Изобретение относится к области черной металлургии и, в частности, к установкам для нанесения покрытия на стальные полосы методом погружения, в которых указанные полосы покрывают слоем цинка или цинкового сплава (в случае цинкования) или другого металла или металлического сплава, такого как сплав алюминия-кремния.
Следует напомнить, что при нанесении покрытия на стальную полосу методом погружения движущаяся полоса проходит в ванну, содержащую металл или металлический сплав покрытия, поддерживаемый в жидком состоянии. Покрытие осаждается на полосу, которая затем выходит из ванны и проходит через устройство, контролирующее толщину покрытия, и способствует его затвердеванию, в основном состоящее из насадок, нагнетающих газ на поверхность покрытия. Перед прохождением в ванну полосу нагревают при помощи печи для отжига, затем охлаждают до температуры, близкой к температуре ванны для создания условий оптимального сцепления между полосой и покрытием.
Во время прохождения через ванну в ванне образуются оксиды и интерметаллические выделения преимущественно на основе Zn и Fe в случае ванны для цинкования, содержащей жидкий цинк, которая будет в первую очередь рассмотрена в нижеследующем описании, хотя и не является исключительным вариантом применения изобретения. Эти выделения называются «штейнами». Некоторые штейны имеют более высокую плотность, чем ванна, и осаждаются на дно бака, не мешая процессу цинкования. Другие, наоборот, имеют более низкую плотность, чем ванна, и плавают на ее поверхности. Они могут внедряться в покрытие полосы, что приводит к появлению в ней дефектов. Эти штейны низкой плотности, которые и будут рассмотрены в дальнейшем, необходимо удалять, насколько это возможно, из зоны вхождения полосы в ванну (если это вхождение происходит на открытом воздухе, что вовсе не обязательно) и из зоны выхода полосы из ванны и удалять из бака вообще по мере их образования.
Для этого обычно оператор, который находится вблизи бака, толкает штейны при помощи инструмента в направлении емкости, расположенной на удалении от зон входа и выхода полосы, причем эту емкость затем извлекают из бака и опорожняют при помощи роботизированной или обычной системы. В других случаях оператор толкает штейны в направлении зоны бака, в которой устройство, такое как робот, удаляет их в направлении емкости, которая находится за пределами бака и в которую их собирают.
Эта операция является трудоемкой и потенциально опасной для оператора, так как он должен находиться в непосредственной близости от ванны горячего жидкого металла, подвергаясь всем неудобствам и рискам, связанным с высокой температурой и с возможностью выплесков жидкого металла. Кроме того, система контроля толщины покрытия, наносимого на полосу, состоит из нагнетательных насадок и может использовать инертные газы, такие как азот, для ограничения окисления покрытия. Использование этих инертных газов тоже является источником опасности для оператора по причине нехватки кислорода в атмосфере вокруг бака.
Кроме того, эта операция очистки от штейнов требует ограничения скорости движения полосы, так как высокая скорость способствует образованию штейнов, которые оператор и робот должны успевать удалять.
К тому же, чем выше скорость движения полосы, тем большее количество газа должны нагнетать насадки контроля толщины покрытия, чтобы поддерживать постоянную толщину покрытия. Это приводит к повышению окружающей температуры вокруг ванны, так как нагнетаемый газ переносит тепло от полосы и от ванны в зону, где работают операторы.
Наконец, чтобы ограничивать потери тепловой энергии, связанные с нагреванием ванны, в некоторых установках нанесения покрытия предусмотрено их полное закрывание кожухами. В этом случае необходимо ограничить внешнее вмешательство, в частности работу оператора по удалению штейнов, чтобы избегать слишком частого открывания установок.
Таким образом, существует потребность в повышении безопасности, скорости и эффективности удаления штейнов по сравнению с известными техническими решениями, но без радикальных изменений самого процесса цинкования и общей концепции осуществляющей его установки.
Некоторые металлурги предложили решение, чтобы хотя бы частично ограничить человеческое вмешательство для направления штейнов в зону действия роботов при помощи электромагнитных устройств. При помощи скользящих полей, создаваемых индукторами, такими как линейные двигатели, электромагнитные силы, действию которых подвергается жидкий металл или металлический сплав (так называемые «магнитодвижущие» силы), заставляют перемещаться жидкий металл или металлический сплав, который увлекает за собой штейны в зону бака, где действует робот, создавая путь рециркуляции штейнов, приводящий их в указанную зону. Такие устройства описаны, например, в документах JP-A-10-053850, JP-A-54-33234, JP-A-2005-068545, JP-11-006046.
В документе JP-A-54-33234 предложено, например, использовать индукторы со скользящим полем вокруг полосы в зоне выхода из бака, при этом скользящие поля перемещают штейны в угол бака, где находится транспортерная лента, удаляющая штейны за пределы бака в сборную емкость. Вход полосы в ванну для цинкования чаще всего проходит внутри трубы, заходящей в ванну и соединенной на входе с печью для отжига, и в этой зоне всплывающие на поверхность ванны штейны не могут входить в контакт с поверхностью полосы. Таким образом, достаточно установить индукторы в окружающем пространстве зоны выхода из ванны.
В документе JP-A-10-053850 предложено располагать экраны параллельно полосе в зоне ее входа в бак, и индукторы со скользящим полем располагают вблизи двух концов каждого экрана. Создаваемые магнитные поля позволяют притягивать штейны за пределы зоны, заключенной между экранами и содержащей полосу.
В случае отсутствия робота такие устройства позволяют облегчить работу оператора, который действует только в зоне бака, имеющей относительно ограниченную площадь.
Однако опыт показывает, что эффективность этих устройств следует повысить еще больше. В частности, необходимо по возможности обеспечивать максимально полное удаление штейнов при минимальном количестве, индукторов. Оптимально одного индуктора должно быть достаточно, если бак имеет небольшие размеры.
Задача изобретения состоит в разработке способа и устройства удаления штейнов низкой плотности, плавающих на поверхности ванны для цинкования, обеспечивающих более высокую эффективность, чем известные устройства, при использовании минимума индукторов.
В связи с этим объектом изобретения является способ цинкования движущейся стальной полосы методом погружения в жидкую ванну металла, такого как цинк или металлический сплав, содержащуюся в баке, согласно которому штейны, образующиеся в ходе цинкования и плавающие на поверхности ванны, удаляют от поверхности полосы при помощи, по меньшей мере, одного индуктора, при этом каждый индуктор производит скользящее электромагнитное поле, ориентированное в данном направлении и генерирующее магнитодвижущую силу, при этом все указанные магнитодвижущие силы перемещают указанные штейны в направлении емкости, предназначенной для их сбора, и/или в направлении зоны поверхности ванны, откуда их удаляют, согласно изобретению, по меньшей мере, для одного из указанных индукторов периодически меняют на противоположное указанное направление его скользящего электромагнитного поля, чтобы изменять потоки штейнов внутри бака.
