[Область техники]
Данное изобретение относится к магнитному тонеру для применения, например, в электрофотографических способах, способах электростатической записи и способах магнитной записи.
[Предшествующий уровень техники]
Устройства для формирования изображения, например, копировальные аппараты и принтеры, в последние годы претерпели все возрастающее разнообразие в их предполагаемых видах применения и условиях эксплуатации, а также возросла потребность в дополнительных улучшениях в отношении скорости, качества изображения и стабильности. Например, принтеры, которые ранее применялись главным образом в офисных условиях, стали применяться в окружающей среде с жесткими условиями, и формирование стабильных изображений даже при этих условиях стало насущной необходимостью.
Копировальные аппараты и принтеры также подвергаются уменьшению габаритов и массы и улучшениям в отношении эффективности использования энергии, и магнитные однокомпонентные проявляющие системы, в которых используется подходящий магнитный тонер, предпочтительно применяют в связи с этим.
В магнитной однокомпонентной проявляющей системе проявление выполняется посредством перемещения магнитного тонера в зону проявления при применении элемента для переноса тонера (называемого ниже проявляющим валиком), который содержит внутри себя средство для генерации магнитного поля, например, магнитный ролик. Кроме того, заряд придается магнитному тонеру главным образом посредством трибоэлектрической зарядки, осуществляемой трением между магнитным тонером и элементом, предоставляющим трибоэлектрический заряд, например, проявляющим валиком. Уменьшение размера проявляющего валика является важным техническим решением, в частности, с точки зрения уменьшения размера устройства.
Когда, например, исходные материалы не диспергированы удовлетворительным образом в магнитном тонере, или при применении в окружающей среде с жесткими условиями, эта трибоэлектрическая зарядка может не происходить равномерным образом, и магнитный тонер может тогда становиться неравномерно заряженным. Вследствие этого, может происходить проявление, при котором лишь часть магнитного тонера заряжена избыточным образом, что называют избыточной зарядкой, и в таком случае могут возникать различные дефекты изображения.
В частности, когда проявляющий валик был уменьшен в размерах, как указано выше, зона проявления контактной области для проявления сужена, и перенос («перелет») магнитного тонера от проявляющего валика затруднен. Вследствие этого, часть магнитного тонера склонна оставаться на проявляющем валике, и имеет место тенденция к увеличенной нестабильности зарядки.
Например, уменьшение в плотности изображения может происходить, когда избыточно заряженный тонер остается на проявляющем валике, наряду с образованием дефекта изображения, такого как вуалирование на пробельных участках, когда заряд тонера является неравномерным. Помимо этого, в случае применения после нахождения в неподвижном состоянии в течение некоторого времени, приплавление тонера к элементу, несущему скрытое электростатическое изображение, может происходить в областях контакта между элементом, несущим скрытое электростатическое изображение, и таким элементом, как очистной ракельный нож, который приводится в контактирование с элементом, несущим скрытое электростатическое изображение, и дефекты изображения, так называемые «полосы», могут затем создаваться при каждом обороте элемента, несущего скрытое электростатическое изображение.
Для того чтобы противостоять этим проблемам, было предложено большое число методов для регулирования диэлектрических свойств, которые являются показателем состояния дисперсии магнитного материала в магнитном тонере, для того, чтобы стабилизировать вариации в характеристиках проявления, связанные с изменениями в условиях эксплуатации.
Например, в Патентном документе 1 сделана попытка сделать более низким изменение в способности к приданию заряда тонеру, связанное с изменениями под влиянием окружающей среды, посредством регулирования тангенса угла диэлектрических потерь (tan δ) в зонах с высокой температурой и с нормальной температурой.
Несмотря на то, что действительно определенный эффект получают при определенных установленных условиях, в частности, высокая степень дисперсности исходного материала при высоком содержании магнитного материала не достигается в достаточной мере, и еще возможны улучшения в данной области, в частности в отношении полос.
В дополнение к этому, для того, чтобы подавлять изменения в тонере под влиянием окружающей среды, Патентный документ 2 описывает тонер, в котором соотношение между водосодержанием при насыщении HL при условиях низкой температуры и низкой влажности и водосодержанием при насыщении HH при условиях высокой температуры и высокой влажности было приведено к предписанному интервалу.
Посредством регулирования водосодержания указанным образом определенный эффект действительно получают при определенных установленных условиях для воспроизводимости плотности изображения и характеристик переноса. Однако стабильность зарядки, в частности, не достигается для случая, в котором магнитный материал был включен в количестве, соответствующем применению в качестве окрашивающего вещества и являющемся неподходящим для получения эффектов данного изобретения.
С другой стороны, для того, чтобы решить проблемы, связанные с поверхностными добавками, были описаны тонеры со сосредоточением особого внимания на высвобождении поверхностных добавок (относится к Патентным документам 3 и 4). Стабильность зарядки магнитных тонеров опять же не достигается в достаточной мере в этих случаях.
Кроме того, Патентный документ 5 раскрывает стабилизацию этапов проявления/переноса посредством регулирования общей степени покрытия поверхности базовых частиц тонера поверхностными добавками, и определенный эффект действительно получают посредством регулирования теоретической степени покрытия, полученной расчетом, для определенной заданной базовой частицы тонера. Однако фактическое состояние связывания поверхностных добавок может существенно отличаться от величины, рассчитанной в предположении, что частица тонера является сферой, и, для магнитных тонеров в частности, достижение эффектов данного изобретения без регулирования фактического состояния связывания внешней добавки оказалось совершенно неудовлетворительным.
[Список ссылок]
[Патентные документы]
[Патентный документ 1] Публикация заявки на патент Японии № 2005-134751
[Патентный документ 2] Публикация заявки на патент Японии № 2009-229785
[Патентный документ 3] Публикация заявки на патент Японии № 2001-117267
[Патентный документ 4] Публикация патента Японии № 3812890
[Патентный документ 5] Публикация заявки на патент Японии № 2007-293043
[Сущность изобретения]
[Технические проблемы]
Целью данного изобретения является предоставление магнитного тонера, который может разрешить проблемы, указанные выше.
В особенности, целью данного изобретения является предоставление магнитного тонера, который обеспечивает стабильную плотность изображения, независимо от условий окружающей среды при применении, и который может предотвращать возникновение вуалирования и образование полос.
[Решение проблемы]
Авторы данного изобретения обнаружили, что проблемы могут быть решены посредством задания соотношения между степенью покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами и степенью покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, которые закреплены на поверхности частиц магнитного тонера, и посредством задания диэлектрических свойств магнитного тонера. Данное изобретение было сделано на основании этого открытия.
Соответственно, данное изобретение описывается следующим образом:
магнитный тонер, содержащий частицы магнитного тонера, включающие связующую смолу и магнитный материал, при этом неорганические тонкие частицы присутствуют на поверхности частиц магнитного тонера, в котором
неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера, содержат тонкие частицы оксида металла, данные тонкие частицы оксида металла содержат тонкие частицы кремнезема и необязательно содержат тонкие частицы диоксида титана и тонкие частицы оксида алюминия, и содержание тонких частиц кремнезема составляет по меньшей мере 85 масс. % по отношению к общей массе тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия;
когда степень покрытия A (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, и степень покрытия B (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, которые закреплены на поверхности частиц магнитного тонера, магнитный тонер имеет степень покрытия A по меньшей мере 45,0% и не более чем 70,0% и отношение [степень покрытия B/степень покрытия A] степени покрытия B к степени покрытия A по меньшей мере 0,50 и не более чем 0,85, и в котором
магнитный тонер имеет диэлектрическую проницаемость ε′, при частоте 100 кГц и температуре 30°C по меньшей мере 30,0 пФ/м и не более чем 40,0 пФ/м и имеет тангенс угла диэлектрических потерь (tan δ) не более чем 9,0×10-3.
[Преимущества данного изобретения]
Данное изобретение может предоставлять магнитный тонер, который, независимо от условий окружающей среды при применении, обеспечивает стабильную плотность изображения и может предотвращать возникновение вуалирования и полос.
[Краткое описание чертежей]
Фиг. 1 представляет собой график, который показывает пример соотношения между числом частей добавляемого кремнезема и степенью покрытия;
Фиг. 2 представляет собой график, который показывает пример соотношения между числом частей добавляемого кремнезема и степенью покрытия;
Фиг. 3 представляет собой график, который показывает пример соотношения между степенью покрытия и статическим коэффициентом трения;
Фиг. 4 представляет собой схематический чертеж, который показывает пример устройства для смешивания, которое может быть использовано для поверхностного добавления и смешивания неорганических тонких частиц;
Фиг. 5 представляет собой схематический чертеж, который показывает пример конструкции перемешивающего элемента, используемого в устройстве для смешивания;
Фиг. 6 представляет собой схематический чертеж, который показывает пример устройства для формирования изображения; и
Фиг. 7 представляет собой график, который показывает пример соотношения между временем ультразвукового диспергирования и степенью покрытия.
[Описание вариантов осуществления]
Данное изобретение описывается подробно ниже.
Данное изобретение относится к магнитному тонеру, содержащему частицы магнитного тонера, включающие связующую смолу и магнитный материал, при этом неорганические тонкие частицы присутствуют на поверхности частиц магнитного тонера, в котором
неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера, содержат тонкие частицы оксида металла, данные тонкие частицы оксида металла содержат тонкие частицы кремнезема и необязательно содержат тонкие частицы диоксида титана и тонкие частицы оксида алюминия, и содержание тонких частиц кремнезема составляет по меньшей мере 85 масс. % по отношению к общей массе тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия;
в случае, когда степень покрытия A (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, и степень покрытия B (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, которые закреплены на поверхности частиц магнитного тонера, магнитный тонер имеет степень покрытия A по меньшей мере 45,0% и не более чем 70,0% и отношение [степень покрытия B/степень покрытия A] степени покрытия B к степени покрытия A по меньшей мере 0,50 и не более чем 0,85, и
магнитный тонер имеет диэлектрическую проницаемость ε′, при частоте 100 кГц и температуре 30°C по меньшей мере 30,0 пФ/м и не более чем 40,0 пФ/м и имеет тангенс угла диэлектрических потерь (tan δ) не более чем 9,0×10-3.
В соответствии с исследованиями, проведенными авторами данного изобретения, применение вышеописанного магнитного тонера может предоставлять стабильную плотность изображения независимо от условий окружающей среды при применении и может предотвращать возникновение вуалирования и образование полос.
При этом образование «полос» предположительно вызвано следующим.
Во время получения большого числа печатных копий, избыточно заряженный магнитный тонер присоединяется к концу очистного ракельного ножа, который удаляет магнитный тонер, присутствующий на элементе, несущем скрытое электростатическое изображение. Когда копирование завершено при этом условии, затем происходит выдерживание в состоянии, в котором агломераты магнитного тонера прессуются в элементе, несущем скрытое электростатическое изображение, вследствие сжатия в контактной области.
Когда копирование возобновляется при нахождении в этом состоянии, магнитный тонер, который должен был бы обычно удален очистным ракельным ножом, проскальзывает мимо ножа, вследствие приплавления к элементу, несущему скрытое электростатическое изображение.
Кроме того, когда элемент, несущий скрытое электростатическое изображение, делает один оборот, и очистной ракельный нож снова подводится к области, где магнитный тонер был подвергнут приплавлению, коэффициент трения элемента, несущего скрытое электростатическое изображение, изменяется по сравнению с его величиной для области, где тонер не приплавлен, и вследствие этого нарушается стабильное вращение элемента, несущего скрытое электростатическое изображение.
Дефект зарядки образуется в продольном направлении элемента, несущего скрытое электростатическое изображение, вследствие этого нарушенного вращения, и это приводит к «полосам», которые являются полосчатым дефектом изображения, при каждом обороте элемента, несущего скрытое электростатическое изображение.
Соответственно, когда присутствуют большие количества избыточно заряженного тонера, магнитный тонер будет затем легко присоединяться к очистному ракельному ножу, и магнитный тонер, присоединенный к очистному ракельному ножу, подвергается приплавлению к элементу, несущему скрытое электростатическое изображение, и увеличивается вероятность образования полос. Кроме того, когда выводят большое число печатных копий, или когда вывод изображения выполняют в окружающей среде с высокой температурой и высокой влажностью, приплавление магнитного тонера к элементу, несущему скрытое электростатическое изображение, происходит еще легче, и вследствие этого, образование полос становится значительным.
Помимо этого, в устройстве, которое использует проявляющий валик небольшого диаметра для того, чтобы обеспечивать уменьшение габаритов, проявляющий валик имеет большую кривизну, и узкая зона проявления в таком случае создается в контактной области для проявления; вследствие этого затрудняется перенос магнитного тонера от проявляющего валика; увеличивается количество избыточно заряженного тонера; и полосы образуются еще более простым образом.
Предотвращение образования избыточно заряженного тонера эффективно для предотвращения образования полос. Несмотря на то, что множество способов уменьшения количества избыточно заряженного тонера уже было предложено, эти способы не являются удовлетворительными в отношении предотвращения образования «полос». В частности, являлось невозможным предотвращение в достаточной мере образования полос, когда выводится большое число печатных копий в окружающей среде с высокой температурой и высокой влажностью при применении устройства с использованием проявляющего валика небольшого диаметра.
В результате своих исследований авторы данного изобретения обнаружили, что количество избыточно заряженного тонера может быть существенно уменьшено посредством магнитного тонера, который имеет заданные диэлектрические свойства и заданное состояние поверхностного добавления для неорганических тонких частиц, и что в результате образование полос может быть предотвращено.
Для магнитного тонера по данному изобретению является важным, что диэлектрическая проницаемость ε′ при частоте 100 кГц и температуре 30°C составляет по меньшей мере 30,0 пФ/м и не более чем 40,0 пФ/м, и что тангенс угла диэлектрических потерь (tan δ) составляет не более чем 9,0×10-3.
Частоту 100 кГц устанавливают в настоящем описании как условие для измерения диэлектрической проницаемости, поскольку это является оптимальной частотой для обследования состояния дисперсии магнитного материала. Когда частота ниже, чем 100 кГц, затрудняется выполнение стабильных измерений, и способность к определению различий в диэлектрической проницаемости магнитного тонера будет склонна быть потерянной. Кроме того, величины, примерно такие же, что и при 100 кГц, равным образом получали, когда измерения выполняли при 120 кГц. Когда частота была не ниже, чем эта, создавалась тенденция, в которой различие в диэлектрической проницаемости между магнитными тонерами с разными свойствами была довольно малой. Причиной установления температуры измерения при 30°C является то, что она, как полагают, является температурой, представляющей температуру внутри картриджа во время печати изображения.
Для того чтобы достигнуть этих диэлектрических свойств, регулирование может быть выполнено на основании, например, выбора связующей смолы, кислотного числа магнитного тонера и содержания магнитного материала.
Например, диэлектрическая проницаемость ε′ может быть приведена к сравнительно высокой величине и легко регулироваться до вышеуказанного интервала посредством применения высокого содержания компонента сложного полиэфира для связующей смолы в магнитном тонере.
Кроме того, диэлектрическая проницаемость ε′ может быть уменьшена посредством снижения кислотного числа компонента смолы магнитного тонера или посредством уменьшения содержания магнитного материала в магнитном тонере; и, напротив, диэлектрическая проницаемость ε′ может быть увеличена посредством повышения кислотного числа компонента смолы или посредством увеличения содержания магнитного материала в магнитном тонере.
С другой стороны, тангенс угла диэлектрических потерь (tan δ) может быть уменьшен посредством равномерного диспергирования магнитного материала в магнитном тонере. Например, равномерному диспергированию магнитного материала может способствовать снижение вязкости тестообразного материала посредством повышения температуры замешивания во время замешивания в расплаве (по меньшей мере 160°C).
Задание сравнительно большой диэлектрической проницаемости ε′ в интервале по данному изобретению, как полагают, устанавливает диэлектрические свойства, при которых магнитный тонер легко заряжается. Кроме того, установление сравнительно небольшого тангенса угла диэлектрических потерь (tan δ), как полагают, создает подавление утечки заряда в результате очень равномерного диспергирования магнитного материала в магнитном тонере. А именно, полагают, что одновременное регулирование диэлектрической проницаемости ε′ и тангенса угла диэлектрических потерь (tan δ) обеспечивает способность к легкой зарядке и устойчивость к утечке заряда и делает возможным для магнитного тонера быструю зарядку.
Магнитный тонер по данному изобретению предпочтительно имеет диэлектрическую проницаемость ε′, при частоте 100 кГц и температуре 30°C по меньшей мере 32,0 пФ/м и не более чем 38,0 пФ/м и предпочтительно имеет тангенс угла диэлектрических потерь (tan δ) не более чем 8,5×10-3.
Кроме того, в случае, когда степень покрытия A (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, и степень покрытия B (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, которые закреплены на поверхности частиц магнитного тонера, для магнитного тонера по данному изобретению важно, что степень покрытия A составляет по меньшей мере 45,0% и не более чем 70,0%, и что отношение [степень покрытия B/степень покрытия A, также обозначаемое ниже просто как B/A] степени покрытия B к степени покрытия A составляет по меньшей мере 0,50 и не более чем 0,85.
Степень покрытия A составляет предпочтительно от по меньшей мере 45,0% и не более чем 65,0%, и B/A составляет предпочтительно от по меньшей мере 0,55 и не более чем 0,80.
В случае, когда степень покрытия A и B/A, которые указывают на состояние поверхностного добавления, соответствуют предписанным интервалам в магнитном тонере, обладающем способностью к быстрой зарядке, как описано выше, впервые становится возможным существенное уменьшение избыточно заряженного тонера и предотвращение образования «полос».
Несмотря на то, что причины этого не совсем ясны, предполагают следующее.
Во время стадии проявления магнитный тонер приводится в контактирование с дозирующим лезвием и проявляющим валиком в области контакта между дозирующим лезвием и проявляющим валиком и при этом заряжается посредством трения. Вследствие этого, когда магнитный тонер остается на проявляющем валике и/или на дозирующем лезвии без подвергания проявлению, он подвергается неоднократной зарядке, и создается избыточный заряд.
