Область техники.
Настоящее изобретение относится к металлорежущему инструменту, в частности к фрезам и сменным режущим пластинам, используемым для обработки различных поверхностей в первую очередь в изделиях из высокопрочных сталей и трудно обрабатываемых материалов, а также для обработки алюминия.
Уровень техники.
Для обработки изделий, имеющих различную форму обрабатываемой поверхности, используют фрезы, рабочая часть которых выполнена из твердого сплава с износостойким покрытием, которое нанесено, по меньшей мере, на переднюю и заднюю поверхности режущего клина инструмента.
При этом рабочая часть фрез может быть выполнена цельной из твердого сплава, например, у концевых фрез, или иметь сменные неперетачиваемые режущие пластины. Износостойкое покрытие с учетом своего прямого назначения позволяет существенно повысить работоспособность и стойкость фрез применительно к конкретным обрабатываемым материалам и режимам резания.
В процессе фрезерования рабочая часть режущего инструмента подвергается значительному переменному механическому и термическому воздействиям, имеющим ударный характер. При этом для повышения работоспособности и стойкости режущего инструмента используют износостойкое покрытие, имеющее переменную толщину.
Это связано с необходимостью выравнивания остаточных внутренних напряжений, как в самой твердосплавной основе режущего клина инструмента, так и в износостойком покрытии, нанесенном на твердосплавную основу. В то же время переменная толщина износостойкого покрытия влечет за собою изменение его поперечного сечения, что может отрицательно сказываться на распределении тепла в зоне резания, и как следствие снижение работоспособности режущего инструмента.
Также следует заметить, что неравномерность толщины износостойкого покрытия может быть обусловлена микрорельефом рабочих поверхностей режущего инструмента.
Одним из перспективных износостойких покрытий, с помощью которого можно эффективно решить задачу по снижению максимальных значений температур на поверхностях режущего клина инструмента является покрытие из сверхтвердого аморфного углерода, имеющего наивысшую температуру Дебая. Это покрытие обладает химической инертностью, низкой шероховатостью, высокой твердостью и теплопроводностью, а также имеет низкий коэффициент трения скольжения.
В тоже время это покрытие имеет низкую термостойкость. Кроме того из-за низкого коэффициента трения этого покрытия при фрезеровании образуется значительная по величине зона скольжения обрабатываемого материала непосредственно по передней поверхности режущего клина инструмента. При этом зона скольжения внутренних слоев обрабатываемого материала при его контакте с передней поверхностью режущего клина инструмента существенно уменьшается, а на определенных этапах фрезерования практически отсутствует.
В результате этого существенно увеличивается площадь зоны трения обрабатываемого материала непосредственно по передней поверхности. Это вызывает повышение температуры, которое не компенсируется малым коэффициентом трения скольжения, характерным для алмазоподобных покрытий.
При этом также возникает смещение и дрейф зоны критических напряжений и температур в сторону режущей кромки. Это оказывает экстремальное по своему значению отрицательное воздействие на работоспособность и стойкость режущего инструмента (особенно при острой режущей кромке, необходимой для обработки изделий из алюминия и его сплавов). При этом указанные особенности износостойких покрытий из сверхтвердого аморфного углерода не позволяют в полной мере использовать их потенциал, обусловленный особенностями собственно износостойкого покрытия.
Возникает необходимость использовать соотношение конструктивных элементов режущего клина и износостойкого покрытия с учетом положительных свойств собственно износостойкого покрытия, обусловленных соотношением его компонентов и физико-механических свойств.
В этой связи в первую очередь целесообразно учитывать в указанном износостойком покрытии, нанесенном на поверхности режущего инструмента, диапазоны изменения толщины покрытия, содержания в нем тетраэдрической фазы аморфного алмаза, оказывающей существенное влияние на теплопроводность покрытия, микротвердости покрытия и его коэффициента трения скольжения.
При этом повышение стойкости режущего инструмента с износостойким покрытием из сверхтвердого аморфного углерода можно достигнуть с одной стороны повышением термостойкости собственно покрытия, а с другой стороны снижением температуры в зоне резания за счет использования свойств сверхтвердого углеродного покрытия. При этом наибольшего эффекта можно достичь при одновременном решении двух указанных задач.
Известна конструкция режущего инструмента (заявка РСТ/US 2008/080281). В одном из вариантов исполнения указанного изобретения его корпус с режущей частью выполнен из карбида вольфрама, а на его поверхность нанесено износостойкое покрытие из гидронизированного алмазоподобного углеродного материала или нанокомпозита карбид вольфрама/углерод. При этом покрытие имеет толщину от 1 до 3 мкм и характеризуется низким коэффициентом трения, обусловленным низкой адгезией к нему алюминиевой стружки, образующейся при фрезеровании алюминия. Недостатком указанного покрытия является его недостаточная работоспособность и износостойкость при высоких скоростях резания.