Среди указанных индукторов, по меньшей мере, два из них можно расположить вдоль зоны выхода полосы из ванны, и при этом периодически изменять направление их соответствующих полей на противоположное.
Объектом изобретения является также установка для нанесения покрытия на стальную полосу методом погружения, содержащая бак, в котором находится жидкая ванна металла или металлического сплава, в которой движется полоса, и, по меньшей мере, один индуктор, при этом каждый индуктор создает электромагнитное поле и магнитодвижущие силы, способствующие перемещению штейнов, образующихся в ходе нанесения покрытия, в сторону емкости, предназначенной для их сбора, и/или в зону действия робота или оператора, который перемещает их в указанную емкость, при этом, согласно изобретению, по меньшей мере, один из указанных индукторов содержит устройство, позволяющее менять на противоположное направление электромагнитного поля, генерируемого указанным индуктором.
Она может содержать, по меньшей мере, два индуктора, расположенных с двух сторон от зоны выхода полосы из ванны, и каждый из указанных индукторов содержит устройство, позволяющее менять на противоположное направление генерируемого им электромагнитного поля.
Указанные индукторы могут быть установлены на кронштейнах, позволяющих регулировать их положение над баком и их расстояние от поверхности ванны.
Указанная установка может содержать автоматические устройства регулирования расстояния между каждым из индукторов и уровнем поверхности ванны.
Согласно варианту осуществления, два индуктора расположены вдоль полосы в зоне ее выхода из ванны таким образом, чтобы удалять штейны от поверхностей полосы, заставляя их перемещаться параллельно полосе, и два индуктора расположены, каждый, вдоль стенки бака по существу в продолжении двух других индукторов.
В этом случае содержащий ванну бак имеет общую прямоугольную форму, при этом емкость, в которую собирают штейны, и/или зона действия робота или оператора, из которой их удаляют, находится в углу бака, противоположном одному из индукторов, а в углу, противоположном другому из индукторов, расположен индуктор, предназначенный для направления штейнов в сторону указанной емкости.
Установка может содержать средства управления изменением направления электромагнитного поля, генерируемого, по меньшей мере, одним индуктором, которые, в свою очередь, связаны с устройством, позволяющим оценивать количество штейнов, скопившихся, по меньшей мере, в одной зоне бака, и определять момент, когда необходимо осуществлять такое изменение.
По меньшей мере, один из указанных индукторов может быть трехфазным линейным двигателем.
Предпочтительно, по меньшей мере, один из указанных трехфазных линейных двигателей является двигателем, в котором катушки окружают магнитный сердечник.
Таким образом, изобретение основано на использовании индукторов со скользящим полем, по меньшей мере, один из которых имеет возможность периодически менять направление скользящего поля во время их использования, то есть направление магнитодвижущей силы, которая вызывает перемещение штейнов. В случае необходимости, если бак, содержащий жидкий металл покрытия, имеет небольшие размеры, может быть достаточно наличия только одного индуктора, если, согласно изобретению, направление его скользящего поля может периодически меняться на противоположное.
Эта инверсия направления поля позволяет избегать постоянной траектории преимущественных путей циркуляции штейнов на поверхности ванны.
Действительно, авторы изобретения установили, что такое постоянство путей циркуляции отрицательно сказывается на эффективности электромагнитного устройства перемещения штейнов. Оно приводит к созданию мертвых зон и замкнутых контуров рециркуляции, расположенных в некоторых зонах бака. Следовательно, штейны стремятся скапливаться в этих зонах, и робот не может их удалять, если его зона действия не охватывает мертвые зоны или зоны, где находятся контуры рециркуляции. Если к тому же они находятся на удалении от емкости сбора штейнов, оператор вынужден перемещать их в емкость или зону действия робота со всеми вытекающими отсюда вышеупомянутыми последствиями для безопасности и условий работы.
Инверсия (осуществляемая через равномерные или разные интервалы времени) направления поля, генерируемого, по меньшей мере, одним индуктором, предпочтительно, по меньшей мере, индукторами, обрамляющими две стороны полосы в зоне захождения в бак, позволяет изменять путь циркуляции штейнов. Таким образом, мертвые зоны или контуры рециркуляции, которые могли бы установиться, если бы поля имели данное направление, «нарушаются» за счет изменения на противоположное этого направления, и штейны, которые могли в них скопиться, направляются в контур циркуляции, который приводит их в зону действия робота и даже непосредственно в емкость для их сбора. Следовательно, отпадает необходимость во вмешательстве человека для установления этой циркуляции. Число индукторов, которые были бы необходимы для удаления штейнов, присутствующих на всей поверхности ванны, можно уменьшить, учитывая, что нет необходимости в непрерывном действии циркуляционных токов на данную зону бака, в частности, на зоны, находящиеся относительно далеко от полосы.
Изобретение будет более очевидно из нижеследующего описания со ссылками на прилагаемые чертежи.
