можно внести модификации и воплотить его в альтернативных формах, конкретные варианты его осуществления показаны в качестве примера на чертежах и подробно описаны ниже. Чертежи могут быть выполнены не в масштабе. Вместе с тем, следует понять, что чертежи и их подробное описание не предназначено для ограничения изобретения описываемой конкретной формой осуществления, а наоборот, нужно считать изобретение охватывающим все модификации, эквиваленты и альтернативы, находящиеся в рамках существа и объема притязаний настоящего изобретения, ограничиваемых прилагаемой формулой изобретения.
Осуществление изобретения
Нижеследующее описание относится в основном к системам и способам обработки углеводородов в пластах. Такие пласты можно обрабатывать для получения углеводородных продуктов, водорода и других продуктов.
Термин «переменный ток (ПТ)» относится к изменяющемуся во времени току, который меняет направление, по существу, синусоидально. ПТ обеспечивает поток электрических зарядов при наличии скин-эффекта в ферромагнитном проводнике.
Термин «выражаемая в градусах API плотность» относится к плотности, выражаемой в градусах Американского нефтяного института при 15°С (60°F). Выражаемая в градусах API плотность определяется методом D6822 Американского общества по испытанию материалов (ASTM).
Термины «неизолированный металл» и «оголенный металл» относятся к металлам удлиненных элементов, которые не включают в себя слой электрической изоляции, такой как минеральная изоляция, который предназначен для обеспечения электрической изоляции металла по всему диапазону рабочей температуры удлиненного элемента. Неизолированный металл и оголенный металл могут содержать металл, включающий ингибитор коррозии, такой как природный залегающий окислительный слой, созданный окислительный слой и/или пленку. Неизолированный металл и оголенный металл включают в себя металлы с полимерной электрической изоляцией или электрической изоляцией других типов, которая не может сохранить электроизолирующие свойства при типичной рабочей температуре удлиненного элемента. Такой материал может находиться на металле и может подвергаться обуславливаемому температурой ухудшению качества во время использования нагревателя.
Термин «углеродное число» относится к количеству атомов углерода в молекуле. Углеводородный флюид может включать в себя различные углеводороды с разными углеродными числами. Углеводородный флюид можно описать распределением углеродных чисел. Углеродные числа и/или распределения углеродных чисел можно определить по распределению истинных точек кипения и/или с помощью газожидкостной хроматографии.
Термины «элемент столбца X» или «элементы столбца X» относятся к одному или более элементам столбца Х периодической системы элементов и/или к одному или более соединениям одного или более элементов столбца Х периодической системы элементов, где Х соответствует номеру столбца (например, 13-18) периодической системы элементов. Например, термин «элементы столбца 15» относится к элементам из столбца 15 периодической системы элементов и/или соединениям одного или более элементов из столбца 15 периодической системы элементов.
«Температура Кюри» - это температура, выше которой ферромагнитный материал теряет все свои ферромагнитные свойства. Помимо потери всех своих ферромагнитных свойств при температуре выше температуры Кюри, ферромагнитный материал начинает утрачивать свои ферромагнитные свойства, когда через этот ферромагнитный материал пропускается возрастающий электрический ток.
«Давление флюида» - это давление, создаваемое флюидом в пласте. «Литостатическое давление» (иногда называемое «литостатическим механическим напряжением») это давление в пласте, равное весу вышележащей массы горной породы, приходящемуся на единицу площади. «Гидростатическое давление» - это в пласте, подвергающемся воздействию столба воды.
Термин «пласт» включает в себя один или более углеводородных слоев, один или более неуглеводородных слоев, покрывающую породу и/или нижележащую породу. «Углеводородные слои» относятся к слоям в пласте, которые содержат углеводороды. Углеводородные слои могут содержать неуглеводородный материал и углеводородный материал. Термины «покрывающая порода и/или нижележащая порода» включают в себя один или более разных типов непроницаемых материалов. Например, покрывающая порода и/или нижележащая порода, могут включать в себя скальную породу, сланец, аргиллит или влажный/плотный карбонат. В некоторых вариантах осуществления процессов термической обработки in situ покрывающая порода и/или нижележащая порода могут включать в себя углеводородсодержащие слои (слой), которые относительно непроницаемы и не подвержены воздействию температур во время процессов термической обработки in situ, что приводит к изменениям важных характеристик углеводородсодержащих слоев материала, покрывающей породы и/или нижележащей породы. Например, материал нижележащей породы может содержать сланец или аргиллит, но этот материал нижележащей породы не может обеспечивать нагрев до температур пиролиза во время процесса термообработки in situ. В некоторых случаях материал покрывающей породы и/или материал нижележащей породы могут быть в некоторой степени проницаемыми.
Термин «пластовые флюиды» относится к флюидам, присутствующим в пласте, и может включать в себя флюиды пиролизации, синтез-газ, мобилизованный углеводород и воду (водяной пар). Пластовые флюиды могут включать в себя углеводородные флюиды, а также неуглеводородные флюиды. Термин «мобилизованный флюид» относится к флюидам в углеводородсодержащем пласте, которые оказываются способными течь в результате термической обработки пласта. Термин «добываемые флюиды» относится к флюидам, добываемым из пласта.
«Источник тепла» - это любая система для обеспечения нагрева, по меньшей мере, участка пласта посредством теплопередачи за счет теплопроводности и/или излучения тепла. Например, источник тепла может включать в себя электрические нагреватели, такие как изолированный проводник, удлиненный элемент и/или проводник, расположенный в трубе. Источник тепла может также включать в себя системы, которые генерируют тепло за счет сгорания топлива снаружи или внутри пласта. Эти системы могут быть поверхностными нагревателями, скважинными газовыми горелками, камерами беспламенного сгорания с распределенными параметрами и камерами естественного сгорания с распределенными параметрами. В некоторых вариантах осуществления, тепло, создаваемое в одном или более источников тепла или генерируемое в нем или в них, можно подводить посредством других источников энергии. Другие источники энергии могут обеспечивать прямой нагрев пласта, или энергия может подаваться в передающую среду, которая обеспечивает прямой или косвенный нагрев пласта. Понятно, что один или более источников тепла, которые подают тепло в пласт, могут использовать разные источники энергии. Так, например, для заданного пласта некоторые источники тепла могут подавать тепло из электрических резистивных нагревателей, некоторые источники тепла могут подводить тепло сгорания, а некоторые источники тепла могут подводить тепло еще одного или нескольких других источников энергии (например, химических реакций, солнечной энергии, энергии ветра, биомассы или других источников возобновляемой энергии). Химическая реакция может включать в себя экзотермическую реакцию (например, реакцию окисления). Источник тепла может также включать в себя нагреватель, который подводит тепло в зону, расположенную вблизи или вокруг места нагрева, такую как скважина, в которой находится нагреватель.
«Нагреватель» - это любая система или любой источник тепла в скважине или области около ствола скважины. Нагреватели могут быть, но не в ограничительном смысле, электрическими нагревателями, горелками, камерами сгорания, которые реагируют с материалом, находящимся в пласте или добываемым из него, и/или их комбинациями.
«Тяжелые углеводороды» - это вязкие углеводородные флюиды. Тяжелые углеводороды могут включать в себя очень вязкие углеводородные флюиды, такие как тяжелая нефть, гудрон и/или асфальт. Тяжелые углеводороды могут включать в себя углерод и водород, а также меньшие концентрации серы, кислорода и азота. В тяжелых водородах также могут присутствовать дополнительные элементы в ничтожных количествах. Тяжелые углеводороды можно классифицировать по выражаемой в градусах API плотности. Тяжелые углеводороды обычно имеют плотность ниже 20° API. Например, тяжелая нефть обычно имеет плотность 10-20° API, тогда как гудрон обычно имеет плотность ниже 10° API. Вязкость тяжелых углеводородов обычно превышает 100 сантипуаз при 15°С. Тяжелые углеводороды могут включать в себя ароматические соединения или другие сложные циклические углеводороды.
Тяжелые углеводороды могут находиться в относительно проницаемом пласте. Относительно проницаемый пласт может включать в себя тяжелые углеводороды, вовлеченные, например, в песок или карбонат.Термин «относительно проницаемый» определяется по отношению к пластам или их участкам как обуславливающий среднюю проницаемость 10 миллидарси или более (например, 10 или 100 миллидарси). «Относительно низкая проницаемость» определяется по отношению к пластам или их участкам как средняя проницаемость менее 10 миллидарси. Один дарси равен 0,99 квадратного микрометра. Непроницаемый слой обычно имеет проницаемость менее 0,1 миллидарси.
Тяжелыми углеводородами, входящими в состав пластов некоторых типов, могут быть, но не в ограничительном смысле, природные минеральные парафины или природные асфальтиты. «Природные минеральные парафины», как правило, присутствуют, по существу, в трубчатых жилах, которые могут иметь ширину несколько метров, длину несколько километров и глубину, составляющую сотни метров. «Природные асфальтиты» включают в себя твердые ароматические углеводороды и, как правило, появляются в больших жилах. Проводимое in situ извлечение углеводородов, например природных минеральных парафинов и природных асфальтитов, из пластов может предусматривать расплавление для образования жидких углеводородов и/или добычу углеводородов из пластов посредством растворения.
«Углеводороды» в общем случае определяются как вещества, молекулы которых образованы в основном атомами углерода и водорода. Углеводороды также могут включать в себя другие элементы, такие как, но не в ограничительном смысле, галогены, металлические элементы, азот, кислород и/или сера. Углеводороды могут быть, но не в ограничительном смысле, керогеном, битумом, пиробитумом, разновидностями нефти, природными минеральными парафинами и асфальтитами. Углеводороды могут находиться в матрицах минералов или рядом с этими матрицами в почве. Матрицы могут включать в себя, но не в ограничительном смысле, осадочную породу, пески, силицилиты, карбонаты, диатомиты и другие пористые среды. «Углеводородные флюиды» - это флюиды, которые включают в себя углеводороды. Углеводородные флюиды могут увлекать с собой неуглеводородные флюиды или их могут увлекать неуглеводородные флюиды, такие как водород, азот, монооксид углерода, диоксид углерода, сульфид водорода, вода и аммиак.
Термин «процесс конверсии in situ» относится к процессу нагрева углеводородсодержащего пласта с помощью источников тепла для подъема температуры, по меньшей мере, участка пласта выше температуры пиролиза, вследствие чего в пласте образуется флюид пиролизации.
Термин «процесс термической обработки in situ» относится к процессу нагрева углеводородсодержащего пласта с помощью источников тепла для подъема температуры, по меньшей мере, участка пласта выше температуры, в результате чего является мобилизованный флюид, легкий крекинг и/или пиролиз углеводородсодержащего материала, и поэтому в пласте происходит образование мобилизованных флюидов, флюидов легкого крекинга и/или флюидов пиролизации.
Термин «изолированный проводник» относится к удлиненному материалу, который способен проводить электричество и который покрыт, полностью или частично, электроизолирующим материалом.
«Кероген» - это твердый, нерастворимый углеводород, который подвергся конверсии за счет естественного разложения и который содержит в основном углерод, водород, азот, кислород и серу. Типичными примерами материалов, которые содержат кероген, являются уголь и горючий сланец. «Битум» - это некристаллический твердый или вязкий углеводородный материал, который является, по существу, нерастворимым в дисульфиде углерода. «Нефть» - это флюид, содержащий смесь конденсируемых углеводородов.
Термин «модулированный постоянный ток (ПоТ)» относится к любому, по существу, несинусоидальному, изменяющемуся во времени току, который обеспечивает поток электрических зарядов при наличии скин-эффекта в ферромагнитном проводнике.
Термин «нитрид» относится к соединению азота и одного или более других элементов периодической системы элементов. Нитриды включают в себя, но не в ограничительном смысле, нитрид кремния, нитрид тора или нитрид алюминия.
Термин «периодическая система элементов» относится к периодической системе элементов, утвержденной Международным союзом теоретической и прикладной химии (IUPAK) в ноябре 2003 г. В рамках этого описания, масса металла из периодической системы элементов, масса соединения металла из периодической системы элементов, масса элемента из периодической системы элементов или масса соединения элемента из периодической системы элементов рассчитывается как масса металла или масса элемента. Например, если используется 0,1 грамма МоО3 на грамм катализатора, то масса металла, молибдена, в катализаторе составляет 0,067 грамма на грамм катализатора.
«Пиролиз» - это разрыв химических связей благодаря приложению нагрева. Например, пиролиз может включать в себя превращение соединения в одно или более других веществ только за счет тепла. Чтобы вызвать пиролиз, можно передавать тепло в секцию пласта.
Термин «флюиды пиролизации» или «продукты пиролиза» относится к флюидам, получающимся, по существу, во время пиролиза углеводородов. Флюид, получаемый посредством реакций пиролиза, может быть смешан с другими флюидами в пласте. Эту смесь и следует рассматривать как флюид пиролизации или продукт пиролиза. В том смысле, в каком он употребляется в данном описании, термин «зона пиролиза» относится к объему пласта (например, относительно проницаемого пласта, такого, как пласт битуминозных песков), который вступает в реакцию или реагирует, образуя флюид пиролизации.
«Оседание» - это движение вниз участка пласта относительно исходного возвышения поверхности.
«Гудрон» - это вязкий углеводород, который в общем случае имеет вязкость более 10000 сантипуаз при 15°С. Удельный весь гудрона в общем случае превышает 1,000. Гудрон может иметь плотность менее 10° API.
«Пласт битуминозных песков» - это пласт, в котором углеводороды присутствуют главным образом в форме тяжелых углеводородов и/или гудрона, вовлеченных в зернистую структуру минералов или другую основную литологию (например, песок или карбонат). Примеры пластов битуминозных песков включают в себя такие пласты, как пласт месторождения Atabasca, пласт месторождения Grosmont и пласт месторождения Peace Rive (все они находятся в провинции Альберта, Канада), а также пласт месторождения Faja в поясе Ориноко в Венесуэле.
Термин «нагреватель с ограничением температуры» в общем случае относится к нагревателю, который регулирует отводимое тепло (например, уменьшает отводимое тепло) при температуре выше заданной температуры без использования внешних средств управления, таких как контроллеры температуры, регуляторы мощности, выпрямители или другие устройства. Нагреватели с ограничением температуры могут быть электрическими резистивными нагревателями, запитываемыми переменным током (ПТ) или модулированным (например, «срезанным») постоянным током (ПоТ).
«Теплопроводность» - это свойство материала, которое описывает скорость, с которой тепло протекает в статическом состоянии между двумя поверхностями материала при заданной разности температур между этими двумя поверхностями.
Термин «термический разрыв» относится к разрывам, создаваемым в пласте и обуславливаемым расширением либо сжатием пласта и/или флюидов в пласте, которое в свою очередь обуславливается увеличением либо уменьшением температуры пласта и/или флюидов в пласте и/или увеличением либо уменьшением давления флюидов в пласте из-за нагрева.
Термин «изменяющийся во времени ток» относится к электрическому току, который обеспечивает поток электрических зарядов при наличии скин-эффекта в ферромагнитном проводнике и имеет амплитуду, которая изменяется со временем. Измеряющийся во времени ток включает в себя переменный ток (ПТ) и модулированный постоянный ток (ПоТ).