Известен способ формирования сверхтвердого аморфного углеродного покрытия (патент РФ №2430986). Он позволяет получить износостойкое покрытие высокой микротвердости и термостойкости за счет высокого содержания в покрытии тетраэдрически координированного углерода (sp3-фазы).
Также известен режущий инструмент с многослойным покрытием (патент РФ №2478731). Он содержит многослойное покрытие, нанесенное на твердосплавную подложку режущей части инструмента. Причем верхний слой износостойкого покрытия состоит из сверхтвердого аморфного углерода.
Известен режущий инструмент в виде концевой фрезы (патент РФ №2691483). При этом фреза концевая содержит расположенную вокруг оси вращения рабочую часть с режущими кромками, образованными на пересечении передних и задних поверхностей и расположенными с чередованием со стружкоотводящими канавками. На рабочую часть концевой фрезы нанесено износостойкое покрытие, состоящее из, по меньшей мере, одного слоя, который содержит фазу, по меньшей мере, с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, Al, Si, С, N, О и имеет остаточные сжимающие напряжения, причем износостойкое покрытие имеет неравномерную толщину по поверхности рабочей части фрезы.
При этом толщина износостойкого покрытия на передних и задних поверхностях, а также поверхностях стружкоотводящих канавок в каждом поперечном сечении плоскостью рабочей части имеет переменную величину в пределах 0.2…5,0 мкм и она больше в направлении от оси фрезы к режущим кромкам.
Недостатком указанных выше инструментов также является их недостаточная работоспособность и стойкость при высоких скоростях резания.
В то же время переменная толщина износостойкого покрытия влечет за собою изменение его поперечного сечения, что может отрицательно сказываться на распределении тепла в зоне резания. При этом наиболее неблагоприятные условия отвода тепла могут возникнуть при использовании в частности в качестве верхнего слоя покрытия аморфного алмазоподобного углерода, обладающего низким коэффициентом трения скольжения.
Снизить влияние указанного недостатка на стойкость режущего инструмента, имеющего в составе износостойкого покрытия фазу, содержащую аморфный алмазоподобный углерод, возможно, учитывая в указанном износостойком покрытии, нанесенном на поверхности режущего инструмента, диапазоны изменения толщины покрытия, содержания в нем тетраэдрической фазы аморфного углерода, существенно влияющей на отвод тепла, микротвердости покрытия и его коэффициента трения скольжения.
Однако в рассматриваемом техническом решении соотношение указанных выше характеристик не определено, хотя в соответствии с одним предпочтительным исполнением износостойкое покрытие, нанесенное на концевую фрезу, содержит слой из сверхтвердого аморфного углерода, толщина которого находится в пределах 0,5-1,6 мкм, а остаточные сжимающие напряжения в износостойком покрытии находятся в пределах 4-10 ГПа.
Задачей настоящего изобретения является повышение работоспособности и стойкости режущего инструмента при высоких скоростях резания за счет повышения его термостойкости и снижения температуры в зоне резания.
Раскрытие изобретения.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Режущий инструмент с алмазоподобным износостойким покрытием, содержит рабочую часть с режущими кромками, образованными на пересечении передних и задних поверхностей. На рабочую часть нанесено износостойкое покрытие, имеющее не равномерную толщину. В нем имеется, по меньшей мере, один слой, содержащий фазу с алмазоподобным аморфным углеродом.
Согласно изобретению в каждом поперечном сечении передней поверхности вдоль каждой режущей кромки, площадь сечения слоя, содержащего фазу с алмазоподобным аморфным углеродом, приходящаяся на один миллиметр длины режущей кромки, находится в диапазоне 1300…2700 мкм2 при содержании тетраэдрической фазы аморфного углерода в этом слое в диапазоне 85…90% его состава и его микротвердости в диапазоне 80…100 ГПа.
В соответствии с одним предпочтительным исполнением режущего инструмента износостойкое покрытие, содержит дополнительно, по меньшей мере, один слой, который содержит фазу, по меньшей мере, с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, C, N, O.
В соответствии с другим предпочтительным исполнением режущего инструмента в качестве аморфного алмазоподобного углеродного материала использован аморфный алмазоподобный углерод с легирующей добавкой вольфрама в количестве 0,5…2,0%.
В соответствии с другим предпочтительным исполнением режущего инструмента перепад толщин слоя, содержащего фазу с алмазоподобным аморфным углеродом, на расстоянии, по меньшей мере, до 0,5 мм от режущих кромок не превышает 0,5 мкм.
В соответствии с другим предпочтительным исполнением режущего инструмента он выполнен в виде односторонней или двухсторонней режущей пластины с противоположно расположенными передними и базовыми поверхностями.
В соответствии с другим предпочтительным исполнением режущего инструмента он выполнен в виде концевой фрезы с цельной рабочей частью.
В соответствии с другим предпочтительным исполнением режущего инструмента он выполнен в виде фрезы с механическим креплением сменных режущих пластин, на которые нанесено износостойкое покрытие.
Краткое описание чертежей.