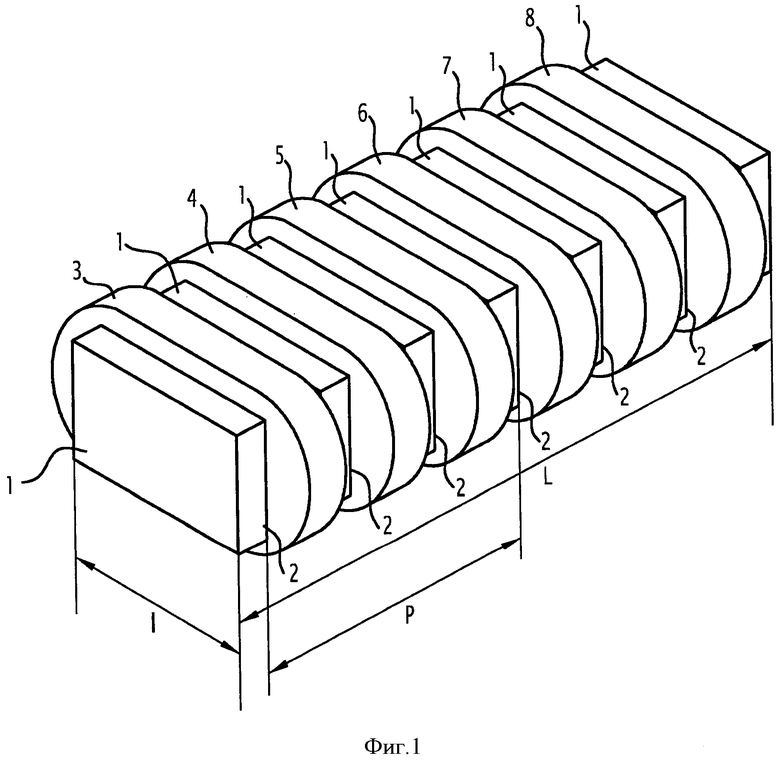
На фиг. 1 показан пример линейного двигателя, который можно использовать в рамках изобретения;
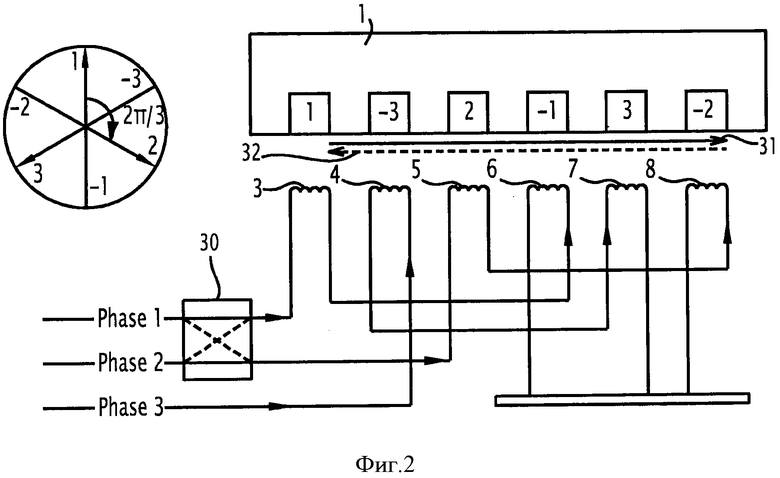
на фиг. 2 представлена электрическая схема линейного двигателя, показанного на фиг. 1;
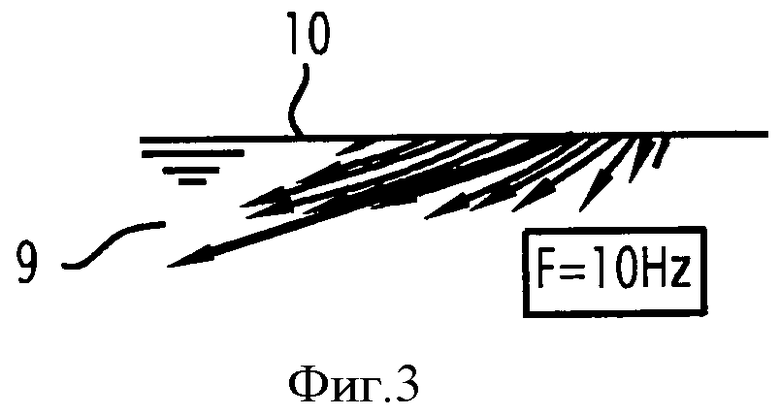
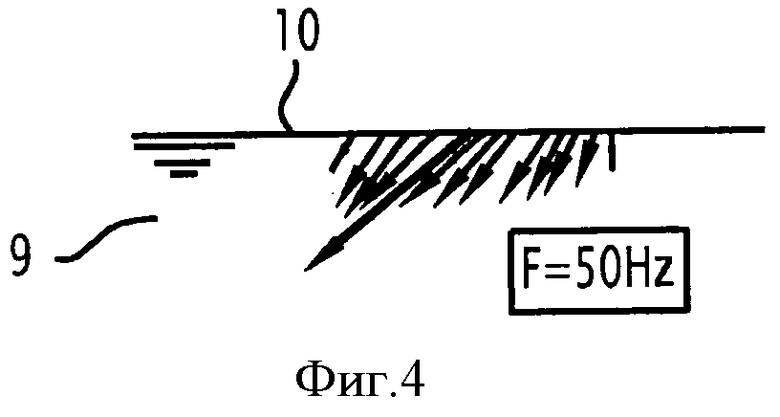
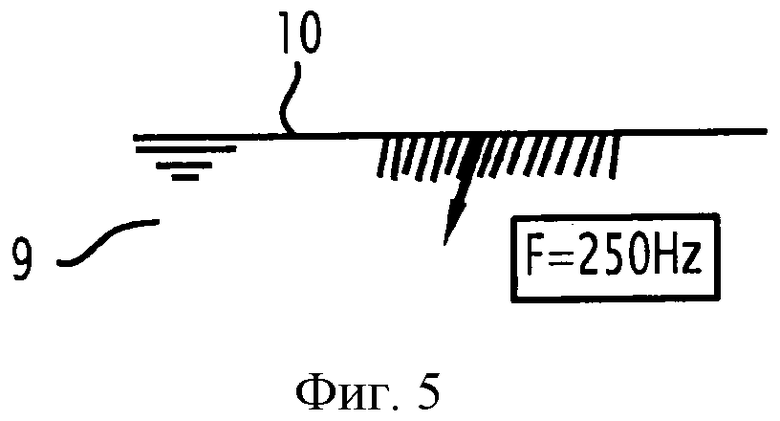
на фиг. 3-5 схематично представлены изменения направления магнитодвижущих сил, создаваемых линейным двигателем, показанным на фиг. 1, в зависимости от частоты проходящего через него тока;
на фиг. 6 показан пример установки для цинкования, в которой можно применять изобретение, схематичный вид в перспективе;
на фиг. 7 и 8 показана установка, изображенная на фиг. 6, с двумя возможными конфигурациями перемещения штейнов в соответствии с изобретением, вид сверху;
на фиг. 9 показан вариант установки, изображенной на фиг. 6, в котором используют дополнительный линейный двигатель, схематичный вид сверху.
Общая концепция трехфазных линейных двигателей, которые в предпочтительном примере изобретения обеспечивают создание скользящих полей, является классической, но их параметры и характеристики должны удовлетворять потребностям установки. В частности, необходимо обеспечивать достаточную эффективность скользящего поля, когда двигатель находится на расстоянии от ванны для цинкования, оптимально составляющем от 20 до 100 мм, то есть на расстоянии, при котором избегают соприкосновения поверхности ванны с двигателем или при котором выплески жидкого цинка могут его повредить.
Теоретически возможно расстояние между двигателем и ванной от 1 до 350 мм (его регулируют также в зависимости от полюсного шага и от мощности двигателя), учитывая, что чем меньше это расстояние, тем выше эффективность двигателя при всех остальных равных условиях. Однако геометрию и точные условия работы установки для цинкования необходимо предусматривать для выбора оптимального расстояния. Кроме того, оптимально каждый из двигателей установлен на кронштейне, который позволяет регулировать их точное положение над ванной, в том числе по высоте, в зависимости от моментальных потребностей применения установки, которые могут меняться в зависимости от различных параметров, таких как:
- скорость движения полосы и ее изменения, которые создают более или менее значительные возмущения на поверхности ванны;
- скорость образования штейнов, которая зависит в том числе от скорости движения полосы и которая, если она является высокой из-за быстрого движения полосы, может потребовать максимальной эффективности двигателей для удаления штейнов от полосы; в этом случае двигатели следует располагать как можно ближе к поверхности ванны.