«Отношение пределов диапазона изменения параметров» - это отношение наибольшего сопротивления по переменному току или модулированному постоянному току при температуре ниже температуры Кюри и наименьшего сопротивления при температуре выше температуры Кюри для заданного тока.
Термин «ствол скважины» относится к скважине в пласте, созданной посредством бурения или введения трубы в пласт. Ствол скважины может иметь, по существу, круглое поперечное сечение или другую форму поперечного сечения. В том смысле, в каком они употребляются здесь, термины «скважина» и «отверстие», когда они употребляются применительно к отверстию в пласте, можно использовать взаимозаменяемо с термином «ствол скважины».
На фиг.1 схематически показан вариант участка системы термической обработки in situ, предназначенной для обработки углеводородсодержащего пласта. Система обработки in situ может включать в себя барьерные скважины 200. Барьерные скважины используются для образования барьера вокруг зоны обработки. Барьер препятствует протеканию флюида в зону обработки и из нее. Барьерные скважины включают в себя, но не в ограничительном смысле, водопонижающие скважины, вакуумные скважины, улавливающие скважины, нагнетательные скважины, цементировочные скважины, замороженные скважины или их комбинации. В некоторых вариантах осуществления барьерные скважины 200 являются водопонижающими скважинами. Водопонижающие скважины могут удалять воду из участка пласта, подлежащего нагреву, или нагреваемого пласта, и/или препятствовать попаданию воды на такой участок или в такой пласт. В варианте осуществления, изображенном на фиг.1, барьерные скважины 200 показаны проходящими только вдоль одной стороны источников 202 тепла, но в типичном случае барьерные скважины окружают все источники 202 тепла или должны использоваться для нагрева зоны обработки пласта.
Источники 202 тепла находятся, по меньшей мере, на участке пласта. Источники 202 тепла могут включать в себя нагреватели, такие как изолированные проводники, поверхностные горелки, камеры беспламенного сгорания с распределенными параметрами и камеры естественного сгорания с распределенными параметрами. Источники 202 тепла подводят тепло, по меньшей мере, к участку пласта для нагрева углеводородов в пласте. Энергию в источники 202 тепла можно подавать по линиям 204 питания. Линии 204 питания могут быть конструктивно разными в зависимости от типа источника тепла или источников тепла, используемого или используемых для нагрева пласта. Линии 204 питания для источников тепла могут передавать электричество для электрических нагревателей, могут транспортировать топливо для камер сгорания или могут транспортировать теплообменную текучую среду, которая циркулирует в пласте. В некоторых вариантах осуществления, электричество для процесса термической обработки in situ можно обеспечивать посредством атомной электростанции или атомных электростанций. Использование атомной энергии может обеспечить уменьшение или исключение выбросов диоксида углерода, обусловленных процессом термической обработки в условиях пласта.
Когда пласт нагревают, тепло, подводимое в пласт, может вызвать расширение пласта и геомеханическое движение. Источники тепла включают до процесса понижения воды, одновременно с его началом или во время него. Реакцию пласта на нагрев можно моделировать с помощью компьютерных имитационных экспериментов. Компьютерные имитационные эксперименты можно использовать для разработки структуры и временной последовательности активации источников тепла в пласте таким образом, чтобы геомеханическое движение пласта не оказывало негативное влияние на функциональные возможности источников тепла, эксплуатационных скважин и другого оборудования в пласте.
Нагрев пласта может вызывать увеличение проницаемости и/или пористости пласта. Увеличение проницаемости и/или пористости может быть результатом уменьшения массы в пласте из-за испарения и удаления воды, удаления углеводородов и/или создания разрывов. Флюид может беспрепятственно течь на нагретом участке пласта ввиду увеличенной проницаемости и/или пористости пласта. Флюид на нагретом участке пласта может перемещаться на значительное расстояние по пласту ввиду увеличенной проницаемости и/или пористости пласта. Упомянутое значительное расстояние может составлять более 1000 м в зависимости от различных факторов, таких как проницаемость пласта, свойства флюида, температура пласта и градиент давления, обеспечивающий движение флюида. Способность флюида перемещаться на значительное расстояние в пласте обеспечивает возможность располагать эксплуатационные скважины 206 относительно далеко друг от друга в пласте.
Эксплуатационные скважины 206 используются для удаления пластовых флюидов из пласта. В некоторых вариантах осуществления, эксплуатационная скважина 206 включает в себя источник тепла. Источник тепла в эксплуатационной скважине может нагревать один или несколько участков пласта в эксплуатационной скважине или около нее. В некоторых вариантах осуществления процесса термической обработки in situ, количество тепла, подводимого к пласту из эксплуатационной скважины, приходящееся на метр эксплуатационной скважины, меньше, чем количество тепла, подаваемого в пласт из источника тепла, который нагревает пласт, приходящееся на метр источника тепла. Тепло, подаваемое в скважину, может увеличивать проницаемость пласта рядом с эксплуатационной скважиной путем испарения и удаления флюида в жидкой фазе рядом с эксплуатационной скважиной и/или путем увеличения проницаемости пласта рядом с эксплуатационной скважиной за счет формирования макро- и/или микроразрывов.
В эксплуатационной скважине можно располагать более одного источника тепла. Источник тепла на нижнем участке эксплуатационной скважины можно отключать, когда суперпозиция тепла из соседних источников питания достаточно нагревает пласт, чтобы можно было пренебречь воздействием этого отключения на преимущество, обеспечиваемое нагревом пласта с помощью эксплуатационной скважины. В некоторых вариантах осуществления, источник тепла на верхнем участке скважины можно оставлять включенным после деактивации источника тепла на нижнем участке скважины. Источник тепла на верхнем участке скважины может препятствовать конденсации и обратному течению потока флюида.
В некоторых вариантах осуществления, источник тепла в эксплуатационной скважине 206 обеспечивает удаление паровой фазы пластовых флюидов из пласта. Обеспечение нагрева эксплуатационной скважины или в эксплуатационной скважине может: (1) препятствовать конденсации и/или обратному течению добываемого флюида, когда добываемый флюид движется в эксплуатационной скважине вблизи покрывающей породы; (2) увеличивать тепло, вводимое в пласт; (3) увеличивать темп добычи из эксплуатационной скважины по сравнению с эксплуатационной скважиной без источника тепла; (4) препятствовать конденсации соединений с большим углеродным числом (С6 и более) в эксплуатационной скважине; и/или (5) увеличивать проницаемость пласта в эксплуатационной скважине или вблизи нее.
Подземное давление в пласте может соответствовать давлению флюида, создаваемому в пласте. Когда температуры на нагреваемом участке пласта увеличиваются, давление на нагреваемом участке может увеличиваться в результате интенсифицированного образования флюида и испарения воды. Управление скоростью удаления флюида может обеспечить управление давлением в пласте. Давление в пласте можно определять в ряде разных мест, таких как около эксплуатационных скважин или вблизи них, около источников тепла или в них, либо в контрольных скважинах. В некоторых углеводородсодержащих пластах добыча углеводородов из пласта замеряется до тех пор, пока, по меньшей мере, некоторые углеводороды в пласте не окажутся пиролизованными. Пластовые флюиды можно добывать из пласта, когда эти пластовые флюиды обладают выбранным качеством. В некоторых вариантах осуществления, выбранное качество включает в себя плотность, составляющую, по меньшей мере, 20°, 30° или 40° API. Замедление добычи до тех пор, пока, по меньшей мере, некоторые углеводороды в пласте не окажутся пиролизованными, может увеличивать конверсию тяжелых углеводородов в легкие углеводороды. Начальная задержка добычи может минимизировать добычу тяжелых углеводородов из пласта. Добыча существенных количеств тяжелых углеводородов может потребовать наличия дорогостоящего оборудования и/или обусловить снижение строка службы эксплуатационного оборудования.
В некоторых углеводородсодержащих пластах, углеводороды в пласте можно нагревать до температур пиролиза перед тем, как на нагретом участке пласта будет достигнута существенная проницаемость. Начальный недостаток проницаемости может препятствовать транспортировке образующихся флюидов к эксплуатационной скважине 206. Во время начального нагрева давление флюида в пласте может увеличиваться в окрестностях источников 202 тепла. Увеличенное давление флюида можно сбрасывать, оперативно контролировать, изменять и/или регулировать посредством одного или более участков источников 202 тепла. Например, выбранные источники 202 тепла или отдельные скважины сброса давления могут включать в себя клапаны сброса давления, которые обеспечивают удаление некоторого количества флюида из пласта.
В некоторых вариантах осуществления, возможно увеличение давления, создаваемого расширением флюидов пиролиза или других флюидов, образующихся в пласте, хотя открытый канал к эксплуатационным скважинам 206 или другой путь падения давления может еще не существовать в пласте. Можно обеспечить увеличение давления флюида для достижения литостатического давления. Когда текучая среда достигает литостатического давления, в пласте могут образовываться разрывы. Например, на нагретом участке пласта могут образовываться разрывы от источников 202 тепла к эксплуатационным скважинам 206. Образование разрывов на нагретом участке может приводить к сбросу части давления на этом участке. Может возникнуть необходимость поддерживать давление в пласте ниже выбранного давления, чтобы воспрепятствовать нежелательной добыче, образованию разрывов покрывающей породы, нижележащей породы и/или коксования углеводородов в пласте.
После достижения температур пиролиза и обеспечения добычи из пласта, давление в пласте можно изменять для изменения состава добываемого пластового флюида и/или регулирования состава с целью управления процентной долей конденсируемого флюида по сравнению с неконденсируемым флюидом в пластовом флюиде и/или регулирования выражаемой в градусах API плотностью добываемого пластового флюида. Например, уменьшение давления может привести к большей составляющей конденсируемого флюида. Составляющая конденсируемого флюида может содержать повышенную процентную долю олефинов.
В некоторых вариантах осуществления процессов термической обработки in situ, давление в пласте можно поддерживать достаточно высоким, чтобы способствовать добыче пластового флюида с плотностью более 20° API. Поддержание повышенного давления может препятствовать оседанию пласта во время термической обработки in situ. Поддержание повышенного давления может облегчить образование паровой фазы флюидов, добываемых из пласта. Получение паровой фазы может обеспечить снижение габаритов коллекторных трубопроводов, используемых для транспортировки флюидов, добываемых из пласта. Поддержание повышенного давления может уменьшить или исключить необходимость сжатия пластовых флюидов на поверхности для транспортировки этих флюидов в коллекторных трубопроводах к оборудованию для обработки.
Поддержание повышенного давления на нагретом участке пласта может неожиданно обеспечить добычу больших количеств углеводородов повышенного качества и относительно малой молекулярной массы. Давление можно поддерживать таким образом, что добываемый флюид будет иметь минимальное количество соединений, в которых углеродное число превышает выбранное. Выбранное углеродное число может составлять, самое большее 25, самое большее 20, самое большее 12 или самое большее 8. Некоторые соединения с большим углеродным числом могут быть вовлечены в пар в пласте и могут быть извлечены из пласта с этим паром. Поддержание повышенного давления в пласте может препятствовать вовлечению соединений с большим углеродным числом и/или полициклических углеводородных соединений в пар. Соединения с большим углеродным числом и/или полициклические углеводородные соединения могут оставаться в жидкой фазе в пласте в течение значительного периода времени. Значительные периоды времени могут обеспечивать достаточное время для пиролиза соединений с образованием соединений, имеющих меньшее углеродное число.
Считается, что образование относительно низкомолекулярных углеводородов происходит частично благодаря аутогенному образованию и реакции водорода на участке углеводородсодержащего пласта. Например, поддержание повышенного давления может вынудить водород, образовавшийся во время пиролиза, перейти в жидкую фазу внутри пласта. Нагрев участка до температуры в диапазоне температур пиролиза может привести к пиролизу углеводородов в пласте с образованием жидкофазных флюидов пиролизации. Образовавшиеся компоненты жидкофазных флюидов пиролизации могут включать в себя двойные связи и/или радикалы. Водород (Н2) в жидкой фазе может уменьшать двойные связи образующихся флюидов пиролизации, тем самым снижая возможность полимеризации или формирования длинноцепочечных соединений из образовавшихся флюидов пиролизации. Кроме того, H2 может также нейтрализовать радикалы в образовавшихся флюидах пиролизации. Следовательно, H2 в жидкой фазе может препятствовать реакции образовавшихся флюидов пиролизации друг с другом и/или с другими соединениями в пласте.
Пластовый флюид, добываемый из эксплуатационных скважин 206, можно транспортировать по коллекторным трубопроводам 208 к оборудованию 210 для обработки. Пластовые флюиды также можно получать из источников 202 тепла. Например, флюид можно получать из источников 202 тепла для управления давлением в пласте рядом с источниками тепла. Флюид, получаемый из источников 202 тепла, можно транспортировать по трубам или трубопроводам в коллекторный трубопровод 208, либо получаемый флюид можно транспортировать по трубам или трубопроводам непосредственно к оборудованию 210 для обработки. Оборудование 210 для обработки может включать в себя разделительные агрегаты, реакционные агрегаты, агрегаты, повышающие качество, топливные элементы, турбины, резервуары для хранения и/или другие системы и агрегаты для обработки добываемых флюидов. Оборудование для обработки может обеспечивать получение транспортного топлива, по меньшей мере, из части углеводородов, добываемых из пласта.
Нагреватели с ограничением температуры могут быть выполнены в таких конфигурациях и/или могут включать в себя такие материалы, которые обеспечивают свойства автоматического ограничения температуры для нагревателя при определенных температурах. В определенных вариантах осуществления, в нагревателях с ограничением температуры используются ферромагнитные материалы. Ферромагнитный материал может обладать свойством самоограничения температуры на уровне температуры Кюри материала или около этого уровня, обеспечивающий уменьшенное количество тепла, когда к материалу прикладывают изменяющийся во времени ток. В некоторых вариантах осуществления, ферромагнитный материал обладает свойством самоограничения температуры нагревателя с ограничением температуры на уровне выбранной температуры, которая приблизительно соответствует температуре Кюри. В определенных вариантах осуществления, выбранная температура находится в пределах примерно 35°С, в пределах примерно 25°С, в пределах примерно 20°С или в пределах примерно 10°С от температуры Кюри. В определенных вариантах осуществления, ферромагнитные материалы соединены с другими материалами (например, материалами высокой проводимости, высокопрочными материалами, коррозионно-стойкими материалами или их комбинациями) для обеспечения различных электрических и/или механических свойств. Некоторые части нагревателя с ограничением температуры могут иметь меньшее электрическое сопротивление (обуславливаемое разными геометриями и/или использованием разных ферромагнитных и/или неферромагнитных материалов), чем другие части нагревателя с ограничением температуры. Наличие частей нагревателя с ограничением температуры с разными материалами и/или размерами обеспечивает адаптацию к желаемому теплу, отводимому из каждой части нагревателя.
