Изобретение относится к области обогащения полезных ископаемых, в частности к способам автоматического управления процессом флотации, и может быть использовано для оптимизации процессов обогащения руд черных и цветных металлов.
Известен способ контроля и управления процессом флотации, включающий измерение концентраций ионов в жидкой фазе пульпы, измерение содержаний ценного компонента в исходном питании и продуктах флотации, расчет извлечений ценного компонента балансовым методом, измерение плотности и расхода пульпы в исходном питании и продуктах обогащения, а также измерение температуры и давления пульпы. На основании произведенных расчетов и измерений управляют подачей реагентов, обеспечивающих, по мнению авторов, достижение оптимальных значений параметров флотации (RU, патент №2212278, кл. 03 В 13/00, B03D 1/00, 2002 г.).
Недостатком способа является невысокая эффективность управления процессом из-за отсутствия контроля минералогического состава перерабатываемой руды.
Наиболее близким по технической сущности и достигаемому результату является способ автоматического контроля и управления процессом флотации, включающий разбиение процесса флотации на контуры управления, измерение параметров вещественного состава руды, измерение входных воздействий и внутренних параметров процесса флотации, оценку сортности руды, формирование на основе полученных данных архива информации, характеризующей эффективность производственного процесса для различных сортов руды, идентификацию текущего массива данных с имеющимися архивными данными для сортов руды, аналогичных текущему и обеспечивающих достижение заданных критериев эффективности, и формирование на основе этой процедуры заданий локальным системам регулирования (Морозов В.В. и др. «Разработка и применение автоматизированных систем управления процессами обогащения полезных ископаемых», М., Из-во «Руда и металлы», 2013 г., с. 492-498).
Недостатком способа является низкая эффективность управления, обусловленная следующими причинами.
1. Флотация является сложным технологическим процессом, особенно при обогащении комплексных руд, и состоит из несколько промежуточных операций. Длительность цикла флотации от момента поступления продукта питания до получения готового концентрата может достигать нескольких часов. Недостижение же заданных показателей эффективности может произойти не только из-за смены сорта руды, но и вследствие аварии или из-за нарушений технологического режима, допущенных эксплуатационным персоналом в какой-либо из начальных стадий флотации. В связи с этим корректировка режима флотации по конечным результатам приводит к задержке и несвоевременному изменению управляющих воздействий, что может привести к ухудшению качества готовой продукции, дополнительными потерями полезных компонентов в хвостах и длительному восстановлению технологического режима.
2. Формирование архива информации осуществляется путем последовательного во времени запоминания набора значений входных воздействий и технологических параметров, характеризующих текущее состояние контролируемого процесса. В результате непродолжительного времени формируется массив данных, состоящий из огромного множества комбинаций значений контролируемых параметров, Так, например, массив данных для 10 параметров, значения которых измеряются с дискретностью 1 час в течение одной смены длительностью 8 часов, теоретически может содержать более 108 комбинаций. Следовательно, архивирование данных в течение нескольких месяцев приведет к формированию массива с астрономическим числом комбинаций переменных. Оперативное решения задачи идентификации текущего массива данных некоторой выборке из сформированного по предложенному принципу архива потребует либо сокращения количества контролируемых переменных, либо сокращения периода наблюдения. Очевидно, что и то и другое приведет к снижению качества управления.