Габаритные размеры длины и объема каждого двигателя должны быть такими, чтобы двигатель можно было использовать в производственной линии с учетом обычных размеров бака, полосы и имеющегося пространства для установки двигателей над баком, особенно если их необходимо устанавливать в уже существующей установке. Практически длина двигателя составляет от 200 до 2000 мм, его ширина составляет от 100 до 1000 мм и его высота составляет от 50 до 600 мм.
Длина и ширина двигателя определяют его активную поверхность: чем больше активная поверхность, тем больше зона, обрабатываемая двигателем, но вместе с тем двигатель занимает больше места, что может затруднить его установку. Разумеется, все двигатели одной установки не обязательно должны быть одинаковыми. Выбор размеров двигателя осуществляют относительно размера зоны, которую он должен обрабатывать. Оптимально, двигатели, обрамляющие полосу, имеют длину, примерно соответствующую ширине полосы, для обеспечения удаления штейнов от всей зоны проникновения полосы в ванну для цинкования. Однако это условие не всегда соблюдается на установках, предназначенных для обработки полос разной ширины (например, от 600 до 2000 мм). Чтобы преодолеть это несоответствие, можно:
- либо иметь несколько наборов двигателей разной ширины, которые можно быстро менять между двумя операциями цинкования полосы разной ширины;
- либо, что будет показано ниже, использовать несколько двигателей, расположенных рядом друг с другом, которые можно запускать или отключать в зависимости ширины обрабатываемой полосы.
Полюсный шаг двигателя, то есть расстояние между двумя катушками, питаемыми от одной фазы, может меняться от 50 до 700 мм. Он соответствует зоне действия магнитного поля. Чем меньше полюсный шаг, тем ближе двигатель можно расположить к поверхности ванны для обеспечения данной эффективности перемещения штейнов. Как правило, расположение двигателя на расстоянии 100 мм от поверхности ванны соответствует выбору полюсного шага порядка 300 мм с учетом других предпочтительных характеристик двигателей.
Рабочая частота двигателей может варьировать от 1 до 500 Гц. Как было указано выше, она влияет на направление магнитодвижущей силы в жидком Zn. В оптимальном варианте сила является максимально касательной относительно поверхности ванны, чтобы не создавать перемешивания за пределами непосредственной близости от поверхности (в частности, перемешивания, которое может увлечь в центр ванны штейны, осевшие на дно бака, или штейны, плавающие на поверхности), и чтобы обеспечивать максимально эффективное перемещение штейнов, плавающих на поверхности. При всех прочих равных характеристиках, в частности полюсном шаге, электромагнитная сила является тем ближе к касательной, чем ниже значение частоты.
Сила тока, проходящего через каждый вырез двигателей, должна быть достаточной для создания магнитодвижущей силы от 1000 до 20000 ампер-оборотов с учетом того, что для данной обмотки чем больше сила тока, тем больше генерируемая магнитодвижущая сила.
На фиг. 1 схематично показан трехфазный линейный двигатель известного типа, который можно использовать в качестве индуктора в рамках изобретения. Как известно, он содержит магнитный сердечник 1 длиной L и шириной 1, образованный соединением листов из мягкого железа. Мягкое железо применяют для максимизации магнитного потока, а листовая конструкция позволяет уменьшить появление токов Фуко, то есть потери от эффекта Джоуля. Сердечник содержит щели 2, в которых расположены электрические проводники, образующие катушки 3-8, причем эти катушки 3-8 соединены между собой, образуя обмотки. В представленном примере речь идет о трехфазном двигателе, содержащем три обмотки из двух расположенных с чередованием катушек, то есть катушка 3 соединена с катушкой 6, катушка 4 соединена с катушкой 7, и катушка 5 соединена с катушкой 8. Каждая катушка 3-8 получает питание со сдвигом фазы на 2 я/3 для создания скользящего магнитного поля, которое создает магнитодвижущую силу, перемещающую штейны в том же направлении, что и направление поля. Катушки 3-8 можно охлаждать за счет внутренней циркуляции воды.
На фиг. 2 представлена электрическая схема двигателя с соединением звездой и с чередованием соединения катушек.
Для облегчения применения изобретения предусмотрен фазовый инвертор 30, который в ходе одной операции приведения в действие позволяет изменять соединения катушек, связанных с фазами 1 и 2 (соответственно катушек 3, 5, 6, 8 в представленном примере), чтобы можно было моментально менять на противоположное направление скользящего поля, при этом соединения катушек 4, 7, связанных с фазой 3, остаются без изменения. Таким образом, в конфигурации, показанной на фиг. 2 сплошной линией, где катушки 3 и 6 связаны с фазой 1, а катушки 5 и 8 - с фазой 2, поле скользит слева направо по стрелке 31. В конфигурации, показанной на фиг. 2 пунктирной линией, где катушки 3 и 6 связаны с фазой 2, а катушки 5 и 8 - с фазой 1, поле скользит справа налево по стрелке 32.
Полюсный шаг двигателя, то есть расстояние «р» между двумя катушками, питаемыми от одной фазы, например, катушками 3 и 6 в представленном примере, составляет от 50 до 700 мм, как было указано выше. Полюсный шаг в 300 мм для двигателя длиной 600-700 м представляет собой хороший компромисс между различными требованиями:
- достаточно длинный полюсный шаг, чтобы не располагать двигатель на слишком малом расстоянии от ванны для цинкования, что могло бы привести к его повреждению;
- достаточно короткий полюсный шаг, чтобы избежать слишком большой длины двигателя.
На фиг. 3-5 схематично показаны магнитодвижущие силы и их направления в ванне 9 для цинкования при частотах тока, проходящего через двигатель, 10 Гц (фиг. 3) 50 Гц (фиг. 4) и 250 Гц (фиг. 5). В зависимости от своей ориентации и длины стрелки показывают приоритетные направления указанных сил и их интенсивность. Как было указано выше и как показано на фигурах, чем ниже частота, тем больше магнитодвижущая сила становится касательной к поверхности 10 ванны и, следовательно, тем выше ее эффективность при одинаковой силе тока для перемещения штейнов в необходимом направлении. Однако низкая чистота предопределяет низкую интенсивность магнитодвижущих сил. Выбор частоты тока следует также осуществлять в комбинации с выбором полюсного шага для получения геометрии установки, наиболее благоприятствующей ее нормальной работе. Предпочтительно выбирать относительно низкую частоту и относительно большой полюсный шаг, чтобы не располагать двигатель на слишком малом расстоянии от ванны, но чтобы, вместе с тем, получать магнитодвижущую силу достаточной эффективности, действующую в основном в эффективном направлении для хорошей циркуляции штейнов. Ток частотой 10 Гц, полюсный шаг 300 мм, двигатель общей длиной 600-700 мм, содержащий шесть катушек из 96 витков, через каждую из которых проходит ток силой 150 А, являются хорошим компромиссом, если двигатель расположить на расстоянии от 50 до 100 мм от поверхности 10 ванны 9.