Нагреватели с ограничением температуры могут оказаться надежнее, чем другие нагреватели. Нагреватели с ограничением температуры могут быть менее подверженными выходу из строя или отказу из-за «горячих пятен» в пласте. В некоторых вариантах осуществления, нагреватели с ограничением температуры обеспечивают, по существу, равномерный нагрев пласта. В некоторых вариантах осуществления, нагреватели с ограничением температуры способны нагревать пласт эффективнее за счет работы при большем среднем отводимом тепле по всей длине нагревателя. Нагреватель с ограничением температуры работает при большем среднем отводимом тепле по всей длине нагревателя, потому что не нужно уменьшать мощность, подводимую к нагревателю, для всего нагревателя в целом, как в случае с типичными нагревателями постоянной мощности, если температура в любой точке нагревателя превышает или почти превышает максимальную рабочую температуру нагревателя. Тепло, отводимое с участков нагревателя с ограничением температуры, достигающих температуры Кюри, автоматически уменьшается без управляемого регулирования изменяющегося во времени тока, подаваемого в нагреватель. Отводимое тепло автоматически уменьшается из-за изменений электрических свойств (например, электрического сопротивления) участков нагревателя с ограничением температуры. Таким образом, мощность, подаваемая посредством нагревателя с ограничением температуры во время большей части процесса нагрева, оказывается большей.
В определенных вариантах осуществления, система, включающая в себя нагреватели с ограничением температуры, сначала обеспечивает первое отводимое тепло, а затем обеспечивает уменьшенное отводимое тепло (второе отводимое тепло) при температуре, близкой к температуре Кюри, равной ей или превышающей ее, электрически резистивного участка нагревателя, когда нагреватель с ограничением температуры запитывается изменяющимся во времени током. Первое отводимое тепло - это тепло, отводимое при температурах, ниже которых нагреватель с ограничением температуры начинает самоограничение. В некоторых вариантах осуществления, первое отводимое тепло - это тепло, отводимое при температуре примерно на 50°С, примерно на 75°С, примерно на 100°С или примерно на 125°С ниже температуры Кюри ферромагнитного материала в нагревателе с ограничением температуры.
Нагреватель с ограничением температуры можно запитывать изменяющимся во времени током (переменным током или модулированным постоянным током), подаваемым в оборудование устья скважины. Оборудование устья скважины может включать в себя источник питания и другие компоненты (например, модулирующие компоненты, трансформаторы и/или конденсаторы), используемые при подводе мощности к нагревателю с ограничением температуры. Нагреватель с ограничением температуры может быть одним из многих нагревателей, используемых для нагрева участка пласта.
В определенных вариантах осуществления, нагреватель с ограничением температуры включает в себя проводник, который работает как нагреватель со скин-эффектом или эффектом близости, когда изменяющийся во времени ток подается в проводник. Скин-эффект ограничивает глубину проникновения тока вовнутрь проводника. В случае ферромагнитных материалов, скин-эффект ограничивается магнитной проницаемостью проводника. Относительная магнитная проницаемость ферромагнитных материалов в типичном случае находится между 10 и 1000 (например, относительная магнитная проницаемость ферромагнитных материалов в типичном случае составляет, по меньшей мере, 10 и может составлять, по меньшей мере, 50, 100, 500, 1000 или более). Когда температура ферромагнитного материала растет, превышая температуру Кюри, и/или когда увеличивается подаваемый электрический ток, магнитная проницаемость ферромагнитного материала существенно уменьшается, а скин-эффект быстро распространяется (например, скин-эффект распространяется обратно пропорционально корню квадратному из магнитной проницаемости). Снижение магнитной проницаемости приводит к уменьшению сопротивления проводника по переменному току или модулированному постоянному току при температуре, близкой к температуре Кюри, равной ей или превышающей ее, и/или приводит к тому, что подаваемый электрический ток увеличивается. Когда нагреватель с ограничением температуры запитывается, источником, по существу, постоянного тока, участки нагревателя, температура которых приближается к температуре Кюри, достигает или превышает ее, могут иметь сниженную теплоотдачу. На участках нагревателя с ограничением температуры, которые имеют температуру, не равную или не близкую к температуре Кюри, нагрев посредством скин-эффекта может доминировать, что обеспечивает повышенную теплоотдачу нагревателя из-за большей резистивной нагрузки.
Нагреватели с ограничением по температуре Кюри использовались в оборудовании для пайки, нагревателях для медицинских приложений и нагревательных элементах для печей (например, печей для выпечки пиццы). Некоторые из этих приложений описаны в патентах США №5579575 (Lamome и др.), 5065501 (Henschen и др.) и 5512732 (Yagnik и др.), а в патенте США №4849611 (Whitney и др.) описано множество дискретных, отстоящих друг от друга нагревательных блоков, включающих в себя реактивный компонент, резистивный нагревательный компонент и реагирующий на температуру компонент.
Преимущество использования нагревателя с ограничением по температуре для нагрева углеводородов в пласте заключается в том, что выбран проводник, имеющий температуру Кюри в желаемом рабочем диапазоне температур. Работа в пределах желаемого рабочего диапазона температур обеспечивает существенный ввод тепла в пласт с одновременным поддержанием температуры нагревателя с ограничением температуры, а также другого оборудования, ниже расчетных предельных температур. Расчетные предельные температуры это температуры, при которых оказывается негативное влияние на такие свойства, как коррозия, ползучесть и/или деформация. Свойства ограничения температуры проводника с ограничением температуры препятствуют перегреву или пережогу проводника рядом с «горячими пятнами» низкой теплопроводности в пласте. В некоторых вариантах осуществления, нагреватель с ограничением температуры способен понижать отдаваемое тепло или управлять им и/или выдерживать нагрев при температурах выше 25°С, 37°С, 100°С, 250°С, 500°С, 700°С, 800°С, 900°С или выше вплоть до 1131°С, в зависимости от материалов, применяемых в нагревателе.
Нагреватель с ограничением температуры обеспечивает больший подвод тепла в пласт, чем нагреватели постоянной мощности, потому что подвод энергии в нагреватель с ограничением температуры не приходится ограничивать с целью адаптации к областям низкой теплопроводности рядом с нагревателем. Например, в горючих сланцах с месторождения Green River имеется различие в теплопроводности с коэффициентом 3 между слоями, наименее богатыми горючими сланцами, и слоями, наиболее богатыми горючими сланцами. Когда нагревают такой пласт, предлагаемый нагреватель с ограничением температуры передает в этот пласт существенно большее количество тепла, чем обычный нагреватель, работа которого ограничена температурой в слоях низкой теплопроводности. Отводимое тепло по всей длине обычного нагревателя приходится подгонять к слоям низкой теплопроводности, чтобы нагреватель не перегревался и не перегорал в слоях низкой теплопроводности. Отводимое тепло рядом со слоями низкой теплопроводности, которые находятся в условиях высокой температуры, уменьшится в случае нагревателя с ограничением температуры, а остальные участки нагревателя с ограничением температуры, которые не находятся в условиях высокой температуры, по-прежнему будут обеспечивать большое отводимое тепло. Поскольку нагреватели для нагрева углеводородных пластов в типичном случае имеют большие длины (например, по меньшей мере, 10 м, 100 м, 300 м, 500 м, 1 км или более, вплоть до 10 км), большую часть длины нагревателя с ограничением температуры можно эксплуатировать при температуре ниже температуры Кюри, и лишь на немногих участках нагревателя с ограничением температуры температура равна температуре Кюри или близка к ней.
Применение нагревателей с ограничением температуры обеспечивает эффективную теплопередачу в пласт. Эффективная теплопередача обеспечивает сокращение времени, необходимого для нагрева пласта до желаемой температуры. Например, пиролиз в горючих сланцах с месторождения Green River, как правило, требует от 9,5 до 10 лет нагрева, когда используют 12-метровый скважинный промежуток между нагревателями, представляющими собой обычные нагреватели постоянной мощности. При том же промежутке между нагревателями, нагреватели с ограничением температуры могут обеспечить большее среднее отдаваемое тепло, поддерживая при этом температуры нагревательного оборудования ниже расчетных предельных температур оборудования. Пиролиз в пласте может происходить за меньшее время при большем среднем отдаваемом тепле, обеспечиваемом нагревателями с ограничением температуры, чем меньшее среднее отдаваемое тепло, обеспечиваемое нагревателями постоянной мощности. Например, пиролиз в горючих сланцах с месторождения Green River может произойти за 5 лет при использовании нагревателей с ограничением температуры с 12-метровом скважинном промежутке между нагревателями. Нагреватели с ограничением температуры противодействуют появлению «горячих пятен» из-за неточного скважинного промежутка или бурения, при котором скважины с нагревателями оказываются слишком близкими друг к другу. В некоторых вариантах осуществления, нагреватели с ограничением температур обеспечивают со временем повышенную отдаваемую мощность или ограниченную отдаваемую мощность для скважин с нагревателями, находящихся слишком близко друг к другу. Нагреватели с ограничением температуры также подводят больше мощности в областях рядом с покрывающей породой и нижележащей породой, компенсируя потери температуры в этих областях.
Нагреватели с ограничением температуры можно использовать в пластах многих типов. Например, в пластах битуминозных песков или относительно проницаемых пластах, содержащих тяжелые углеводороды, нагреватели с ограничением температуры можно использовать для обеспечения управляемой низкой температуры на выходе с целью уменьшения вязкости флюидов, мобилизующих флюидов и/или интенсификации радиального течения флюидов в стволе скважины или около него либо в пласте. Нагреватели с ограниченной температурой можно использовать для того, чтобы воспрепятствовать избыточному образованию нагара из-за перегрева области пласта около ствола скважины.
Применение нагревателей с ограничением температуры в некоторых вариантах осуществления исключает или снижает потребность в дорогостоящих схемах управления температурой. Например, применение нагревателей с ограничением температуры исключает или снижает потребность в проведении термометрии и/или потребность в использовании закрепленных термопар на нагревателях для оперативного контроля потенциального перегрева в «горячих пятнах».
В некоторых вариантах осуществления, нагреватели с ограничением температуры изготовлены из аустенитных нержавеющих сталей. Эти аустенитные стали могут включать в себя сплавы с аустенитной фазой, имеющей гранецентрированную кубическую (ГЦК) структуру и являющейся основной фазой. Аустенитную фазу с ГЦК-структурой можно стабилизировать путем управления концентрацией Fe-Cr-Ni и/или Fe18Cr8-Ni. Прочность аустенитной фазы можно повысить путем введения других легирующих элементов в ГЦК-решетку. Для низкотемпературных применений, прочность можно повысить путем добавления легирующих элементов, которые увеличивают прочность ГЦК-решетки. Этот тип упрочнения можно назвать «упрочнением твердым раствором». Вместе с тем, когда используется температура, легирующие элементы в аустенитной фазе могут реагировать, образуя новые фазы, такие как М23С6, где М включает в себя хром и другие элементы, которые могут образовывать карбиды. Другие фазы могут образовываться в аустените, содержащем элементы из столбцов 4-13 периодической системы элементов. Примеры таких элементов включают в себя, но не в ограничительном смысле, ниобий, титан, ванадий, вольфрам, алюминий или их смеси. Размеры и распределение различных фаз, а также их стабильность в желаемом диапазоне используемой температуры, определяют механические свойства нержавеющей стали. Наномасштабные дисперсии отходов, таких как карбиды, могут давать наивысшую прочность при высоких температурах, но из-за размеров карбидов они могут становиться нестабильными и укрупняться. Сплавы, содержащие наномасштабные дисперсии выделений, могут быть нестабильными при температурах, по меньшей мере, 750°С.
нагреватели могут нагревать подземный пласт до температур, по меньшей мере, 700°С, желательны нагреватели, имеющие сплавы повышенной прочности, способные выдерживать температуры, по меньшей мере, 700°С.
В некоторых вариантах осуществления, сплавы железа, хрома и никеля, содержащие марганец, медь и вольфрам в сочетании с ниобием, углеродом и азотом, могут поддерживать меньшие размеры зерен, несмотря на высокотемпературный отжиг или обработку на твердый раствор. Такое поведение может быть выгодным при уменьшении зоны термического влияния в привариваемом материале. Повышенные температуры отжига на твердый раствор важны, в частности, для достижения наилучшего карбида металла (МС) нанокарбида. Например, нанокарбид карбида ниобия упрочняется во время применения, предусматривающего высокотемпературную ползучесть, и такие эффекты (нанокарбидные структуры меньшей дисперсности, которые стабильны) усиливаются составами усовершенствованных сплавов. Приложения, связанные с тюбингом и корпусами, для которых используют композицию усовершенствованных сплавов, которые обрабатывали с применением деформации, приводят к получению нержавеющей стали, которая способна упрочняться при старении в процессе работы при температуре от 700°С до 800°С. Усовершенствованные сплавы могут оказаться способными еще больше упрочняться при старении, если эти сплавы подвергались деформации в холодном состоянии перед работой при высоких температурах, но такая предварительная деформация в холодном состоянии не является обязательной для достижения надлежащих высокотемпературных свойств или упрочнения при старении. Некоторые известные сплавы, такие как NF709, требуют предварительной деформации в холодном состоянии для достижения надлежащих высокотемпературных свойств, и это является недостатком, в частности, потому что после сварки таких сплавов достоинства предварительной деформации в холодном состоянии в зоне термического влияния сварного шва утрачиваются. На другие известные сплавы деформация в холодном состоянии оказывает негативное влияние применительно к прочности и долговечности при высоких температурах. Таким образом, предварительная деформация в холодном состоянии может быть ограничена или не разрешена, например, строительными нормами и правилами.
В некоторых вариантах осуществления новых композиций сплавов, сплав может быть подвергнут холодной обработке с деформацией на двадцать процентов, а предел текучести при 800°С не изменяется более чем на двадцать процентов от предела текучести при 800°С свежеотожженного сплава.
Усовершенствованные сплавы, описываемые здесь, пригодны для низкотемпературных приложений, например, криогенных приложений. Усовершенствованные сплавы, которые обладают прочностью и достаточной вязкостью при температурах, например, от -50°С до -200°С, также сохраняют прочность при температурах более высоких, чем выдерживаемые многими сплавами, часто применяемыми в криогенных приложениях, такими как 201LN и YUS130, и поэтому при подаче сжиженного природного газа, когда результатом повреждения может стать возгорание, усовершенствованные сплавы должны сохранять прочность в зоне возгорания дольше, чем другие материалы.