Однако поскольку в случае магнитного тонера по данному изобретению степень покрытия A поверхности частиц магнитного тонера неорганическими тонкими частицами имеет высокую величину, составляющую по меньшей мере 45,0%, ван-дер-ваальсовы силы и электростатические силы по отношению к контактным элементам являются низкими, и возможность магнитного тонера оставаться вблизи проявляющего валика и дозирующего лезвия предотвращается. Неорганические тонкие частицы должны быть добавлены в больших количествах для того, чтобы привести степень покрытия A к величине выше 70,0%, однако, даже если способ поверхностного добавления мог бы быть разработан для этого, затем легко образуются дефекты изображения (вертикальные полосы), вызванные высвобождающимися неорганическими тонкими частицами, и это является поэтому, нежелательным.
Эта степень покрытия A, степень покрытия B и отношение [B/A] степени покрытия B к степени покрытия A могут быть определены методами, описанными ниже.
Степень покрытия A, используемая в данном изобретении, представляет собой степень покрытия, которая также включает легко высвобождаемые неорганические тонкие частицы, в то время как степень покрытия B представляет собой степень покрытия неорганическими тонкими частицами, которые закреплены на поверхности частицы магнитного тонера и не высвобождаются в процессе высвобождения, описанном выше. Полагают, что неорганические тонкие частицы, представленные степенью покрытия B, закреплены в полузаделанном состоянии в поверхности частицы магнитного тонера, и поэтому, не подвергаются смещению, даже когда магнитный тонер подвергается воздействию сдвигового усилия на проявляющем валике или на элементе, несущем скрытое электростатическое изображение.
Неорганические тонкие частицы, представленные степенью покрытия A, с другой стороны, включают закрепленные неорганические тонкие частицы, описанные выше, а также неорганические тонкие частицы, которые присутствуют в верхнем слое и обладают сравнительно высокой степенью свободы.
Как указано выше, полагают, что неорганические тонкие частицы, которые могут присутствовать между частицами магнитного тонера и между магнитным тонером и различными элементами, вызывают эффект уменьшенных ван-дер-ваальсовых сил и уменьшенных электростатических сил, и что наличие высокой степени покрытия A является особенно важным в отношении этого эффекта.
Прежде всего, ван-дер-ваальсова сила (F), созданная между плоской пластиной и частицей, представлена следующим уравнением.
F=H×D/(12Z2)
При этом H представляет собой константу Хамакера, D представляет собой диаметр частицы, и Z представляет собой расстояние между частицей и плоской пластиной.
В отношении Z, обычно считают, что сила притяжения действует при больших расстояниях и сила отталкивания действует при очень малых расстояниях, и Z рассматривают как постоянную, поскольку эта величина не относится к состоянию поверхности частицы магнитного тонера.
В соответствии с предшествующим уравнением, ван-дер-ваальсова сила (F) пропорциональна диаметру частицы, находящейся в контакте с плоской пластиной. Когда она приложена к поверхности магнитного тонера, ван-дер-ваальсова сила (F) меньше для неорганической тонкой частицы, с ее меньшим размером, контактирующей с плоской пластиной, чем для частицы магнитного тонера, контактирующей с плоской пластиной. А именно, ван-дер-ваальсова сила меньше для случая контактирования через промежуточные неорганические тонкие частицы, использованные в качестве внешней добавки, чем для случая непосредственного контакта между частицей магнитного тонера и проявляющим валиком или дозирующим лезвием.
Помимо этого, электростатическая сила может рассматриваться как сила зеркального отображения. Известно, что сила зеркального отображения прямо пропорциональна квадрату заряду частицы (q) и обратно пропорциональна квадрату расстояния.
В случае зарядки магнитного тонера, именно поверхность частицы магнитного тонера, а не неорганические тонкие частицы, переносит заряд. Вследствие этого, сила зеркального отображения уменьшается, когда расстояние между поверхностью частицы магнитного тонера и плоской пластиной (в настоящем описании, проявляющим валиком или дозирующим лезвием) увеличивается.
А именно, когда, в случае поверхности магнитного тонера, частица магнитного тонера приходит в контактирование с плоской пластиной через промежуточные неорганические тонкие частицы, расстояние устанавливается между плоской пластиной и поверхностью частицы магнитного тонера, и сила зеркального отображения, вследствие этого уменьшается.
Как описано выше, ван-дер-ваальсова сила и сила зеркального отображения, образованные между магнитным тонером и проявляющим валиком или дозирующим лезвием, уменьшаются, вследствие присутствия неорганических тонких частиц на поверхности частицы магнитного тонера и приведения магнитного тонера в контактирование с проявляющим валиком или дозирующим лезвием при размещенных между ними неорганических тонких частицах. Другими словами, удерживающая сила между магнитным тонером и проявляющим валиком или дозирующим лезвием уменьшается.
Контактирует ли частица магнитного тонера непосредственным образом с проявляющим валиком или дозирующим лезвием, или находится в контакте с ним через промежуточные неорганические тонкие частицы, зависит от количества неорганических тонких частиц, покрывающих поверхность частицы магнитного тонера, т.е. от степени покрытия неорганическими тонкими частицами.
Полагают, что возможность непосредственного контакта между частицами магнитного тонера и проявляющим валиком или дозирующим лезвием уменьшается при высокой степени покрытия неорганическими тонкими частицами, что затрудняет прилипание магнитного тонера к проявляющему валику или дозирующему лезвию. С другой стороны, магнитный тонер легко прилипает к проявляющему валику или дозирующему лезвию при низкой степени покрытия неорганическими тонкими частицами и склонен оставаться на проявляющем валике или вблизи дозирующего лезвия.
В отношении степени покрытия неорганическими тонкими частицами, теоретическая степень покрытия может быть вычислена - в предположении, что неорганические тонкие частицы и магнитный тонер имеют сферическую форму - при применении уравнения, описанного, например, в Патентном документе 5. Однако, имеется также множество случаев, в которых неорганические тонкие частицы и/или магнитный тонер не имеют сферическую форму, и кроме того неорганические тонкие частицы могут также присутствовать в агрегированном состоянии на поверхности частицы тонера. Вследствие этого, теоретическая степень покрытия, полученная при применении указанного метода, не подходит для данного изобретения.
Авторы данного изобретения поэтому, выполняли обследование поверхности магнитного тонера с помощью сканирующего электронного микроскопа (SEM) и определяли степень покрытия фактического покрытия поверхности, частицы магнитного тонера неорганическими тонкими частицами.
В качестве одного примера, теоретическую степень покрытия и фактическую степень покрытия определяли для смесей, полученных добавлением разных количеств тонких частиц кремнезема (числа частей добавляемого кремнезема) к 100 масс. частям частиц магнитного тонера (содержание магнитного материала = 43,5 масс.%), полученных способом измельчения и имеющих объемный средний диаметр (Dv) 8,0 мкм (см. Фиг. 1 и 2). Тонкие частицы кремнезема с объемным средним диаметром (Dv) 15 нм использовали в качестве указанных тонких частиц кремнезема.
Для расчета теоретической степени покрытия, 2,2 г/см3 использовали в качестве абсолютной удельной массы тонких частиц кремнезема; 1,65 г/см3 использовали в качестве абсолютной удельной массы магнитного тонера; и монодисперсные частицы диаметром 15 нм и 8,0 мкм принимали в качестве, соответственно, тонких частиц кремнезема и частиц магнитного тонера.
Как показано на Фиг. 1, теоретическая степень покрытия превышает 100%, когда количество добавляемых тонких частиц кремнезема увеличивается. С другой стороны, фактическая степень покрытия изменяется с изменением количества добавляемых тонких частиц кремнезема, однако не превышает 100%. Это обусловлено тем, что тонкие частицы кремнезема присутствуют до некоторой степени в виде агломератов на поверхности магнитного тонера, или тем, что значительный эффект оказывает то, что тонкие частицы кремнезема не являются сферическими.
Кроме того, в соответствии с исследованиями, проведенными авторами данного изобретения, было найдено, что даже при одном и том же количестве добавленных тонких частиц кремнезема, степень покрытия изменяется в зависимости от способа поверхностного добавления. То есть, является невозможным определение степени покрытия однозначным образом из количества добавляемых тонких частиц кремнезема (см. Фиг. 2). При этом условие поверхностного добавления A относится к смешиванию при 1,0 Вт/г в течение времени обработки 5 минут при применении устройства, показанного на Фиг. 4. Условие поверхностного добавления B относится к смешиванию при 4000 об./мин. в течение времени обработки 2 минуты при применении смесителя Henschel FM10C (производства Mitsui Miike Chemical Engineering Machinery Co., Ltd.).
По причинам, представленным выше, авторы данного изобретения использовали степень покрытия неорганическими тонкими частицами, полученную обследованием поверхности магнитного тонера сканирующим электронным микроскопом (SEM).
Кроме того, как было указано выше, полагают, что удерживающая сила по отношению к элементу может быть уменьшена посредством увеличения степени покрытия неорганическими тонкими частицами. Поэтому, были выполнены испытания для удерживающей силы по отношению к элементу и степени покрытия неорганическими тонкими частицами.
Соотношение между степенью покрытия для магнитного тонера и удерживающей силы по отношению к элементу было определено косвенным образом посредством измерения статического коэффициента трения между алюминиевой основой и сферическими частицами полистирола, имеющими разные степени покрытия тонкими частицами кремнезема.
Более конкретно, соотношение между степенью покрытия и статическим коэффициентом трения определяли при использовании сферических частиц полистирола (средневзвешенный диаметр частиц (D4)=7,5 мкм), которые имели разные степени покрытия (степень покрытия, определенная обследованием сканирующим электронным микроскопом (SEM)) тонкими частицами кремнезема.
Более конкретно, сферические частицы полистирола, к которым были добавлены тонкие частицы кремнезема, прижимали к алюминиевой основе. Основу перемещали влево и вправо при том, что изменяли прижимное давление, и статический коэффициент трения рассчитывали из результирующего напряжения. Это выполняли для сферических частиц полистирола при каждой отличающейся степени покрытия, и полученное соотношение между степенью покрытия и статическим коэффициентом трения показано на Фиг. 3.
Статический коэффициент трения, определенный представленным выше методом, как полагают, соотносится с суммой ван-дер-ваальсовой силы и силы зеркального отображения действующими между сферическими частицами полистирола и основой. В соответствии с Фиг. 3, проявляется тенденция, в которой статический коэффициент трения уменьшается, когда степень покрытия тонкими частицами кремнезема увеличивается. Иными словами, это означает, что магнитный тонер, имеющий высокую степень покрытия неорганическими тонкими частицами, также имеет низкую удерживающую силу по отношению к элементу.
Когда авторы данного изобретения проводили интенсивные исследования на основании этих результатов, образование полос могло быть предотвращено посредством регулирования степени покрытия неорганическими тонкими частицами и посредством регулирования диэлектрических свойств магнитного тонера.
Как было описано выше, предотвращение получения избыточно заряженного магнитного тонера является важным для предотвращения появления полос. В этом отношении, ван-дер-ваальсовая сила и сила зеркального отображения, образованные между магнитным тонером и проявляющим валиком или дозирующим лезвием, могут быть уменьшены посредством установления высокой величины для степени покрытия A и приведения частиц магнитного тонера в контактирование через неорганические тонкие частицы с проявляющим валиком или дозирующим лезвием. В результате, удерживающая сила между магнитным тонером и проявляющим валиком или дозирующим лезвием уменьшается; магнитный тонер может исключить удержание на проявляющем валике или на дозирующем лезвии без подвергания проявлению; и образование полос может быть, тем самым, в основном предотвращено.
С другой стороны, даже если избыточно заряженный магнитный тонер, способный к временному присоединению к очистному ракельному ножу, присутствует в некотором небольшом количестве на проявляющем валике или на дозирующем лезвии, удерживающая сила между магнитным тонером и очистным ракельным ножом может быть уменьшена посредством высокой степени покрытия A магнитного тонера, и вследствие этого присоединение магнитного тонера к концу очистного ракельного ножа может быть предотвращено.
То, что B/A составляет от по меньшей мере 0,50 до не более чем 0,85 означает, что неорганические тонкие частицы, закрепленные на поверхности частицы магнитного тонера, присутствуют до определенной степени, и что, в дополнение к этому, неорганические тонкие частицы в легко высвобождаемом состоянии (состоянии, которое делает возможным отделение от частицы магнитного тонера) также присутствуют на ней в подходящем количестве. Полагают, что «подшипниковый эффект» создается предположительно посредством высвобождаемых неорганических тонких частиц, проскальзывающих по отношению к закрепленным неорганическим тонким частицам, и что агрегативные силы между магнитными тонерами в таком случае существенно уменьшены.
В соответствии с результатами исследований, проведенных авторами данного изобретения, было найдено, что этот «подшипниковый эффект» и вышеописанный эффект уменьшения удерживающей силы являются максимальными, когда как закрепленные неорганические тонкие частицы, так и легко высвобождаемые неорганические тонкие частицы являются сравнительно малыми неорганическими тонкими частицами, имеющими среднечисленный диаметр первичных частиц (D1) приблизительно не более чем 50 нм. Соответственно, степень покрытия A и степень покрытия B вычисляли при ориентировании на неорганические тонкие частицы, имеющие среднечисленный диаметр первичных частиц (D1) не более чем 50 нм.
Посредством установления предписанных интервалов для степени покрытия A и B/A для магнитного тонера по данному изобретению, удерживающая сила между магнитным тонером и различными элементами может быть уменьшена, и агрегативные силы между магнитными тонерами могут быть существенно ослаблены. В результате, увеличенная возможность контактирования между каждой из индивидуальных частиц магнитного тонера и дозирующим лезвием и проявляющим валиком может быть предоставлена в области контакта между дозирующим лезвием и проявляющим валиком, и вследствие этого становится возможной очень эффективная зарядка в первый раз в случае магнитного тонера, имеющего диэлектрические свойства, описанные выше. Вследствие этого, может быть, в частности, существенно уменьшено количество избыточно заряженного тонера, который легко образуется при проявляющем валике уменьшенного диаметра.
Коэффициент изменения степени покрытия A составляет предпочтительно не более чем 10,0% в данном изобретении. Коэффициент изменения степени покрытия A составляет более предпочтительно не более чем 8,0%. Установление коэффициента изменения степени покрытия A не более чем 10,0% означает, что степень покрытия A является очень равномерной между частицами магнитного тонера и внутри частицы магнитного тонера. Когда коэффициент изменения превышает 10,0%, состояние покрытия магнитного тонера является неравномерным, что ухудшает способность к снижению агрегативных сил между тонерами.
Отсутствуют особые ограничения в отношении способа приведения коэффициента изменения к 10,0% или ниже, однако предпочтительным является применение устройства и способа поверхностного добавления, описанных ниже, которые способны создавать высокую степень распределения тонких частиц оксида металла, например, тонких частиц кремнезема, на поверхности частиц магнитного тонера.
Примерами связующей смолы для магнитного тонера по данному изобретению могут являться виниловые смолы, сложнополиэфирные смолы, эпоксидные смолы, полиуретановые смолы, и т.д., однако она не ограничивается особым образом, и могут быть использованы известные смолы. Среди вышеуказанных, сложнополиэфирная смола или виниловая смола является предпочтительной с точки зрения совместимости способности к зарядке и способности к фиксированию, при том, что применение сложнополиэфирной смолы в качестве основной связующей смолы является особенно предпочтительным с точки зрения регулирования диэлектрических свойств (особенно диэлектрической проницаемости ε′) до интервала по данному изобретению. Состав этой сложнополиэфирной смолы является таким, как описано ниже.
Примерами двухосновного спиртового компонента, входящего в состав сложнополиэфирной смолы, могут являться этиленгликоль, пропиленгликоль, бутандиол, диэтиленгликоль, триэтиленгликоль, пентандиол, гександиол, неопентилгликоль, гидрогенизированный бисфенол A, бисфенолы приведенной ниже формулы (A) и их производные, и диолы приведенной ниже формулы (B).
[Хим. формула 1]

(В данной формуле, R представляет собой этиленовую группу или пропиленовую группу; каждое из x и y является целым числом больше или равно 0; и среднее значение x+y больше или равно 0 и меньше или равно 10).
[Хим. формула 2]

(В данной формуле, R' является  или
или  или
или  ;
;
x′ и y′ являются целыми числами больше или равными 0; и среднее значение x′+y′ больше или равно 0 и меньше или равно 10).
Примерами двухосновного кислотного компонента, входящего в состав этой сложнополиэфирной смолы, могут являться бензолдикарбоновые кислоты, такие как фталевая кислота, терефталевая кислота, изофталевая кислота, и фталевый ангидрид; алкилдикарбоновые кислоты, такие как янтарная кислота, адипиновая кислота, себациновая кислота и азелаиновая кислота; алкенилянтарные кислоты, такие как н-додеценилянтарная кислота; и ненасыщенные дикарбоновые кислоты, такие как фумаровая кислота, малеиновая кислота, цитраконовая кислота и итаконовая кислота.
Трехосновный или более основный спиртовый компонент сам по себе, или трехосновный или более основный кислотный компонент сам по себе, могут быть использованы в качестве сшивающего компонента, или оба они могут быть использованы в комбинации.
Примерами многоосновного спирта в качестве трехосновного или более основного спиртового компонента могут являться сорбит, пентаэритрит, дипентаэритрит, трипентаэритрит, бутантриол, пентантриол, глицерин, метилпропантриол, триметилолэтан, триметилолпропан и тригидроксиметилбензол.
Примерами многоосновной карбоновой кислоты в качестве трехосновного или более основного кислотного компонента могут являться тримеллитовая кислота, пиромеллитовая кислота, бензолтрикарбоновая кислота, бутантрикарбоновая кислота, гексантрикарбоновая кислота и тетракарбоновые кислоты приведенной ниже формулы (C).
[Хим. формула 3]

(X в формуле представляет C5-30 алкиленовую группу или алкениленовую группу, которая имеет по меньшей мере одну боковую цепь, содержащую по меньшей мере три атома углерода).
Связующая смола может содержать стирольную смолу в пределах интервала, в котором удовлетворяются диэлектрические свойства и т.д., в соответствии с данным изобретением.
Конкретными примерами стирольной смолы могут являться полистирол и стирольные сополимеры, такие как сополимеры стирола и пропилена, сополимеры стирола и винилтолуола, сополимеры стирола и метилакрилата, сополимеры стирола и этилакрилата, сополимеры стирола и бутилакрилата, сополимеры стирола и октилакрилата, сополимеры стирола и метилметакрилата, сополимеры стирола и этилметакрилата, сополимеры стирола и бутилметакрилата, сополимеры стирола и октилметакрилата, сополимеры стирола и бутадиена, сополимеры стирола и изопрена, сополимеры стирола и малеиновой кислоты и сополимеры стирола и малеата. Может быть использован один из них, или несколько их могут быть использованы в комбинации.