Наиболее классические линейные двигатели содержат плоскую обмотку с плоскими катушками, проходящими через сердечник (см. например, документ ЕР-А-0949749), но для большей компактности двигателя, в частности, по ширине, предпочтительно придавать ему конфигурацию, схематично показанную на фигурах, где катушки 3-8 расположены вокруг сердечника 1. Такие линейные двигатели более подробно описаны в документе "Fluid flow in a continuous casting mold driven by linear induction motors" (ISIJ International, 2001, том 41 №8, стр. 851-858).
На фиг. 6 схематично показана установка для цинкования, оборудованная в представленном примере четырьмя линейными двигателями 11-14 типа двигателя, показанного на фиг. 1, и выполненными с возможностью применения изобретения. Классически, эта установка содержит бак 15 общей прямоугольной формы, оснащенный средствами поддержания температуры содержащейся в нем жидкой ванны 9 цинка или цинкового сплава (или, напомним, любого другого металла или металлического сплава, используемого для покрытия полосы 16). Движущаяся полоса 16, предназначенная для цинкования, проникает в ванну 9 под наклоном. Как было указано выше, очень часто такое проникновение происходит по сути дела внутри защитной трубы, связанной в своей входной части с линией отжига, которая позволяет регулировать температуру полосы по значению, близкому к температуре ванны 9. Для большей ясности на фиг. 6, а также на фиг. 7, 8 и 9 труба не показана. Полоса 16 проходит вокруг ролика, расположенного внутри бака 15, и выходит из ванны 9 вертикально с покрытием в виде слоя цинка в направлении других элементов установки цинкования, которые сами по себе известны и не влияют на концепцию изобретения. Как известно, оцинкованная полоса 16 проходит на выходе ванны 9 между двумя устройствами 17, 18 нагнетания газа, которые корректируют толщину покрытия на каждой из поверхностей полосы 16 и охлаждают его, способствуя, таким образом, его затвердеванию. Для сбора штейнов в углу бака 15 можно расположить емкость, в которую можно собирать штейны после их перемещения при помощи двигателей 11-14. Как показано на фигуре, расположенный вблизи бака 15 робот 20 можно перемещать во всех направлениях пространства для извлечения штейнов из ванны 9 и их направления в емкость 19, находящуюся рядом с баком 15.
Линейные двигатели 11-14 установлены на кронштейнах 21-24, которые позволяют изменять их соответствующие положения над ванной 9 с целью оптимизации:
- ситуации зоны действия каждого двигателя 11-14;
- и вертикального расстояния между поверхностью 10 ванны 9 и каждым из двигателей 11-14.
Действительно, с учетом постепенного расходования цинка во время цинкования уровень ванны 9 понижается в ходе операции и, если расстояние между двигателем 11-14 и поверхностью 10 увеличивается, магнитодвижущая сила уменьшается. Постепенное опускание двигателя 11-14 при помощи его кронштейна 21-24 позволяет сохранять это расстояние постоянным и, следовательно, поддерживать постоянную магнитодвижущую силу по направлению и по интенсивности при всех прочих равных параметрах. Другим средством воздействия на магнитодвижущую силу является увеличение силы тока, проходящего через двигатель 11-14. Разумеется, можно комбинировать регулирование расстояния между двигателем 11-14 и поверхностью 10 ванны 9 и регулирование силы тока для управления магнитодвижущей силой. Можно предусмотреть средства для автоматического регулирования расстояния между каждым двигателем 11-14 и поверхностью 10 ванны 9 в зависимости от изменения уровня указанной поверхности 10.
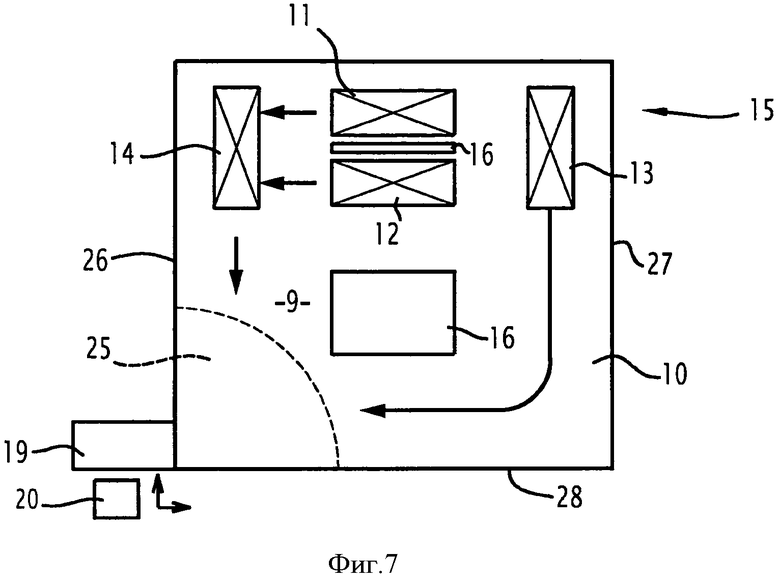
Расположение различных основных элементов установки, показанной на фиг. 6, представлено также на фиг. 7 и 8. Два двигателя 11, 12 расположены вдоль полосы 16 в зоне ее выхода из ванны 9, чтобы удалять штейны от поверхностей полосы 16, перемещая их параллельно этой полосе. В представленном неограничивающем примере два двигателя 13, 14 расположены, каждый, вдоль боковой стенки бака 15 и параллельно этой стенке, по существу в продолжении двух других двигателей 11, 12 таким образом, чтобы перемещать вдоль этой стенки штейны, которые поступают в соответствующие зоны их действия, и направлять их в зону 25 действия робота 20, который толкает их в емкость 19, находящуюся в непосредственной близости от бака 15. В представленном примере зона 25 действия робота 20 находится противоположно одному 14 из двигателей, расположенных вдоль боковой стенки бака 15.
Как было отмечено выше, параллельность боковых стенок бака 15 и двигателей 13, 14, показанная на фиг. 6, 7 и 8, является лишь неограничивающим примером расположения. Ориентацию этих двигателей 13, 14 можно оптимизировать в зависимости от точной конфигурации бака 15 и от точного места зоны 25 действия робота 20. Эта оптимизация может предопределить расположение, по меньшей мере, одного из этих двигателей 13, 14 с наклоном относительно боковой стенки 15, вблизи которой он находится.
Авторы изобретения установили, что эффективность такой системы, работающей в непрерывном режиме с по существу постоянными магнитодвижущими силами, по меньшей мере, по направлению, не позволяла добиться максимальной эффективности удаления штейнов.