Композиция усовершенствованного сплава может включать в себя по массе: от 18% до 22% хрома, от 5% до 13% никеля (а в некоторых вариантах осуществления от 5 мас.% до 9 мас.% никеля), от 1% до 10% меди (а в некоторых вариантах осуществления - от 2% до 6% меди), от 1% до 10% марганца, от 0,3% до 1% кремния, от 0,5% до 1,5% ниобия, от 0,5% до 2% вольфрама, а остальное - по существу, железо (например, от 47,8% до 68,12% железа). В некоторых вариантах осуществления композиция может включать в себя другие компоненты, например от 0,3% до 1% молибдена, от 0,08% до 0,2% углерода, от 0,2% до 0,5% азота, или их смеси. Также могут присутствовать другие примеси или в незначительных количествах, как правило, присутствующие в сталях. Такой усовершенствованный сплав может оказаться полезным при обработке посредством деформации в горячем состоянии, деформации в холодном состоянии и/или сварки, например, с получением кожухов, корпусов или прочных элементов для нагревателей. В некоторых вариантах осуществления, усовершенствованный сплав включает в себя по массе: 20% хрома, 3% меди, 4% марганца, 0,3% молибдена, 0,77% ниобия, 13% никеля, 0,5% кремния, 1% вольфрама, 0,09% углерода и 0,26% азота, а остальное, по существу, железо. В определенных вариантах осуществления, усовершенствованный сплав включает в себя по массе: 19% хрома, 4,2% марганца, 0,3% молибдена, 0,8% ниобия, 12,5% никеля, 0,5% кремния, 0,09% углерода, 0,24 мас.% азота, а остальное, по существу, железо. В определенных вариантах осуществления, усовершенствованный сплав включает в себя по массе: примерно 21% хрома, примерно 3% меди, примерно 8% марганца, 0,3% молибдена, примерно 0,8% ниобия, примерно 7% никеля, примерно 0,5% кремния, примерно 1% вольфрама, примерно 0,13% углерода и примерно 0,37% азота, а остальное, по существу, железо. В некоторых вариантах осуществления, усовершенствованный сплав включает в себя по массе: 20% хрома, 4,4% меди, 4,5% марганца, 0,3% молибдена, 0,8% ниобия, 7% никеля, 0,5% кремния, 1% вольфрама, 0,24% углерода, 0,3 мас.% азота, а остальное, по существу, железо. В некоторых вариантах осуществления, в усовершенствованных сплавах возможны изменения количества марганца, количества никеля, соотношения W/Cu, соотношения Mo/W, соотношения C/N, соотношения Mn/N, соотношения Mn/Nb, соотношения Mn/Si и/или соотношения Mn/Ni для повышения стойкости к сульфидированию при высоких температурах, увеличения прочности при высоких температурах и/или снижения стоимости. Например, для того чтобы усовершенствованные деформируемые сплавы имели стабильную исходную аустенитную фазу, высокую прочность в диапазоне от 600°С до 900°С и стабильные микроструктуры нанокарбидов и нанокарбонитридов, эти усовершенствованные деформируемые сплавы могут включать в себя такие комбинации легирующих элементов, присутствующих в усовершенствованных деформируемых сплавах, что достигаются следующие соотношения (в массовых процентах): а) Mo/W - от 0,3 до 0,5; b) W/Cu - от 0,25 до 0,33; с) C/N - от 0,25 до 0,33; d) Mn/Ni - от 0,3 до 1,5; е) Mn/N - от 20 до 25; f) Mn/Nb - от 5 до 13; и g) Mn/Si - от 4 до 20; а сумма углерода и азота при этом составляет от 0,3 мас.% до 0,6 мас.%.
Композиции усовершенствованных деформируемых сплавов могут включать в себя композиции, описанные в предыдущих абзацах, и композиции, описанные в патенте США №7153373. Композиция усовершенствованного деформируемого сплава может включать в себя, по меньшей мере, 3,25 мас.% выделений при 800°С. Усовершенствованный деформируемый сплав может быть обработан посредством старения либо путем горячей обработки и/или холодной обработки. В результате такой обработки посредством старения, либо путем горячей обработки, и/или холодной обработки, состав усовершенствованных деформируемых сплавов (например, включающий в себя NbC или богатый хромом М23С6) может содержать нанокарбонитридные выделения. О присутствии таких нанокарбонитридных выделений в литейных составах, например, таких как те, которые описаны в патенте США №7153373, и таких как, предполагают, образуются при горячей обработке и/или холодной обработке композиций, неизвестно. Нанокарбонитридные выделения могут включать в себя частицы, имеющие размеры от 5 нанометров до 100 нанометров, от 10 нанометров до 90 нанометров или от 20 нанометров до 80 нанометров. Эти деформируемые сплавы могут иметь микроструктуры, которые включают в себя, но не в ограничительном смысле, нанокарбиды (например, NbC или богатый хромом М23С6), которые образуются во время старения (при отсутствии механических напряжений) или из-за ползучести (механическое напряжение меньше 0,5 предела текучести (YS)). Нанокарбидные выделения могут включать в себя частицы, имеющие размеры от 5 нанометров до 100 нанометров, от 10 нанометров до 90 нанометров или от 20 нанометров до 80 нанометров. Эти микроструктуры могут существовать последовательно в исходном сплаве и в полученных посредством деформации (деталях). В материале, подвергнутом отжигу на твердый раствор, концентрация таких наномасштабных частиц может быть низкой. На наномасштабные частицы может оказывать влияние температура или время отжига на твердый раствор (более распространенная и более тонкая дисперсия при более длительном отжиге с температурами свыше 1150°С), а также предварительная деформация в холодном или теплом состоянии (нагартовка) после обработки гомогенизацией. Предварительная деформация в холодном состоянии может создавать сетки дислокации внутри зерен, которые служат в качестве центров зародышеобразования нанокарбидов. Материал, подвергнутый отжигу на твердый раствор, сначала имеет нулевой процент деформации при холодной обработке. Изгиб, растяжение, намотка в рулон, прокатка или обжим могут создавать, например, 5-15%-ную деформацию при этой холодной обработке. Влияние нанонитридов на предел текучести или предел ползучести может также придать прочность, основанную на закреплении дислокации, при этом расположенные ближе друг к другу центры закрепления (более высокая концентрация, более тонкая дисперсия), обеспечивают повышенную прочность (частицы являются барьерами для переползания или скольжения дислокации).
Усовершенствованный деформированный сплав может включать в себя нанонитриды, например нитриды ниобия-хрома (NbCrN)), присутствующие в матрице наряду с нанокарбидами, например, после старения в течение 1000 часов при 800°С. Нанонитридные выделения могут включать в себя частицы, имеющие размеры от 5 нанометров до 100 нанометров, от 10 нанометров до 90 нанометров или от 20 нанометров до 80 нанометров. С помощью аналитической электронной микроскопии установлено, что нитриды ниобия-хрома богаты ниобием и хромом, а с помощью электронной дифракции, что они присутствуют в виде тетрагональной нитридной фазы (оба карбида являются кубическими фазами). Количественный рентгеноспектральный анализ методом энергетической дисперсии показал, что в композициях усовершенствованных сплавов эти наномасштабные частицы нитридов могут иметь такую композицию в мас.%: 63% ниобия, 28% хрома и 6% железа, а содержание каждого из остальных компонентов составляет менее 1,5%. Такие нитриды ниобия-хрома не наблюдались в подвергнутых старению литых нержавеющих сталях и, очевидно, являются прямым следствием обработки посредством деформации.
В некоторых вариантах осуществления, усовершенствованный деформируемый сплав может включать в себя смесь микроструктур (например, смесь нанокарбидов и нанонитридов). Эта смесь наноструктур может быть ответственной за повышенную прочность этих сплавов при повышенных температурах, например, таких как 900-1000°C. В некоторых вариантах осуществления, усовершенствованные сплавы могут иметь предел текучести свыше 35 кфунт/дюйм2 или 30 кфунт/дюйм2 при 800°С.
В некоторых вариантах осуществления, усовершенствованные сплавы обрабатывают, чтобы получить деформируемый материал. Обработка может включать в себя стадии, перечисленные ниже. Из усовершенствованного сплава можно отлить трубу методом центробежного литья. Из трубы можно вырезать секцию и подвергнуть термообработке при температуре, по меньшей мере, 1250°С, например, в течение трех часов. Секцию, подвергнутую термообработке, можно подвергнуть горячей прокатке при температуре, по меньшей мере, 1200°С до достижения толщины, составляющей примерно половину исходной толщины, выражаемой в дюймах, отжечь при температуре, по меньшей мере, 1200°С в течение пятнадцати минут, а потом подвергнуть пескоструйной обработке. Секцию, подвергнутую пескоструйной обработке, можно подвергнуть холодной прокатке до достижения толщины, составляющей примерно одну треть исходной толщины отливки. Секцию, подвергнутую холодной прокатке, можно отжигать до температуры, по меньшей мере, 1250°С в течение периода времени, составляющего, например, час, например, на воздухе под аргоном, а затем провести заданную завершающую дополнительную термическую обработку в течение одного часа при температуре, по меньшей мере, 1250°С на воздухе с аргоновой защитной атмосферой. Альтернативный процесс может включать в себя любые из следующих стадий: исходную гомогенизацию литой плиты при температуре, по меньшей мере, 1200°С в течение периода времени, составляющего, например, 1,0-1,5 часа; горячую прокатку при температуре, по меньшей мере, 1200°С до достижения двух третей исходной толщины отливки; и отжига плиты, подвергнутой холодной прокатке, в течение одного часа при температуре, по меньшей мере, 1200°С. Усовершенствованные сплавы можно экструдировать, например, при температуре 1200°С и при диаметре сердечника, составляющем 22,9 мм (0,9 дюйма) и диаметре отверстия матрицы, составляющем 34,3 мм (1,35 дюйма) для получения труб хорошего качества.
Деформируемый материал можно приваривать, например, посредством лазерной сварки или дуговой сварки вольфрамовым электродом в среде инертного газа. Таким образом, можно изготавливать трубы путем прокатки плит и нанесения сварных швов.
Отжиг усовершенствованных сплавов при повышенных температурах, таких как 1250°С, может улучшить свойства сплавов. При повышенной температуре в твердый раствор попадает больше фаз, а при охлаждении осаждаются фазы, которые вносят положительный вклад в такие свойства, как ползучесть и предел прочности при растяжении при высоких температурах. Может оказаться выгодным отжиг при температурах свыше 1250°С, таких как 1300°С. Например, расчетное содержание фазы, присутствующей в усовершенствованных сплавах может уменьшиться на 0,08% при 1300°С в противоположность фазе, присутствующей в усовершенствованных сплавах при 1200°С. Таким образом, при охлаждении количество более полезных выделений может увеличиться на 0,08%. Усовершенствованные сплавы могут иметь пределы ползучести и приделы прочности при растяжении при высоких температурах, которые превосходят обычные сплавы. Например, стабилизированные ниобием сплавы нержавеющей стали, которые включают в себя марганец, азот, медь и вольфрам, могут иметь пределы ползучести и пределы прочности при растяжении при высоких температурах, которые являются повышенными или существенно повышенными по отношению к обычным сплавам, таким как 347Н.
Усовершенствованные сплавы могут иметь повышенную прочность по отношению к стандартным сплавам нержавеющих сталей, таким как Super 304H, при высоких температурах (например, 700°С, 800°С или свыше 1000°С). Сопротивление разрушению при ползучести при повышенных температурах (например, сопротивление разрушению при ползучести при 800°С, 900°С или 1250°С) может увеличиться в результате (а) состава композиции, (b) стабильных, мелкозернистых микроструктур, вносимых в результате высокотемпературной обработки, и (с) выделившихся структур, вносимых старением, в усовершенствованных сплавах. Выделившиеся структуры включают себя, например, микрокарбиды, которые упрочняют границы зерен и стабилизируют нанокарбиды, что вносит упрочнение внутри зерен. Присутствие фаз, отличных от сигма-фазы, фазы Лавеса, G-фазы и хи-фазы, выносит вклад в высокотемпературные свойства. Стабильных микроструктур можно достичь посредством надлежащего выбора компонентов. Микроструктуры, вносимые высокотемпературным старением или ползучестью, могут иметь минимальное содержание интерметаллических сигма-фазы, фазы Лавеса и хи-фазы, либо вообще не иметь их. Интерметаллические сигма-фазы, фаза Лавеса, G-фазы и хи-фаза могут ухудшать прочностные свойства сплавов, и поэтому они в общем случае нежелательны.
При 800°С усовершенствованные сплавы могут включать в себя, по меньшей мере, 3% или, по меньшей мере, 3,25 мас.% микрокарбидов, других фаз и/или стабильную, мелкозернистую микроструктуру, которые придают прочность. При 900°С усовершенствованные сплавы могут включать в себя, по меньшей мере, 1,5%, по меньшей мере, 2%, по меньшей мере, 3%, по меньшей мере, 3,5% или, по меньшей мере, 5% микрокарбидов, других фаз и/или стабильную, мелкозернистую микроструктуру, которые придают прочность. Эти значения могут быть больше, чем соответствующие значения в сплавах нержавеющих сталей марок 347Н или Super 304H при 900°С. При 1250°С усовершенствованные сплавы могут включать в себя, по меньшей мере, 0,5 мас.% микрокарбидов, других фаз и/или стабильную мелкозернистую микроструктуру, которые придают прочность. Получаемые повышенные доли микрокарбидов (выраженные в мас.%), других фаз и/или стабильных мелкозернистых микроструктур, а также исключение сигма-фазы и фазы Лавеса следует учесть для достижения превосходной высокотемпературной рабочей характеристики усовершенствованных сплавов.
Сплавы, обладающие аналогичной или превосходящей высокотемпературной рабочей характеристикой и предназначенные для получения усовершенствованных сплавов, можно получить, например, посредством моделирования поведения фаз при повышенных температурах и выбора композиций, которые сохраняют, по меньшей мере, 1,5%, по меньшей мере, 2%, по меньшей мере, 2,5 мас.% фаз, отличных от сигма-фазы и фазы Лавеса, например, при 900°С. Например, стабильная микроструктура может включать в себя выражаемые в массовых процентах количества: ниобий, количество которого почти в десять раз превышает количество углерода; от 1% до 12% марганца; и от 0,15 до 0,5% азота. В композицию можно включать медь или вольфрам для увеличения количества стабильных микроструктур. Выбор элементов для усовершенствованных сплавов обеспечивает обработку различными способами и приводит к стабильному размеру мелких зерен даже после термических обработок, по меньшей мере, при 1250°С. Многие известные сплавы склонны к значительному укрупнению зерен, когда их отжигают при таких высоких температурах, тогда как усовершенствованный сплав можно улучшать путем такой высокотемпературной обработки. В некоторых осуществлениях размер зерен регулируют для того, чтобы достичь желаемого высокотемпературного растяжения и свойств ползучести. Стабильная структура зерен в усовершенствованных сплавах снижает скольжение границ зерен и может быть фактором, вносящим свой вклад в повышенную прочность по отношению к поставляемым промышленностью сплавам при температурах, например, выше 650°С.
Ниже приведены неограничительные примеры.
Моделирование поведения фаз сплавов
Проводили моделирование поведения фаз для различных составов усовершенствованных сплавов, которые содержат увеличенные количества фаз, положительно влияющих на физические свойства. Такие композиции, как Сu, Zn, M(C,N), M2(C,N) и М23С6 могут минимизировать количество фаз, которые являются охрупчивающими фазами, такими как G-фаза, сигма-фаза, фаза Лавеса и хи-фаза Возможны и другие причины наличия определенных компонентов. Например, кремний, как правило, включают в состав сплавов нержавеющих сталей для улучшения технологических свойств, а никель и хром, как правило, включают в состав этих сплавов для повышения стойкости к коррозии. Если для достижения одного и того же результата возможно включение в состав двух компонентов, то целесообразно предпочесть менее дорогой компонент. Например, в той степени, в какой марганец можно заменить никелем без ущерба для рабочей характеристики, такая замена может снизить стоимость сплава в современных ценах на компоненты.