Температура стеклования (Tg) магнитного тонера по данному изобретению составляет предпочтительно от по меньшей мере 40°C до не более чем 70°C. Когда температура стеклования составляет от по меньшей мере 40°C до не более чем 70°C, стабильность при хранении и долговечность могут быть улучшены, наряду с поддержанием подходящей способности к фиксированию.
Кислотное число, при измерении растворением магнитного тонера по данному изобретению в смешанном растворителе из толуола и этанола и выполнением измерения для полученной растворенной части при применении прибора для потенциометрического титрования, составляет предпочтительно от по меньшей мере 5 мг KOH/г до не более чем 50 мг KOH/г и более предпочтительно составляет от по меньшей мере 10 мг KOH/г до не более чем 40 мг KOH/г. Регулирование кислотного числа до указанного интервала способствует регулированию до диэлектрических свойств, определенных данным изобретением для магнитного тонера. Для того, чтобы отрегулировать это кислотное число до указанного интервала, кислотное число связующей смолы, используемой в данном изобретении, составляет предпочтительно от по меньшей мере 5 мг KOH/г до не более чем 50 мг KOH/г. Подробности метода измерения кислотного числа представлены ниже.
Когда это кислотное число для магнитного тонера составляет менее чем 5 мг KOH/г, диэлектрическая проницаемость ε′ склонна быть слишком малой, и магнитный тонер также имеет тенденцию легко приобретать избыточный заряд.
Когда это кислотное число для магнитного тонера превышает 50 мг KOH/г, диэлектрическая проницаемость ε′ склонна быть слишком большой, и также появляется тенденция к уменьшению плотности (в зависимости от окружающей среды для вывода изображения), поскольку легко увеличивается гигроскопичность.
Магнитный тонер по данному изобретению может при необходимости также включать воск для того, чтобы улучшить способность к фиксированию. Любой известный воск может быть использован в качестве такого воска. Конкретными примерами являются нефтяные воски, например, парафиновый воск, микрокристаллический воск и вазелин, и их производные; горные воски и их производные; углеводородные воски, полученные способом Фишера-Тропша, и их производные; полиолефиновые воски, типичными примерами которых являются полиэтилен и полипропилен, и их производные; природные воски, например, карнаубский воск и канделильский воск, и их производные; и сложноэфирные воски. В настоящем описании, производные включают окисленные продукты, блок-сополимеры с виниловыми мономерами и графт-модификации. Кроме того, сложноэфирным воском может быть монофункциональный сложноэфирный воск или мультифункциональный сложноэфирный воск, например, наиболее применимый дифункциональный сложноэфирный воск, но также и тетрафункциональный или гексафункциональный сложноэфирный воск.
Когда воск включен в магнитный тонер по данному изобретению, его содержание составляет предпочтительно от по меньшей мере 0,5 масс. части до не более чем 10 масс. частей на 100 масс. частей связующей смолы. Когда содержание воска находится в указанном интервале, способность к фиксированию улучшается, наряду с тем, что стабильность при хранении магнитного тонера не ухудшается.
Воск может быть включен в связующую смолу, например, способом, в котором, во время получения смолы, смолу растворяют в растворителе, температуру раствора смолы повышают, и добавление и смешивание выполняют при перемешивании, или способом, в котором добавление выполняют во время замешивания в расплаве при получении магнитного тонера.
Температура (также называемая ниже температурой плавления) максимального эндотермического пика, измеренная для воска при применении дифференциального сканирующего калориметра (ДСК), составляет предпочтительно от по меньшей мере 60°C до не более чем 140°C и более предпочтительно составляет от по меньшей мере 70°C до не более чем 130°C. Когда температура (температура плавления) максимального эндотермического пика составляет от по меньшей мере 60°C до не более чем 140°C, магнитный тонер легко пластицируется во время фиксирования, и способность к фиксированию улучшается. Это также является предпочтительным, поскольку это препятствует проявлению перемещения воска даже во время длительного хранения.
Температуру максимального эндотермического пика воска измеряют в данном изобретении на основании ASTM D3418-82 при применении дифференциального сканирующего калориметра «Q1000» (TA Instruments, Inc.). Коррекцию температуры в детектирующей секции прибора выполняют при использовании температур плавления индия и цинка, наряду с тем, что теплоту плавления индия используют, чтобы корректировать количество тепла.
Более конкретно, примерно 10 мг образца для измерения точно отвешивают и помещают его в алюминиевый поддон. При применении пустого алюминиевого поддона в качестве репера, измерение выполняют при скорости повышения температуры 10°C/мин в температурном интервале измерения от 30 до 200°C. Для измерения температуру повышали до 200°C при 10°C/мин и затем понижали до 30°C при 10°C/мин и после этого снова повышали при 10°C/мин. Температуру максимального эндотермического пика определяют для воска из кривой ДСК в температурном интервале от 30 до 200°C для этого второго этапа подъема температуры.
Примерами магнитного материала, присутствующего в магнитном тонере по данному изобретению, могут являться оксиды железа, такие как магнетит, маггемит, феррит и т.д.; металлы, такие как железо, кобальт и никель; и сплавы и смеси этих металлов с такими металлами, как алюминий, медь, магний, олово, цинк, бериллий, кальций, марганец, селен, титан, вольфрам и ванадий.
Среднечисленный диаметр (D1) первичных частиц этого магнитного материала составляет предпочтительно не более чем 0,50 мкм и более предпочтительно от 0,05 мкм до 0,30 мкм.
Этот магнитный материал предпочтительно имеет следующие магнитные свойства для приложения магнитного поля 795,8 кА/м: коэрцитивную силу (Hc) предпочтительно от 1,6 до 12,0 кА/м; намагниченность насыщения (σs) предпочтительно от 50 до 200 Ам2/кг и более предпочтительно от 50 до 100 Ам2/кг; и остаточную намагниченность (σr) предпочтительно от 2 до 20 Ам2/кг.
Магнитный тонер по данному изобретению предпочтительно содержит от по меньшей мере 35 масс. % до не более чем 50 масс. % магнитного материала и более предпочтительно содержит от по меньшей мере 40 масс. % до не более чем 50 масс. %.
Регулирование до диэлектрических свойств, определенных данным изобретением, легко осуществляют посредством нахождения содержания магнитного материала в магнитном тонере в указанном интервале.
Содержание магнитного материала в магнитном тонере может быть измерено при применении термического анализатора Q5000IR TGA от PerkinElmer Inc. В отношении метода измерения, магнитный тонер нагревают от нормальной температуры до 900°C в атмосфере азота при скорости повышения температуры 25°C/мин: потерю массы от 100 до 750°C принимают в качестве компонента, предоставленного вычитанием магнитного материала из магнитного тонера, и остаточную массу принимают в качестве количества магнитного материала.
К магнитному тонеру по данному изобретению предпочтительно добавляют агент для регулирования заряда. Магнитный тонер по данному изобретению предпочтительно является отрицательно заряженным тонером.
В качестве агентов для придания отрицательного заряда эффективны металлоорганические комплексные соединения и хелатные соединения, и их примерами могут являться моноазокомплексные соединения металлов; ацетилацетонатные комплексные соединения металлов; и металлические комплексные соединения ароматических гидроксикарбоновых кислот и ароматических дикарбоновых кислот.
Конкретными примерами коммерчески доступных продуктов являются Spilon Black TRH, T-77 и T-95 (Hodogaya Chemical Co., Ltd.) и BONTRON (зарегистрированная торговая марка) S-34, S-44, S-54, E-84, E-88 и E-89 (Orient Chemical Industries Co., Ltd.).
Может быть использован один из этих агентов для регулирования заряда, или два их или более могут быть использованы в комбинации. При рассмотрении с точки зрения величины зарядки магнитного тонера, эти агенты для регулирования заряда используют, в расчете на 100 масс. частей связующей смолы, предпочтительно от 0,1 до 10,0 масс. частей и более предпочтительно от 0,1 до 5,0 масс. частей.
Магнитный тонер по данному изобретению содержит неорганические тонкие частицы на поверхности частиц магнитного тонера.
Примерами неорганических тонких частиц, присутствующих на поверхности частиц магнитного тонера могут являться тонкие частицы кремнезема, тонкие частицы диоксида титана и тонкие частицы оксида алюминия, и эти неорганические тонкие частицы могут также быть использованы после выполнения гидрофобной обработки их поверхности.
Является важным, чтобы неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера по данному изобретению, содержали по меньшей мере один вид тонких частиц оксида металла, выбранный из группы, состоящей из тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия, и чтобы по меньшей мере 85 масс. % тонких частиц оксида металла являлись тонкими частицами кремнезема. Предпочтительно по меньшей мере 90 масс. % тонких частиц оксида металла являются тонкими частицами кремнезема. Причиной этого является то, что тонкие частицы кремнезема не только предоставляют наилучший баланс в отношении придания способности к зарядке и подвижности, но являются также превосходными с точки зрения уменьшения агрегативных сил между тонерами.
Причина, почему тонкие частицы кремнезема являются превосходными с точки зрения уменьшения агрегативных сил между тонерами, не совсем ясны, однако предполагают, что это, вероятно, обусловлено значительным действием ранее описанного «подшипникового эффекта» в отношении проскальзывания между тонкими частицами кремнезема.
Кроме того, тонкие частицы кремнезема являются предпочтительно основным компонентом неорганических тонких частиц, закрепленных на поверхности частицы магнитного тонера. Более конкретно, неорганические тонкие частицы, закрепленные на поверхности частицы магнитного тонера, предпочтительно содержат по меньшей мере один вид тонких частиц оксида металла, выбранный из группы, состоящей из тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия, при этом тонкие частицы кремнезема составляют по меньшей мере 80 масс. % этих тонких частиц оксида металла. Тонкие частицы кремнезема составляют более предпочтительно по меньшей мере 90 масс. %. Это, как полагают, обусловлено теми же причинами, что рассмотрены выше: тонкие частицы кремнезема являются наилучшими с точки зрения придания способности к зарядке и подвижности, и вследствие этого, происходит быстрое первоначальное увеличение заряда в магнитном тонере. Результатом является то, что может быть получена высокая плотность изображения, что весьма предпочтительно.
При этом время добавления и количество добавляемых неорганических тонких частиц могут быть отрегулированы для того, чтобы привести содержание тонких частиц кремнезема к по меньшей мере 85 масс. % от тонких частиц оксида металла, присутствующих на поверхности частицы магнитного тонера, и для того, чтобы также привести содержание тонких частиц кремнезема к по меньшей мере 80 масс. % по отношению к частицам оксида металла, закрепленным на поверхности частицы магнитного тонера.
Количество присутствующих неорганических тонких частиц может быть проверено при применении описанных ниже методов количественного определения неорганических тонких частиц.
Среднечисленный диаметр частиц (D1) первичных частиц в неорганических тонких частицах в данном изобретении составляет предпочтительно от по меньшей мере 5 нм до не более чем 50 нм и более предпочтительно составляет от по меньшей мере 10 нм до не более чем 35 нм.
Приведение среднечисленного диаметра частиц (D1) первичных частиц в неорганических тонких частицах к указанному интервалу способствует подходящему регулированию степени покрытия A и B/A и способствует образованию вышеописанного «подшипникового эффекта» и проявлению эффекта снижения удерживающей силы.
Гидрофобную обработку предпочтительно выполняют на неорганических тонких частицах, используемых в данном изобретении, и особенно предпочтительно, чтобы неорганические тонкие частицы были подвергнуты гидрофобной обработке до гидрофобности, при измерении испытанием с титрованием метанолом, по меньшей мере 40% и более предпочтительно по меньшей мере 50%.
Примерами способа выполнения гидрофобной обработки могут являться способы, в которых обработку выполняют с помощью, например, кремнийорганического соединения, силиконового масла, длинноцепочечной жирной кислоты и т.д.
Примерами кремнийорганического соединения могут являться гексаметилдисилазан, триметилсилан, триметилэтоксисилан, изобутилтриметоксисилан, триметилхлоросилан, диметилдихлоросилан, метилтрихлоросилан, диметилэтоксисилан, диметилдиметоксисилан, дифенилдиэтоксисилан и гексаметилдисилоксан. Может быть использован один из них, или может быть использована смесь двух или более из них.
Примерами силиконового масла могут являться диметилсиликоновое масло, метилфенилсиликоновое масло, силиконовое масло, модифицированное α-метилстиролом, хлорфенилсиликоновое масло и силиконовое масло, модифицированное фтором.
C10-22-жирную кислоту используют подходящим образом в качестве длинноцепочечной жирной кислоты, и длинноцепочечная жирная кислота может быть жирной кислотой с неразветвленной цепью или разветвленной жирной кислотой. Может быть использована насыщенная жирная кислота или ненасыщенная жирная кислота.
Среди вышеуказанных кислот, C10-22 насыщенные жирные кислоты с неразветвленной цепью являются весьма предпочтительными, поскольку они легко обеспечивают равномерную обработку поверхности неорганических тонких частиц.
Примерами этих насыщенных жирных кислот с неразветвленной цепью могут являться каприновая кислота, лауриновая кислота, миристиновая кислота, пальмитиновая кислота, стеариновая кислота, арахидоновая кислота и бегеновая кислота.
Неорганические тонкие частицы, которые были обработаны силиконовым маслом, являются предпочтительными для неорганических тонких частиц, используемых в данном изобретении, и неорганические тонкие частицы, обработанные кремнийорганическим соединением и силиконовым маслом являются более предпочтительными. Это делает возможным подходящее регулирование гидрофобности.
Примерами способа обработки неорганических тонких частиц силиконовым маслом может являться способ, в котором силиконовое масло непосредственным образом смешивают, при применении смесителя, такого как смеситель Henschel, с неорганическими тонкими частицами, которые были обработаны кремнийорганическим соединением, и способ, в котором силиконовое масло напыляют на неорганические тонкие частицы. Другим примером является способ, в котором силиконовое масло растворяют или диспергируют в подходящем растворителе; затем добавляют и смешивают неорганические тонкие частицы; и растворитель удаляют.
Для того, чтобы получить высокую гидрофобность, количество силиконового масла, используемого для обработки, в расчете на 100 масс. частей неорганических тонких частиц, составляет предпочтительно от по меньшей мере 1 масс. части до не более чем 40 масс. частей и более предпочтительно от по меньшей мере 3 масс. частей до не более чем 35 масс. частей.
Для того, чтобы придать высокую подвижность магнитному тонеру, тонкие частицы кремнезема, тонкие частицы диоксида титана и тонкие частицы оксида алюминия, применяемые в данном изобретении, имеют удельную площадь поверхности, при ее измерении способом по БЭТ, основанном на адсорбции азота, (удельную площадь поверхности по БЭТ) предпочтительно от по меньшей мере 20 м2/г до не более чем 350 м2/г и более предпочтительно от по меньшей мере 25 м2/г до не более чем 300 м2/г.
Измерение удельной площади поверхности (удельной площади поверхности по БЭТ) способом по БЭТ, основанным на адсорбции азота, выполняют в соответствии с JIS Z8830 (2001). В качестве измерительного прибора используют автоматический анализатор удельной площади поверхности и распределения пор «TriStar300 (Shimadzu Corporation), который использует адсорбцию газа при постоянном объеме в качестве методики измерений.
Количество добавляемых неорганических тонких частиц, в расчете на 100 масс. частей частиц магнитного тонера, составляет предпочтительно от по меньшей мере 1,5 масс. части до не более чем 3,0 масс. частей неорганических тонких частиц, более предпочтительно от по меньшей мере 1,5 масс. части до не более чем 2,6 масс. частей, и еще более предпочтительно от по меньшей мере 1,8 масс. частей до не более чем 2,6 масс. частей.
Установление количества добавляемых неорганических тонких частиц в указанном интервале является также предпочтительным с точки зрения способствования подходящему регулированию степени покрытия A и B/A и также с точки зрения плотности изображения и вуалирования.
Превышение 3,0 масс. частей для количества добавляемых неорганических тонких частиц, даже если устройство для поверхностного добавления и способ поверхностного добавления могли бы быть разработаны, вызывает высвобождение неорганических тонких частиц и способствует появлению, например, полосы на изображении.
В дополнение к вышеописанным неорганическим тонким частицам, к магнитному тонеру по данному изобретению могут быть добавлены частицы со среднечисленным диаметром первичных частиц (D1) от по меньшей мере 80 нм до не более чем 3 мкм. Например, смазочный материал, например, порошок фторсодержащей смолы, порошок стеарата цинка или порошок поливинилиденфторида; глянцующая добавка, например, порошок оксида церия, порошок карбида кремния или порошок титаната стронция; или частицы разделителя, такого как кремнезем, могут быть также добавлены в небольших количествах, которые не влияют на эффекты данного изобретения.
< Способы количественного определения для неорганических тонких частиц
(1) Определение содержания тонких частиц кремнезема в магнитном тонере (метод стандартных добавок)
3 г магнитного тонера вводят в алюминиевое кольцо, имеющее диаметр 30 мм, и приготавливают таблетку при применении прессующего усилия 10 тонн. Интенсивность аналитической линии кремния (Si) определяют (Si интенсивность-1) рентгенофлуоресцентным анализом (XRF) с дисперсией по длинам волн. Условия измерения предпочтительно оптимизируют для применяемого прибора для рентгенофлуоресцентного анализа (XRF), и все измерения интенсивности последовательно выполняют при одних и тех же условиях. Тонкие частицы кремнезема со среднечисленным диаметром первичных частиц 12 нм добавляют к магнитному тонеру при 1,0 масс. % по отношению к магнитному тонеру и выполняют смешивание с помощью кофемолки.
В качестве тонких частиц кремнезема, примешиваемых при этом, тонкие частицы кремнезема со среднечисленным диаметром первичных частиц от по меньшей мере 5 нм до не более чем 50 нм могут быть использованы без влияния на это определение.
После смешивания, изготовление таблетки выполняют, как описано выше, и интенсивность аналитической линии Si (Si интенсивность-2) определяют также, как описано выше. При применении такой же процедуры, интенсивность аналитической линии Si (Si интенсивность-3, Si интенсивность-4) также определяют для образцов, приготовленных добавлением и смешиванием тонких частиц кремнезема при 2,0 масс. % и 3,0 масс. % тонких частиц кремнезема по отношению к магнитному тонеру. Содержание кремнезема (масс. %) в магнитном тонере на основании метода стандартных добавок вычисляют при применении Si интенсивностей от 1 до 4.