Действительно, с учетом стабильности потоков на поверхности ванны 9 в конечном счете появляются мертвые зоны, в которых штейны скапливаются и остаются неподвижными вне зоны захвата двигателями 11-14, а также зоны, в которых штейны циркулируют кругами и не могут присоединиться к нормальному циркуляционному потоку, который должен привести их в зону 25 действия робота 20 (или непосредственно в емкость 19, если она расположена в самом баке 15). Таким образом, в некоторых зонах происходит скапливание штейнов, которое может стать источником загрязнения для всей ванны 9 и стать причиной снижения качества цинкования.
Изобретение решает эту проблему за счет того, что, по меньшей мере, один из двигателей 11-14 имеет средства, позволяющие менять на противоположное направление электромагнитного поля, которое он генерирует, то есть направление магнитодвижущей силы, которая перемещает штейны. Эта инверсия направления может происходить систематически через заранее определенные интервалы времени, и ею можно управлять вручную или автоматически, при этом предварительные испытания позволили определить, с какой частотой следует осуществлять эту инверсию, в зависимости от условий цинкования (в частности, от скорости движения полосы 16, от природы ванны 9…). Она может также происходить неравномерно в моменты, определяемые оператором установки или любым автоматическим устройством, работающим, например, согласованно со средствами оценки количества штейнов, скапливающихся в определенной зоне или определенных зонах бака 15.
Эта оценка количества скапливающихся штейнов может представлять собой, например, анализ изображений, получаемых при помощи камер (инфракрасных или других) и отображающих зоны потенциального скапливания штейнов. Она помогает оператору или автоматическому устройству управления установкой цинкования определить, что скопление штейнов в одном или нескольких местах поверхности 10 ванны 9 скоро станет или уже стало чрезмерным, и, следовательно, необходимо произвести указанную инверсию направления поля, по меньшей мере, одного из двигателей 11-14.
Инверсия направления магнитодвижущей силы, связанной с соответствующим(и) двигателем(ями) 11-14, приводит к переходному нарушению циркуляции штейнов, которое позволяет, таким образом, встряхнуть бывшие ранее стабильными зоны (мертвые зоны или замкнутые контуры рециркуляции). Это встряхивание заставляет находящиеся в этих зонах штейны сместиться и занять новый приоритетный путь циркуляции штейнов и позволяет произвести удаление указанных штейнов. Этот новый путь рециркуляции, в свою очередь, создает новые мертвые зоны или контуры рециркуляции, но их можно «разрушить» точно так же посредством последующей инверсии направления поля, создаваемого, по меньшей мере, одним из индукторов 11-14.
Эти средства инверсии поля индуктора 11-14 могут представлять собой просто переключатель, который изменяет питание различных катушек 3-8. Для этого, как было указано выше и показано на фиг. 2, достаточно предусмотреть переключатель фазы 30, который меняет питание катушек двигателя. Этот переключатель 30 установлен в электрическом блоке управления установкой, и им может дистанционно управлять оператор и/или автоматическая система. Изменение направления скользящего поля является моментальным.
В случае, показанном на фиг. 7 и 8, средствами изменения направления генерируемого электромагнитного поля оборудованы двигатели 11, 12, окружающие полосу 16 в зоне ее выхода из ванны 9.
В случае, показанном на фиг. 7, представлено первое рабочее состояние двигателей 11-14, в котором два двигателя 11, 12 перемещают штейны к левой боковой стенке бака 15. После этого они попадают в зону действия поля, генерируемого двигателем 14, расположенным вдоль этой левой боковой стенки 26, и следуют в направлении емкости 19, если она встроена в бак 15 или, как показано на фигуре, в зону 25 действия робота 20. Одновременно, двигатель 13, расположенный вдоль правой боковой стенки 27 бака 15, направляет штейны, захватываемые его электромагнитным полем вдоль правой боковой стенки 27, в зону 25 действия робота 20. Эти штейны отклоняются также фронтальной стенкой 28 бака 15 в зону 25 действия робота 20. Различные стрелки, показанные на фиг. 7 (как и на фиг. 8 и 9), отображают перемещения штейнов под действием магнитодвижущих сил, создаваемых различными двигателями 11-14.
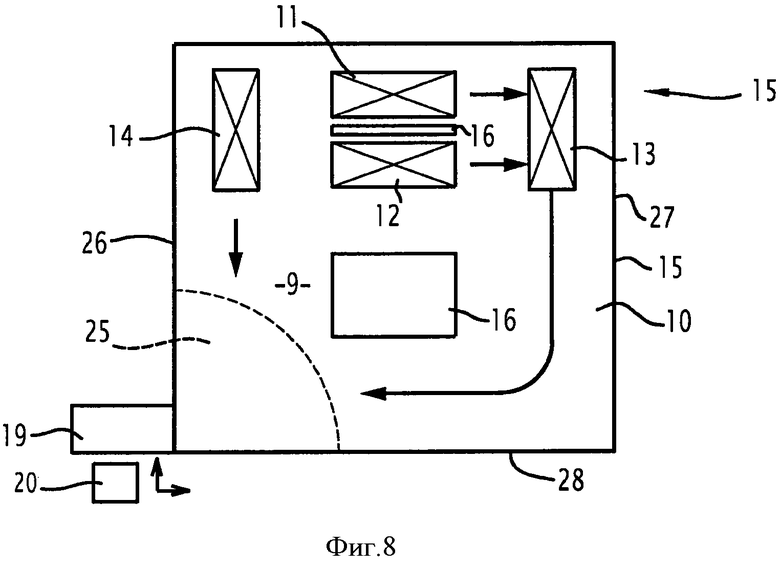
На фиг. 8 показано второе рабочее состояние двигателей 11-14, в котором по истечении некоторого времени использования конфигурации, показанной на фиг. 7, согласно изобретению, направление полей, генерируемых двигателями 11, 12, охватывающих полосу 16, меняют на противоположное по сравнению со случаем, показанным на фиг. 7. На этот раз штейны, находящиеся вблизи полосы 6, направляются к двигателю 13, расположенному вдоль правой боковой стенки 27 бака 15. Двигатели 13, 14 работают так же, как и в случае, показанном на фиг. 7. Этой инверсии направления достаточно для создания движений штейнов на поверхности 10 ванны 9, которые могут «нарушить» мертвые зоны и зоны рециркуляции, образовавшиеся в конфигурации, показанной на фиг. 7.
Вручную или автоматически переходят в конфигурацию, показанную на фиг. 7, если скапливание штейнов в новых мертвых зонах и контурах рециркуляции становится чрезмерным, как было указано выше.
В представленном примере оба двигателя 11, 12, окружающие полосу 16, увлекают штейны в одном направлении. Однако эта конфигурация не является обязательной, и направления полей указанных двигателей 11, 12 могут быть противоположными друг другу, если того требует расположение предназначенных для перемещения штейнов, причем постоянно или временно.