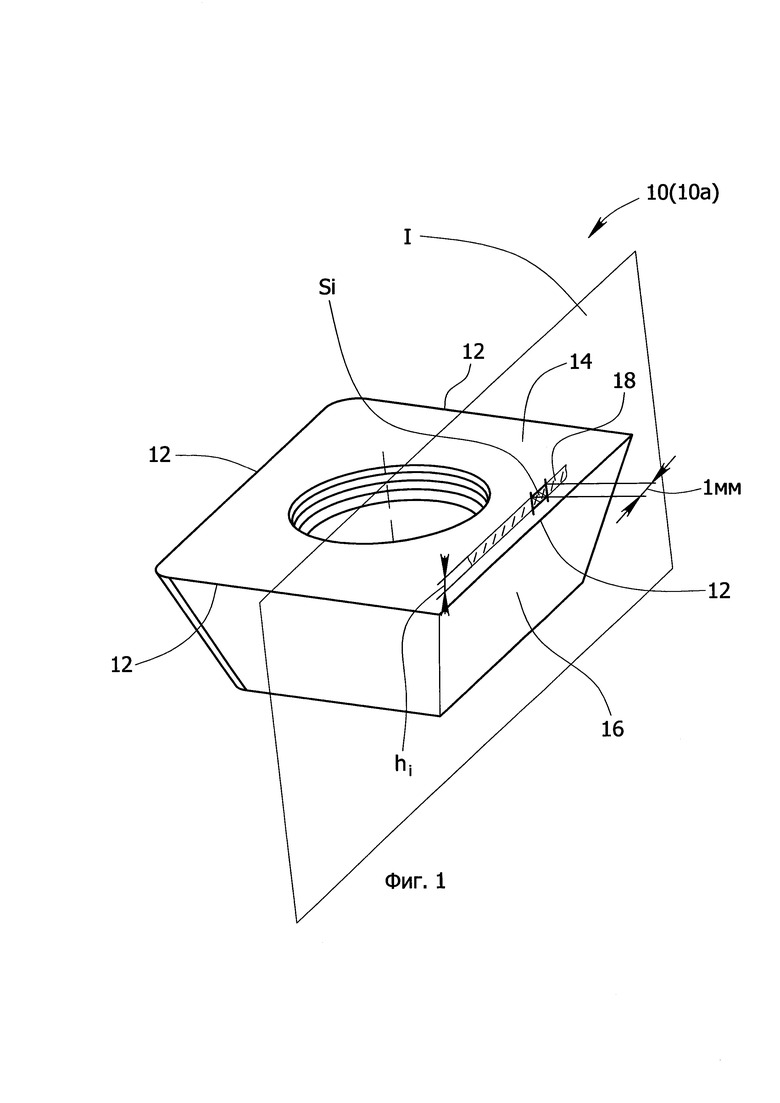
На фиг. 1 изображен в перспективе режущий инструмент с алмазоподобным износостойким покрытием, имеющим неравномерную толщину, выполненный в виде односторонней сменной режущей пластины (10а);
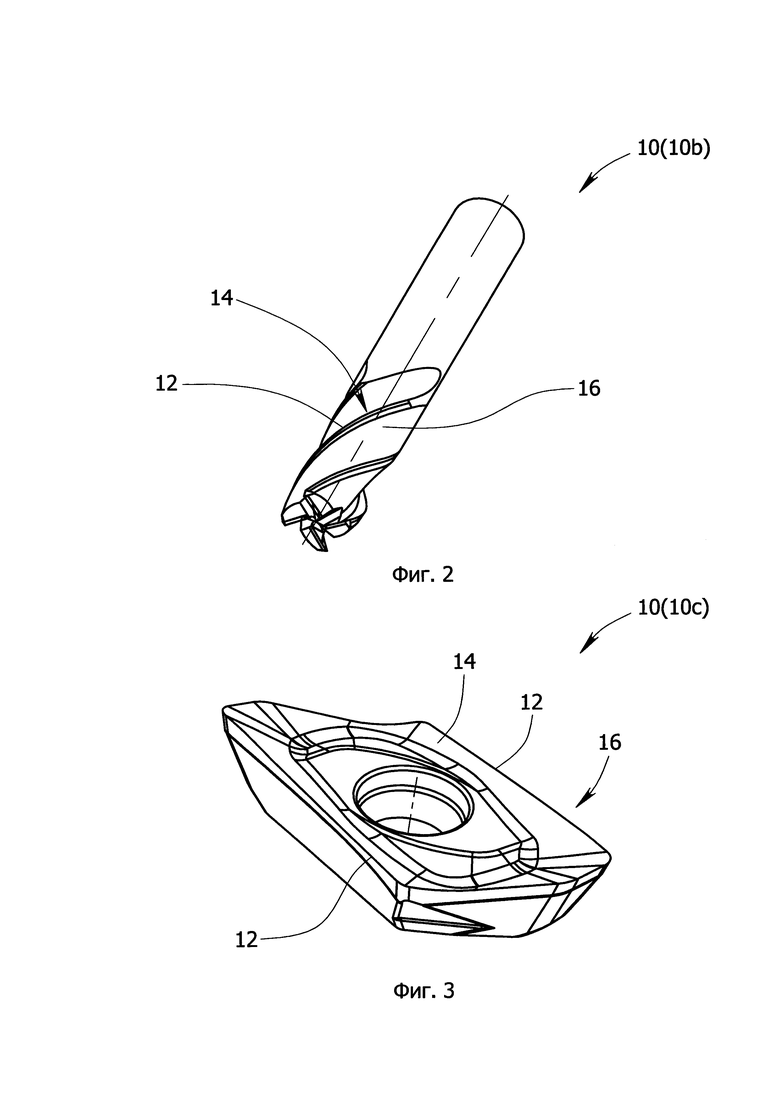
на фиг. 2 изображен в перспективе режущий инструмент с алмазоподобным износостойким покрытием, имеющим неравномерную толщину, выполненный в виде цельной концевой фрезы (10b);
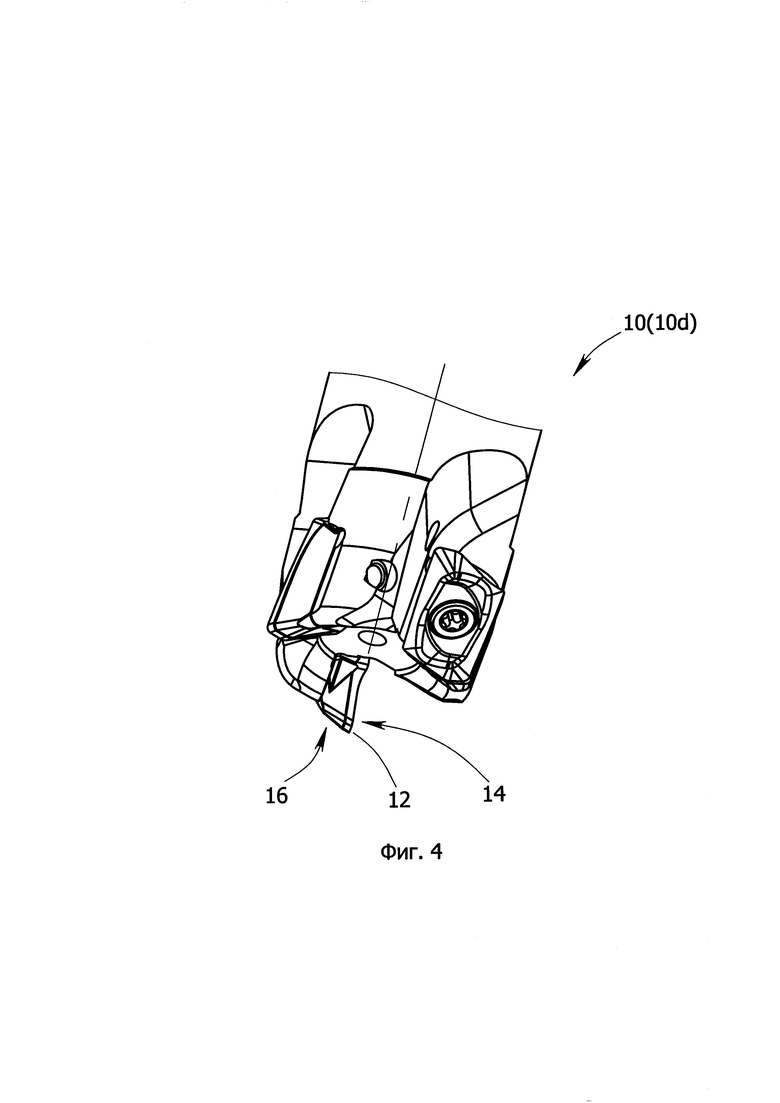
на фиг. 3 изображен в перспективе режущий инструмент с алмазоподобным износостойким покрытием, имеющим неравномерную толщину, выполненный в виде двухсторонней сменной режущей пластины (10с);
на фиг. 4 изображен в перспективе режущий инструмент с алмазоподобным износостойким покрытием, имеющим неравномерную толщину, выполненный в виде концевой фрезы с механическим креплением сменных режущих пластин.
Детальное описание изобретения.
Режущий инструмент с алмазоподобным износостойким покрытием (АНН) 10 может быть выполнен в виде односторонней 10а или двухсторонней 10с сменной режущей пластины, а также в виде концевых фрез с цельной рабочей частью 10b. При этом двухсторонняя режущая пластина 10с обычно может иметь противоположно расположенные передние 14 и базовые поверхности, через которые проходит крепежное отверстие.