Обнаружено, что влияние суммарного содержания фаз сплавов, аналогичных тем, которые описаны выше, приближенно описывается следующим уравнением:
σr=1,0235 (ССФ)+5,5603,
где σr - выражаемое в килофунтах силы на квадратный дюйм (кфунт/дюйм2) сопротивление разрушению при ползучести в течение 1000 часов при 800°С, а ССФ -суммарное содержание фаз, рассчитанное для композиции. Эта оценка была дополнительно улучшена лишь включением в член ССФ количества Сu-фазы, Z-фазы, М(С,N)-фазы, М2(С,N)-фазы и М23С6-фазы («желательных фаз») и вычисления констант на этой основе. Еще одним улучшением, которое можно внести в эту оценку, является использование разницы между желательными фазами, присутствующими при температуре отжига и при 800°С. Таким образом, компоненты, которые не попадают в твердый раствор в процессе отжига, не учитывались, поскольку они не вносят значительный вклад в прочность сплавов при повышенных температурах. Например, разница между количеством Сu-фазы, Z-фазы, M(C,N)- фазы, M2(C,N)- фазы и М23С6-фазы, присутствующими на основании расчетов равновесия при температурах отжига и количеством этих фаз, вычисленных при 800°С, может составлять 1 мас.% сплава или может составлять 1,5 мас.% сплава или 2 мас.% сплава, что приводит к надлежащей прочности при высоких температурах. Кроме того, температура отжига может составлять 1200°С, или она может составлять 1250°С, или она может составлять 1300°С.
Усовершенствованные сплавы, можно моделировать путем добавления или исключения разных металлов с целью определения влияния изменяющихся количеств конкретного металла на содержание фаз сплава. Например, при исходной композиции, содержащей по массе: 20% хрома, 3% меди, 4% марганца, 0,3% молибдена, 0,8% ниобия, 12,5% никеля, 0,5% кремния, 1% вольфрама, 0,1% углерода и 0,25% элементарного азота, моделирование с различными количествами хрома приводит к наличию в составе М23С6, M(C,N), M2(C,N), Z, Сu, а также хи-фазы, фазы Лавеса, G-фазы и сигма-фазы при 800°С в соответствии с фиг.2. Количество этих фаз на каждой из фиг.2-12 является расчетным количеством этих фаз при 800°С. На фиг.2-12 кривая 220 относится к М23С6-фазе, кривая 222 относится к M2(C,N)- фазе, кривая 224 относится к Z-фазе, кривая 226 относится к Сu-фазе, кривая 228 относится к сигма-фазе, кривая 230 относится к хи-фазе, кривая 232 относится к G-фазе, кривая 234 относится к фазе Лавеса, а кривая 236 относится к M(C,N)-фазе.
На фиг.2 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли хрома в сплаве. Как показано на графике, выражаемые в массовых процентах доли фаз 220, 222, 224 и 226 сохранялись относительно неизменными при наличии от 20 мас.% до 30 мас.% хрома, а содержание сигма-фазы 228 линейно возрастало при наличии более 20,5 мас.% хрома. Таким образом, из моделирования следует, что благоприятным может оказаться содержание хрома в сплаве, находящееся в диапазоне между 20 мас.% и 20,5 мас.%.
На фиг.3 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли кремния (Si) в сплаве. Как показано на фиг.3, изменение содержания кремния в сплаве привело к появлению сигма-фазы 228 на уровнях более 1,2 мас.% кремния и появлению хи-фазы 230 на уровнях более 1,4 мас.% кремния. G-фаза 232 появлялась при содержании кремния более 1,6 мас.% и увеличивалась по мере увеличения выражаемой в массовых процентах доли кремния. С увеличением выражаемой в массовых процентах доли кремния фазы 220, 222 и 224 сохранялись относительно неизменными, и прогнозировалось небольшое увеличение Сu-фазы 226. Появление сигма-фазы 228, хи-фазы 230 и G-фазы 232 указывает, что в этом сплаве благоприятным может оказаться содержание кремния ниже 1,2 мас.%.
На фиг.4 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли вольфрама в сплаве. Как показано на фиг.4, изменение выражаемой в массовых процентах доли вольфрама в сплаве привело к появлению сигма-фазы 228 на уровне 1,4 мас.% вольфрама. Фаза 234 Лавеса появлялась на уровне 1,5 мас.% вольфрама и увеличивалась с увеличением выражаемой в массовых процентах доли вольфрама. Таким образом, модель позволяет прогнозировать, что содержание вольфрама ниже 1,3 мас.% в этом сплаве может оказаться благоприятным.
На фиг.5 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли ниобия в сплаве. Как показано на фиг.5, моделирование позволило сделать прогноз, что выражаемое в массовых процентах содержание Z-фазы 224 увеличивалось линейным образом по мере линейного увеличения выражаемой в массовых процентах доли ниобия в сплаве до тех пор, пока содержание ниобия в сплаве не достигало 1, 55 мас.%. Когда содержание ниобия увеличивалось от 0,1 мас.% до 1,4 мас.%, происходило довольно линейное уменьшение М2(С,N)-фазы 222. Уменьшение М2(С,Н)-фазы 222 компенсировалось увеличением Z-фазы 224, Сu-фазы 226 и М23С6-фазы 220. Если содержание ниобия в сплаве превышало 1,5 мас.%, то происходило быстрое увеличение сигма-фазы 228 Z-фаза 224 уменьшалась, М23С6 фаза уменьшалась и появлялась М(С,Н)-фаза 236. Таким образом, содержание ниобия в сплаве, составляющее, по большей мере, 1,5 мас.%, может максимизировать выражаемое в массовых процентах содержание фаз 220, 222, 224 и 226, а также избежать минимизации выражаемой в массовых процентах доли сигма-фазы 228, образующейся в сплаве. Обнаружено, что для придания сплаву деформируемости в горячем состоянии желательным оказалось содержание ниобия по меньшей мере 0,5 мас.%. Таким образом, в некоторых воплощениях сплав содержит от 0,5 до 1,5 мас.%, или от 0,8 мас.% до 1 мас.% ниобия.
На фиг.6 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли углерода в сплаве. Как показано на фиг.6, прогнозировалось уменьшение выражаемой в массовых процентах доли сигма-фазы 228 по мере увеличения выражаемой в массовых процентах доли углерода в сплаве от 0 до 0,06. Прогнозировалось линейное увеличение выражаемой в массовых процентах доли М23С6-фазы 220 при увеличении выражаемой в массовых процентах доли углерода в сплаве, самое большее, до 0,5. Прогнозировалось сохранение М2(С,М)-фазы 222, Z-фазы 224 и Сu-фазы 226 относительно неизменными по мере увеличения выражаемой в массовых процентах доли углерода в сплаве. Поскольку сигма-фаза 228 уменьшалась после достижения уровня 0,06 мас.% углерода, выгодным может оказаться содержание углерода в сплаве, составляющее от 0,06 мас.% до 0,2 мас.%.
На фиг.7 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли азота в сплаве. Как показано на фиг.7, когда содержание азота в сплаве увеличивалось от 0 мас.% до 0,15 мас.%, содержание сигма-фазы 228 уменьшалось от 7 мас.% до 0 мас.%, содержание М(С,N)-фазы 236 уменьшалось от 1 мас.% до 0 мас.%, содержание фазы 220 М23С6 увеличивалось от 0 мас.% до 1,9 мас.%, а содержание Z-фазы 224 увеличивалось от 0 мас.% до 1,4 мас.%. При содержании азота в сплаве более 0,15 мас.%, М2(С,N)-фаза 222 появлялась и увеличивалась по мере увеличения содержания азота в сплаве. Таким образом, выгодным может оказаться диапазон содержания азота в сплаве, составляющий от 0,15 мас.% до 0,5 мас.%
На фиг.8 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли титана (Ti) в сплаве. Как показано на фиг.8, изменение выражаемой в массовых процентах доли титана (Ti) в сплаве от 0,19 до 1 может вносить вклад в увеличение выражаемой в массовых процентах доли сигма-фазы 228 в сплаве от 0 до 7,5. Таким образом, может оказаться желательным содержание титана в сплаве, составляющее менее 0,2 мас.%. Как показано, когда содержание титана увеличивалось от 0 мас.% до 0,2 мас.%, происходило увеличение выражаемой в процентах доли М(С,N)-фазы 236, происходило уменьшение выражаемой в массовых процентах доли М2(С,N)-фазы 222 и происходило уменьшение выражаемой в массовых процентах доли Z-фазы 224. Уменьшения количества М2(С,N)-фазы 222 и Z-фазы 224 привели к компенсации увеличения выражаемой в массовых процентах доли М(С,N)-фазы 236. Таким образом, введение Ti в сплав можно осуществлять с целью, не связанной с увеличением количества фаз, которые улучшают свойства сплава.
На фиг.9 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли меди в сплаве. Как показано на фиг.9, выражаемые в массовых процентах доли М23С6-фазы 220, М2(С,N)-фазы 222 и Z-фазы 224 не претерпевали значительных изменений по мере увеличения выражаемой в массовых процентах доли меди в сплаве. Когда содержание меди в сплаве возрастало, превысив 2,5 мас.%, происходило значительное увеличение Сu-фазы 226. Таким образом, в некоторых вариантах осуществления желательно иметь более 3 мас.% меди в сплаве. В некоторых вариантах осуществления выгодно наличие 10 мас.% меди в сплаве.
На фиг.10 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли марганца в сплаве. Как показано на фиг.10, изменение содержания марганца в сплаве не оказывало большого влияния на выражаемые в массовых процентах доли М23С6-фазы 220, М2(С,N)-фазы 222, Z-фазы 224 и Сu-фазы 226 в сплаве. Следовательно, количество марганца можно изменять для того, чтобы снизить стоимость или по другим причинам, не оказывая существенного влияния на высокотемпературные свойства сплава, и при этом приемлемый диапазон содержания марганца в сплаве составляет от 2 мас.% до 10 мас.%.
На фиг.11 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли никеля в сплаве. Как показано на фиг.11, когда содержание никеля в сплаве увеличивалось, превышая 8,4 мас.%, наблюдалось уменьшение сигма-фазы 228. Когда содержание Ni в сплаве увеличивалось от 8 мас.% до 17 мас.%, происходило почти линейное уменьшение Сu-фазы 226 до тех пор, пока она не исчезала при 17 мас.% никеля, и прогнозировалось малое увеличение выражаемой в массовых процентах доли М2(С,N)-фазы 222. Исходя из модели, можно сказать, что содержание никеля в сплаве, составляющее от 10 мас.% до 15 мас.%, или в других вариантах осуществления содержание никеля в сплаве, составляющее от 12 мас.% до 13 мас.%, может предотвратить образование сигма-фазы, а улучшения в коррозионных свойствах компенсируют любое вредное воздействие меньшего количества Сu-фазы 226.
На фиг.12 изображены выражаемые в массовых процентах доли фаз в зависимости от выражаемой в массовых процентах доли молибдена в сплаве. Как показано на фиг.12, выражаемые в массовых процентах доли преимущественных фаз: М23С6-фазы 220, М2(С,N)-фазы 222, Z-фазы 224 и Сu-фазы 226, сохраняются относительно неизменными по мере увеличения выражаемой в массовых процентах доли молибдена в сплаве. Когда содержание Мо в сплаве превышало 0,65 мас.%, выражаемые в массовых процентах доли сигма-фазы 228 и хи-фазы 230 в сплаве значительно уменьшались при отсутствии значительных изменений в других фазах. Следовательно, в некоторых вариантах осуществления содержание молибдена можно ограничить, самое большее, 0,5 мас.%.
Примеры сплавов
Подготавливали сплавы А - N в соответствии с таблицей 1. Измеренные количества сведены в таблицу 1, когда такие замеры имелись. Для перечисленных композиций вычисляли суммарное содержание фаз сплавов.
Пример горячей обработки при наличии ниобия
Чтобы определить обрабатываемость сплавов в горячем состоянии, подготавливали образцы сплавов С, D, Е, F, К, L и M, указанные в таблице 1, посредством дуговой плавки однофунтовых образцов с получением слитков, имевших габариты 25,4 миллиметра × 25,4 миллиметра × 101,6 миллиметра (1 дюйм × 1 дюйм × 4 дюйма). После срезания прибылей и удаления некоторого коробления снизу, каждый образец гомогенизировали при 1200°С в течение одного часа, а затем подвергали горячей прокатке до достижения толщины 12,7 миллиметра (0,5 дюйма) при 1200°С с промежуточным нагревом. Потом образцы подвергали холодной прокатке, получая пластину толщиной 6,34 мм (0,25 дюйма) и отжигали в вакууме при 1200°С в течение одного часа.
Когда сплав D (0 мас.% ниобия) подвергали горячей прокатке, он трескался, и прокатку до достижения 12,7 миллиметра (0,5 дюйма) довести до конца не удалось. Горячая прокатка сплава L (0,12 мас.% ниобия) оказалась возможной, но развивавшиеся трещины от края образцов прогрессировали по направлению к центру, и этот сплав не был бы полезным материалом после такой горячей прокатки. Горячая прокатка сплава М (0,51 мас.% ниобия) оказалась возможной без развития трещин или появления любых других проблем. Другие образцы обрабатывали с использованием вышеописанной процедуры без каких-либо проблем, что приводило к получению пластин толщиной 6,35 мм (0,25 дюйма), на которых не было трещин. Обнаружено, что даже 0,07 мас.% ниобия в составе композиции сплава могут снизить тенденцию сплава к развитию трещин во время горячей обработки. Легирующую добавку, имеющую 0,5 мас.% ниобия, можно вводить в деформируемые сплавы для улучшения таких свойств, как обрабатываемость. Некоторые сплавы могут иметь, в мас.%, от 0,5% до 1,2% ниобия, от 0,6% до 1,0% ниобия или от 0,7% до 0,9% ниобия для улучшения свойств сплава.
Пример высокотемпературной термической обработки. Образцы сплавов А и В из таблицы 1 обрабатывали двумя разными способами. Процесс А включал в себя термическую обработку и стадию отжига при температуре 1200°С. Процесс В включал в себя термическую обработку и стадию отжига при температуре 1250°С. При более высоких температурах термической обработки и отжига наблюдались измеряемые повышения предела текучести и предела прочности при растяжении для обоих сплавов, когда их подвергали обработке при более высокой температуре.
Процесс при температуре 1200°С проводили следующим образом: секции трубы, полученной центробежным литьем и имевшие внутренний диаметр 15,24 см (шесть дюймов) и толщину стенки 3,81 см (1,5 дюйма), гомогенизировали при температуре 1200°С в течение полутора часов; затем секцию подвергали горячей прокатке при 1200°С до достижения толщины 25,4 миллиметра (1 дюйм) для сплава А и толщины 1,91 см (три четверти дюйма) для сплава В; после охлаждения до комнатной температуры пластины отжигали при 1200°С в течение пятнадцати минут; затем пластины подвергали холодной прокатке до достижения толщины 13,97 миллиметра (0,55 дюйма). Пластины, подвергнутые холодной прокатке, отжигали при 1200°С в течение одного часа на воздухе с аргоновой защитной атмосферой. Отожженные пластины отжигали в последний раз при 1250°С в течение одного часа с аргоновой защитной атмосферой. Этот процесс здесь именуется процессом А.
Процесс с более высокими температурами термической обработки и отжига изменяли по сравнению с вышеописанной процедурой следующим образом: гомогенизацию литых пластин проводили при температуре 1250°С в течение трех часов вместо полутора часов, горячую прокатку проводили при 1200°С от толщины 38,1 миллиметра (1,5 дюйма) до толщины 19,05 миллиметра (0,75 дюйма), а полученную пластину отжигали в течение пятнадцати минут при 1200°С с последующей холодной прокаткой до достижения толщины 13,97 мм (0,55 дюйма). Этот процесс именуется здесь процессом В.