В представленном примере оба двигателя 11, 12, окружающие полосу 16, имеют одинаковую длину и расположены точно друг против друга. Однако эта конфигурация не является обязательной, и можно предусмотреть, чтобы эти двигатели 11,12 имели разную длину и/или были смещены относительно друг друга, если это может способствовать хорошему удалению штейнов в конкретной конфигурации используемого бака 15.
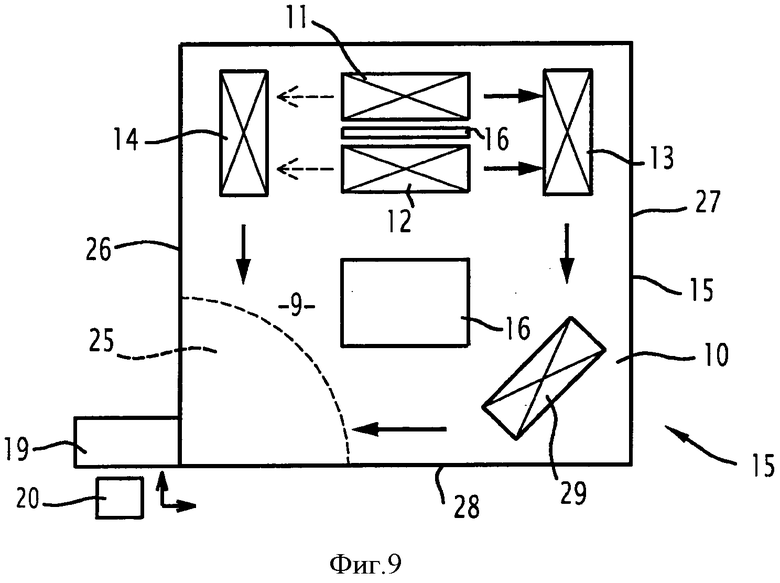
На фиг. 9 схематично показана версия случаев, представленных на фиг. 6-8, в которой добавлен пятый двигатель 29, расположенный с наклоном в переднем правом углу бака 15. Таким образом, он находится на пути штейнов, толкаемых двигателем 13, расположенным вдоль правой боковой стенки 27 бака 15, и предназначен для усиления действия этого двигателя 13 при перемещении штейнов в сторону зоны 25 действия робота 20. Таким образом, зону 25 действия робота 20 можно уменьшить и, в целом, повысить эффективность удаления штейнов от полосы 16 в направлении зоны 25 действия робота 20. Как и в случае, показанном на фиг. 7 и 8, электромагнитные поля двигателей 11, 12, обрамляющих полосу 16, поочередно меняют свое направление.
Можно также предусмотреть, чтобы различные двигатели 11-14 или 11-14, 29 или, по меньшей мере, некоторые из них можно было перемещать в ходе операции в направлении, которое позволяет им сопровождать перемещение штейнов и, таким образом, способствовать перемещению данной группы штейнов в течение более длительного времени, чем если бы двигатель 11-14 или 11-14, 29 придавал им только один импульс, когда эти штейны находятся ниже первоначальной зоны действия двигателя 11-14 или 11-14, 29.
Разумеется, примеры, показанные на фиг. 6-9, не являются ограничивающими как с точки зрения числа двигателей, так и их расположения. Можно также предусмотреть, чтобы двигатели, отличные от двигателей 11, 12, окружающих полосу 16 (в дополнение к ним или вместо них), могли иметь меняющееся направление своего действия. Однако, поскольку окрестности зоны выхода полосы 16 являются наиболее чувствительными с точки зрения загрязнения цинкового покрытия или, в целом, покрытия из металлического сплава штейнами (если зона входа полосы защищена трубой, соединенной с печью для отжига, что чаще всего и происходит), то понятно, что здесь необходимо располагать двигатели повышенной эффективности. Если, тем более, эти двигатели 11, 12 являются наиболее мощными в устройстве, то предпочтительно именно они должны менять направление действия. Можно также заменить один и/или другой из этих двигателей 11, 12, длина которых, если это возможно, примерна равна ширине полосы, несколькими двигателями меньшего размера, расположенными рядом друг с другом, магнитные поля которых имеют одно направление. Таким образом можно решить проблему габаритов, которая может возникнуть при установке одного двигателя большого размера в ванне, в частности, в случае двигателя 12, расположенного между зоной входа полосы 16 в ванну 9 и зоной выхода полосы 16. Это дает также возможность легко менять размер зоны действия двигателей, окружающих полосу 16, в зависимости от ширины полосы 16, если она может иметь разные значения на одной и той же установке для цинкования. Для этого достаточно отключить электрическое питание двигателей, которые выступают за пределы ширины полосы 16 и даже переместить их за пределы бака 15.
Разумеется, описанные выше примеры не являются ограничительными, и можно предусмотреть другие расположения индукторов, в частности, когда зона, в которой полоса 16 проникает в ванну 9, тоже не должна содержать штейнов, если полоса 16 является в ней открытой или если емкость 19 сбора штейнов и/или зона 25 действия робота 20 находятся в другом месте по сравнению с представленными примерами. Специалист может легко адаптировать число и расположение индукторов к конкретной геометрии установки для нанесения покрытия, главное - это иметь возможность периодически менять направление действия на противоположное, по меньшей мере, одного из индукторов, чтобы избегать длительного застаивания мертвых зон или контуров рециркуляции на поверхности 10 ванны 9, которые способствуют скапливанию штейнов.
В случае баков небольшого размера можно использовать только один двигатель, для которого периодически меняют направление генерируемого им скользящего поля. В этом случае можно предусмотреть две емкости 19, каждую из которых располагают в продолжении указанного двигателя, но противоположно друг другу, чтобы собирать перемещаемые штейны во время периодов, когда поле двигателя скользит в одном или другом направлении.
В качестве неограничивающего примера при применении изобретения на установке для цинкования стальных полос шириной от 650 до 1350 мм, которые обычно движутся со скоростью 60-120 м/мин, но которые могут двигаться и со скоростью более 200 м/мин благодаря применению изобретения, можно использовать прямоугольный бак 15 размером 4×3,20 м и четыре двигателя 11-14, расположенные, как показано на фиг. 6-8. Эти двигатели получают питание током частотой 10 Гц. Каждый из них имеет полюсный шаг в 300 мм, общую длину от 600 до 700 мм и содержит шесть катушек по 96 витков, через каждую из которых проходит ток силой 150 А, то есть которые создают магнитодвижущую силу в 15000 ампер-оборотов.