Режущий инструмент также может быть выполнен в виде фрез концевых 10d, торцевых или дисковых с механическим креплением сменных режущих пластин, имеющих передние 14 и задние 16 поверхности. На пересечении этих поверхностей могут быть образованы прямолинейные или криволинейные режущие кромки. Основа режущей части инструмента, на которую наносят износостойкое покрытие, может быть выполнена из материала, содержащего карбиды вольфрама.
Далее более подробно рассмотрим фигуру 1. В качестве примера на фиг. 1 изображен в перспективе режущий инструмент с алмазоподобным износостойким покрытием, выполненный в виде односторонней сменной режущей пластины 10а с режущими кромками 12, образованными на пересечении передних 14 и задних 16 поверхностей.
На поверхности твердосплавной основы сменной режущей пластины 10а сформировано методом физического осаждения из паровой фазы алмазоподобное износостойкое покрытие 18.
В качестве примера в направлении от режущих кромок 12 к центру отверстия покрытие имеет неравномерную толщину hi. Однако в целях упрощения изображения изменение толщины покрытия на фрагменте указанного на фиг. 1 сечения не показано. Для концевых твердосплавных фрез 10b износостойкое покрытие также имеет переменную величину, например, в направлении от режущих кромок 12 к оси вращения.
В первом и во втором случаях, как уже было сказано ранее, это связано с необходимостью выравнивания остаточных внутренних напряжений, как в самой твердосплавной основе пластины, так и в износостойком покрытии, нанесенном на твердосплавную основу.
Толщина износостойкого покрытия также может быть переменной и вдоль режущих кромок инструмента. Также следует понимать, что неравномерность толщины покрытия может быть обусловлена микрорельефом передних и задних поверхностей, зависящим как от конструктивных особенностей пластин, так и от шероховатости соответствующих поверхностей.
При этом переменная толщина износостойкого покрытия влечет за собою изменение его поперечного сечения, что может отрицательно сказываться на распределении тепла, как в самом покрытии, так и на поверхностях режущего клина.
Для устранения этого недостатка износостойкое покрытие содержит, по меньшей мере, один слой, который содержит фазу с алмазоподобным аморфным углеродом. В рассматриваемом примере для упрощения понимания сути изобретения изображен только один слой, содержащий фазу с алмазоподобным аморфным углеродом. В то же время следует понимать, что указанный износостойкий слой, как правило, является верхним и наносится на промежуточный слой, а износостойкое покрытие может быть многослойным.
Согласно изобретению площадь Si сечения слоя 18, содержащего фазу с алмазоподобным аморфным углеродом, в каждом поперечном сечении плоскостью I передних 14 поверхностей вдоль режущих кромок 12, приходящаяся на один миллиметр их длины, находится в диапазоне 1300…2700 мкм2. Словосочетание «вдоль режущих кромок» следует понимать, как на одинаковом расстоянии от режущих кромок. Это будет справедливо, как для прямолинейных, так и для криволинейных режущих кромок.
Этот диапазон определяет границы изменения площади поперечного сечения слоя 18 с учетом изменения толщины износостойкого покрытия по передней поверхностям режущего клина. Причем величина этой площади в указанном диапазоне достаточна для эффективного отвода тепла и распределения его по поверхностям режущего клина инструмента.
Следует заметить, что на задних поверхностях 16 режущего клина площадь поперечного сечения слоя, содержащего фазу с с алмазоподобным аморфным углеродом, также может находиться в указанных границах, хотя характер взаимодействия этих поверхностей с обрабатываемым материалом иной..
На фиг. 1 изображен условно фрагмент i - того поперечного сечения плоскостью I передней поверхности 14 режущего клина сменной твердосплавной пластины 10а вдоль одной из ее режущих кромок 12. При этом на этом фрагменте изображено только поперечное сечение однослойного износостойкого покрытия 18, что достаточно для понимания сути заявленного технического решения.
При этом площадь Si в каждом i-ом сечении имеет конкретную величину, которую можно получить путем замера площади сечения слоя 18 или всего сечения износостойкого покрытия, если оно состоит из одного слоя.
При этом следует понимать, что в первую очередь такие измерения следует проводить для передних поверхностей режущего клина инструмента в зонах, непосредственно контактирующих с обрабатываемым материалом и зависящих от его свойств, режимов резания, конфигураций режущих кромок и передних поверхностей режущего клина инструмента.
Обычно для режущего инструмента, используемого для фрезерования, зона контакта обрабатываемого материала с передней поверхностью находится на расстоянии до 0,5 мм от режущих кромок.
Указанные выше измерения могут быть осуществлены, например, путем выполнения микрошлифов соответствующих поперечных сечений износостойкого покрытия с последующим замером площадей поперечных сечений покрытия или его слоев известными способами.
Согласно изобретению износостойкое покрытие должно содержать тетраэдрическую фазу Sp3 аморфного углерода в указанном слое 18 в диапазоне 85…90% его состава, а его микротвердость должна находиться в диапазоне 80…100 ГПа. Именно такой диапазон содержания тетраэдрической фазы Sp3 аморфного углерода в указанном слое 18 обеспечивает наиболее эффективное распределения тепла вдоль износостойкого покрытия при изменении его площади поперечного сечения в указанных пределах.