На фиг.13-17 изображены пределы текучести и пределы прочности при растяжении для разных металлов. На фиг.13 данные 238 иллюстрируют предел текучести, а данные 240 иллюстрируют предел прочности при растяжении для сплава А, обработанного посредством процесса А. Данные 242 иллюстрируют предел текучести при растяжении, а данные 244 иллюстрируют предел прочности при растяжении для сплава В, обработанного посредством процесса В. Данные 246 иллюстрируют предел текучести, а данные 248 иллюстрируют предел прочности при растяжении для нержавеющей стали марки 347Н.
На фиг.14 данные 250 иллюстрируют предел текучести для сплава G, обработанного посредством процесса А. Данные 252 и 254 иллюстрируют предел текучести для сплавов Н и I. Данные 256 иллюстрируют предел текучести для сплава В, обработанного посредством процесса А. Данные 258 иллюстрируют предел текучести для сплава В, обработанного посредством процесса В. Данные 246 иллюстрируют предел текучести для нержавеющей стали марки 347Н.
На фиг.15 данные 260 иллюстрируют предел прочности при растяжении для сплава G, обработанного посредством процесса А. Данные 262 и 264 иллюстрируют предел прочности при растяжении для сплавов Н и I. Данные 266 иллюстрируют предел прочности при растяжении для сплава В, обработанного посредством процесса А. Данные 268 иллюстрируют предел прочности при растяжении для сплава В, обработанного посредством процесса В. Данные 248 иллюстрируют предел прочности при растяжении для нержавеющей стали марки 347Н.
На фиг.16 данные 270 и 272 иллюстрируют предел текучести для сплавов J и К. Данные 256 иллюстрируют предел текучести для сплава В, обработанного посредством процесса А. Данные 258 иллюстрируют предел текучести для сплава В, обработанного посредством процесса В. Данные 246 иллюстрируют предел текучести для нержавеющей стали марки 347Н.
На фиг.17 данные 274 и 276 иллюстрируют предел прочности при растяжении для сплавов J и К. Данные 266 иллюстрируют предел прочности при растяжении для сплава В, обработанного посредством процесса А. Данные 268 иллюстрируют предел прочности при растяжении для сплава В, обработанного посредством процесса В. Данные 248 иллюстрируют предел прочности при растяжении для нержавеющей стали марки 347Н.
И предел прочности при растяжении, и предел текучести оказались больше для сплавов, обработанных при более высоких температурах, по сравнению с нержавеющей сталью марки 347Н. Значительное улучшение по сравнению с нержавеющей сталью марки 347Н было заметно для сплавов А, В, С, G, H, I, J и К. Например, сплавы А, В, С, G, H, I, J и К сохраняли свойства растяжения вплоть до температур испытания, составлявших 1000°С. Для приложения, в котором необходим предел текучести 20 кфунт/дюйм2 сплавы А, В, G, H, I, J и К, обеспечивают необходимый предел текучести на протяжении, по меньшей мере, дополнительных 250°С. В случае если разность между пределом текучести и пределом прочности при растяжении при температурах испытания составляет 5 кфунт/дюйм2, сплавы А, В, G, H, I, J и К можно использовать при температурах 950°С и 1000°С, тогда как нержавеющую сталь марки 347:Н можно использовать только при 870°С.
Образцы сплава В, обработанные посредством процесса А и процесса В, подвергали испытаниям на разрыв при растяжении, а результаты сведены в таблицу 2. Из таблицы 2 можно заметить, что процесс В при более высокой температуре отжига давал увеличение во времени до разрыва, составлявшее от 47% до 474%.
Пример текучести при высоких температурах после холодной обработки и старения
Образец сплава В, обработанный посредством процесса В, подвергали старению при 750°С в течение 1000 часов после холодной обработки с деформацией на 2,5%, 5% и 10%, а также без холодной обработки. После старения каждый образец испытывали на предел прочности при растяжении и предел текучести при 750°С. Результаты сведены в таблицу 3. Из таблицы 3 можно заметить, что предел текучести значительно увеличивался в результате холодной обработки и высокотемпературного старения. Предел прочности при растяжении при 750°С уменьшался лишь незначительно в результате высокотемпературного старения и холодной обработки. Образец, подвергнутый только отжигу, и образец, подвергнутый только старению, также испытывали при комнатной температуре на предел прочности при растяжении и предел текучести. Предел текучести при комнатной температуре увеличивался от 307 МПа до 318 МПа в результате старения. Предел прочности при растяжении уменьшался от 720 МПа до 710 МПа в результате высокотемпературного старения.
Эти характеристики можно сравнить с конкурирующими сплавами, такими как 347Н, которые в значительной мере утрачивают высокотемпературные свойства в результате, например, только холодной обработки с деформацией на 10%. Поскольку изготовление труб и нагревателей, используемых в процессе термической обработки in situ, часто требует холодной обработки для реализации этого изготовления, улучшение некоторых высокотемпературных свойств или, по меньшей мере, отсутствие значительной утраты высокотемпературных свойств, может оказаться значительным преимуществом для сплавов, имеющих эти характеристики. В частности, может оказаться выгодным, когда эти свойства улучшаются или, по меньшей мере, не претерпевают значительного снижения за счет высокотемпературного старения.
Пример определения ползучести
Образцы сплавов подвергали воздействию механического напряжения 100 МПа при 800°С в испытательной среде азота при наличии 0,1% кислорода. Каждый из образцов сначала отжигали в течение одного часа при 1200°С. В таблице 4 показано время до разрыва, удлинение при разрыве и суммарное содержание фаз, когда это содержание фаз известно.