3. Формирование архива данных в течение ограниченного периода наблюдений также снижает качество управления. Отрицательное влияние этого фактора проявляется в том, что поиск оптимальных значений управляющих воздействий осуществляется на основе анализа данных, накопленных за период времени, не охватывающий в полном объеме медленнотекущие процессы изменения технологических параметров, например, такие как изменение минералогического состава руды по мере продвижения выработок от ядра к периферии рудного тела.
4. При формировании архива данных не принимаются во внимание факторы, связанные с ухудшением эффективности работы механических элементов технологического оборудования вследствие его износа или старения, а также не учитываются циркуляционные нагрузки, оказывающие существенное влияние на конечные показатели.
Технический результат, на достижение которого направлено настоящее техническое решение, заключается в повышении эффективности автоматического контроля и управления процессом флотации за счет повышения точности и надежности вычисления оптимальных значений управляющих воздействий.
Указанный технический результат достигается тем, что в способе автоматического контроля и управления процессом флотации, включающем разбиение процесса флотации на контуры управления, измерение параметров вещественного состава руды, измерение входных воздействий и внутренних параметров процесса флотации, оценку сортности руды, формирование на основе полученных данных архива информации, характеризующей эффективность производственного процесса для различных сортов руды, идентификацию текущего массива данных с имеющимися архивными данными для сортов руды, аналогичных текущему и обеспечивающих достижение заданных критериев эффективности, и формирование на основе этой процедуры заданий локальным системам регулирования, согласно изобретению для каждого контура управления в моменты достижения критериев эффективности в целом для передела флотации для выделенного сорта руды фиксируют локальные критерии эффективности, формируют отдельно архивы данных для каждого контура, после завершения процесса формирования архивов данных оценивают сорт руды, поступающий на переработку, устанавливают факт достижения заданных критериев эффективности в целом для передела флотации, в случае достижения положительных результатов задания локальным системам регулирования оставляют без изменений, а при отрицательном результате оценивают эффективность работы локальных контуров управления и в случае обнаруженных неэффективно работающих контуров идентифицируют относящиеся к ним массивы данных с имеющимися в архивах для сортов руды, аналогичных текущему, и формируют на основе этой процедуры задания входящим в их состав системам регулирования.
Кроме того, указанный технический результат достигается тем, что архивы информации формируют из скалярных величин, получаемых в результате цифрового кодирования параметров векторов, характеризующих наблюдаемые ситуации, а запись данных в архивы производят таким образом, что после накопления информации за установленный промежуток времени осуществляют обновление архивов путем записи на место информации, соответствующей первым по времени циклам измерений, результатов последних измерений, описывающих ситуации, сложившиеся на моменты достижения заданных значений критериев эффективности, а в качестве внутренних параметров дополнительно используют информацию, характеризующую механический износ технологического оборудования и величину циркуляционных потоков локальных контуров флотации.
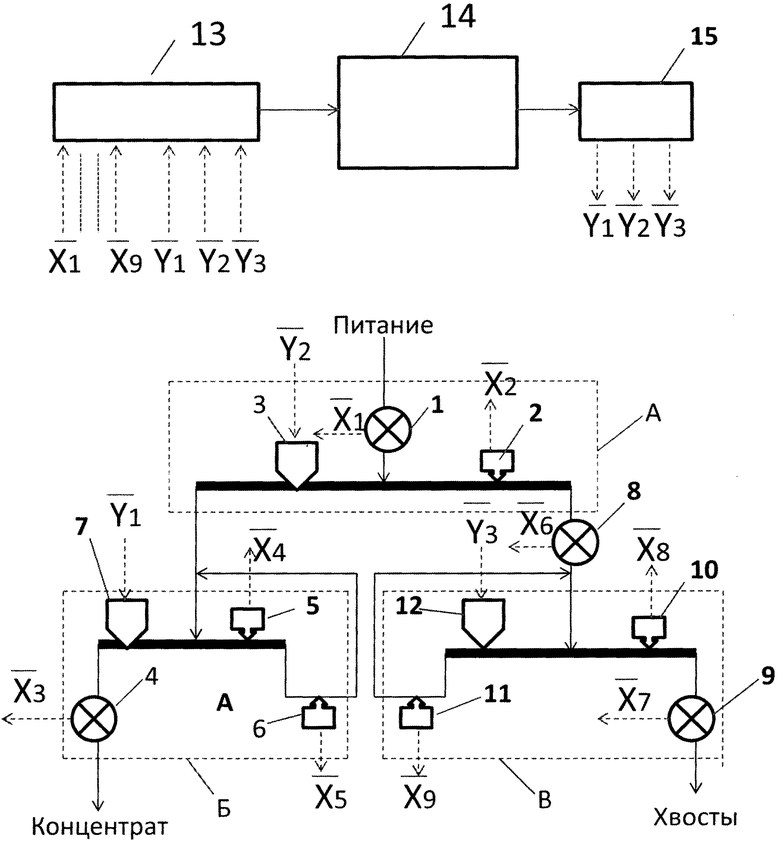
На чертеже изображена схема системы для осуществления способа автоматического управления процессом флотации.
Для иллюстрации работы системы в качестве объекта управления для примера выбрана классическая схема процесса флотации, состоящая из 3-х операций (контуров управления) - основной флотации (контур «А»), перечистной флотации (контур «Б») и контрольной флотации (контур «В»).
Система включает датчики 1 вещественного состава 