Количественная оценка соотношения Sp3 и Sp2 - фаз в аморфной углеродной матрице может быть проведена с использованием спектроскопии характеристических потерь энергии электронов согласно известной методике (X. Zhang, R. Schneider, Е. Muller, D. Gerthsen // Carbon 102 (2016) с. 198-207).
Согласно указанной методике спектры характеристических потерь энергии электронов получают на просвечивающем электронном микроскопе высокого разрешения Tecnai G2 F20 S-TWIN, который оснащен постколонным фильтром секторного типа Gatan 860 GIF 2001.
Плотность покрытия рассчитывают по энергии плазмона согласно известной методике (А.С.Ferrari, A. Libassi, В.K. Tanner, et/ al/// Phys.B/ 2000/ V. 62.N.16. P. 11089-11103). При этом энергию плазмона определяют из низкоэнергетической части спектра характеристических потерь энергии электронов.
Определение микротвердости проводят методом «инструментального индентирования» (ГОСТ Р 8.748-2011 (ISO 14577-1)) на динамическом микротвердомере Shimadzu DUN 211S. В качестве индентора используют трехгранную алмазную пирамиду Берковича при нагрузке 20 мН. Также может быть применено измерение микротвердости (HV) восстановленного отпечатка (ГОСТ 9450-76) на микротвердомере ПМТ-3. При этом в качестве индентора используют четырехгранную алмазную пирамиду Виккерса при нагрузке 100 г.
Таким образом, заявленные характеристики алмазподобного износостойкого покрытия могут быть достоверно измерены с помощью известных методик.
При этом нижняя граница площади Si определяет минимальное ее значение, при котором эффект отвода тепла вдоль слоя износостойкого покрытия имеет значимую величину, необходимую для снижения температуры на соответствующих поверхностях режущего клина, при сохранении прочности износостойкого покрытия.
Верхняя граница указанного диапазона ограничена ростом суммарных усилий в покрытии, обусловленных наличием остаточных сжимающих напряжений, оказывающих влияние на прочность износостойкого покрытия.
Таким образом, при указанном соотношении конструктивных элементов режущей части инструмента и параметров слоя алмазоподобного углерода обеспечивается эффект снижения температуры на поверхности режущего клина и повышается термостойкость износостойкого покрытия при сохранении его прочности.
Это обусловлено тем, что в указанном выше диапазоне площадей поперечного сечения слоя, содержащего фазу из алмазоподобного углерода, учитывая, что коэффициент трения скольжения поверхностного слоя алмазоподобного износостойкого покрытия находится в диапазоне 0,01…0,1, обеспечивается эффективный отвод тепла вдоль износостойкого покрытия.
Это способствует распределению температуры по передней поверхности режущего клина, сопровождающееся увеличением протяженности границ пятна с высокой температурой, что влечет снижение максимальной температуры и механических напряжений в зоне контакта обрабатываемого материала с передней поверхностью. При этом также повышается термостойкость покрытия, работоспособность и износостойкость режущего инструмента в целом.
Предложенное техническое решение имеет следующие предпочтительные исполнения.
В соответствии с одним предпочтительным исполнением режущего инструмента перепад толщин слоя, содержащего фазу с алмазоподобным аморфным углеродом, на расстоянии, по меньшей мере, до 0,5 мм от режущих кромок не превышает 0,5 мкм. Этот предел обусловлен тем, что при большем перепаде толщин износостойкого покрытия, который может быть связан со сложной (фигурной) конфигурацией передней поверхности, обусловленной конструкцией или шероховатостью этой поверхности, влияющей на микрорельеф, могут быть образованы узкие участки в сечении покрытия, которые приведут к эффекту «бутылочного горлышка», что в свою очередь будет препятствовать распространению тепла вдоль слоя алмазоподобного аморфного углерода.
Согласно другому исполнению режущего инструмента износостойкое покрытие 18, нанесенное на передние и задние поверхности его режущего клина, содержит дополнительно, по меньшей мере, один слой, который содержит фазу, по меньшей мере, с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, С, N, О. Это позволяет получить более высокий технический результат, обусловленный предложенным техническим решением.
Согласно другому исполнению режущего инструмента в качестве аморфного алмазоподобного углеродного материала износостойкого покрытия использован аморфный алмазоподобный углерод с легирующей добавкой вольфрама в количестве 0,5…2,0%, обладающий дополнительно высокой термостойкостью.
Пример использования изобретения.
На квадратные твердосплавные режущие пластины SOHT1204AEFN-AL с длиной режущей кромки 12,7 мм, толщиной 4,76 мм и крепежным отверстием 4,7 мм наносили методом физического осаждения из паровой фазы на установке УРМ 3.279.070 при температуре конденсации Т кон.=100°С алмазоподобное износостойкое покрытие (АНН). Оно имело не равномерную толщину по передней поверхности режущей пластины в пределах 1600…2100 мкм, уменьшающуюся от режущих кромок к его отверстию.