Содержание диоксида титана (масс. %) в магнитном тонере и содержание оксида алюминия (масс. %) в магнитном тонере определяют при применении метода стандартных добавок и такой же процедуры, как описано выше для определения содержания кремнезема. А именно, для содержания диоксида титана (масс. %) добавляют и смешивают тонкие частицы диоксида титана со среднечисленным диаметром первичных частиц от по меньшей мере 5 нм до не более чем 50 нм, и определение может быть выполнено посредством определения интенсивности аналитической линии титана (Ti). Для содержания оксида алюминия (масс. %) добавляют и смешивают тонкие частицы оксида алюминия со среднечисленным диаметром первичных частиц от по меньшей мере 5 нм до не более чем 50 нм, и определение может быть выполнено посредством определения интенсивности аналитической линии алюминия (Al).
(2) Отделение неорганических тонких частиц от магнитного тонера
5 г магнитного тонера отвешивают при применении прецизионных весов в пластиковый стакан на 200 мл с крышкой; добавляют 100 мл метанола; и выполняют диспергирование в течение 5 минут при применении ультразвукового диспергатора. Магнитный тонер удерживают при применении неодимового магнита и удаляют надосадочную жидкость. Процесс диспергирования с применением метанола и удаления надосадочной жидкости выполняют три раза, с последующим добавлением 100 мл 10% NaOH и нескольких капель «Contaminon N» (10 масс.%-ный водный раствор нейтрального (pH 7) детергента для очистки аппаратуры для точного измерения, содержащего неионогенное поверхностно-активное вещество, анионогенное поверхностно-активное вещество и органический моющий компонент, от Wako Pure Chemical Industries, Ltd.), легкое перемешивание и затем выдерживание в неподвижном состоянии в течение 24 часов. За этим следует повторное отделение при применении неодимового магнита. На этой стадии выполняют неоднократную промывку дистиллированной водой до отсутствия остаточного NaOH. Извлеченные частицы полностью высушивают при применении вакуумной сушилки, чтобы получить частицы A. Посредством этого процесса растворяют и удаляют тонкие частицы кремнезема, добавленные поверхностным образом. Тонкие частицы диоксида титана и тонкие частицы оксида алюминия могут оставаться в частицах A, поскольку они плохо растворимы в 10% NaOH.
(3) Измерение интенсивности аналитической линии Si в частицах A
3 г частиц A вводят в алюминиевое кольцо диаметром 30 мм; таблетку изготавливают при применении прессующего усилия 10 тонн; и интенсивность аналитической линии Si (Si интенсивность-5) определяют рентгенофлуоресцентным анализом (XRF) с дисперсией по длинам волн. Содержание кремнезема (масс. %) в частицах A вычисляют при применении Si интенсивности-5 и Si интенсивностей от 1 до 4, используемых при определении содержания кремнезема в магнитном тонере.
(4) Отделение магнитного материала от магнитного тонера
100 мл тетрагидрофурана добавляют к 5 г частиц A при тщательном перемешивании с последующим ультразвуковым диспергированием в течение 10 минут. Магнитный материал удерживают с помощью магнита и удаляют надосадочную жидкость. Этот процесс выполняют 5 раз, чтобы получить частицы B. Этот процесс может почти полностью удалить органический компонент, например, смолы, из магнитного материала. Однако, поскольку может оставаться материал смолы, нерастворимый в тетрагидрофуране, частицы B, полученные посредством этого процесса, предпочтительно нагревают до 800°C для того, чтобы выжечь остаточный органический компонент, и частицы C, полученные после нагревания, являются примерно магнитным материалом, который присутствовал в магнитном тонере.
Измерение массы частиц C предоставляет содержание магнитного материала W (масс. %) в магнитном тонере. Для того чтобы скорректировать увеличение, вследствие окисления магнитного материала, массу частиц C умножали на 0,9666 (Fe2O3 → Fe3O4).
(5) Измерение Ti интенсивности и Al интенсивности в выделенном магнитном материале
Ti и Al могут присутствовать в качестве примесей или добавок в магнитном материале. Количество Ti и Al, относимых к магнитному материалу, может быть определено количественным определением фундаментальных параметров (FP) в рентгенофлуоресцентном анализе (XRF) с дисперсией по длинам волн. Определенные количества Ti и Al преобразуют в диоксид титана и оксид алюминия и затем рассчитывают содержание диоксида титана и содержание оксида алюминия в магнитном материале.
Количество добавленных поверхностным образом тонких частиц кремнезема, количество добавленных поверхностным образом тонких частиц диоксида титана и количество добавленных поверхностным образом тонких частиц оксида алюминия вычисляют посредством подстановки количественных величин, полученных посредством предшествующих процедур, в представленные ниже формулы.
количество добавленных поверхностным образом тонких частиц кремнезема (масс. %) = содержание кремнезема (масс. %) в магнитном тонере - содержание кремнезема (масс. %) в частице A
количество добавленных поверхностным образом тонких частиц диоксида титана (масс. %) = содержание диоксида титана (масс. %) в магнитном тонере - {содержание диоксида титана (масс. %) в магнитном материале × содержание магнитного материала W/100}
количество добавленных поверхностным образом тонких частиц оксида алюминия (масс. %) = содержание оксида алюминия (масс. %) в магнитном тонере - {содержание оксида алюминия (масс. %) в магнитном материале × содержание магнитного материала W/100}
(6) Вычисление доли тонких частиц кремнезема в тонких частицах оксида металла, выбранных из группы, состоящей из тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия, для неорганических тонких частиц, закрепленных на поверхности частицы магнитного тонера.
После выполнения процедуры «Удаление незакрепленных неорганических тонких частиц» способом, описанным ниже для вычисления степени покрытия B, и последующей сушки тонера, доля тонких частиц кремнезема в тонких частицах оксида металла может быть вычислена посредством выполнения таких же процедур, что и в способе (1) по (5), описанном выше.
С точки зрения баланса между характеристиками проявления и способности к фиксированию, средневзвешенный диаметр частиц (D4) магнитного тонера по данному изобретению составляет предпочтительно от по меньшей мере 6,0 мкм до не более чем 10,0 мкм и более предпочтительно составляет от по меньшей мере 7,0 мкм до не более чем 9,0 мкм.
Кроме того, с точки зрения предотвращения избыточного заряда, средняя величина круглости магнитного тонера по данному изобретению составляет предпочтительно от по меньшей мере 0,935 до не более чем 0,955 и более предпочтительно от по меньшей мере 0,938 до не более чем 0,950.
Средняя величина круглости магнитного тонера по данному изобретению может быть отрегулирована в указанном интервале посредством регулирования способа изготовления магнитного тонера и посредством регулирования условий изготовления.
Примеры способов изготовления магнитного тонера по данному изобретению представлены ниже, однако без намерения ограничить ими способ получения.
Магнитный тонер по данному изобретению может быть изготовлен любым известным способом, который делает возможным регулирование степени покрытия A и B/A и который предпочтительно имеет стадию, на которой может быть отрегулирована средняя величина круглости, в то время как другие стадии изготовления не ограничиваются особым образом.
Представленный ниже способ является подходящим примером такого способа изготовления. Вначале, связующую смолу и магнитный материал и при необходимости другие исходные материалы, например, воск и агент для регулирования заряда, тщательно перемешивают с использованием смесителя, такого как смеситель Henschel, или шаровой мельницы и затем плавят, обрабатывают и замешивают с применением нагреваемого смесительного устройства, такого как вальцы, пластикатор или экструдер, чтобы компатибилизировать смолы одну с другой.
Полученный расплавленный и перемешанный материал охлаждают и отверждают и затем грубо измельчают, тонко измельчают и классифицируют, и поверхностные добавки, например, неорганические тонкие частицы, добавляют поверхностным образом и примешивают в результирующие частицы магнитного тонера, чтобы получить магнитный тонер.
Примерами применяемого при этом смесителя могут являться смеситель Henschel (Mitsui Mining Co., Ltd.); Supermixer (Kawata Mfg. Co., Ltd.); Ribocone (Okawara Corporation); смеситель Nauta, Turbulizer, и Cyclomix (Hosokawa Micron Corporation); Spiral Pin Mixer (Pacific Machinery & Engineering Co., Ltd.); Loedige Mixer (Matsubo Corporation); и Nobilta (Hosokawa Micron Corporation).
Примерами вышеуказанного смесительного устройства могут являться KRC Kneader (Kurimoto, Ltd.); Buss Ko-Kneader (Buss Corp.); экструдер TEM (Toshiba Machine Co., Ltd.); двухосное смешиваюшее TEX (The Japan Steel Works, Ltd.); PCM Kneader (Ikegai Ironworks Corporation); трехвалковые мельницы, смесительные вальцы, пластикаторы (Inoue Manufacturing Co., Ltd.); Kneadex (Mitsui Mining Co., Ltd.); пластикатор с приложением давления модель MS и Kneader-Ruder (Moriyama Mfg. Co., Ltd.); и смеситель Banbury (Kobe Steel, Ltd.).
Примерами вышеуказанного устройства для измельчения могут являться Counter Jet Mill, Micron Jet и Inomizer (Hosokawa Micron Corporation); мельница IDS и PJM Jet Mill (Nippon Pneumatic Mfg. Co., Ltd.); Cross Jet Mill (Kurimoto, Ltd.); Ulmax (Nisso Engineering Co., Ltd.); SK Jet-O-Mill (Seishin Enterprise Co., Ltd.); Kryptron (Kawasaki Heavy Industries, Ltd.); Turbo Mill (Turbo Kogyo Co., Ltd.); и Super Rotor (Nisshin Engineering Inc.).
Среди вышеуказанных устройств, средняя величина круглости может быть отрегулирована посредством регулирования температуры отходящего газа во время тонкого измельчения с применением Turbo Mill. Более низкая температура отходящего газа (например, не более чем 40°C) предоставляет меньшее значение для средней величины круглости, в то время как более высокая температура отходящего газа (например, примерно 50°C) предоставляет более высокое значение для средней величины круглости.
Примерами вышеуказанного классификатора могут являться Classiel, Micron Classifier и Spedic Classifier (Seishin Enterprise Co., Ltd.); Turbo Classifier (Nisshin Engineering Inc.); Micron Separator, Turboplex (ATP) и TSP Separator (Hosokawa Micron Corporation); Elbow Jet (Nittetsu Mining Co., Ltd.); Dispersion Separator (Nippon Pneumatic Mfg. Co., Ltd.); и YM Microcut (Yasukawa Shoji Co., Ltd.).
Примерами просеивающих устройств, которые могут быть использованы для отсеивания грубых частиц, могут являться Ultrasonic (Koei Sangyo Co., Ltd.), Rezona Sieve и Gyro-Sifter (Tokuju Corporation), Vibrasonic System (Dalton Co., Ltd.), Soniclean (Sintokogio, Ltd.), Turbo Screener (Turbo Kogyo Co., Ltd.), Microsifter (Makino Mfg. Co., Ltd.), и круговые вибросита.
Известное устройство для смешивания, например, смесители, описанные выше, могут быть использованы для поверхностного добавления и смешивания неорганических тонких частиц; однако, устройство, представленное на Фиг. 4, является предпочтительным с точки зрения предоставления возможности регулирования простым образом степени покрытия A, B/A и коэффициента изменения степени покрытия.
Фиг. 4 представляет собой схематический чертеж, который показывает пример устройства для смешивания, которое может быть использовано для выполнения поверхностного добавления и смешивания неорганических тонких частиц, используемых в данном изобретении.
Это устройство для смешивания легко осуществляет закрепление неорганических тонких частиц на поверхности частицы магнитного тонера, поскольку оно имеет конструкцию, которая прикладывает сдвиговое усилие в узкой области зазора к частицам магнитного тонера и неорганическим тонким частицам.
Помимо этого, как описано ниже, степень покрытия A, B/A и коэффициент изменения степени покрытия A легко регулируются до интервалов, предпочтительных для данного изобретения, поскольку оказывается содействие циркуляции частиц магнитного тонера и неорганических тонких частиц в осевом направлении вращающегося элемента, и поскольку оказывается содействие тщательному и равномерному смешиванию перед прогрессированием фиксирования.
С другой стороны, Фиг. 5 представляет собой схематический чертеж, который показывает пример конструкции перемешивающего элемента, используемого в вышеуказанном устройстве для смешивания;
Процесс поверхностного добавления и смешивания для неорганических тонких частиц описан ниже при ссылках на Фиг. 4 и 5.
Это устройство для смешивания, которое выполняет поверхностное добавление и смешивание неорганических тонких частиц, имеет вращающийся элемент 2, на поверхности которого размещено по меньшей мере несколько перемешивающих элементов 3; приводной элемент 8, который приводит во вращение вращающийся элемент; и основной кожух 1, который размещен таким образом, что имеет зазор по отношению к перемешивающим элементам 3.
Важно, чтобы просвет (зазор) между внутренней окружностью основного кожуха 1 и перемешивающим элементом 3 поддерживался постоянным и очень малым для того, чтобы прикладывать равномерное сдвиговое усилие к частицам магнитного тонера и способствовать закреплению неорганических тонких частиц на поверхности частицы магнитного тонера.
Диаметр внутренней окружности основного кожуха 1 в этом устройстве не более чем в два раза превышает диаметр внешней окружности вращающегося элемента 2. На Фиг. 4 показан пример, в котором диаметр внутренней окружности основного кожуха 1 в 1,7 раза превышает диаметр внешней окружности вращающегося элемента 2 (диаметр ствола за вычетом перемешивающего элемента 3 из вращающегося элемента 2). Когда диаметр внутренней окружности основного кожуха 1 превышает не более чем в два раза диаметр внешней окружности вращающегося элемента 2, ударная сила удовлетворительным образом прикладывается к частицам магнитного тонера, поскольку рабочее пространство, в котором силы действуют на частицы магнитного тонера, ограничено соответствующим образом.
Кроме того, важно, чтобы вышеуказанный зазор был отрегулирован в соответствии с размером основного кожуха. С точки зрения приложения адекватного сдвигового усилия к частицам магнитного тонера, важно, чтобы зазор был создан от примерно по меньшей мере 1% до не более чем 5% от диаметра внутренней окружности основного кожуха 1. Более конкретно, когда диаметр внутренней окружности основного кожуха 1 составляет примерно 130 мм, зазор предпочтительно создан примерно от по меньшей мере 2 мм до не более чем 5 мм; когда диаметр внутренней окружности основного кожуха 1 составляет около 800 мм, зазор предпочтительно создан примерно от по меньшей мере 10 мм до не более чем 30 мм.
В процессе поверхностного добавления и смешивания неорганических тонких частиц в данном изобретении, смешивание и поверхностное добавление неорганических тонких частиц к поверхности частицы магнитного тонера выполняют при применении данного устройства для смешивания посредством вращения вращающегося элемента 2 приводным элементом 8 и перемешивании и смешивании частиц магнитного тонера и неорганических тонких частиц, которые были введены в устройство для смешивания.
Как показано на Фиг. 5, по меньшей мере часть из нескольких перемешивающих элементов 3 сформированы как перемешивающий элемент 3a, перемещающий в прямом направлении, который при вращении вращающегося элемента 2 перемещает частицы магнитного тонера и неорганические тонкие частицы в одном направлении вдоль осевого направления вращающегося элемента. Кроме того, по меньшей мере часть из нескольких перемешивающих элементов 3 сформированы как перемешивающий элемент 3b, перемещающий в обратном направлении, который при вращении вращающегося элемента 2 заворачивает частицы магнитного тонера и неорганические тонкие частицы в обратном направлении вдоль осевого направления вращающегося элемента.
При этом, когда впускное отверстие 5 для исходного материала и выпускное отверстие 6 для продукта расположены на двух концах основного кожуха 1, как на Фиг. 4, направление к выпускному отверстию 6 для продукта от впускного отверстия 5 для исходного материала (направление вправо на Фиг. 4) является «прямым направлением».
То есть, как показано на Фиг. 5, передняя поверхность перемешивающего элемента 3a, перемещающего в прямом направлении, наклонена таким образом, чтобы перемещать частицы магнитного тонера в прямом направлении (13). С другой стороны, передняя поверхность перемешивающего элемента 3b, перемещающего в обратном направлении, наклонена таким образом, чтобы перемещать частицы магнитного тонера и неорганические тонкие частицы в обратном направлении (12).
Посредством этого, поверхностное добавление неорганических тонких частиц к поверхности частиц магнитного тонера и смешивание выполняются при неоднократном выполнении перемещения в «прямом направлении» (13) и перемещения в «обратном направлении» (12).
Кроме того, в отношении перемешивающих элементов 3a, 3b, несколько элементов, расположенных с интервалами в окружном направлении вращающегося элемента 2, образуют группу. В примере, показанном на Фиг. 5, два элемента при интервале 180° один по отношению к другому образуют группу перемешивающих элементов 3a, 3b на вращающемся элементе 2, однако группу может образовывать большее число элементов, например, три при интервале 120° или четыре при интервале 90°.
В примере, показанном на Фиг. 5, суммарно двенадцать перемешивающих элементов 3a, 3b сформированы при равном интервале.
Помимо этого, D на Фиг. 5 обозначает ширину перемешивающего элемента, и d обозначает расстояние, которое представляет собой перекрываемую часть перемешивающего элемента. На Фиг. 5, D является предпочтительно шириной, которая составляет примерно от по меньшей мере 20% до не более чем 30% от длины вращающегося элемента 2, при рассмотрении с точки зрения создания эффективного перемещения частиц магнитного тонера и неорганических тонких частиц в прямом направлении и обратном направлении. Фиг. 5 показывает пример, в котором D составляет 23%. Помимо этого, в отношении перемешивающих элементов 3a и 3b, когда выносная линия вытянута в перпендикулярном направлении от места расположения конца перемешивающего элемента 3a, предпочтительно присутствует определенная перекрываемая часть d данного перемешивающего элемента по отношению к перемешивающему элементу 3b. Это служит для эффективного приложения сдвигового усилия к частицам магнитного тонера. Это d составляет предпочтительно от по меньшей мере 10% до не более чем 30% от D с точки зрения приложения сдвигового усилия.