Работа системы происходит в следующей последовательности.
На начальном этапе (режим «обучения») производят циклический опрос автоматических датчиков 1, 4, 8, 9 вещественного состава продуктов обогащения, датчиков 2, 5, 10 внутренних параметров и 6, 11 циркуляционных нагрузок контуров управления, заданий 


Дополнительно в состав внутренних параметров, характеризующих протекание процесса, включают информацию, характеризующую изменение эффективности работы механических элементов технологического оборудования вследствие его износа или старения и величины циркуляционных потоков.
Механический износ элементов технологического оборудования существенным образом влияет на изменение его технических характеристик. Информация о величине износа позволяет повысить эффективность работы оборудования за счет своевременного ремонта или полной замены износившихся деталей механизмов.
Учет износа может быть осуществлен с использованием функции, полученной в результате статистического анализа зависимости, связывающей, например, изменение геометрических параметров лопаток импеллера со временем работы аэрационного узла флотомашины. Источником информации о времени работы могут служить контакты пусковой аппаратуры.
Другим важным параметром, влияющим на выбор оптимального режима управления, являются циркуляционные потоки, представляющие собой промежуточные продукты, возвращаемые в голову операции. Изменение соотношения оригинального питания операции флотации и величин циркулирующих потоков существенным образом влияют на эффективность технологического процесса.
Оценка величины циркуляционного потока может быть осуществлена, например, путем построения некоторой статистической функции F, описывающей зависимость величины циркуляции Q от отклонения уровня пульпы ΔL от переливного порога и площади открытия выпускного отверстия, определяемой по величине хода ΔН штока привода затвора:
Далее в конверторе 13 осуществляют цифровое кодирование информации.
Необходимость кодирования, как упоминалась выше, связана с тем обстоятельством, что формирование архивов, содержащих огромное количество необработанной информации, приводит к повышенным энергозатратам и нерациональному использованию ресурсов вычислительной техники, усложняет и удлиняет во времени вычислительный процесс, что, в конечном итоге, приводит к снижению эффективности поиска оптимальных решений.
Предлагаемая система кодирования информации заключается в следующем.
Пусть i-я ситуация на объекте описывается вектором

где Xmi - контролируемые параметры процесса,
i=1, 2, 3… - порядковый номер ситуации,
m=1, 2, 3…n - порядковый номер контролируемого параметра.
Если разбить полный диапазон изменения каждого параметра на заданное число интервалов дискретности и пронумеровать полученные поддиапазоны каждого параметра в направлении от нижней границы к верхней, то конкретное значение любого параметра может быть представлено номером поддиапазона, в который он попадает.
В таком случае равенство (2) может быть представлено в виде

где jmi - номер поддиапазона, в который попадает значение параметра Xm. Если принять для удобства вычислений количество интервалов, или поддиапазонов, равное 10, то вектор ситуации можно представить в виде числа, получаемого из выражения

Пример.
Пусть расход твердого 

Для произвольных значений V=155 м3/час и Y=1550 кг/м3 получаем

Допустим, что объемный расход пульпы изменяется в диапазоне от 100 м3/час (нижняя граница) до 200 м3/час (верхняя граница), а плотность пульпы - в диапазоне от 1100 кг/м3 (нижняя граница) до 1800 кг/м3 (верхняя граница).
Разделив диапазон изменения каждого параметра на 10, получаем дискретность измерения объемного расхода 10 м3/час, а плотности - 70 кг/м3.
Для выбранных условий величина V=155 м3/час попадает в 6-й поддиапазон от нижней границы (j1=6), a Y=1550 кг/м3 - в 7-й поддиапазон (j2=7).
В результате кодирования по формуле (4) выбранной ситуации получаем