Образец усовершенствованного сплава В подвергали обработке прокаткой и сворачивали в трубу, а затем сваривали для формирования трубы внутренним диаметром 31,75 миллиметра (1,25 дюйма). Затем трубу разрезали и сваривали снова, чтобы испытать прочность сварного шва. Присадочным металлом был ERNiCrMo-3, а сварной шов выполняли с помощью защитного газа, представлявшего собой аргон, за три прохода при минимальной температуре подогрева, составлявшей 50°С, и максимальной температуре между проходами, составлявшей 350°С. Испытание на разрушение при ползучести проводили для сегмента сварной трубы при 44,8 МПа и 900°С. Время до разрыва, составлявшее 41 час, измеряли, когда разрушение происходило при деформации 5,5%. Это продемонстрировало, что уменьшение прочности сварного шва, включая зону термического влияния вокруг сварного шва, по сравнению с основным сплавом было незначительным.
Дополнительные модификации и альтернативные варианты осуществления различных аспектов изобретения могут стать очевидными для специалистов в данной области техники в свете этого описания.
Соответственно, это описание следует считать лишь иллюстративным и предназначенным для того, чтобы в общих чертах изложить для специалистов в данной области техники способ осуществления этого изобретения. Следует понять, что показанные и описанные здесь формы осуществления приведены как предпочтительные в настоящее время варианты осуществления. Элементы и материалы можно заменять по сравнению с теми, которые проиллюстрированы и описаны здесь, детали и процессы можно сделать обратимыми, а определенные признаки изобретения можно использовать независимо, причем все это будет очевидно для специалистов в данной области техники после того, как они ознакомятся с описанием изобретения. В рамках существа и объема притязаний изобретения, охарактеризованных в нижеследующей формуле изобретения, в описанные здесь элементы можно внести изменения. Кроме того, следует понять, что признаки, описанные здесь, можно объединить в определенных вариантах осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРРЕКЦИЯ КОМПОЗИЦИЙ СПЛАВОВ ДЛЯ ДОСТИЖЕНИЯ ВЫБРАННЫХ СВОЙСТВ В НАГРЕВАТЕЛЯХ С ОГРАНИЧЕНИЕМ ТЕМПЕРАТУРЫ | 2007 |
|
RU2441138C2 |
| НАГРЕВАТЕЛЬ С ОГРАНИЧЕНИЕМ ТЕМПЕРАТУРЫ, В КОТОРОМ ИСПОЛЬЗУЕТСЯ ФАЗОВОЕ ПРЕОБРАЗОВАНИЕ ФЕРРОМАГНИТНОГО МАТЕРИАЛА | 2012 |
|
RU2618240C2 |
| СПОСОБ ОБРАБОТКИ ПЛАСТА БИТУМИНОЗНЫХ ПЕСКОВ И ТРАНСПОРТНОЕ ТОПЛИВО, ИЗГОТОВЛЕННОЕ С ИСПОЛЬЗОВАНИЕМ СПОСОБА | 2007 |
|
RU2454534C2 |
| ВЫСОКОПРОЧНЫЕ, КОРРОЗИЙНО-УСТОЙЧИВЫЕ АУСТЕНИТНЫЕ СПЛАВЫ | 2012 |
|
RU2620834C2 |
| СПОСОБ ОБРАБОТКИ ПЛАСТА БИТУМИНОЗНЫХ ПЕСКОВ И ТРАНСПОРТНОЕ ТОПЛИВО, ИЗГОТОВЛЕННОЕ С ИСПОЛЬЗОВАНИЕМ СПОСОБА | 2007 |
|
RU2453692C2 |
| СИСТЕМЫ И СПОСОБЫ ОБРАБОТКИ ПОДЗЕМНОГО ПЛАСТА С ПОМОЩЬЮ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ | 2009 |
|
RU2524584C2 |
| НАГРЕВ ПОДЗЕМНЫХ УГЛЕВОДОРОДНЫХ ПЛАСТОВ ЦИРКУЛИРУЕМОЙ ТЕПЛОПЕРЕНОСЯЩЕЙ ТЕКУЧЕЙ СРЕДОЙ | 2009 |
|
RU2537712C2 |
| ВЫСОКОПРОЧНЫЙ КОРРОЗИОННО-СТОЙКИЙ СПЛАВ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ | 2006 |
|
RU2418880C2 |
| УСТАНОВКА И ИСПОЛЬЗОВАНИЕ СМЕННЫХ НАГРЕВАТЕЛЕЙ В СОДЕРЖАЩЕМ УГЛЕВОДОРОДЫ ПЛАСТЕ | 2002 |
|
RU2324049C2 |
| НАГРЕВАТЕЛЬНАЯ СИСТЕМА ДЛЯ ПОДЗЕМНОГО ПЛАСТА И СПОСОБ НАГРЕВА ПОДЗЕМНОГО ПЛАСТА С ИСПОЛЬЗОВАНИЕМ НАГРЕВАТЕЛЬНОЙ СИСТЕМЫ | 2008 |
|
RU2477786C2 |
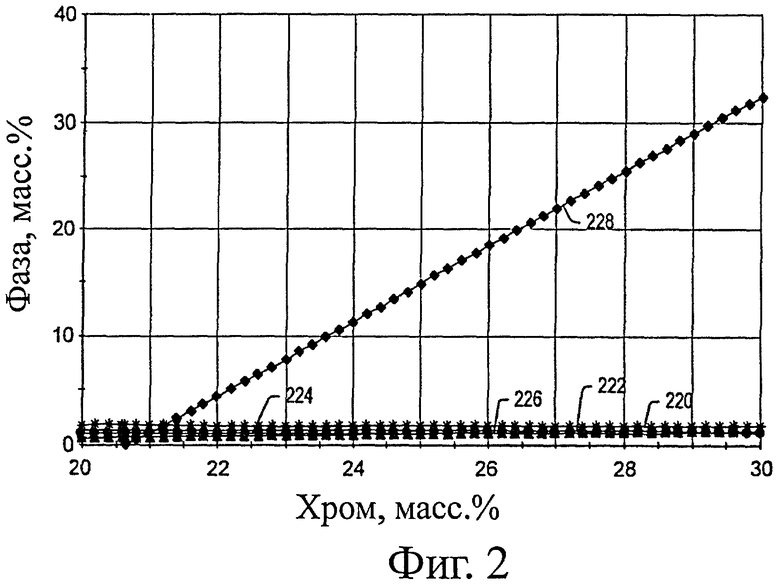
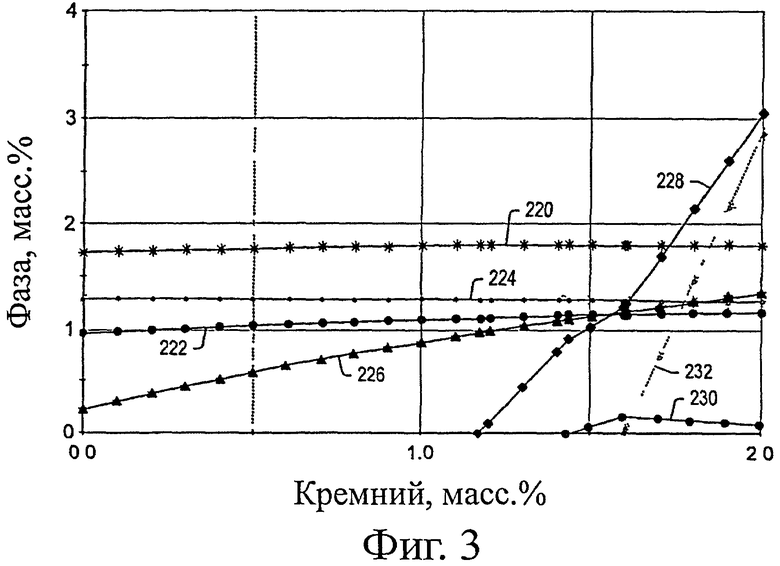
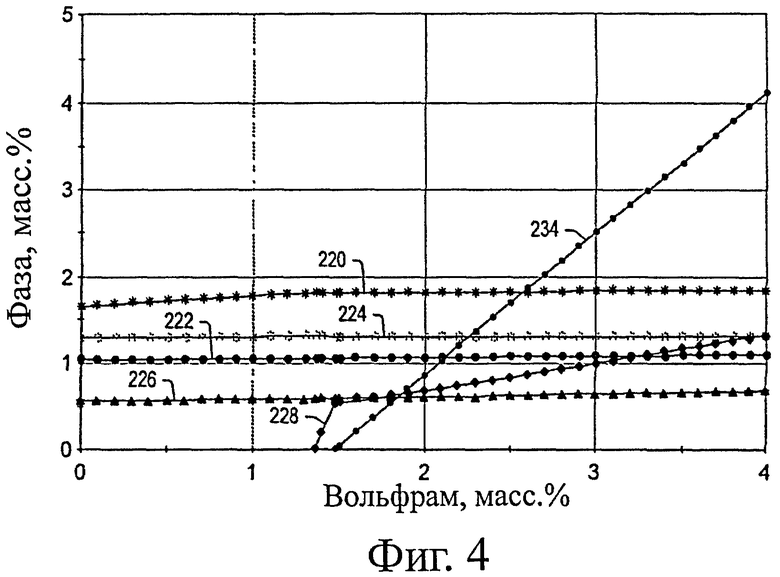
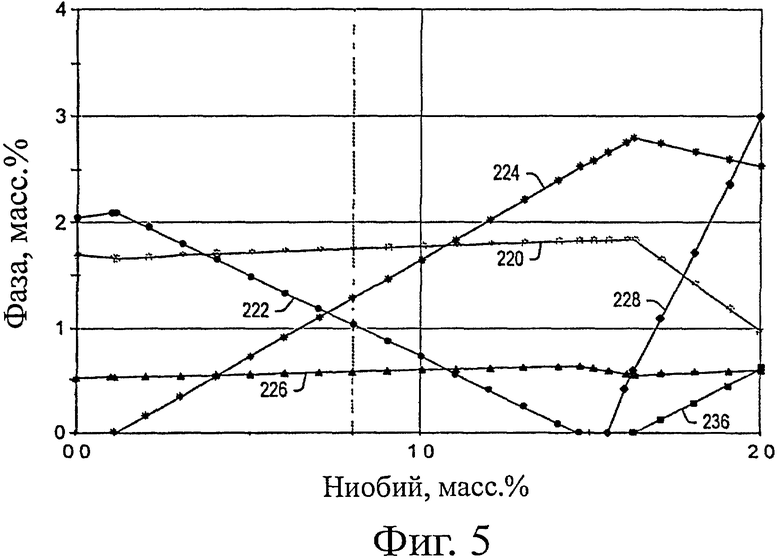
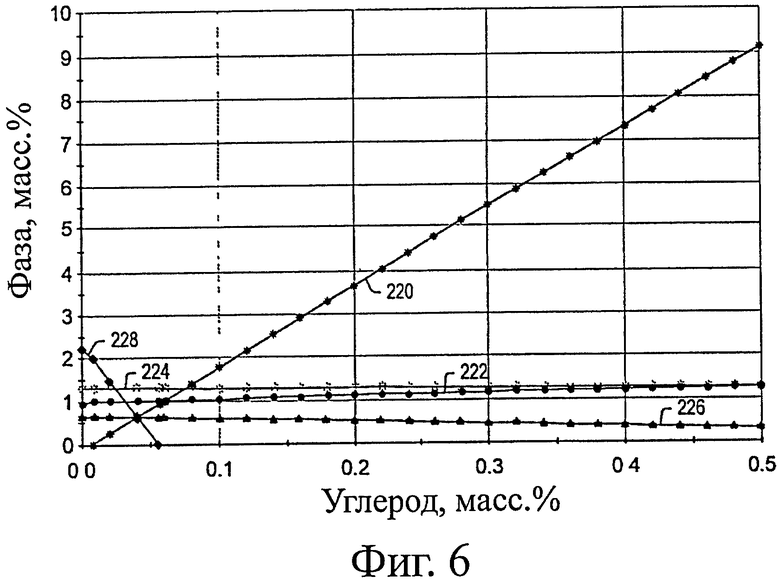
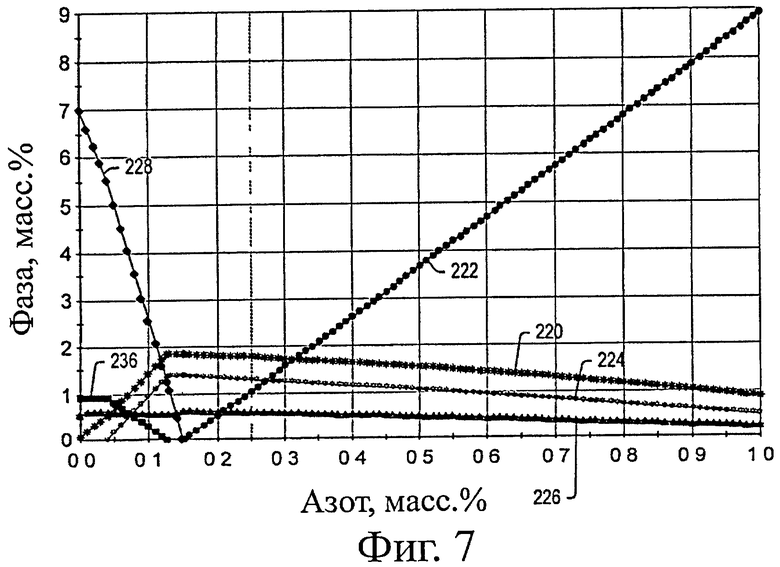
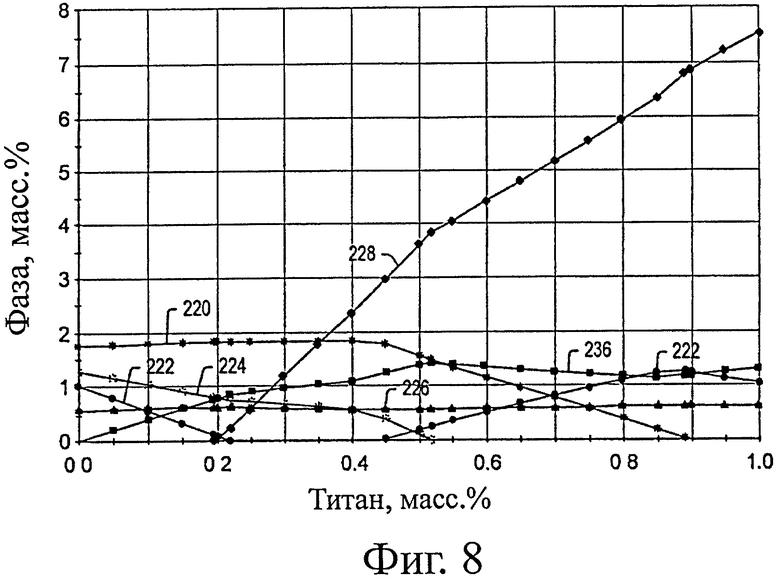
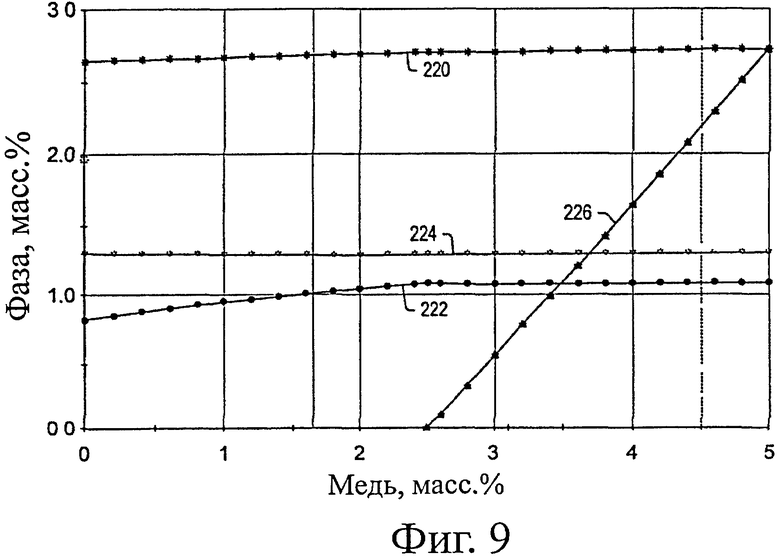
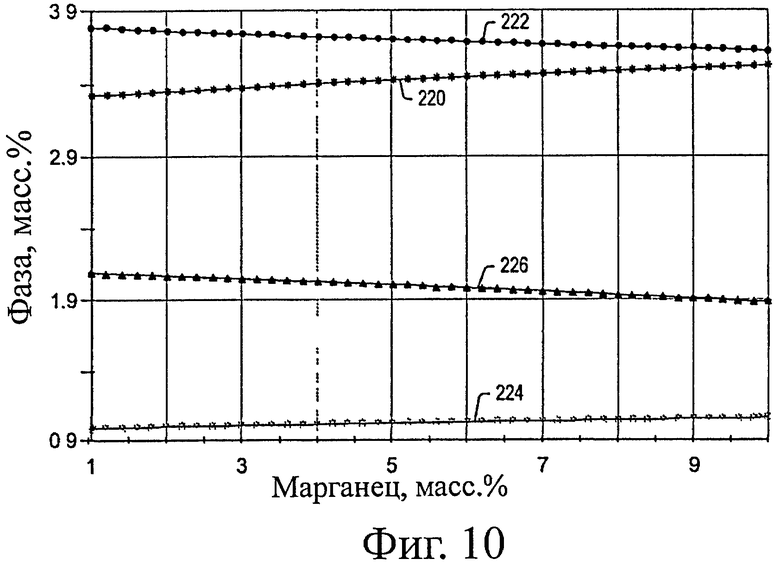
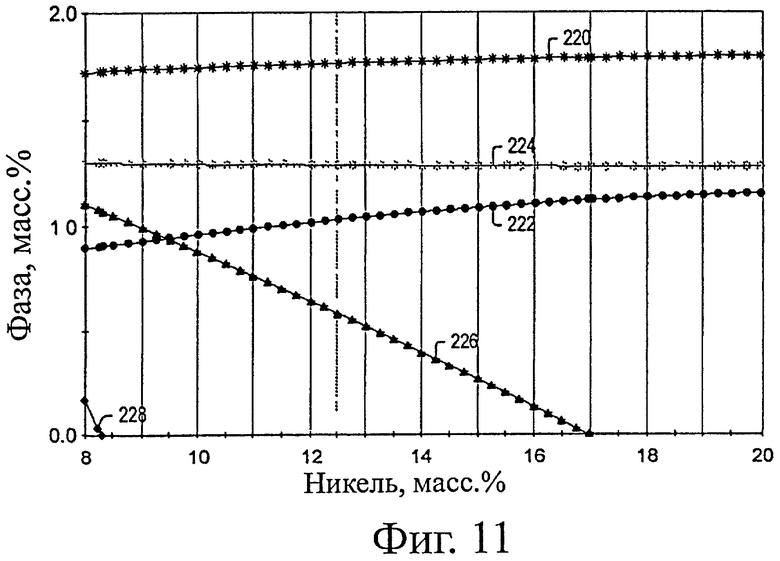
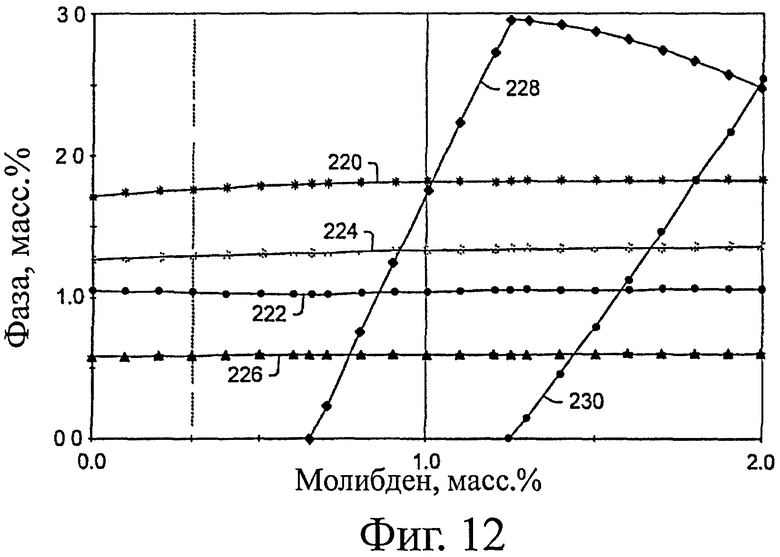
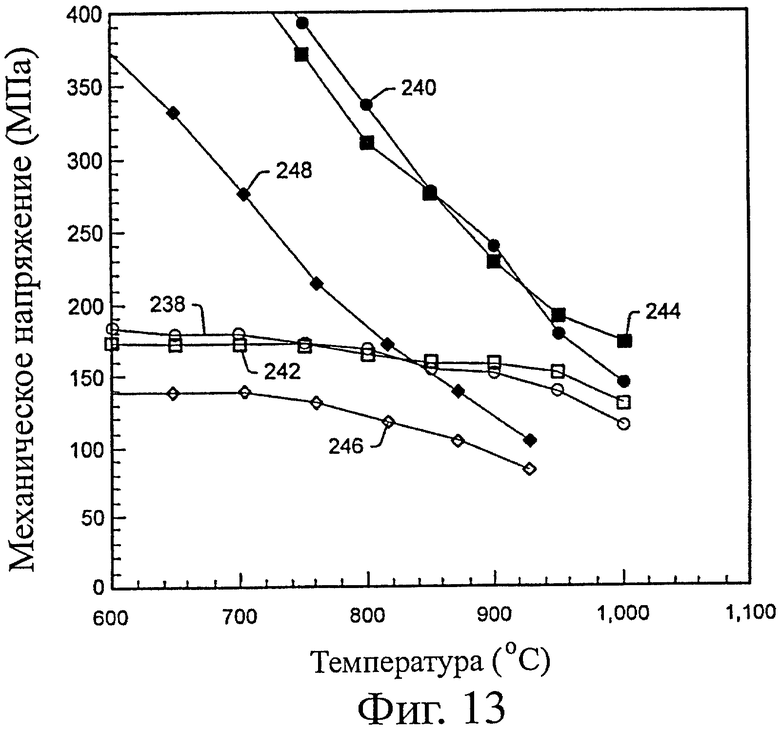
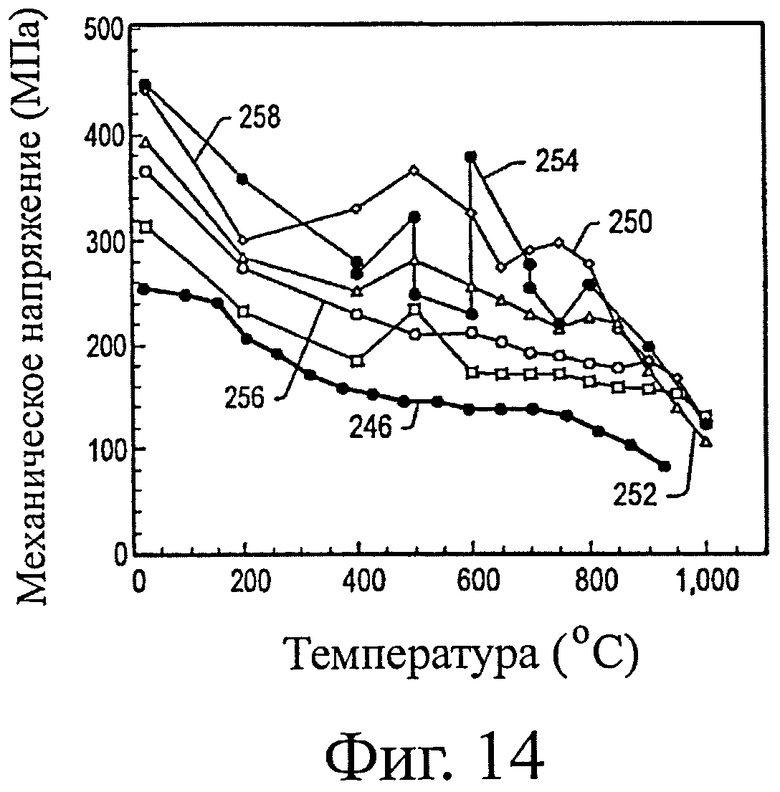
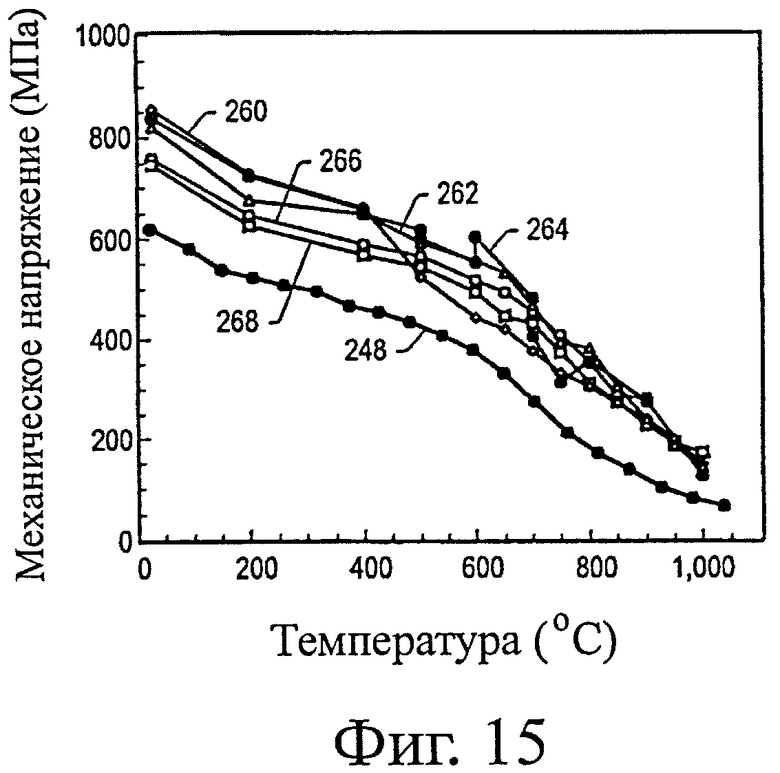
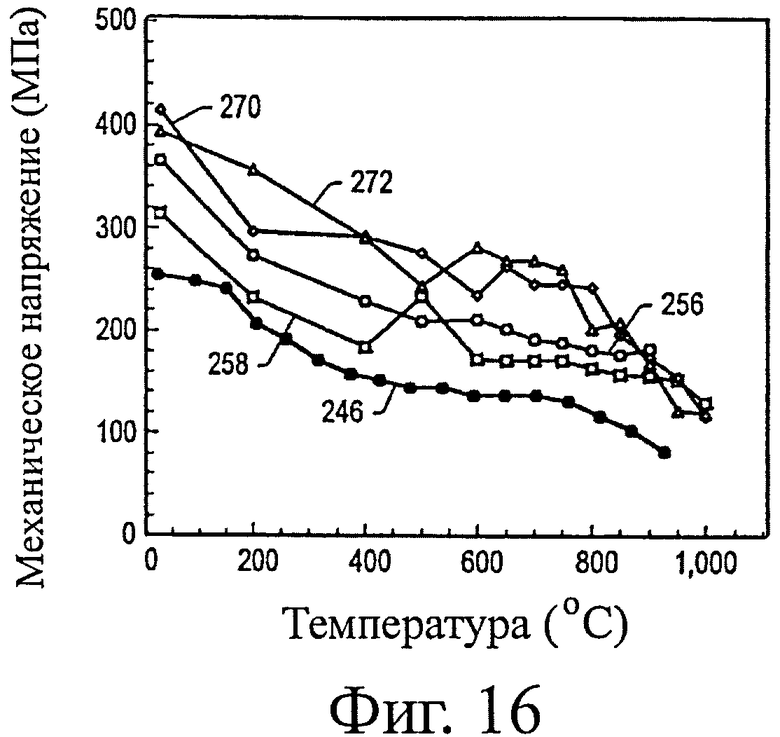
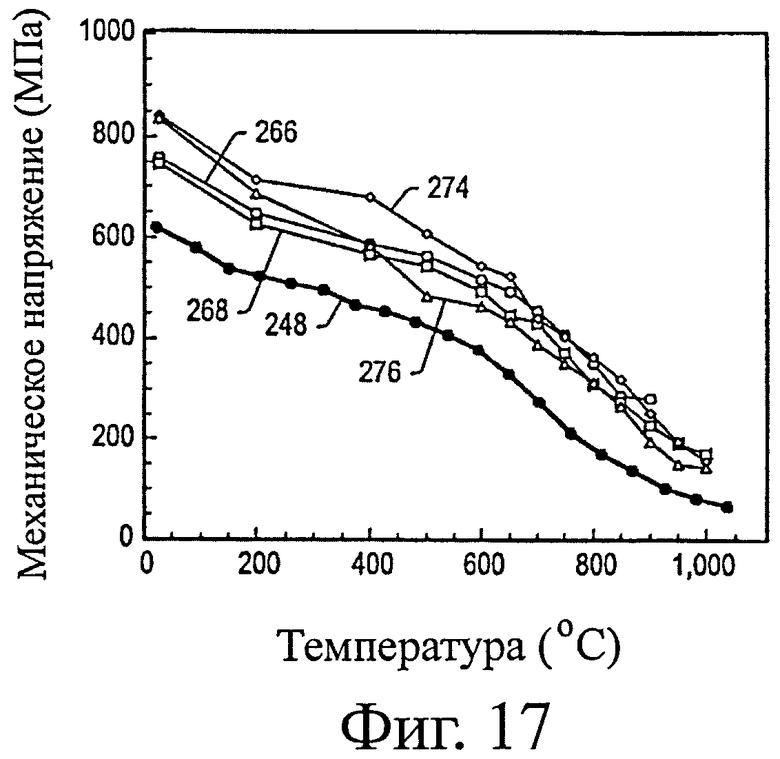
Изобретение относится к области металлургии, а именно к высокопрочным сплавам, используемым при производстве систем нагревателей подземных углеводородсодержащих пластов. Сплавы содержат хром, никель, медь, марганец, ниобий и железо. Система нагревателя может включать в себя корпус или трубу, по меньшей мере, частично изготовленные из сплава, содержащего указанные элементы. Сплавы обладают высокой прочностью при высоких и низких температурах. 6 н. и 40 з.п. ф-лы, 17 ил., 4 табл.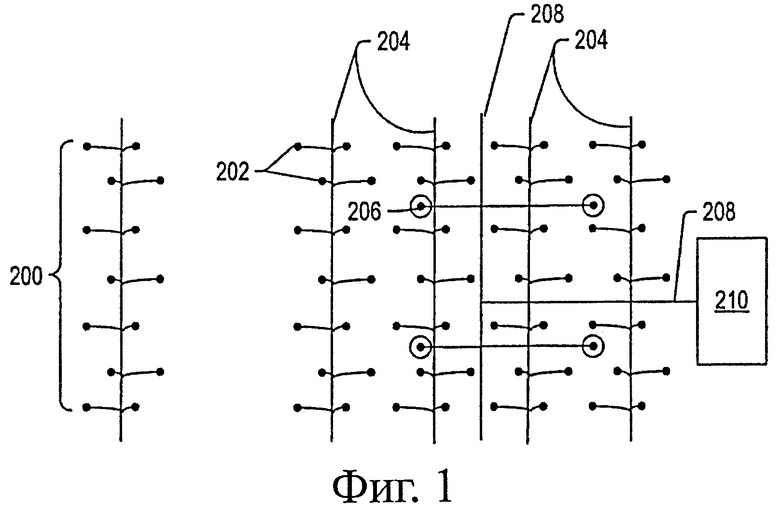
1. Композиция сплава для производства нагревателей для систем нагрева подземного углеводородсодержащего пласта, содержащая, мас.%:
от 18 до 22 хрома,
от 5 до 14 никеля,
между 1 и 10 меди,
от 3 до 10 марганца,
от 0,5 до 1,5 ниобия и
от 36 до 70,5 железа.
2. Композиция по п.1, имеющая предел текучести, превышающий 35 кфунт/дюйм2 при 800°С.
3. Композиция по п.2, имеющая после отжига предел текучести при 800°С, который изменяется менее чем на 20% в результате холодной обработки с деформацией 20%.
4. Композиция по п.1, дополнительно содержащая от 0,2 до 0,5 мас.% элементарного азота.
5. Композиция по п.1, дополнительно содержащая от 0,3 до 1 мас.% молибдена.
6. Композиция по п.1, дополнительно содержащая от 0,08 до 0,2 мас.% углерода.
7. Композиция по п.1, дополнительно содержащая по меньшей мере от 0,12 до около 0,5 мас.% азота и выделения нанонитридов.
8. Композиция по п.7, в которой выделения нанонитридов содержат частицы с максимальными размерами в диапазоне 5-100 нм.
9. Композиция по п.6, дополнительно содержащая по меньшей мере от 0,08 до 0,2 мас.% углерода и выделения нанокарбидов.
10. Композиция по п.9, в которой выделения нанокарбидов содержат частицы с максимальными размерами в диапазоне 5-200 нм.
11. Композиция по любому из пп.7-10, имеющая при 800°С по меньшей мере 3,35 мас.% выделений нанокарбидов и/или нанонитридов.