Помимо формы, показанной на Фиг. 5, форма лопатки может являться - при условии, что частицы магнитного тонера могут быть перемещены в прямом направлении и обратном направлении, и поддерживается зазор - формой, имеющей искривленную поверхность или веслообразную структуру, в которой периферический лопастной элемент соединен с вращающимся элементом 2 стержневым рычагом.
Данное изобретение будет описано более подробно в данном документе ниже при ссылках на схематические чертежи устройства, показанные на Фиг. 4 и 5.
Устройство, показанное на Фиг. 4 имеет вращающийся элемент 2, который имеет по меньшей мере несколько перемешивающих элементов 3, размещенных на его поверхности; приводной элемент 8, который приводит во вращение вращающийся элемент 2; основной кожух 1, который размещен с образованием зазора по отношению к перемешивающим элементам 3; и рубашку 4, в которой может протекать теплопередающая среда и которая расположена на внутренней стороне основного кожуха 1 и на торцевой поверхности 10 вращающегося элемента.
Кроме того, устройство, показанное на Фиг. 4, имеет впускное отверстие 5 для исходного материала, которое сформировано на верхней стороне основного кожуха 1 с целью введения частиц магнитного тонера и неорганических тонких частиц, и выпускное отверстие 6 для продукта, которое сформировано на нижней стороне основного кожуха 1 с целью выпуска, из основного кожуха 1 наружу, магнитного тонера, который был подвергнут процессу поверхностного добавления и смешивания.
Устройство, показанное на Фиг. 4, также имеет внутреннюю часть 16 впускного отверстия для исходного материала, введенную во впускное отверстие 5 для исходного материала, и внутреннюю часть 17 выпускного отверстия для продукта, введенную в выпускное отверстие 6 для продукта.
В данном изобретении, внутреннюю часть 16 впускного отверстия для исходного материала первоначально удаляют из впускного отверстия 5 для исходного материала и частицы магнитного тонера вводят в пространство 9 для обработки через впускное отверстие 5 для исходного материала. Затем неорганические тонкие частицы вводят в пространство 9 для обработки через впускное отверстие 5 для исходного материала и вставляют внутреннюю часть 16 впускного отверстия для исходного материала. Вращающийся элемент 2 после этого вращают приводным элементом 8 (11 представляет направление вращения), и тем самым, введенный материал, подлежащий обработке, подвергается процессу поверхностного добавления и смешивания при перемешивании и смешивании посредством нескольких перемешивающих элементов 3, размещенных на поверхности вращающегося элемента 2.
Последовательностью введения может также быть первоначальное введение неорганических тонких частиц через впускное отверстие 5 для исходного материала, и затем введение частиц магнитного тонера через впускное отверстие 5 для исходного материала. Кроме того, частицы магнитного тонера и неорганические тонкие частицы могут быть смешаны предварительно при применении смесителя, такого как смеситель Henschel, и смесь может быть после этого введена через впускное отверстие 5 для исходного материала устройства, показанного на Фиг. 4.
Более конкретно, в отношении условий для процесса поверхностного добавления и смешивания, регулирование мощности приводного элемента 8 от по меньшей мере 0,2 Вт/г до не более чем 2,0 Вт/г является предпочтительным с точки зрения получения степени покрытия A, B/A и коэффициента изменения степени покрытия A, определенных данным изобретением. Регулирование мощности приводного элемента 8 от по меньшей мере 0,6 Вт/г до не более чем 1,6 Вт/г является более предпочтительным.
Когда мощность ниже, чем 0,2 Вт/г, затруднено получение высокой степени покрытия A, и B/A имеет тенденцию быть слишком низким. С другой стороны, B/A имеет тенденцию быть слишком высоким, когда превышена величина 2,0 Вт/г.
Время обработки не ограничивается особым образом, однако составляет предпочтительно от по меньшей мере 3 минут до не более чем 10 минут. Когда время обработки короче, чем 3 минуты, B/A имеет тенденцию быть низким, и коэффициент изменения степени покрытия A склонен быть большим. С другой стороны, когда время обработки превышает 10 минут, B/A, напротив, имеет тенденцию быть высоким, и температура внутри устройства склонна повышаться.
Скорость вращения перемешивающих элементов во время поверхностного добавления и смешивания не ограничивается особым образом; однако, когда, в случае устройства, показанного на Фиг. 4, объем пространства 9 для обработки в устройстве составляет 2,0×10-3 м3, скорость вращения (об/мин) перемешивающих элементов - когда форма перемешивающих элементов 3 является такой, как показано на Фиг. 5 - составляет предпочтительно от по меньшей мере 1000 об/мин до не более чем 3000 об/мин. Степень покрытия A, B/A и коэффициент изменения степени покрытия A, как определено для данного изобретения, легко получают при от по меньшей мере 1000 об/мин до не более чем 3000 об/мин.
Особенно предпочтительный способ обработки для данного изобретения имеет стадию предварительного смешивания перед стадией поверхностного добавления и смешивания. Введение стадии предварительного смешивания обеспечивает очень равномерное диспергирование неорганических тонких частиц на поверхности частицы магнитного тонера, и в результате легко получают высокую степень покрытия A, и коэффициент изменения степени покрытия A легко уменьшается.
Более конкретно, условиями выполнения предварительного смешивания являются предпочтительно мощность приводного элемента 8 от по меньшей мере 0,06 Вт/г до не более чем 0,20 Вт/г и время обработки от по меньшей мере 0,5 минуты до не более чем 1,5 минуты. Затруднено получение удовлетворительного равномерного смешивания при предварительном смешивании, когда мощность в нагрузке ниже 0,06 Вт/г, или время обработки меньше, чем 0,5 минуты, в качестве условий выполнения предварительного смешивания. Когда, с другой стороны, мощность в нагрузке выше, чем 0,20 Вт/г или время обработки больше, чем 1,5 минуты в качестве условий выполнения предварительного смешивания, неорганические тонкие частицы могут закрепляться на поверхности частицы магнитного тонера перед тем, как было достигнуто удовлетворительное равномерное смешивание.
После того, как процесс поверхностного добавления и смешивания был завершен, внутреннюю часть 17 выпускного отверстия для продукта в выпускном отверстии 6 для продукта удаляют, и вращающийся элемент 2 вращают приводным элементом 8, чтобы выпустить магнитный тонер из выпускного отверстия 6 для продукта. При необходимости, грубые частицы и т.д. могут быть отделены от полученного магнитного тонера при применении сетки или сита, например, кругового вибросита, чтобы получить магнитный тонер.
Пример устройства для формирования изображения, которое может выгодным образом использовать магнитный тонер по данному изобретению, более конкретно описан ниже при ссылках на Фиг. 6. На Фиг. 6, 100 представляет собой элемент, несущий скрытое электростатическое изображение (также называемый ниже фоточувствительным элементом), и, в числе других, следующие элементы расположены вдоль его окружности: зарядный элемент (зарядный ролик) 117, узел 140 для проявления, имеющий элемент 102 для переноса тонера, элемент для переноса (валик для переноса заряда) 114, контейнер 116 узла для очистки, фиксирующий узел 126 и захватный ролик 124. Элемент 100, несущий скрытое электростатическое изображение, заряжается зарядным роликом 117. Фотоэкспонирование выполняется посредством облучения элемента 100, несущего скрытое электростатическое изображение, лазерным излучением от лазерного генератора 121, чтобы сформировать электростатическое скрытое изображение, соответствующее целевому изображению. Электростатическое скрытое изображение на элементе 100, несущем скрытое электростатическое изображение, проявляется узлом 140 для проявления с помощью однокомпонентного тонера, чтобы получить изображение из тонера, и изображение из тонера перемещается на материал для переноса посредством валика для переноса 114, который контактирует с элементом, несущим скрытое электростатическое изображение, при размещении между ними материала для переноса. Материал для переноса, несущий изображение из тонера, перемещается к фиксирующему узлу 126, и выполняется фиксирование на материале для переноса. Кроме того, магнитный тонер, остающийся до некоторой степени на элементе, несущем скрытое электростатическое изображение, счищается очистным ракельным ножом и сохраняется в контейнере 116 узла для очистки.
Методы измерения различных свойств, на которые делается ссылка в данном изобретении, описаны ниже.
< Вычисление степени покрытия A >
Степень покрытия A вычисляют в данном изобретении посредством анализа, при применении программного обеспечения для анализа изображений Image-Pro Plus ver. 5.0 (Nippon Roper Kabushiki Kaisha), изображения поверхности магнитного тонера, полученного с помощью сканирующего электронного микроскопа с автоэлектронной эмиссией ультравысокого разрешения Hitachi S-4800 (Hitachi High-Technologies Corporation). Условия для получения изображений с помощью S-4800 являются следующими.
(1) Приготовление образца
Электропроводную пасту распределяют в виде тонкого слоя на опоре («stub») для образца (алюминиевой опоре для образца 15 мм × 6 мм) и напыляют на нее магнитный тонер. Дополнительную обдувку воздухом осуществляют, чтобы удалить избыточный магнитный тонер с опоры для образца и выполняют тщательную сушку. Опору для образца устанавливают в держателе образца и высоту опоры для образца регулируют до 36 мм с помощью измерителя высоты образца.
(2) Установление условий для исследования с помощью S-4800
Степень покрытия A вычисляют при применении изображения, полученного формированием изображения в отраженных электронах с помощью S-4800. Степень покрытия A может быть измерена с высокой точностью при применении изображения в отраженных электронах, поскольку неорганические тонкие частицы заряжаются в избыточной степени меньше, чем в случае изображения, полученного посредством вторичных электронов.
Заливают жидкий азот до края ловушки для улавливания загрязнителей, размещенной в корпусе S-4800 и предоставляют возможность выдерживания в течение 30 минут. Запускают «PC-SEM» S-4800 и выполняют вспышку (очищают зонд для автоэлектронной эмиссии (FE), который является источником электронов). Щелкают мышью на область изображения ускоряющего напряжения на панели управления на экране и нажимают кнопку [flashing (вспышка)], чтобы открыть диалог выполнения вспышки. Подтверждают интенсивность вспышки 2 и выполняют. Подтверждают, что ток эмиссии, вследствие вспышки составляет от 20 до 40 мкА. Вставляют держатель образца в камеру для образца в корпусе S-4800. Нажимают [home (начало)] на панели управления, чтобы переместить держатель образца к позиции исследования.
Щелкают на область изображения ускоряющего напряжения, чтобы открыть диалог установки высокого напряжения (HV) и устанавливают ускоряющее напряжение при [0,8 кВ] и ток эмиссии при [20 мкА].
В закладке [base (базис)] рабочей панели устанавливают выбор сигнала при [SE]; выбирают [upper (U) (наибольшее U)] и [+BSE] для детектора SE; и выбирают [L.A. 100] в списке выбора справа от [+BSE], чтобы перейти к режиму исследования при применении изображения в отраженных электронах. Аналогичным образом, в закладке [base (базис)] рабочей панели устанавливают зондовый ток в блоке выбора условий для электронной оптической системы при [Normal (Нормальный)]; устанавливают режим фокусирования при [UHR]; и устанавливают WD при [3,0 мм]. Нажимают кнопку [ON] в области изображения ускоряющего напряжения на панели управления и прикладывают ускоряющее напряжение.
(3) Вычисление среднечисленного диаметра частиц (D1) магнитного тонера
Устанавливают увеличение при 5000X (5k) посредством протаскивания мышью внутри области индикатора увеличения панели управления. Поворачивают [COARSE (ГРУБЫЙ)] регулятор фокуса на рабочей панели и выполняют регулирование совмещения апертуры до получения некоторой степени фокусирования. Щелкают [Align (Совмещение)] на панели управления и отображают диалог совмещения и выбирают [beam (луч)]. Перемещают отображенный луч к центру концентрических окружностей посредством поворачивания STIGMA/ALIGNMENT регуляторов (X, Y) на рабочей панели. Затем выбирают [aperture (апертура)] и поворачивают STIGMA/ALIGNMENT регуляторы (X, Y) каждый в отдельности и регулируют таким образом, чтобы остановить передвижение изображения или минимизировать передвижение. Закрывают диалог апертуры и фокусируют с помощью автофокусирования. Фокусируют посредством повторения этой операции дополнительно два раза.
После этого определяют среднечисленный диаметр частиц (D1) посредством измерения диаметра частицы для 300 частиц магнитного тонера. В качестве диаметра индивидуальной частицы принимают максимальный диаметр, когда исследуют частицу магнитного тонера.
(4) Регулирование фокуса
Для частицы со среднечисленным диаметром (D1), полученным в (3) при ±0,1 мкм, с центром максимального диаметра, отрегулированным до центра экрана для измерения, протаскивают мышью внутри области индикатора увеличения панели управления, чтобы установить увеличение при 10000X (10k). Поворачивают [COARSE (ГРУБЫЙ)] регулятор фокуса на рабочей панели и выполняют регулирование совмещения апертуры до получения некоторой степени фокусирования. Щелкают [Align (Совмещение)] на панели управления и отображают диалог совмещения и выбирают [beam (луч)]. Перемещают отображенный луч к центру концентрических окружностей посредством поворачивания STIGMA/ALIGNMENT регуляторов (X, Y) на рабочей панели. Затем выбирают [aperture (апертура)] и поворачивают STIGMA/ALIGNMENT регуляторы (X, Y) каждый в отдельности и регулируют таким образом, чтобы остановить передвижение изображения или минимизировать передвижение. Закрывают диалог апертуры и фокусируют при применении автофокусирования. Затем устанавливают увеличение при 50000X (50k); выполняют регулирование фокуса как указано выше, при применении регулятора фокуса и STIGMA/ALIGNMENT регулятора; и перефокусируют при применении автофокусирования. Фокусируют посредством повторения этой операции. При этом, поскольку точность измерения степени покрытия склонна уменьшаться, когда исследуемая плоскость имеет большой угол наклона, анализ выполняют посредством выбора поверхности с наименьшим наклоном, при выборе во время регулирования фокуса, когда вся наблюдаемая плоскость в целом находится одновременно в фокусе.
(5) Захват изображения
Выполняют регулирование яркости при применении режима ABC (автоматического регулирования яркости) и делают фотографию размером 640×480 пикселей и сохраняют. Выполняют анализ, описанный ниже, при применении этого файла изображения. Делают одну фотографию для каждой частицы магнитного тонера и получают изображения для по меньшей мере 30 частиц магнитного тонера.
(6) Анализ изображения
Степень покрытия A вычисляют в данном изобретении при применении программного обеспечения для анализа, указанного ниже, посредством подвергания полученного изображения вышеописанной процедуре бинаризации. Когда это сделано, вышеописанное единичное изображение разделяют на 12 квадратов, и каждый из них анализируют. Однако когда неорганическая тонкая частица диаметром больше чем или равным 50 нм присутствует в секции, вычисление степени покрытия A не выполняют для этой секции.
Условия анализа с помощью программного обеспечения для анализа изображений Image-Pro Plus ver. 5.0 являются следующими.
Программное обеспечение: Image-ProPlus5.1J
Из «измерение» на панели инструментальных средств выбирают «счет/размер» и затем «выбор» и устанавливают условия бинаризации. Выбирают 8 ссылок в опции извлечения объекта и устанавливают сглаживание на 0. Кроме того, предварительный просмотр, заполнение вакансий и огибающую не выбирают, и «исключение линии раздела» устанавливают на «нет». Выбирают «элементы измерения» из «измерение» на панели инструментальных средств и вводят от 2 до 107 для интервала площади растрирования.
Степень покрытия вычисляют посредством выделения квадратной зоны. При этом площадь (C) зоны делают равной от 24000 до 26000 пикселей. Автоматическую бинаризацию выполняют посредством нажатия «обработка» для бинаризации и вычисляют общую площадь (D) зоны, не содержащей кремнезема.
Степень покрытия a вычисляют при применении приведенной ниже формулы из площади C квадратной зоны и общей площади D зоны, не содержащей кремнезем.
степень покрытия a (%) = 100-(D/C×100)
Как указано выше, вычисление степени покрытия a выполняют по меньшей мере для 30 частиц магнитного тонера. Среднее значение для всех полученных данных принимают в качестве степени покрытия A по данному изобретению.
< Коэффициент изменения степени покрытия A >
Коэффициент изменения степени покрытия A определяют в данном изобретении следующим образом. Коэффициент изменения степени покрытия A получают при применении приведенной ниже формулы в случае, когда σ(Α) является среднеквадратичным отклонением всех данных для степени покрытия, используемых при вычислении степени покрытия A, описанном выше.
коэффициент изменения (%) = {σ(Α)/Α}×100
< Вычисление степени покрытия B >
Степень покрытия B вычисляют посредством первоначального удаления незакрепленных неорганических тонких частиц на поверхности магнитного тонера и последующего выполнения той же самой процедуры, что описана для вычисления степени покрытия A.
(1) Удаление незакрепленных неорганических тонких частиц
Незакрепленные неорганические тонкие частицы удаляют, как описано ниже. Авторы данного изобретения исследовали и затем установили эти условия удаления для того, чтобы полностью удалить неорганические тонкие частицы, иные, чем те, что заделаны в поверхность тонера.
В качестве примера, Фиг. 7 показывает соотношение между временем ультразвукового диспергирования и степенью покрытия, вычисленной после ультразвукового диспергирования, для магнитных тонеров, в которых степень покрытия A была приведена к 46% при применении устройства, показанного на Фиг. 4, при трех разных интенсивностях поверхностного добавления. Фиг. 7 была построена посредством вычисления, при применении такой же процедуры, что и в случае вычисления степени покрытия A, как описано выше, степени покрытия магнитного тонера, предоставленной удалением неорганических тонких частиц посредством ультразвукового диспергирования способом, описанным ниже, и последующей сушки.
Фиг. 7 демонстрирует, что степень покрытия уменьшается в связи с удалением неорганических тонких частиц ультразвуковым диспергированием, и что, для всех интенсивностей поверхностного добавления, степень покрытия приводится к примерно постоянной величине посредством ультразвукового диспергирования в течение 20 минут. На основании этого, ультразвуковое диспергирование в течение 30 минут рассматривали как предоставляющее полное удаление неорганических тонких частиц, иных, чем неорганические тонкие частицы, заделанные в поверхность тонера, и полученную посредством этого степень покрытия определяли как степень покрытия B.
