Изобретение относится к области технологии термической обработки металли-ческих материалов и предназначено для термообработки сварных соединений контей-нерного оборудования и узлов, работающих в условиях ударного нагружения при по-ниженных температурах.
Известны различные способы термической обработки сварных соединений из сталей перлитного класса, позволяющие снизить сварочные напряжения и повысить вязкопластические свойства сварного соединения. Однако известные технические ре-шения не обеспечивают требуемого уровня основных физико-механических и служеб-ных характеристик обрабатываемого металла, используемого для изготовления различ-ного контейнерного оборудования по транспортировке и хранению отработавшего ядерного топлива и радиоактивных отходов.
Анализ известных технических решений по термической обработке основного металла и его сварных соединений показывает, что основным их недостатком является весьма сильное охрупчивание металла зоны термического влияния, вследствие актив-ного выделения в процессе охлаждения пластинчатого перлита и нескоагулированных карбидов цементитного типа и, в частности, третичного цементита. Формируемое при этом структурное состояние сварного соединения способствует повышению уровня ос-таточных сварочных напряжений в сварной конструкции, снижает хладноломкость ме-талла ЗТВ и, в первую очередь, его вязкопластические характеристики, что существен-но снижает работоспособность и эксплуатационную надежность сварных конструкций контейнерной техники.
Известен способ: Хромченко ФА. "Сварка оборудования электростанций". - М. Энергия, 1977 г., с. 241. Данный способ также позволяет снизить послесварочные напряжения и уменьшить коробление конструкции, для чего вся конструкция после сварки подвергается медленному нагреву, выдержке при температуре, не превышающей точку Aci, и медленному охлаждению с печью (до 300°С). Известное техническое ре-шение может быть рекомендовано для термической обработки сварных изделий и уз-лов стационарного оборудования электростанций. Однако данный способ термообра-ботки не обеспечивает получение нужного структурного состояния в экономнолегиро-ванных кремнемарганцовистых сталях и не отвечает предъявляемым требованиям по сдаточным характеристикам сварного соединения. Недостатком известного способа обработки является также и то, что он вследствие охрупчивания сварного соединения, не позволяет выйти на требуемый уровень сдаточных характеристик по ударной вязко-сти и другим критериям хладостойкости.
Известен: "Способ термической обработки сварных соединений из низкоуглеро-дистых феррито-перлитных сталей" (патент РФ № 2299252 от 16.11.2005 г.), который позволяет снизить послесварочные напряжения и уменьшить коробление конструкции, для чего вся конструкция после сварки подвергается нагреву до температуры, не пре-вышающей точки Асi, выдержке при заданной температуре, охлаждению с печью до температуры не превышающей более чем на 150°С температуру начала образования ко-герентного с матрицей третичного цементита, затем охлаждают со скоростью 130-150°С/ч до 250±50°С, а далее на воздухе - прототип.
Недостатком этого способа является возможность возникновения на участке деформа-ционного старения зоны термического влияния (ЗТВ) сварного соединения пониженной хладостойкоcти вследствие выделения нескоагулированных карбидов третичного цементита.
Техническим результатом настоящего изобретения является разработка техноло-гии термической обработки сварных соединений из низкоуглеродистых феррито-перлитных сталей, позволяющей повысить хладостойкость металла зоны термического влияния, в результате чего обеспечивается повышение работоспособности сварных со-единений в условиях низкотемпературного ударного нагружения и, в частности мате-риалов различного контейнерного оборудования по транспортировке и хранению от-работавшего ядерного топлива и других радиоактивных отходов.
Технический результат достигается изменением известного режима термиче-ской обработки низкоуглеродистых феррито-перлитных сталей за счет того, что нагрев сварного соединения до температуры, не превышающей точки Асi, осуществляют со скоростью не более 30-50°С/ч, выдержку при заданной температуре и последующее ох-лаждение сварного соединения осуществляют с печью. При этом изделие до темпера-туры не превышающей точки Асi нагревают ступенчато, первоначально до температу-ры 450±10°С с выдержкой 5-10 часов, а затем до температуры, не превышающей точки Асi, а охлаждение в печи проводят до температуры 150°С со скоростью не более 30-50°С/час и далее на воздухе.
Известно, что образование третичного цементита приводит к снижению значе-ний ударной вязкости металла ЗТВ, особенно тогда, когда карбиды имеют эллиптиче-скую или пластинчатую форму. Термообработка сварного соединения по известному способу (прототип) в процессе послесварочного отпуска не позволяет при проводимом нагреве осуществлять коагуляцию и сфероидизацию третичного цементита.