12. Композиция по п.11, дополнительно содержащая по меньшей мере от 0,12 до около 0,5 мас.% азота и от около 0,08 до около 0,2 мас.% углерода, в которой по меньшей мере 2 мас.% выделений, присутствующих при 800°С, представляют собой M(C,N), M2(C,N) или М23С6-фазы, где М представляет собой ниобий, железо или марганец.
13. Композиция по п.11, дополнительно содержащая по меньшей мере от 0,12 до около 0,5 мас.% азота и от около 0,08 до около 0,2 мас.% углерода, подвергнутая отжигу при температуре отжига и содержащая при 800°С по меньшей мере на 1,5 мас.% больше, чем при температуре отжига, M(C,N), M2(C,N) или М23С6-фаз, где М представляет собой ниобий, железо или марганец.
14. Композиция по п.13, температура отжига которой составляет по меньшей мере 1250°С.
15. Композиция по п.13, температура отжига которой находится между 1300°С и температурой плавления композиции.
16. Композиция по п.11, имеющая при 800°С по меньшей мере 4 мас.% выделений.
17. Композиция по п.11, имеющая при 800°С по меньшей мере 8 мас.% выделений.
18. Композиция сплава для производства нагревателей для систем нагрева подземного углеводородсодержащего пласта, содержащая, мас.%:
от 18 до 22 хрома,
от 5 до 9 никеля,
от 1 до 6 меди,
от 0,5 до 1,5 ниобия,
от 3 до 10 марганца,
от 0,5 до 1,5 вольфрама,
от 36 до 74 железа,
причем соотношение вольфрама и меди находится между примерно 1/10 и 10/1.
19. Композиция по п.18, в которой соотношение вольфрама и меди находится между примерно 1/5 и 5/1.
20. Композиция по п.18, дополнительно содержащая от по меньшей мере 0,12 до примерно 0,5 мас.% азота и выделения нанонитридов, в которой выделения нанонитридов содержат частицы с максимальными размерами в диапазоне 5-100 нм.
21. Композиция по п.20, имеющая при 800°С по меньшей мере 3,35 мас.% выделений нанонитридов.
22. Композиция по п.20, имеющая при 800°С по меньшей мере 4 мас.% выделений нанонитридов.
23. Композиция по п.18, дополнительно содержащая по меньшей мере от 0,12 до около 0,5 мас.% азота и от около 0,08 до около 0,2 мас.% углерода, в которой по меньшей мере 2 мас.% выделений, присутствующих при 800°С, представляют собой M(C,N), M2(C,N) или М23С6-фазы, где М представляет собой ниобий, железо или марганец.
24. Композиция по п.18, подвергнутая холодной обработке с деформацией со степенью по меньшей мере примерно 10%.
25. Композиция по п.18, подвергнутая горячей обработке со степенью деформации по меньшей мере до примерно 10%.
26. Композиция по п.18, подвергнутая старению в горячем состоянии.
27. Система нагревателя для нагрева подземного углеводородсодержащего пласта, содержащая теплогенерирующий элемент и корпус, окружающий теплогенерирующий элемент, по меньшей мере частично выполненный из материала, содержащего, мас.%:
от 18 до 22 хрома,
от 5 до 14 никеля,
от 3 до 10 марганца,
от 1 до 10 меди,
от 0,5 до 1,5 ниобия,
от 36 до 70,5 железа.
28. Система нагревателя по п.27, в которой теплогенерирующий элемент представляет собой электрически запитываемый теплогенерирующий элемент.
29. Система нагревателя по п.27, в которой теплогенерирующий элемент представляет собой топливный элемент, в котором сжигают углеводородное топливо.
30. Система для нагрева подземного углеводородсодержащего пласта, содержащая трубу, по меньшей мере частично выполненную из материала, содержащего, мас.%:
от 18 до 22 хрома,
от 10 до 14 никеля,
от 1 до 10 меди,
от 0,5 до 1,5 ниобия,
от 3 до 10 марганца,
от 36 до 70,5 железа.
31. Система по п.30, дополнительно содержащая циркулирующую по трубе нагревательную среду для нагрева подземного пласта.
32. Система по п.30, в которой нагревательная среда содержит водяной пар.
33. Система по п.30, в которой нагревательная среда содержит диоксид углерода.
34. Система по п.30, в которой нагревательная среда нагрета на поверхности за счет теплообмена с гелием.
35. Система по п.34, в которой гелий нагревается в ядерном реакторе.
36. Система по п.30, дополнительно содержащая электрически запитываемый нагревательный элемент в качестве источника тепла.
37. Система по п.30, в которой труба изготовлена посредством сварки пластины из свернутого материала, образующего трубу.
38. Система по п.37, в которой сварка представляет собой лазерную сварку.
39. Система по п.37, в которой сварка представляет собой дуговую сварку вольфрамовым электродом в среде инертного газа.
40. Композиция сплава для производства нагревателей для систем нагрева подземного углеводородсодержащего пласта, содержащая, мас.%:
от 18 до 22 хрома,
от 11 до 14 никеля,
самое большее 3 меди,
от 3 до 10 марганца,
самое большее 0,75 кремния,
от 0,5 до 1,5 ниобия,
от 0,5 до 1,5 вольфрама и
от 36 до 74 железа,
и при этом материал обладает обрабатываемостью в холодном состоянии.
41. Композиция по п.40, в которой материал обладает обрабатываемостью в горячем состоянии.
42. Композиция по п.40, дополнительно содержащая от 0,07 до 0,15 мас.% углерода.
43. Композиция по п.40, дополнительно содержащая от 0,2 до 0,5 мас.% азота.
44. Способ нагрева подземного углеводородсодержащего пласта, заключающийся в том, что размещают одну или более систем нагревателей, в которых часть одной из систем нагревателей изготовлена из композиций по любому из пп.1-26 или любому из пп.40-43, и при этом по меньшей мере одна из систем нагревателей является системой нагревателя по любому из пп.27-39, и нагревают по меньшей мере участок подземного пласта теплом одной или более систем нагревателей.
45. Способ по п.44, дополнительно предусматривающий обеспечение нагрева пласта таким образом, что, по меньшей мере, некоторые углеводороды в пласте мобилизуются и/или пиролизуются.
46. Способ по п.44, дополнительно предусматривающий добычу, по меньшей мере, части углеводородов из пласта.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 1996 |
|
RU2125110C1 |
| СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 1998 |
|
RU2128240C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