При более подробном рассмотрении, 16,0 г воды и 4,0 г Contaminon N (нейтрального детергента от Wako Pure Chemical Industries, Ltd., продукт No. 037-10361) вводят в стеклянный флакон на 30 мл и тщательно перемешивают. 1,50 г магнитного тонера вводят в результирующий раствор, и магнитный тонер полностью погружают посредством применения магнита на донной части. После этого, магнит перемещают для того, чтобы привести магнитный тонер в раствор и удалить пузырьки воздуха.
Наконечник ультразвукового вибратора UH-50 (от SMT Co., Ltd., используемый наконечник является наконечником из титанового сплава диаметром Ø6 мм) вводят таким образом, что он размещен в центре флакона и находится на высоте 5 мм от дна флакона, и неорганические тонкие частицы удаляют ультразвуковым диспергированием. После приложения ультразвука в течение 30 минут все количество магнитного тонера удаляют и сушат. В течение этого времени прикладывают как можно меньше тепла, наряду с тем, что выполняют вакуумную сушку при не более чем 30°C.
(2) Вычисление степени покрытия B
После сушки, как описано выше, степень покрытия магнитного тонера вычисляют как для степени покрытия A, описанной выше, чтобы получить степень покрытия B.
< Метод измерения среднечисленного диаметра частиц первичных частиц неорганических тонких частиц >
Среднечисленный диаметр частиц первичных частиц неорганических тонких частиц вычисляют из изображения неорганической тонкой частицы на поверхности магнитного тонера, полученного с помощью сканирующего электронного микроскопа с автоэлектронной эмиссией ультравысокого разрешения Hitachi S-4800 (Hitachi High-Technologies Corporation).
Условия для получения изображений с помощью S-4800 являются следующими.
Выполняют те же самые стадии с (1) по (3), что описаны выше в «Вычисление степени покрытия A»; фокусирование осуществляют посредством выполнения регулирования фокуса при увеличении 50000X (50k) поверхности магнитного тонера, как в (4); и яркость затем регулируют при применении режима ABC (автоматического регулирования яркости). За этим следует приведение увеличения до 100000X (100k); выполнение регулирования фокуса при применении регулятора фокуса и STIGMA/ALIGNMENT регуляторов, как в (4); и фокусирование при применении автофокусирования. Процесс регулирования фокуса повторяют, чтобы достигнуть фокуса при 100000X (100k).
После этого диаметр частиц измеряют по меньшей мере на 300 неорганических тонких частицах на поверхности магнитного тонера, и определяют среднечисленный диаметр частиц (D1). При этом, поскольку неорганические тонкие частицы также присутствуют в виде агрегатов, максимальный диаметр определяют на том, что может быть определено как первичная частица, и среднечисленный диаметр первичных частиц (D1) получают посредством определения среднего арифметического полученных максимальных диаметров.
< Метод измерения средневзвешенного диаметра частиц (D4) и распределение частиц по размеру для магнитного тонера >
Средневзвешенный диаметр частиц (D4) магнитного тонера вычисляют следующим образом. Применяемым измерительным прибором является «Coulter Counter Multisizer 3» (зарегистрированная торговая марка, от Beckman Coulter, Inc.), прибор для точного измерения распределения частиц по размеру, функционирующий на основе принципа электрического сопротивления пор и снабженный апертурной трубкой 100 мкм. Условия измерения устанавливают, и данные измерений анализируют при применении прилагаемого специализированного программного обеспечения, т.е. «Beckman Coulter Multisizer 3, Version 3.51» (от Beckman Coulter, Inc.). Измерения выполняют при 25000 каналах в качестве числа эффективных каналов для измерений.
Водный раствор электролита, используемый для измерений, приготавливают растворением хлорида натрия класса «special-grade» в воде, обработанной ионообменом, чтобы получить концентрацию примерно 1 масс.%, и, например, может быть использован «ISOTON II» (от Beckman Coulter, Inc.).
Специализированное программное обеспечение конфигурируют указанным ниже образом перед измерением и анализом.
На экране диалогового окна «модифицировать стандартный метод функционирования (SOM)» специализированного программного обеспечения, общее число подсчетов в режиме управления устанавливают на 50000 частиц; число измерений устанавливают на 1 раз; и величину Kd устанавливают на величину, полученную при использовании эталона «Стандартные частицы 10,0 мкм» (от Beckman Coulter, Inc.). Пороговое значение и уровень шума устанавливают автоматически нажатием кнопки «измерение порогового значения/уровня шума». Кроме того, ток устанавливают на 1600 мкА; прирост устанавливают на 2; электролит устанавливают на ISOTON II; и галочку ставят для «промывка апертурной трубки после измерения».
На экране диалогового окна «Задание преобразования импульсов в диаметр частиц» специализированного программного обеспечения интервал кармана устанавливают на логарифмическом диаметре частиц; число карманов диаметров частиц устанавливают на 256 карманах; и интервал диаметров частиц устанавливают от 2 мкм до 60 мкм.
Конкретная процедура измерений является следующей.
(1) Примерно 200 мл вышеописанного водного раствора электролита вводят в круглодонный стеклянный сосуд на 250 мл, предназначенный для применения с Multisizer 3, помещают его на стенд для образца и выполняют перемешивание против часовой стрелки стержневой мешалкой при 24 оборотах в секунду. Загрязнения и пузырьки воздуха внутри апертурной трубки были предварительно удалены посредством функции «промывка апертуры» в специализированном программном обеспечении.
(2) Примерно 30 мл вышеописанного водного раствора электролита вводят в плоскодонный стеклянный сосуд на 100 мл. К нему добавляют в качестве диспергирующего агента примерно 0,3 мл разбавленного раствора, приготовленного примерно трехкратным (по массе) разбавлением водой, обработанной ионообменом, «Contaminon N» (10 масс.%-ного водного раствора нейтрального, pH 7, детергента для очистки прецизионных измерительных приборов, содержащего неионогенное поверхностно-активное вещество, анионогенное поверхностно-активное вещество и органический моющий компонент, от компании Wako Pure Chemical Industries, Ltd.).
(3) Подготавливают «Ultrasonic Dispersion System Tetora 150» (Nikkaki Bios Co., Ltd.); это ультразвуковой диспергатор с выходной электрической мощностью 120 Вт, снабженный двумя вибраторами (частота колебаний = 50 кГц), расположенными таким образом, что их фазы смещены на 180°. Примерно 3,3 л воды, обработанной ионообменом, вводят в водяной бак этого ультразвукового диспергатора, и примерно 2 мл Contaminon N добавляют в водяной бак.
(4) Сосуд, описанный в (2), устанавливают в отверстии держателя сосуда на ультразвуковом диспергаторе и запускают ультразвуковой диспергатор. Высоту сосуда регулируют таким образом, что состояние резонанса поверхности водного раствора электролита внутри сосуда находится при максимуме.
(5) В то время как водный раствор электролита внутри сосуда, установленного в соответствии с (4), подвергается воздействию ультразвука, примерно 10 мг тонера добавляют к водному раствору электролита небольшими порциями, и выполняют диспергирование. Ультразвуковое диспергирование продолжают в течение дополнительных 60 секунд. Температуру воды в водяной бане регулируют соответствующим образом во время ультразвукового диспергирования, чтобы она составляла по меньшей мере 10°C и не более чем 40°C.
(6) При использовании пипетки водный раствор электролита, содержащий диспергированный тонер, приготовленный на стадии (5), подают по каплям в круглодонный сосуд, установленный на стенде для образца, как описано для стадии (1), при регулировании таким образом, чтобы получить измеряемую концентрацию примерно 5%. Измерение затем выполняют до тех пор, пока число измеренных частиц не достигает 50000.
(7) Данные измерений анализируют с помощью ранее указанного программного обеспечения, прилагаемого к прибору, и рассчитывают средневзвешенный диаметр частиц (D4). Когда посредством специализированного программного обеспечения установлена опция «graph/volume % (граф/об.%)», «average diameter (средний диаметр)» на экране диалогового окна «analysis/volumetric statistical value (arithmetic average) (анализ/объемная статистическая величина (среднее арифметическое значение))» является средневзвешенным диаметром частиц (D4).
< Способ измерения средней величины круглости магнитного тонера >
Среднюю величину круглости магнитного тонера измеряют с помощью «FPIA-3000» (Sysmex Corporation), анализатора изображения частиц проточного типа, при применении условий измерения и анализа от процесса калибровки.
Конкретным методом измерения является следующий метод. Первоначально, примерно 20 мл воды, обработанной ионообменом, из которой предварительно были удалены твердые примеси и т.д., помещают в стеклянный сосуд. К ней добавляют в качестве диспергирующего агента примерно 0,2 мл разбавленного раствора, приготовленного примерно трехкратным (по массе) разбавлением водой, обработанной ионообменом, «Contaminon N» (10 масс.%-ного водного раствора нейтрального, pH 7, детергента для очистки прецизионных измерительных приборов, содержащего неионогенное поверхностно-активное вещество, анионогенное поверхностно-активное вещество и органический моющий компонент, от компании Wako Pure Chemical Industries, Ltd.). Также добавляют примерно 0,02 г образца для измерения, и выполняют диспергирование в течение 2 минут при применении ультразвукового диспергатора, чтобы получить дисперсию для проведения измерения. Охлаждение выполняют соответствующим образом во время этой обработки, чтобы обеспечить температуру дисперсии по меньшей мере 10°C и не более чем 40°C. Применяемый при этом ультразвуковой диспергатор является настольным ультразвуковым очистителем/диспергатором, который имеет частоту колебаний 50 кГц и выходную электрическую мощность 150 Вт (например, «VS-150» от Velvo-Clear Co., Ltd.); заданное количество воды, обработанной ионообменом, вводят в водяной бак и примерно 2 мл вышеуказанного Contaminon N также добавляют в водяной бак.
Ранее указанный анализатор изображения частиц проточного типа (снабженный стандартным объективом(10X)) применяют для измерения, и вещество Particle Sheath "PSE-900A" (Sysmex Corporation) используют для оболочечного раствора. Дисперсию, приготовленную в соответствии с процедурой, описанной выше, вводят в анализатор изображения частиц проточного типа и 3000 частиц магнитного тонера измеряют в соответствии с режимом общего числа подсчетов в режиме измерения с пропусканием верхних частот (HPF). Среднюю величину круглости магнитного тонера определяют с применением пороговой величины бинаризации во время анализа частиц, установленной при 85% и диаметр анализируемых частиц ограничивают эквивалентным диаметром окружности от по меньшей мере 1,985 мкм до менее чем 39,69 мкм.
Для этого измерения, автоматическую регулировку фокальной точки выполняют перед началом измерения при применении эталонных латексных частиц (например, разбавленных водой, обработанной ионообменом, «RESEARCH AND TEST PARTICLES Latex Microsphere Suspensions 5200A» от Duke Scientific). После этого, регулирование фокальной точки предпочтительно выполняют каждые два часа после начала измерения.
В данном изобретении применяемый анализатор изображения частиц проточного типа был откалиброван компанией Sysmex Corporation, и компанией Sysmex Corporation был выдан поверочный сертификат. Измерения выполняют при тех же самых условиях измерения и анализа, что были приняты в поверочном сертификате, при том исключении, что диаметр анализируемых частиц ограничен эквивалентным диаметром окружности от по меньшей мере 1,985 мкм до менее чем 39,69 мкм.
Анализатор изображения частиц проточного типа «FPIA-3000» (Sysmex Corporation) использует принцип измерения, основанный на съемке статического изображения проточных частиц и выполнении анализа изображения. Образец, добавленный в камеру для образца, передают засасывающим шприцем в плоскую проточную кювету с протеканием оболочечной жидкости. Образец, переданный в плоский поток оболочечной жидкости, размещается между слоями оболочечной жидкости с образованием плоского потока. Образец, проходящий через плоскую проточную кювету с протеканием оболочечной жидкости, облучают стробоскопическим светом при интервале 1/60 секунды, предоставляя, тем самым, возможность фотографирования статического изображения протекающих частиц. Кроме того, поскольку поток является плоским, фотографирование происходит при условиях нахождения в фокусе. Изображение частицы фотографируют ПЗС-камерой; сфотографированное изображение подвергают обработке при разрешении для обработки изображения 512×512 пикселей (0,37×0,37 мкм на пиксель); определение контура выполняют для изображения каждой частицы; и, помимо прочего, измеряют площадь проекции S и длину периметра L для изображения частицы.
Эквивалентный диаметр окружности и круглость затем определяют при применении этой площади S и длины периметра L. Эквивалентный диаметр окружности представляет собой диаметр круга, который имеет такую же площадь, что и площадь проекции изображения частицы. Круглость определяют как величину, полученную делением окружности круга, определенную из эквивалентного диаметра окружности, на длину периметра проекции изображения частицы и вычисляют при применении приведенной ниже формулы.
Круглость = 2×(π×S)1/2/L
Круглость составляет 1,000, когда изображение частицы является кругом, и величина круглости уменьшается, когда степень неравномерности в периметре изображения частицы возрастает. После того как круглость каждой частицы была рассчитана, интервал круглости от 0,200 до 1000 разделяют на 800 градаций; вычисляют среднее арифметическое значение полученных круглостей; и эту величину используют в качестве средней величины круглости.
<Метод измерения кислотного числа смол и магнитного тонера>
Кислотное число определяют в данном изобретении при применении представленного ниже метода. Основная процедура соответствует JIS K 0070.
Измерение выполняют при применении прибора для потенциометрического титрования в качестве измерительной аппаратуры. Автоматическое титрование может быть использовано для этого титрования при применении прибора для потенциометрического титрования AT-400 (автоматизированное рабочее место) и поршневой бюретки APB-410 от Kyoto Electronics Manufacturing Co., Ltd.
Прибор калибруют при применении смешанного растворителя из 120 мл толуола и 30 мл этанола. 25°C применяют в качестве температуры измерения.
Образец приготавливают посредством введения 1,0 г магнитного тонера или 0,5 г смолы в смешанный растворитель из 120 мл толуола и 30 мл этанола с последующим диспергированием в течение 10 минут посредством ультразвукового диспергирования. Вводят магнитную мешалку и выполняют перемешивание и растворение в течение примерно 10 часов в закрытом состоянии. Контрольное испытание выполняют при применении раствора 0,1 моль/л гидроксида калия в этаноле. Количество используемого при этом этанольного раствора гидроксида калия обозначают как B (мл). Для вышеописанного раствора образца, который перемешивали в течение 10 часов, магнитный материал отделяют магнитным образом, и растворенную часть (испытуемый раствор от магнитного тонера или смолы) титруют. Количество используемого при этом раствора гидроксида калия обозначают как S (мл).
Кислотное число рассчитывают при применении приведенной ниже формулы. f в этой формуле представляет собой коэффициент для KOH. W в этой формуле представляет собой массу образца.
кислотное число (мг KOH/г) = {(S-B)×f×5,61}/W
< Метод измерения пиковой величины молекулярной массы смол >
Пиковую величину молекулярной массы смол измеряют гель-проникающей хроматографией (ГПХ) при указанных ниже условиях.
Колонку стабилизируют в термокамере при 40°C, и тетрагидрофуран (THF) вводят в качестве растворителя при расходе 1 мл в минуту в колонку при этой температуре. В качестве колонки может быть использована подходящим образом комбинация нескольких коммерчески доступных колонок с полистирольным гелем, чтобы точно молекулярную массу в интервале от 1×103 до 2×106. Примерами при этом являются комбинация Shodex GPC KF-801, 802, 803, 804, 805, 806, 807 и 800P от Showa Denko Kabushiki Kaisha и комбинация TSKgel G1000H(HXL), G2000H(HXL), G3000H(HXL), G4000H(HXL), G5000H(HXL), G6000H(HXL), G7000H(HXL), и колонка TSKguard от Tosoh Corporation, наряду с тем, что последовательность из 7 колонок Shodex KF-801, 802, 803, 804, 805, 806, и 807 от Showa Denko Kabushiki Kaisha является предпочтительным.
С другой стороны, смолу диспергируют и растворяют в тетрагидрофуране (THF) и выдерживают в течение ночи, а затем фильтруют на фильтре для обработки образца (например, MyShoriDisk H-25-2 с размером пор от 0,2 до 0,5 мкм (Tosoh Corporation)), и фильтрат используют в качестве образца. От 50 до 200 мкл раствора смолы в тетрагидрофуране (THF), который был отрегулирован, чтобы привести содержание компонента смолы до 0,5-5 мг/мл в качестве концентрации образца, инжектируют, чтобы выполнить измерение. В качестве детектора используют детектор показателя преломления (RI).
Для того чтобы измерить молекулярную массу образца, распределение молекулярной массы, которым обладает образец, вычисляют из соотношения между числом счетов и логарифмической величиной на калибровочной кривой, построенной при применении нескольких разных монодисперсных стандартных образцов полистирола. Примерами стандартных образцов полистирола, используемых для построения калибровочной кривой, могут являться образцы с молекулярной массой 6×102, 2,1×103, 4×103, 1,75×104, 5,1×104, 1,1×105, 3,9×105, 8,6×105, 2×106 и 4,48×106 от Pressure Chemical Company или Tosoh Corporation, и стандартные образцы полистирола при примерно 10 точках или более используют подходящим образом.
< Метод измерения диэлектрической проницаемости ε′ и тангенса угла диэлектрических потерь (tan δ) магнитных тонеров >
Диэлектрические свойства магнитных тонеров измеряют при применении представленных ниже методов.
1 г магнитного тонера отвешивают и подвергают воздействию нагрузки 20 кПа в течение 1 минуты, чтобы сформовать образец в виде диска для измерений, имеющий диаметр 25 мм и толщину 1,5±0,5 мм.
Этот образец для измерений устанавливают в ARES (TA Instruments, Inc.), который снабжен приспособлением (электродами) для измерения диэлектрической проницаемости, имеющим диаметр 25 мм. В то время как нагрузка 250 г/см2 приложена при температуре измерения 30°C, комплексную диэлектрическую проницаемость при 100 кГц и температуре 30°C измеряют при применении измерителя иммитанса 4284A Precision LCR meter (Hewlett-Packard Company), и диэлектрическую проницаемость ε' и тангенс угла диэлектрических потерь (tan δ) вычисляют из величины, измеренной для комплексной диэлектрической проницаемости.
[ПРИМЕРЫ]
Данное изобретение описано более подробно посредством примеров и сравнительных примеров, представленных ниже, однако данное изобретение никоим образом не ограничивается ими. % и число частей в примерах и сравнительных примерах во всех случаях указаны в расчете на массу, если специально не указано иное.