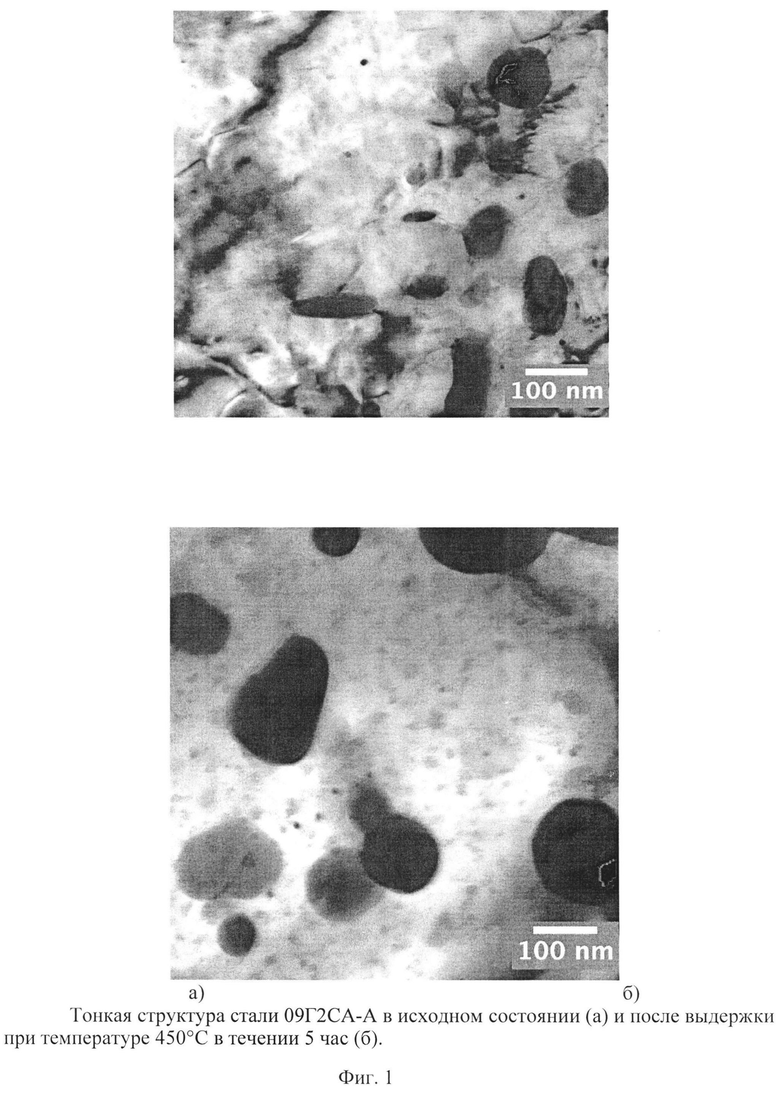
Для получения коагуляции и сфероидизации цементитных включений была про-ведена выдержка в процессе нагрева при температуре 450°С. Для оценки влияния сту-пенчатого нагрева на форму карбидов было выполнено металлографическое исследова-ние тонкой структуры стали марки 09Г2СА-А. Исследование проводилось на просвечи-вающем электронном микроскопе Tecnai G230 S-TWIN производства фирмы FEI при ус-коряющем напряжении 200 кВ, регистрацию изображений структуры производили с по-мощью цифровой CCD-камеры Gatan Ultrascan-1000, которой оснащен просвечивающий электронный микроскоп.
Выполненные исследования показали, что в результате отпуска при темпера-туре 450°С происходит наряду с коагуляцией и сфероидизацией третичного цементита (фиг. 1).
Как указано в предлагаемом способе, первоначально, при проведении послесва-рочного отпуска, в процессе нагрева проводят выдержку при температуры 450°С в те-чение 5-10 часов, а затем дальнейший нагрев изделия до температуры, не превышаю-щей точку Асi . При этом в процессе выдержки происходит коагуляция карбидов це-ментитного типа, а при последующем нагреве его частичное растворение. При после-дующем охлаждении за счет пересыщения стали по углероду происходит обогащение третичного цементита по углероду и его коагуляция.
Необходимо учитывать и то, что цементит при замедленном охлаждении в печи наиболее интенсивно выделяется в диапазоне температур от 350 до 250°С. В связи с этим, в этом же диапазоне необходимо осуществлять охлаждение сварных конструкций со скоростью не более 30-50°С/ч.
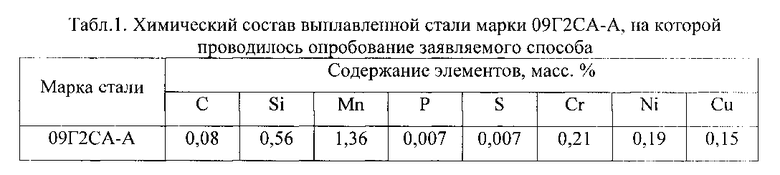
Заявителем был выполнен комплекс лабораторных, стендовых и опытно-промышленных работ по отработке новых высокоэффективных технологий сварки и термической обработки создаваемой новой высоконадежной контейнерной техники. В частности, было выполнено сварное соединение из низкоуглеродистой феррито-перлитной стали марки 09Г2СА-А, химический состав которой приведен в табл.1. В процессе проведения послесварочного отпуска на стадии нагрева была выполнена вы-держка при температуре 450°С в течение 5-10 ч.
