Изобретение относится к изделиям из композитных материалов и может использоваться в устройстве соединения оболочки из композиционно-волокнистого материала с металлической концевой деталью, например с втулкой или фланцем.
Известно соединение оболочки из композиционно-волокнистого материала с металлической концевой деталью согласно патенту 2063874 (опубл. 20.07.96). На поверхности сопряжения металлической детали с оболочкой вдоль окружности выполнены щелевые радиусные канавки, отстоящие друг от друга на расстоянии менее двух радиусов канавки. В канавках закладываются продольные армирующие волокна композитной оболочки. Недостатком данного устройства является высокая трудоемкость изготовления, так как процесс намотки практически не поддается механизации и требует ручного труда.
Известны конструктивно-технологические варианты организации концевых заделок и элементов соединений, описанные в книге Цыплакова О.Г. Конструирование изделий из композиционно-волокнистых материалов (Ленинград, Машиностроение, 1984 г., стр. 51-52, табл. 2.2). Наиболее близким к заявляемому устройству является соединение с резьбовыми элементами на концевой металлической детали, выбранное в качестве прототипа. При формовании оболочки в канавку закладываются армирующие волокна в виде тканей, нитей или ровингов, причем один и тот же слой непрерывного волокна многократно изгибается по профилю каждого из витков резьбовой канавки. Недостатком этого соединения является низкая прочность соединения, нагруженного осевой растягивающей силой. Известно, что в подобных резьбовых соединениях максимально нагружаются только концевые витки, а остальные витки нагружаются в меньшей степени и, значит, используются неэффективно. Неравномерность распределения усилий по виткам резьбы многократно усиливается при сопряжении металлической детали с оболочкой из композиционно-волокнистого материала из-за несовместимости осевых деформаций металлического и композитного перешейков вдоль шага резьбы в связи со значительно меньшим модулем упругости композиционно-волокнистого материала.
Настоящее изобретение относится к соединению оболочки из композиционно-волокнистого материала с металлической деталью, включающему заложение армирующих волокон в канавки металлической детали. Предлагаемое новое техническое решение решает задачу повышения прочности соединения при обеспечении высокой технологичности конструкции.
Для достижения указанного технического результата наружная поверхность металлической детали выполнена в виде конуса, обращенного меньшим диаметром в сторону основной части оболочки, на конической поверхности металлической детали образована спиральная канавка, в которую уложен краевой жгут оболочки, состоящий из пучка окружных армирующих волокон, при этом продольные или перекрестные армирующие волокна оболочки огибают краевой жгут. Профиль осевого сечения канавки может быть выполненным с расширением по мере углубления канавки.
Таким образом, отличительными признаками предлагаемого соединения от известного прототипа являются:
1. Коническая форма наружной поверхности металлической детали, обращенная меньшим диаметром в сторону основной части оболочки.
2. Наличие на наружной поверхности металлической детали спиральной канавки.
3. Закладывание в спиральную канавку краевого жгута оболочки, состоящего из пучка окружных армирующих волокон
4. Огибание продольными или перекрестными волокнами краевого жгута.
Дополнительным отличительным признаком является расширение канавки по мере ее углубления.
Благодаря наличию этих признаков обеспечивается более прочное и высокотехнологичное соединение металлической детали с оболочкой из композиционно-волокнистого материала.
Заявляемое изобретение пояснено чертежами.
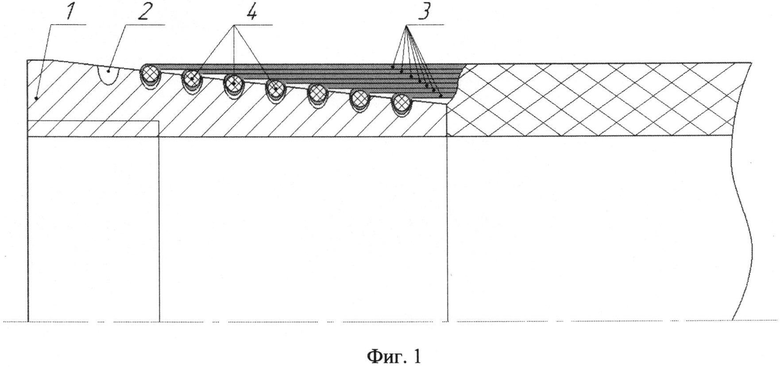
На фиг. 1 показано продольное сечение соединения металлической детали с оболочкой из композиционно-волокнистого материала. На наружной конической поверхности металлической детали 1 образована спиральная канавка 2. В композитной оболочке имеются продольные или перекрестные слои 3, которые огибают краевой жгут 4, уложенный в спиральную канавку 2.