< Примеры получения связующей смолы >
(Пример получения связующей смолы 1)
Молярное соотношение для мономеров сложного полиэфира являлось следующим.
BPA-PO/BPA-EO/TPA/TMA = 50/50/70/12
В настоящем описании, BPA-PO относится к аддукту бисфенола A с пропиленоксидом (2,2 моль); BPA-EO относится к аддукту бисфенола A с этиленоксидом (2,2 моль); TPA относится к терефталевой кислоте; и TMA относится к тримеллитовому ангидриду.
Из вышеперечисленных исходных мономеров, исходные мономеры, иные, чем тримеллитовый ангидрид (TMA), и 0,1 масс. % тетрабутилтитаната в качестве катализатора вводили в колбу, снабженную трубкой для удаления воды, перемешивающей лопастью, трубкой для введения азота, и т.д. После выполнения конденсационной полимеризации в течение 10 часов при 220°C добавляли тримеллитовый ангидрид (TMA), и реакцию выполняли при 210°C до достижения желательного кислотного числа, чтобы получить сложнополиэфирную смолу 1 (температура стеклования Tg = 64°C, кислотное число = 17 мг KOH/г и пиковая величина молекулярной массы = 6200).
(Примеры получения связующей смолы с 2 по 5)
Пиковую величину молекулярной массы, температуру стеклования Tg и кислотное число регулировали подходящим образом посредством изменения соотношения исходных мономеров Примера получения связующей смолы 1, чтобы получить связующие смолы с 2 по 5, представленные в Таблице 1.
(Пример получения связующей смолы 6)
300 масс. частей ксилола вводили в четырехгорлую колбу и нагревали при дефлегмации, и смесь 80 масс. частей стирола, 20 масс. частей н-бутилакрилата и 1,5 масс. части ди-трет-бутилпероксида добавляли по каплям на протяжении 5 часов, чтобы получить раствор низкомолекулярного полимера (L-1).
180 масс. частей дегазированной воды и 20 масс. частей 2 масс.%-ного водного раствора поливинилового спирта вводили в четырехгорлую колбу; жидкую смесь 78 масс. частей стирола, 22 масс. части н-бутилакрилата, 0,005 масс. части дивинилбензола и 0,09 масс. части 2,2-бис(4,4-ди-трет-бутилпероксициклогексил)пропана (температура периода полураспада 10 часов: 92°C) добавляли после этого; и выполняли перемешивание, чтобы получить суспензию. После того, как внутреннее пространство колбы было полностью заполнено азотом, температуру повышали до 85°C и выполняли полимеризацию; после выдерживания в течение 24 часов добавляли 0,1 масс. части пероксида бензоила (температура периода полураспада 10 часов: 72°C) добавляли и выдерживание продолжали в течение дополнительно 12 часов, чтобы закончить полимеризацию высокомолекулярного полимера (H-1).
25 масс. частей высокомолекулярного полимера (H-1) вводили в 300 масс. частей раствора низкомолекулярного полимера (L-1) и выполняли тщательное перемешивание при дефлегмации. За этим следовало дистилляционное удаление органического растворителя, чтобы получить связующую смолу 6 (температура стеклования Tg=63°C, кислотное число = 0 мг KOH/г, пиковая величина молекулярной массы = 15000), которая являлась стиролакриловой смолой.
< Пример получения частиц магнитного тонера 1 >
• связующая смола 1, представленная в Таблице 1-100,0 масс. частей (пиковая величина молекулярной массы: 6200, температура стеклования Tg: 64°C, кислотное число: 17 мг KOH/г)
• воск - 5,0 масс. частей (низкомолекулярный полиэтилен, температура плавления: 102°C, среднечисленная молекулярная масса Mn: 850)
• магнитный материал - 95,0 масс. частей (состав: Fe3O4, форма: сферическая, среднечисленный диаметр первичных частиц: 0,21 мкм, магнитные свойства для 795,8 кА/м: Hc=5,5 кА/м, Ϭs=84,0 Ам2/кг и Ϭr=6,4 Ам2/кг)
• агент для регулирования заряда T-77-1,0 масс. часть (Hodogaya Chemical Co., Ltd.)
Исходные материалы, перечисленные выше, предварительно смешивали при применении смесителя Henschel FM10C (Mitsui Miike Chemical Engineering Machinery Co., Ltd.) и затем замешивали посредством двухшнекового пластикатора/экструдера (PCM-30, Ikegai Ironworks Corporation), установленного при скорости вращения 200 об/мин при заданной температуре, отрегулированной, чтобы предоставить прямую температуру вблизи выпускного отверстия для тестообразного материала 155°C.
Результирующий замешанный в расплаве материал охлаждали; охлажденный замешанный в расплаве материал грубо измельчали с помощью фрезерной мельницы; результирующий грубо измельченный материал тонко измельчали при применении Turbo Mill T-250 (Turbo Kogyo Co., Ltd.) при скорости подачи 20 кг/ч при температуре воздуха, регулируемой, чтобы предоставить температуру отходящего газа 38ºC; и классификацию выполняли при применении многофракционного классификатора на основе эффекта Коанда, чтобы получить частицы магнитного тонера 1, имеющие средневзвешенный диаметр (D4) 7,8 мкм. Условия изготовления частиц магнитного тонера 1 представлены в Таблице 2.
< Пример изготовления магнитного тонера 1 >
Процесс поверхностного добавления и смешивания выполняли при применении устройства, показанного на Фиг. 4, для частиц магнитного тонера 1, полученных в Примере получения частиц магнитного тонера 1.
В этом примере, диаметр внутренней окружности основного кожуха 1 устройства, показанного на Фиг. 4, составлял 130 мм; применяемое устройство имело объем пространства 9 для обработки 2,0×10-3 m3; номинальная мощность для приводного элемента 8 составляла 5,5 кВт; и перемешивающий элемент 3 имел форму, представленную на Фиг. 5. Ширина перекрывания d на Фиг. 5 между перемешивающим элементом 3a и перемешивающим элементом 3b составляла 0,25D по отношению к максимальной ширине D перемешивающего элемента 3, и зазор между перемешивающим элементом 3 и внутренней окружностью основного кожуха 1 составляла 3,0 мм.
100 масс. частей (500 г) частиц магнитного тонера 1 и 2,00 масс. части тонких частиц кремнезема 1, описанных ниже, вводили в устройство, показанное на Фиг. 4, имеющее конструкцию, описанную выше.
Тонкие частицы кремнезема 1 получали обработкой 100 масс. частей кремнезема с удельной площадью поверхности по БЭТ 130 м2/г и среднечисленным диаметром первичных частиц (D1) 16 нм посредством 10 масс. частей гексаметилдисилазана и затем 10 масс. частей диметилсиликонового масла.
Предварительное смешивание выполняли после введения частиц магнитного тонера и тонких частиц кремнезема для того, чтобы равномерным образом смешать частицы магнитного тонера и тонкие частицы кремнезема. Условия предварительного смешивания были следующими: мощность приводного элемента 8 составляла 0,1 Вт/г (скорость вращения приводного элемента 8 составляла 150 об/мин) и время обработки составляло 1 минуту.
Процесс поверхностного добавления и смешивания выполняли, как только было закончено предварительное смешивание. В отношении условий процесса поверхностного добавления и смешивания, время обработки составляло 5 минут, и окружную скорость внешнего конца перемешивающего элемента 3 регулировали, чтобы обеспечить постоянную мощность приводного элемента 8, составляющую 1,0 Вт/г (скорость вращения приводного элемента 8 составляла 1800 об/мин). Условия процесса поверхностного добавления и смешивания представлены в Таблице 3.
После завершения процесса поверхностного добавления и смешивания грубые частицы и т.д. удаляли при применении кругового вибросита, снабженного ситом, имеющим диаметр 500 мм и диаметр отверстий 75 мкм, чтобы получить магнитный тонер 1. Величину 18 нм получали, когда магнитный тонер 1 подвергали увеличению и обследованию с помощью сканирующего электронного микроскопа и измеряли среднечисленный диаметр частиц первичных частиц тонких частиц кремнезема на поверхности магнитного тонера. Условия поверхностного добавления и свойства магнитного тонера 1 представлены в Таблице 3 и Таблице 4, соответственно.
< Пример изготовления магнитного тонера 2 >
Магнитный тонер 2 получали в соответствии с той же самой процедурой, что и в Примере изготовления магнитного тонера 1, за исключением того, что тонкие частицы кремнезема 2 использовали вместо тонких частиц кремнезема 1. Тонкие частицы кремнезема 2 получали посредством выполнения той же самой поверхностной обработки, что и в случае тонких частиц кремнезема 1, однако для кремнезема, который имел удельную площадь поверхности по БЭТ 200 м2/г и среднечисленный диаметр первичных частиц (D1) 12 нм. Величину 14 нм получали, когда магнитный тонер 2 подвергали увеличению и обследованию с помощью сканирующего электронного микроскопа и измеряли среднечисленный диаметр первичных частиц тонких частиц кремнезема на поверхности магнитного тонера. Условия поверхностного добавления и свойства магнитного тонера 2 представлены в Таблице 3 и Таблице 4.
< Пример изготовления магнитного тонера 3 >
Магнитный тонер 3 получали в соответствии с той же самой процедурой, что и в Примере изготовления магнитного тонера 1, за исключением того, что тонкие частицы кремнезема 3 использовали вместо тонких частиц кремнезема 1. Тонкие частицы кремнезема 3 получали посредством выполнения той же самой поверхностной обработки, что и в случае тонких частиц кремнезема 1, однако для кремнезема, который имел удельную площадь поверхности по БЭТ 90 м2/г и среднечисленный диаметр первичных частиц (D1) 25 нм. Величину 28 нм получали, когда магнитный тонер 3 подвергали увеличению и обследованию с помощью сканирующего электронного микроскопа и измеряли среднечисленный диаметр первичных тонких частиц кремнезема на поверхности магнитного тонера. Условия поверхностного добавления и свойства магнитного тонера 3 представлены в Таблице 3 и Таблице 4.
< Примеры получения частиц магнитного тонера с 2 по 15 >
Частицы магнитного тонера с 2 по 15 получали в соответствии с той же самой процедурой, что и в Примере изготовления магнитного тонера 1, за исключением того, что изменяли связующие смолы и содержание магнитного материала, как представлено в Таблице 2, и регулировали прямую температуру вблизи выпускного отверстия для тестообразного материала и температуру отходящего газа во время тонкого измельчения до заданных величин, приведенных в Таблице 2. Условия изготовления и свойства частиц магнитного тонера с 2 по 15 представлены в Таблице 2.
В случае частиц магнитного тонера 13, получение выполняли при применении как связующей смолы 1, так и связующей смолы 6 посредством применения смеси из 20 масс. частей связующей смолы 1 и 80 масс. частей связующей смолы 6 для суммарных 100 масс. частей.
Кроме того, изготовление выполняли, чтобы получить более высокую среднюю величину круглости для магнитного тонера посредством регулирования температуры отходящего газа Turbo Mill T-250 (Turbo Kogyo Co., Ltd.) до несколько более высокой 44°C во время тонкого измельчения в случае частиц магнитного тонера 10 и посредством установления еще более высокой 48°C во время тонкого измельчения в случае частиц магнитного тонера 11.
< Пример получения частиц магнитного тонера 16 >
Поверхностное добавление перед обработкой обдувом горячим воздухом выполняли посредством смешивания 100 масс. частей частиц магнитного тонера 1 при применении смесителя Henschel FM10C (Mitsui Miike Chemical Engineering Machinery Co., Ltd.) с 0,5 масс. части тонких частиц кремнезема, используемых в процессе поверхностного добавления и смешивания Примера изготовления магнитного тонера 1. Условиями поверхностного добавления при этом являлись скорость вращения 3000 об/мин и время обработки 2 минуты.
Затем, после выполнения этого поверхностного добавления перед обдувом горячим воздухом частицы магнитного тонера подвергали модификации поверхности при применении аппарата Meteorainbow (Nippon Pneumatic Mfg. Co., Ltd.), который представляет собой устройство, которое выполняет модификацию поверхности частиц тонера с применением обдува горячим воздухом. Условиями модификации поверхности являлись скорость подачи исходного материала 2 кг/ч, расход горячего воздуха 700 л/мин, и температура выпускаемого горячего воздуха 300°C. Посредством выполнения этой обработки горячим воздухом получали частицы магнитного тонера 16.
< Пример получения частиц магнитного тонера 17 >
Частицы магнитного тонера 17 получали посредством выполнения той же самой процедуры, что и в Примере получения частиц магнитного тонера 16, однако в этом случае использовали 1,5 масс. части в качестве количества добавляемых тонких частиц кремнезема при поверхностном добавлении перед обработкой обдувом горячим воздухом как в Примере получения частиц магнитного тонера 16.
< Примеры изготовления магнитного тонера 4, 5 и с 8 по 31 и Сравнительные примеры изготовления магнитного тонера с 1 по 23 >
Магнитные тонеры 4, 5 и с 8 по 31 и сравнительные магнитные тонеры с 1 до 23 получали при применении частиц магнитного тонера, представленных в Таблице 3, в Примере изготовления магнитного тонера 1 вместо частиц магнитного тонера 1 и посредством выполнения соответствующего процесса поверхностного добавления при применении компонентов поверхностного добавления, устройств для поверхностного добавления и условий поверхностного добавления, представленных в Таблице 3. Свойства магнитных тонеров 4, 5 и с 8 по 31 и сравнительных магнитных тонеров с 1 по 23 представлены в Таблице 4.
Тонкие частицы оксида титана со структурой анатаза (удельная площадь поверхности по БЭТ: 80 м2/г, среднечисленный диаметр первичных частиц (D1): 15 нм, обработанные 12 масс.% изобутилтриметоксисилана) использовали в качестве тонких частиц диоксида титана, указанных в Таблице 3, и тонкие частицы оксида алюминия (удельная площадь поверхности по БЭТ: 80 м2/г, среднечисленный диаметр первичных частиц (D1): 17 нм, обработанные 10 масс. % изобутилтриметоксисилана) использовали в качестве тонких частиц оксида алюминия, указанных в Таблице 3.
Таблица 3 показывает долю (масс. %) тонких частиц кремнезема для добавления тонких частиц диоксида титана и/или тонких частиц оксида алюминия в дополнение к тонким частицам кремнезема.
Для магнитных тонеров 26 и 27 и сравнительных магнитных тонеров с 19 по 23 предварительное смешивание не выполняли, и процесс поверхностного добавления и смешивания выполняли сразу же после введения.
Гибридизатор, указанный в Таблице 3, представляет собой Hybridizer Model 5 (Nara Machinery Co., Ltd.), и смеситель Henschel, указанный в Таблице 3, представляет собой FM10C (Mitsui Miike Chemical Engineering Machinery Co., Ltd.).
< Пример изготовления магнитного тонера 6 >
Процесс поверхностного добавления и смешивания выполняли в соответствии с представленной ниже процедурой при применении такого же устройства, что и в Примере изготовления магнитного тонера 1.
Как представлено в Таблице 3, тонкие частицы кремнезема 1 (2,00 масс. части), добавляемые в Примере изготовления магнитного тонера 1, заменяли на тонкие частицы кремнезема 1 (1,70 масс. части) и тонкие частицы диоксида титана (0,30 масс. части).
Первоначально вводили 100 масс. частей частиц магнитного тонера 1, 0,70 масс. части тонких частиц кремнезема и 0,30 масс. части тонких частиц диоксида титана, и затем выполняли такое же предварительное смешивание, что и в Примере изготовления магнитного тонера 1.
В процессе поверхностного добавления и смешивания, выполняемом, как только предварительное смешивание было завершено, обработку выполняли в течение 2 минут при регулировании окружной скорости внешнего конца перемешивающего элемента 3 таким образом, чтобы обеспечить постоянную мощность приводного элемента 8, составляющую 1,0 Вт/г (скорость вращения приводного элемента 8 составляла 1800 об/мин), после чего процесс смешивания временно останавливали. Затем выполняли дополнительное введение остальных тонких частиц кремнезема (1,00 масс. часть в расчете на 100 масс. частей частиц магнитного тонера 1), с последующей повторной обработкой в течение 3 минут при регулировании окружной скорости внешнего конца перемешивающего элемента 3 таким образом, чтобы обеспечить постоянную мощность приводного элемента 8, составляющую 1,0 Вт/г (скорость вращения приводного элемента 8 составляла 1800 об/мин), обеспечивая, тем самым, общее время процесса поверхностного добавления и смешивания 5 минут.
После процесса поверхностного добавления и смешивания, грубые частицы и т.д. удаляли при применении кругового вибросита, как в Примере изготовления магнитного тонера 1, чтобы получить магнитный тонер 6. Условия поверхностного добавления для магнитного тонера 6 представлены в Таблице 3, и свойства магнитного тонера 6 представлены в Таблице 4.
< Пример изготовления магнитного тонера 7 >
Процесс поверхностного добавления и смешивания выполняли в соответствии с представленной ниже процедурой при применении такого же устройства, что и в Примере изготовления магнитного тонера 1.
Как представлено в Таблице 3, тонкие частицы кремнезема 1 (2,00 масс. части), добавляемые в Примере изготовления магнитного тонера 1, заменяли на тонкие частицы кремнезема 1 (1,70 масс. части) и тонкие частицы диоксида титана (0,30 масс. части).
Первоначально вводили 100 масс. частей частиц магнитного тонера 1 и 1,70 масс. части тонких частиц кремнезема, и затем выполняли такое же предварительное смешивание, что и в Примере изготовления магнитного тонера 1.
В процессе поверхностного добавления и смешивания, выполняемом, как только предварительное смешивание было завершено, обработку выполняли в течение 2 минут при регулировании окружной скорости внешнего конца перемешивающего элемента 3 таким образом, чтобы обеспечить постоянную мощность приводного элемента 8, составляющую 1,0 Вт/г (скорость вращения приводного элемента 8 составляла 1800 об/мин), после чего процесс смешивания временно останавливали. Затем выполняли дополнительное введение остальных тонких частиц диоксида титана (0,30 масс. части в расчете на 100 масс. частей частиц магнитного тонера 1), с последующей повторной обработкой в течение 3 минут при регулировании окружной скорости внешнего конца перемешивающего элемента 3 таким образом, чтобы обеспечить постоянную мощность приводного элемента 8, составляющую 1,0 Вт/г (скорость вращения приводного элемента 8 составляла 1800 об/мин), обеспечивая, тем самым, общее процесса поверхностного добавления и смешивания 5 минут.