На первом этапе оценки эффективности предложенного технического решения определяли термостойкость износостойкого покрытия. Для этого образцы отжигали в атмосфере воздуха при температуре до 500°С. Далее производили осмотр поверхностей образцов с использованием оптического цифрового микроскопа Hirox КН 7700. Покрытие не имело следов деформаций и поверхностных отслоений.
Далее проверяли адгезию покрытия. Адгезионные испытания проводили методом склерометрии на скретч-тестере REVETEST компании CSM Inctruments. В качестве индентора использовали алмазный конус Rockwell со скругленным острым концом радиусом 200 мкм. Момент адгезионного разрушения покрытия фиксировали после испытаний визуально с помощью оптического микроскопа, а также по изменению акустической эмиссии и коэффициента трения скольжения. При этом критическая разрушающая нагрузка была равна 24,29 Н.
Микротвердость износостойкого покрытия (Hiт) измеряли методом «инструментального индентирования» (ГОСТ Р 8.748-2011 (ISO 14577-10)) на динамическом микротвердомере Shimadzu DUN 211S. Индентор - трехгранная алмазная пирамида Берковича. При нагрузке 20 мН Нiт находилась в пределах 90-95 ГПа.
Структурные изменения в покрытии фиксировали с использованием метода спектроскопии комбинационного рассеяния света (спектроскопия Рамана) на спектрометре LabRAM HR Evolution при длине лазерного излучения 532 нм. Интерпретацию спектра Рамана проводили по известной методике (Ftrrari А/С/, Robertson J. // Phys.Rev. В. 2000. V.61. #20.Р. 14095-14107; Ferrari А.С., Robertson J. // Phys. Trans. R.Sos. Lond. A (2004) 362 2474-2512). При этом плотность АПП была около 2,92 г/см3.
На втором этапе в целях проверки работоспособности предложенного инструмента режущую пластину с алмазоподобным износостойким покрытием устанавливали на корпус торцевой фрезы диаметром 50 мм и фрезеровали в однозубом варианте на станке HAAS VF-2SS заготовку из алюминиевого сплава В95 со следующими режимами резания: Vc=1884 м/мин., fz=0,15 мм/зуб, ар=4 мм, ае=50 мм, n=12000 об/мин., Vf=1800 мм/мин.
При этом отслоения износостойкого покрытия и налипания обрабатываемого материала на рабочие поверхности инструмента не обнаружено, что свидетельствует о снижении температуры в зоне контакта обрабатываемого материала с поверхностями режущего клина.
Предложенный\режущий инструмент показал хорошую работоспособность при производительности Q=360 см3/мин. В связи с указанной производительностью испытания инструмента на стойкость в лабораторных условиях не проводилось, так как они могли привести к значительным экономическим затратам.
В то же время следует заметить, что проведенные испытания предложенного инструмента позволяют объективно оценить полученный технический результат, учитывая, что работоспособность и износостойкость данного инструмента существенно зависит от первоначально формирующегося износа его режущей кромки, обусловленного высокой температурой и механическими напряжениями на поверхностях режущего клина.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что его различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2018 |
|
RU2675872C1 |
| Режущий инструмент с износостойким покрытием | 2018 |
|
RU2685820C1 |
| ФРЕЗА КОНЦЕВАЯ | 2018 |
|
RU2671782C1 |
| РАБОЧАЯ ЧАСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 2017 |
|
RU2671780C1 |
| ФРЕЗА КОНЦЕВАЯ | 2019 |
|
RU2691483C1 |
| КОРПУС ФРЕЗЫ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И ФРЕЗА ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2691480C1 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2018 |
|
RU2676718C1 |
| СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩИХ ПЛАСТИН И ЕГО КОРПУС С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2693225C1 |
| Режущая пластина для установки на инструмент с большим осевым передним углом резания | 2017 |
|
RU2660795C1 |
Изобретение относится к металлорежущему инструменту, в частности к фрезам и сменным режущим пластинам, используемым для фрезерования изделий из высокопрочных сталей и труднообрабатываемых материалов, а также для обработки алюминия. Режущий инструмент содержит рабочую часть с режущими кромками, образованными на пересечении передних и задних поверхностей. На рабочую часть нанесено износостойкое покрытие, имеющее неравномерную толщину, и в котором по меньшей мере один слой содержит фазу с алмазоподобным аморфным углеродом. При этом в каждом поперечном сечении передней поверхности вдоль каждой режущей кромки площадь сечения слоя, содержащего фазу с алмазоподобным аморфным углеродом, приходящаяся на один миллиметр длины режущей кромки, находится в диапазоне 1300-2700 мкм2 при содержании тетраэдрической фазы аморфного углерода в этом слое в диапазоне 85-90% его состава и его микротвердости в диапазоне 80-100 ГПа. Повышается работоспособность и стойкость режущего инструмента. 6 з.п. ф-лы, 4 ил.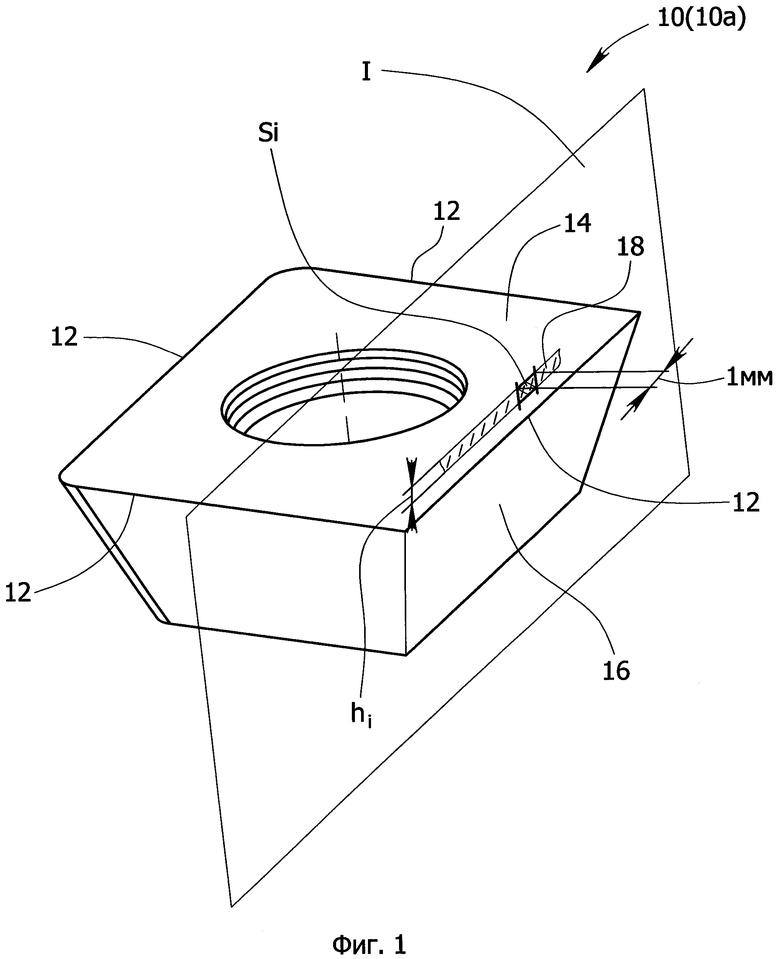
1. Режущий инструмент с алмазоподобным износостойким покрытием, содержащий рабочую часть с режущими кромками, образованными на пересечении передних и задних поверхностей, на которую нанесено износостойкое покрытие, имеющее неравномерную толщину и по меньшей мере один слой, содержащий фазу с алмазоподобным аморфным углеродом, отличающийся тем, что в каждом поперечном сечении передней поверхности вдоль каждой режущей кромки площадь сечения слоя, содержащего фазу с алмазоподобным аморфным углеродом, приходящаяся на один миллиметр длины режущей кромки, выбрана в пределах 1300-2700 мкм2 при содержании тетраэдрической фазы аморфного углерода в этом слое в пределах 85-90% его состава и микротвердости в пределах 80-100 ГПа.
2. Режущий инструмент по п. 1, отличающийся тем, что износостойкое покрытие содержит дополнительно по меньшей мере один слой, который содержит фазу по меньшей мере с одним из элементов, включающих V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, C, N, O.
3. Режущий инструмент по п. 1 или 2, отличающийся тем, что перепад толщин слоя, содержащего фазу с алмазоподобным аморфным углеродом на расстоянии по меньшей мере до 0,5 мм от режущих кромок, не превышает 0,5 мкм.
4. Режущий инструмент по п. 1, отличающийся тем, что в качестве аморфного алмазоподобного углерода использован аморфный алмазоподобный углерод с легирующей добавкой вольфрама в количестве 0,5-2,0%.
5. Режущий инструмент по одному из пп. 1-4, отличающийся тем, что он выполнен в виде односторонней или двухсторонней режущей пластины с противоположно расположенными передними и базовыми поверхностями.
6. Режущий инструмент по одному из пп. 1-4, отличающийся тем, что он выполнен в виде концевой фрезы с цельной рабочей частью.
7. Режущий инструмент по одному из пп. 1-4, отличающийся тем, что он выполнен в виде фрезы с механическим креплением сменных режущих пластин.
| СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩИХ ПЛАСТИН И ЕГО КОРПУС С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2693225C1 |
| Способ получения алмазоподобных покрытий | 1981 |
|
SU1070949A1 |
| РАБОЧАЯ ЧАСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 2017 |
|
RU2671780C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗОБРАЖЕНИЙ ПРИ НЕИЗВЕСТНОЙ АППАРАТНОЙ ФУНКЦИИ | 2015 |
|
RU2604720C1 |