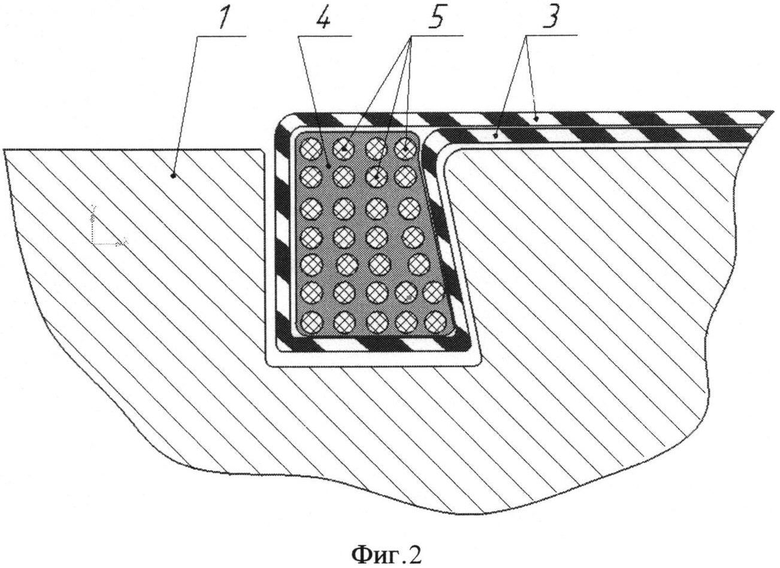
На фиг. 2 изображен элемент спиральной канавки и показано расположение в нем краевого жгута 4 и продольных или перекрестных волокон оболочки 3. Краевой жгут состоит из пучка окружных волокон 5, заложенных в спиральную канавку 2 металлической детали 1. Продольные или перекрестные слои 3 огибают в канавке 2 краевой жгут 4. В показанном варианте исполнения спиральная канавка в ее поперечном сечении выполнена с расширением по мере ее углубления.
Благодаря новым конструктивным признакам соединения в каждый виток спиральной канавки 2 закладывается самостоятельный слой 3 продольной или перекрестной арматуры. Продольные волокна в каждом слое огибают только один виток окружных волокон, стянутых в краевой жгут 4. Поэтому слои 3 имеют относительную самостоятельность осевой деформации при нагружении соединения за счет их сдвигов друг от друга. При этом происходит более равномерное перераспределение осевой нагрузки по виткам спиральной канавки 2 и, следовательно, повышение несущей способности соединения.
Площадь поперечного сечения краевого жгута 4 приближена к площади продольного сечения канавки 2. Благодаря этому, продольные или перекрестные волокна, составляющие слой 3 и огибающие краевой жгут 4, вытеснены к стенкам канавки и приобретают закономерную конфигурацию с определенным радиусом петли, что также способствует повышению прочности соединения.
При осевом нагружении продольных волокон на окружных витках возникает распорная сила, направленная радиально по направлению увеличения радиуса. Форма канавки с ее расширением по мере углубления препятствует выдергиванию краевого жгута из канавки.
Преимущество предлагаемого решения заключается также в повышении производительности изготовления конструкции и высокой технологичности конструкции. Весь набор толщины продольных или перекрестных волокон происходит за минимальное время, поскольку число оборотов при намотке совпадает с числом витков спиральной канавки. Кроме того, процесс изготовления поддается механизации и автоматизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2566206C1 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| Композитная мортира и устройство для ее формирования | 2023 |
|
RU2835044C1 |
| КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2309848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505696C1 |
| РЕМОНТ ИЛИ ТЕХНОЛОГИЧЕСКОЕ ВОССТАНОВЛЕНИЕ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВОЛОКНИСТЫМ АРМИРУЮЩИМ НАПОЛНИТЕЛЕМ ТРЕХМЕРНОГО ПЛЕТЕНИЯ | 2020 |
|
RU2798925C2 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
Изобретение относится к изделиям из композитных материалов и может быть использовано для соединения композитной оболочки с металлической концевой деталью, например с втулкой или фланцем. Соединение оболочки из композиционно-волокнистого материала с металлической деталью включает заложение армирующих волокон в канавки металлической детали. Наружная поверхность металлической детали выполнена в виде конуса, обращенного меньшим диаметром в сторону основной части оболочки. На конической поверхности металлической детали образована спиральная канавка, в которую уложен краевой жгут оболочки, состоящий из пучка окружных армирующих волокон. При этом продольные или перекрестные армирующие волокна оболочки огибают краевой жгут. Изобретение позволяет повысить прочность соединения при обеспечении повышения технологичности деталей и узлов, составляющих конструкцию соединения. 1 з.п. ф-лы, 2 ил.
1. Соединение оболочки из композиционно-волокнистого материала с металлической деталью, включающее заложение армирующих волокон в канавки металлической детали, отличающееся тем, что наружная поверхность металлической детали выполнена в виде конуса, обращенного меньшим диаметром в сторону основной части оболочки, на конической поверхности металлической детали образована спиральная канавка, в которую уложен краевой жгут оболочки, состоящий из пучка окружных армирующих волокон, при этом продольные или перекрестные армирующие волокна оболочки огибают краевой жгут.
2. Соединение по п. 1, отличающееся тем, что в продольном сечении канавки имеется расширение по мере ее углубления.
| RU 96113649 A, 10.09.1998;RU 2375174 C1, 10.12.2009;RU 2410594 C1, 27.01.2011;RU 2439418 C1, 10.01.2012;US 5322580 A, 21.06.1994;RU 2166145 C1, 27.04.2001;US 5062914 A, 05.11.1991 |