После процесса поверхностного добавления и смешивания, грубые частицы и т.д. удаляли при применении кругового вибросита, как в Примере изготовления магнитного тонера 1, чтобы получить магнитный тонер 7. Условия поверхностного добавления для магнитного тонера 7 представлены в Таблице 3, и свойства магнитного тонера 7 представлены в Таблице 4.
< Пример изготовления магнитного тонера 32 >
Магнитный тонер 32 получали так же, как в Примере изготовления магнитного тонера 1, за исключением того, что добавление 2,00 масс. частей тонких частиц кремнезема 1 к 100 масс. частям (500 g) частиц магнитного тонера 1 изменяли до 1,80 масс. части. Условия поверхностного добавления для магнитного тонера 32 представлены в Таблице 3, и свойства магнитного тонера 32 представлены в Таблице 4.
< Пример изготовления магнитного тонера 33 >
Магнитный тонер 33 получали так же как в Примере изготовления магнитного тонера 3, за исключением того, что 1,80 масс. части тонких частиц кремнезема 3 добавляли к 100 масс. частям (500 g) частиц магнитного тонера 1. Условия поверхностного добавления для магнитного тонера 33 представлены в Таблице 3, и свойства магнитного тонера 33 представлены в Таблице 4.
< Сравнительный пример изготовления магнитного тонера 24 >
Сравнительный магнитный тонер 24 получали в соответствии с той же самой процедурой, что и в Примере изготовления магнитного тонера 1, за исключением того, что тонкие частицы кремнезема 4 использовали вместо тонких частиц кремнезема 1. Тонкие частицы кремнезема 4 получали посредством выполнения той же самой поверхностной обработки, что и в случае тонких частиц кремнезема 1, однако для кремнезема, который имел удельную площадь поверхности по БЭТ 30 м2/г и среднечисленный диаметр первичных частиц (D1) 51 нм. Величину 53 нм получали, когда сравнительный магнитный тонер 24 подвергали увеличению и обследованию с помощью сканирующего электронного микроскопа и измеряли среднечисленный диаметр первичных частиц тонких частиц кремнезема на поверхности магнитного тонера. Условия поверхностного добавления для магнитного тонера 24 представлены в Таблице 3, и свойства магнитного тонера 24 представлены в Таблице 4.
< Пример 1 >
(Устройство для формирования изображения)
Устройством для формирования изображения являлся LBP-3100 (Canon, Inc.), который был снабжен проявляющим валиком небольшого диаметра, который имел диаметр 10 мм; его скорость печати была модифицирована от 16 листов/минуту до 20 листов/минуту. Контактное давление очистного ракельного ножа также было модифицировано от 4 кг/м до 9 кг/м. В устройстве для формирования изображения, снабженном проявляющим валиком небольшого диаметра, долговечность может быть точно оценена посредством изменения скорости печати до 20 листов/минуту, и образование полос может быть точно оценено посредством увеличения прижимного давления очистного ракельного ножа.
При применении этого модифицированного устройства и магнитного тонера 1, выполняли испытание с печатью изображения на 3000 листах в прерывистом режиме печати на одном за другим листах горизонтальных линий при проценте печати 1% в окружающей среде с высокой температурой и высокой влажностью (32,5ºC/80% относительной влажности (RH)). После того как 3000 листов были напечатаны, выполняли выдерживание в течение 1 дня в окружающей среде с высокой температурой и высокой влажностью и затем осуществляли дополнительную печать.
В соответствии с результатами, высокую плотность получали перед и после испытания на долговечность, и получали изображение, в котором имело место небольшое вуалирование на пробельных участках. Кроме того, образование полос было предотвращено даже после выполнения испытания на долговечность с печатью на 3000 листах, и могло быть получено изображение высокого качества. Результаты оценки представлены в Табл. 5.
Методы оценки и связанные с ними критерии, используемые для оценок, выполняемых в примерах данного изобретения и сравнительных примерах, описаны ниже.
< Плотность изображения >
Для оценки плотности изображения формировали участок сплошного изображения, и плотность этого сплошного изображения измеряли с помощью денситометра для измерений в отраженном свете MacBeth (MacBeth Corporation).
Представленные ниже критерии использовали для оценки оптической плотности в отраженном свете сплошного изображения в начале испытания на долговечность (оценка 1).
А: очень хорошая (больше чем или равная 1,45)
B: хорошая (меньше чем 1,45 и больше чем или равная 1,40)
C: средняя (меньше чем 1,40 и больше чем или равная 1,35)
D: плохая (меньше чем 1,35)
Представленные ниже критерии использовали для оценки плотности изображения после второй половины испытания на долговечность (оценка 2).
На более высокий результат указывает меньшая разность между оптической плотностью в отраженном свете сплошного изображения в начале испытания на долговечность и оптической плотностью в отраженном свете сплошного изображения после испытания на долговечность с печатью 3000 листов.
А: очень хорошая (меньше чем 0,05)
B: хорошая (меньше чем 0,10 и больше чем или равная 0,05)
C: средняя (меньше чем 0,15 и больше чем или равная 0,10)
D: плохая (больше чем или равная 0,15)
< Вуалирование >
Выводили белое изображение и измеряли его коэффициент отражения при применении REFLECTMETER MODEL TC-6DS от Tokyo Denshoku Co., Ltd. С другой стороны, коэффициент отражения также аналогичным образом измеряли на бумаге для переноса (стандартной бумаге) перед формированием белого изображения. Зеленый фильтр использовали в качестве фильтра. Вуалирование вычисляли при применении приведенной ниже формулы из коэффициента отражения перед выводом белого изображения и коэффициента отражения после вывода белого изображения.
вуалирование (%) = коэффициент отражения (%) стандартной бумаги - коэффициент отражения (%) образца белого изображения
Критерии оценки вуалирования являются следующими.
А: очень хорошее (меньше чем 1,2%)
B: хорошее (меньше чем 2,0% и больше чем или равное 1,2%)
C: среднее (меньше чем 3,0% и больше чем или равное 2,0%)
D: плохое (больше чем или равное 3,0%)
< Полосы >
В отношении полос, выполняли выдерживание в течение 1 дня после испытания на долговечность с печатью 3000 листов; затем проводили 5 распечаток полутонового изображения; и интенсивность полос визуально оценивали при применении следующих критериев.
А: полосы не образовывались
B: образовывались очень незначительные полосы
C: образовывались незначительные полосы
D: значительное образование полос
<Примеры с 2 по 33 и Сравнительные примеры с 1 по 24>
Оценки тонеров выполняли при тех же самых условиях, что и в Примере 1 при применении магнитных тонеров с 2 по 33 и сравнительных магнитных тонеров с 1 по 24 для магнитного тонера. Результаты оценок представлены в Табл. 5. В случае сравнительного магнитного тонера 21, имелось весьма существенное количество высвобожденных тонких частиц кремнезема на проявляющем валике, и образовывались дефекты изображения в виде вертикальных полос.
Несмотря на то, что данное изобретение описано в настоящем документе со ссылками на типичные варианты осуществления, следует понимать, что данное изобретение не ограничивается этими описанными типичными вариантами осуществления. Объем представленной ниже формулы изобретения предоставляет наиболее широкое толкование, с тем, чтобы охватывать все такие модификации, эквивалентные структуры и функции.
Эта заявка притязает на приоритет по заявке на патент Японии № 2011-286201, зарегистрированной 27 декабря 2011 г., которая настоящим включена посредством ссылки в данный документ во всей ее полноте.
[Список обозначений]
1: основной кожух
2: вращающийся элемент
3, 3a, 3b: перемешивающий элемент
4: рубашка
5: впускное отверстие для исходного материала
6: выпускное отверстие для продукта
7: центральный вал
8: приводной элемент
9: пространство для обработки
10: торцевая поверхность вращающегося элемента
11: направление вращения
12: обратное направление
13: прямое направление
16: внутренняя часть впускного отверстия для исходного материала
17: внутренняя часть выпускного отверстия для продукта
d: расстояние, указывающее перекрываемую часть перемешивающих элементов
D: ширина перемешивающего элемента
100: элемент, несущий скрытое электростатическое изображение (фоточувствительный элемент)
102: элемент для переноса тонера
103: дозирующее лезвие
114: элемент для переноса (валик для переноса заряда)
116: контейнер узла для очистки
117: зарядный элемент (зарядный ролик)
121: лазерный генератор (средство для формирования скрытого изображения, фотоэкспонирующий узел)
123: лазер
124: захватный ролик
125: лента для переноса
126: фиксирующий узел
140: узел для проявления
141: перемешивающий элемент
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТНЫЙ ТОНЕР | 2014 |
|
RU2642908C1 |
| МАГНИТНЫЙ ТОНЕР | 2015 |
|
RU2621693C2 |
| МАГНИТНЫЙ ТОНЕР | 2012 |
|
RU2566304C1 |
| МАГНИТНЫЙ ТОНЕР | 2015 |
|
RU2621698C2 |
| ТОНЕР | 2011 |
|
RU2556988C2 |
| ПРОЯВЛЯЮЩИЙ СКРЫТОЕ ЭЛЕКТРОСТАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ ТОНЕР | 2012 |
|
RU2568952C2 |
| РОЛИК ПРОЯВЛЕНИЯ, ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ И ЭЛЕКТРОФОТОГРАФИЧЕСКОЕ УСТРОЙСТВО | 2011 |
|
RU2540565C1 |
| ТОНЕР, УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ И ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ | 2012 |
|
RU2548598C1 |
| НОСИТЕЛЬ, ДВУХКОМПОНЕНТНЫЙ ПРОЯВИТЕЛЬ, ВСПОМОГАТЕЛЬНЫЙ ПРОЯВИТЕЛЬ, СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ, ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2013 |
|
RU2626036C2 |
| ТОНЕР | 2011 |
|
RU2533503C1 |
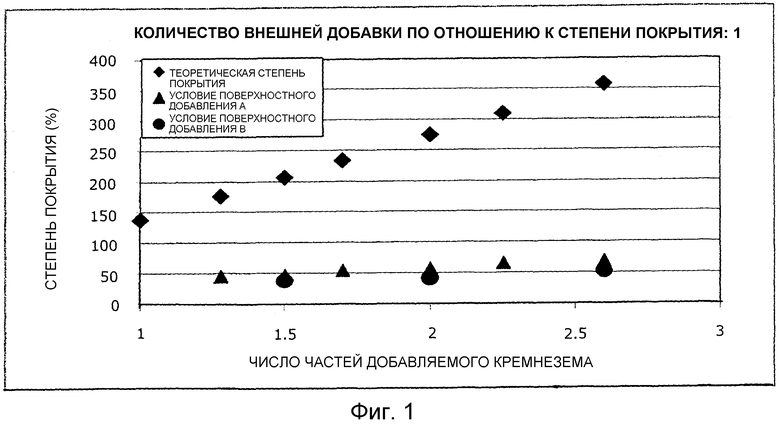
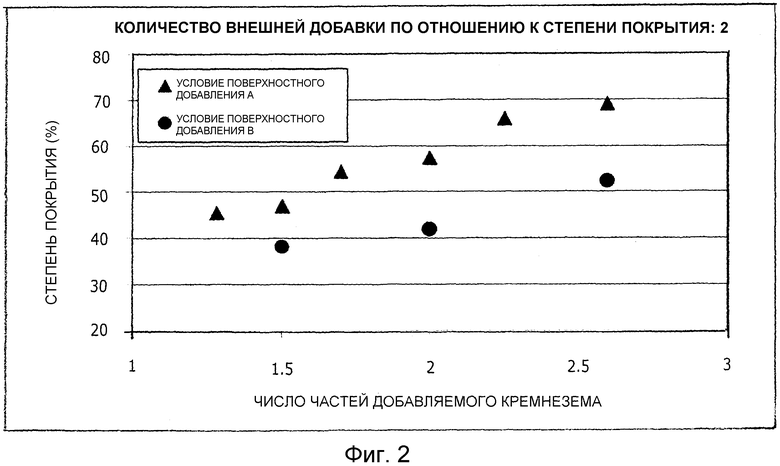

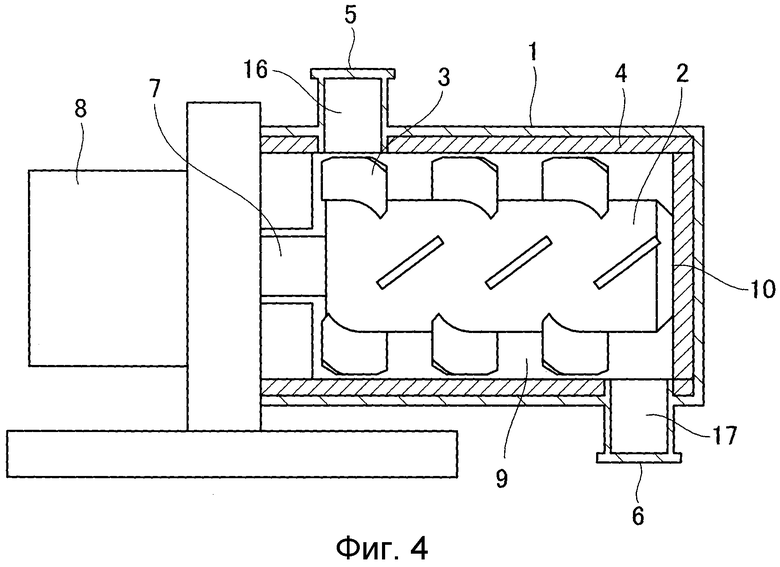


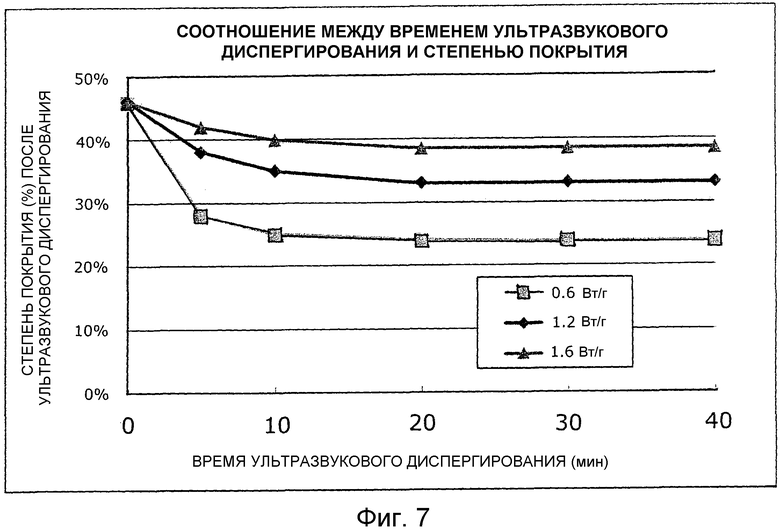
Изобретение относится к магнитному тонеру. Магнитный тонер содержит частицы магнитного тонера, содержащие связующую смолу и магнитный материал, и неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера, в котором неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера, содержат тонкие частицы оксида металла, тонкие частицы оксида металла, содержащие тонкие частицы кремнезема и необязательно содержащие тонкие частицы диоксида титана и тонкие частицы оксида алюминия, и содержание тонких частиц кремнезема составляет по меньшей мере 85 мас. % по отношению к общей массе тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия. Степень покрытия A (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами и степень покрытия B (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, которые закреплены на поверхности частиц магнитного тонера. Магнитный тонер имеет степень покрытия A и отношение (степень покрытия B/степень покрытия A) в предписанных интервалах, при этом магнитный тонер имеет диэлектрическую проницаемость ε′ и тангенс угла диэлектрических потерь в предписанных интервалах. Технический результат - получение магнитного тонера, обеспечивающего стабильную плотность изображения независимо от условий окружающей среды при применении, предотвращающего возникновение вуалирования и образование полос. 5 з.п. ф-лы, 5 табл., 7 ил., 33 пр.
1. Магнитный тонер, содержащий
частицы магнитного тонера, содержащие связующую смолу и магнитный материал, и
неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера,
где
неорганические тонкие частицы, присутствующие на поверхности частиц магнитного тонера, содержащие тонкие частицы оксида металла,
тонкие частицы оксида металла содержащие тонкие частицы кремнезема и необязательно содержащие тонкие частицы диоксида титана и тонкие частицы оксида алюминия, и содержание тонких частиц кремнезема составляет по меньшей мере 85 мас.% по отношению к общей массе тонких частиц кремнезема, тонких частиц диоксида титана и тонких частиц оксида алюминия,
где
когда степень покрытия A (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами и степень покрытия B (%) представляет собой степень покрытия поверхности частиц магнитного тонера неорганическими тонкими частицами, которые закреплены на поверхности частиц магнитного тонера,
магнитный тонер имеет степень покрытия A по меньшей мере 45,0% и не более чем 70,0% и отношение [степень покрытия B/степень покрытия A] степени покрытия B к степени покрытия A по меньшей мере 0,50 и не более чем 0,85,
и где
магнитный тонер имеет диэлектрическую проницаемость ε' при частоте 100 кГц и температуре 30ºC по меньшей мере 30,0 пФ/м и не более чем 40,0 пФ/м и имеет тангенс угла диэлектрических потерь (tan δ) не более чем 9,0×10-3.
2. Магнитный тонер по п. 1, в котором связующая смола содержит сложнополиэфирную смолу.
3. Магнитный тонер по п. 1 или 2, в котором коэффициент изменения степени покрытия A составляет не более чем 10,0%.
4. Магнитный тонер по любому одному из пп. 1 или 2, где магнитный тонер содержит от по меньшей мере 35 мас.% до не более чем 50 мас.% магнитного материала.
5. Магнитный тонер по любому одному из пп. 1 или 2, в котором кислотное число, измеренное при применении прибора для потенциометрического титрования, растворимой части, полученной растворением магнитного тонера в смешанном растворителе из толуола и этанола, составляет от по меньшей мере 5 мг KOH/г до не более чем 50 мг KOH/г.
6. Магнитный тонер по любому одному из пп. 1 или 2, где магнитный тонер имеет среднюю величину круглости от по меньшей мере 0,935 до не более чем 0,955.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| ВОДНЫЕ ДИСПЕРСИИ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ТОНЕРОВ | 2007 |
|
RU2397525C2 |
| ТОНЕР | 2007 |
|
RU2386158C1 |