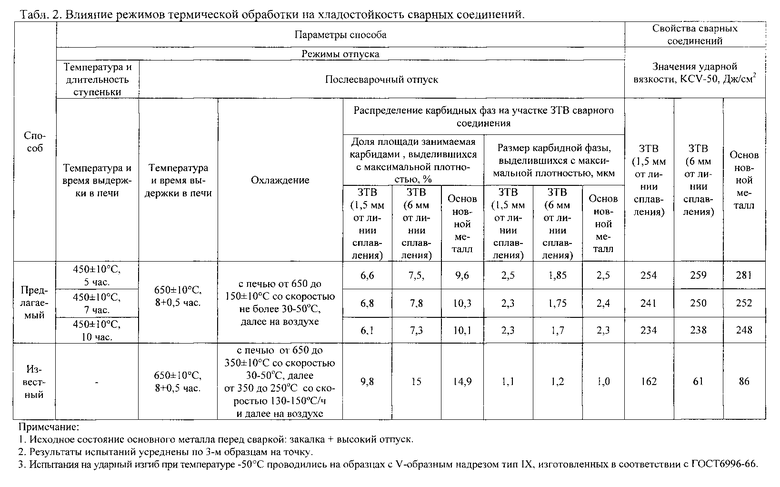
В табл. 2 представлены результаты металлографических исследований по выяв-лению влияния термической обработки на распределение и размер карбидных частиц на участках зоны термического влияния: на расстоянии 1,5 мм от линии сплавления (участок нормализации) и участке термодеформационного старения - 6 мм от линии сплавления, а также на основном металле.
Как видно из полученных результатов, на расстоянии 1,5 и 6 мм от линии сплав-ления сварного шва, а также на основном металле плотность выделения мелких кар-бидов снижается, что оказывает положительное на процесс коагуляции коагуляцию карбидных фаз и ударную вязкость.
Ожидаемый технико-экономический эффект предлагаемого технического реше-ния выразится в возможности создания новых образцов специальной техники за счет повышения эксплуатационной надежности и долговечности сварных соединений, бла-годаря повышению их хладостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2005 |
|
RU2299252C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2414517C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОУГЛЕРОДИСТОЙ ФЕРРИТО-ПЕРЛИТНОЙ СТАЛИ | 2009 |
|
RU2427653C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2012 |
|
RU2479637C1 |
| Способ термодиффузионного цинкования крепежных деталей из сталей бейнитного класса с одновременным повышением их хладостойкости | 2015 |
|
RU2607505C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2008 |
|
RU2373292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ, НЕЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ СТАЛЕЙ | 2003 |
|
RU2235628C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ ПЕРЛИТНОЙ СТАЛИ ПОСЛЕ ЭКСПЛУАТАЦИИ | 2013 |
|
RU2559598C2 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ КОВАНЫХ ЗАГОТОВОК ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВОЙ СТАЛИ | 2010 |
|
RU2431686C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ СТАЛЕЙ | 1998 |
|
RU2210603C2 |
Изобретение относится к области термической обработки и предназначено для термообработки сварных соединений контейнерного оборудования и узлов, работающих в условиях длительной эксплуатации под воздействием ударного нагружения и пониженных температур. Для получения необходимой структуры сварного соединения, обеспечивающей повышение характеристик работоспособности в условиях низкотемпературного ударного нагружения осуществляют термическую обработку сварного соединения путем его нагрева до температуры, не превышающей точки Ac1 со скоростью не более 30-50°C/ч, выдержки при заданной температуре, и последующего охлаждения с печью, при этом осуществляют ступенчатый нагрев, сначала до температуры 450±10°C с выдержкой 5-10 ч, а затем до температуры 650±10°C, а охлаждение в печи проводят до температуры 150°C со скоростью не более 30-50°C/ч и далее на воздухе. 2 табл., 1 ил.
Способ термической обработки сварных соединений из низкоуглеродистых феррито-перлитных сталей, включающий нагрев до температуры, не превышающей точку AC1, выдержку при заданной температуре и последующее охлаждение сварного соединения с печью до температуры 150°C со скоростью не более 30-50°C/ч и далее на воздухе, отличающийся тем, что нагрев сварного соединения осуществляют со скоростью не более 30-50°C/ч ступенчато, сначала до температуры 450±10°C с выдержкой 5-10 ч, а затем до температуры, не превышающей точку AC1.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2005 |
|
RU2299252C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ | 2007 |
|
RU2413010C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
| Способ изготовления сварных соединений из высокопрочного чугуна | 1989 |
|
SU1613499A1 |
| DE 10152685 A1, 08.05.2003 | |||