Изобретение относится к способу покрытия погружением движущейся стальной полосы (16) путем ее перемещения в жидкой ванне (9) металла, такого как цинк или металлический сплав, а также установку для его осуществления. Способ включает перемещение стальной полосы (16) в жидкой ванне (9) металла или металлического сплава, находящейся в баке (15), причем удаляют штейны, образующиеся при нанесении покрытия и плавающие на поверхности (10) ванны (9), при помощи, по меньшей мере, одного индуктора (11-14, 29). В способе используют индукторы (11-14, 29), каждый из которых производит скользящее электромагнитное поле, ориентированное в заданном направлении и генерирующее магнитодвижущую силу, перемещающую указанные штейны в направлении емкости (19) для их сбора и/или в направлении зоны (25) поверхности (10) ванны (9), откуда их удаляют. При этом периодически изменяют потоки штейнов внутри бака (15) путем изменения направления скользящего электромагнитного поля, по меньшей мере, одного из указанных индукторов (11-14, 29) на противоположное направление. Изобретение обеспечивает эффективное удаление штейнов низкой плотности, плавающих на поверхности ванны для цинкования. 2 н. и 9 з.п. ф-лы, 9 ил.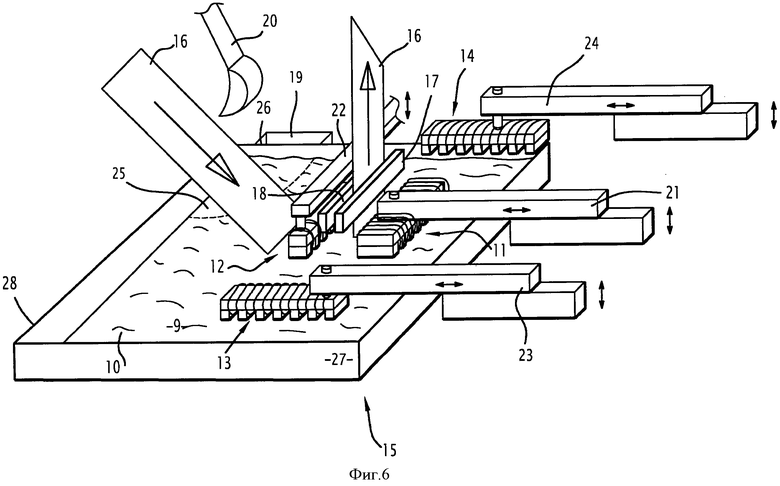
1. Способ нанесения покрытия на стальную полосу (16) методом погружения, включающий перемещение стальной полосы (16) в жидкой ванне (9) металла или металлического сплава, находящейся в баке (15), причем удаляют штейны, образующиеся при нанесении покрытия и плавающие на поверхности (10) ванны (9), при помощи, по меньшей мере, одного индуктора (11-14, 29), при этом используют индукторы (11-14, 29), каждый из которых производит скользящее электромагнитное поле, ориентированное в заданном направлении и генерирующее магнитодвижущую силу, перемещающую указанные штейны в направлении емкости (19) для их сбора и/или в направлении зоны (25) поверхности (10) ванны (9), откуда их удаляют, отличающийся тем, что периодически изменяют потоки штейнов внутри бака (15) путем изменения направления скользящего электромагнитного поля, по меньшей мере, одного из указанных индукторов (11-14, 29) на противоположное направление.
2. Способ по п. 1, отличающийся тем, что, по меньшей мере, два (11, 12) из указанных индукторов (11-14, 29) располагают вдоль зоны выхода полосы (16) из ванны и периодически меняют направление их соответствующих магнитных полей на противоположное.
3. Установка для нанесения покрытия на стальную полосу (16) методом погружения, содержащая бак (15) для жидкой ванны (9) металла или металлического сплава, в которой движется полоса (16), и, по меньшей мере, один индуктор (11-14, 29), при этом каждый индуктор (11-14, 29) выполнен с возможностью создания скользящего электромагнитного поля и генерирования магнитодвижущей силы, способствующих перемещению штейнов, образующихся при нанесении покрытия и плавающих на поверхности (10) ванны (9), в сторону емкости (19) для их сбора и/или в зону (25) поверхности (10) ванны (9), из которой с помощью робота (20) или вручную их перемещают в указанную емкость (19), отличающаяся тем, что, по меньшей мере, один из указанных индукторов (11-14, 29) снабжен устройством для периодического изменения направления скользящего электромагнитного поля, генерируемого указанным индуктором (11-14) на противоположное.
4. Установка по п. 3, отличающаяся тем, что она содержит, по меньшей мере, два индуктора (11, 12), расположенных с двух сторон от зоны выхода полосы (16) из ванны (9), при этом каждый из указанных индукторов (11, 12) содержит устройство для изменения направления генерируемого им электромагнитного поля на противоположное.
5. Установка по п. 3, отличающаяся тем, что указанные индукторы (11-14, 29) установлены на кронштейнах (21-24), позволяющих регулировать их положение над баком (15) и их расстояние от поверхности (10) ванны (9).
6. Установка по п. 3, отличающаяся тем, что она содержит автоматические устройства регулирования расстояния между каждым из индукторов (11-14, 29) и уровнем поверхности (10) ванны (9).
7. Установка по одному из пп. 3-6, отличающаяся тем, что два индуктора (11, 12) расположены вдоль полосы (16) в зоне ее выхода из ванны (9) с возможностью удаления штейнов от поверхностей полосы (16), заставляя их перемещаться параллельно полосе, при этом каждый из двух индукторов (13, 14) расположен вдоль стенки (26, 27) бака (15) в продолжении двух других индукторов (11, 12).
8. Установка по п. 7, отличающаяся тем, что содержащий ванну (9) бак (15) имеет общую прямоугольную форму, при этом емкость (19), в которую собирают штейны, или зона (25) действия робота (20) или оператора находится в углу бака (15), противоположном одному из индукторов (13, 14), а в углу бака (15), противоположном другому из индукторов (13, 14), расположен индуктор (29), выполненный с возможностью направления штейнов в сторону указанной емкости (19).
9. Установка по одному из пп. 3-6, 8, отличающаяся тем, что она содержит средства управления изменением направления электромагнитного поля, генерируемого, по меньшей мере, одним индуктором (11-14, 29), которые связаны с устройством оценки количества штейнов, скопившихся, по меньшей мере, в одной зоне бака (15).
10. Установка по одному из пп. 3-6, 8, отличающаяся тем, что по меньшей мере, один из указанных индукторов (11-14, 29) является трехфазным линейным двигателем.
11. Установка по п. 10, отличающаяся тем, что, по меньшей мере, один из указанных трехфазных линейных двигателей (11-14, 29) является двигателем, в котором катушки (3-8) окружают сердечник (1).
| Перепускной тарельчатый клапан с управляемым пневморежимом | 1957 |
|
SU116046A1 |
| Устройство для разделения двух фаз | 1982 |
|
SU1053850A1 |
| JPS 5433234 A, 10.03.1979 | |||
| JP 2005068545 A, 17.03.2005 | |||
| 2001 |
|
RU2209846C2 | |