Таким образом, имеем соответствие

Приведенный пример наглядно иллюстрирует преимущество предлагаемого принципа кодирования благодаря существенному уменьшению размерности архива за счет «сжатия» информации.
После завершения процедуры кодирования информация с выхода конвертора 13 поступает на вход контроллера 14. На этапе «обучения» контроллер 14 реализует следующие функции:
- определяет сорта перерабатываемых руд по соотношению компонентов вещественного состава исходного питания 
- вычисляет эффективность процесса флотации;
- вычисляет и фиксирует достигнутые значения локальных критериев эффективности;
- формируются архивы информации в соответствии со структурой, описание которой приведено ниже.
В том случае, если эффективность процесса не соответствует выбранному критерию, поступающую информацию стирают и цикл опроса датчиков повторяют.
В случае же достижения при очередном цикле опроса заданного критерия осуществляют формирование архивов информации отдельно для каждого контура управления. Структуры архивов включают для каждого успешного цикла наблюдений (i-й ситуации) несколько независимых массивов, содержащих информацию о сорте перерабатываемой руды, внутренних параметрах Xi, величине управляющих воздействий Yi, величине локальных критериев эффективности.
Объемы архивов на этапе обучения ограничивают некоторым предельным числом "N" наблюдаемых ситуаций. Число "N" для каждого объекта задается индивидуально с учетом скорости дрейфа вещественного состава перерабатываемых руд.
По завершению этапа формирования архива после каждого последующего цикла опроса совершают частичное обнуление содержащейся в нем информации путем записи вновь поступившего пакета информации и стирания эквивалентного массива устаревшей информации. Такой принцип архивации позволяет осуществлять «скользящее» во времени обновление массива данных по мере поступления новой информации и таким образом отслеживать влияние на эффективность хода процесса флотации медленно развивающихся факторов, длительность изменения которых превышает период, соответствующий отрезку времени формирования архива.
Далее систему переводят в режим «Работа».
Аналогично этапу «обучение» работу системы в данном режиме начинают со сбора информации, ее конвертации и ввода в котроллер 14, реализующий следующие функции:
- определение сорта перерабатываемых руд по соотношению компонентов вещественного состава исходного питания 
- вычисление эффективности процесса флотации; в зависимости от результатов вычислений возможны 2 исхода:
а) в случае достижения положительных результатов задания локальным системам регулирования оставляет без изменений;
б) при отрицательном результате оценивают эффективность работы локальных контуров управления и в случае обнаруженных неэффективно работающих контуров идентифицирует для них текущую информацию с архивными данными для сортов руды, аналогичных текущему и обеспечивающих достижение локальных критериев эффективности, и формирует на основе этой процедуры числовые значения Yi оптимальных управляющих воздействий.
С выхода контролера 14 числовые значения Yi подают на вход обратного конвертора 15, в котором осуществляют обратное преобразование числовых значений Yi оптимальных управляющих воздействий в физические сигналы заданий 


Как следует из алгоритма работы системы, дополнительным преимуществом заявляемого способа является сокращение времени перестройки технологического процесса флотации в случае его отклонения от установленного регламента. Достигается это тем, что при отрицательных результатах работы вместо полной корректировки режима работы передела флотации устраняют нарушения только в отдельных локальных контурах управления, время переходных процессов в каждом из которых существенно ниже, чем в переделе в целом.
Таким образом, разбиение процесса флотации на отдельные контуры и опреративное управление эффективностью их работа в зависимости от эффективности протекания процесса флотации в целом, формирование архива информации на базе скалярных величин, получаемых в результате цифрового кодирования параметров векторов, характеризующих наблюдаемые ситуации, непрерывное обновление архива путем записи на место устаревшей информации новых массивов данных, а также учет изменения эффективности работы механических элементов технологического оборудования вследствие их износа или старения и контроль внутренних параметров циркулирующих нагрузок позволяют повысить точность и надежности вычисления оптимальных значении управляющих воздействии и, как следствие, существенно повысить эффективность автоматического контроля и управления процессом флотации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ КОМПЛЕКСНОГО ОБОГАЩЕНИЯ ЗОЛОТОСОДЕРЖАЩИХ РУД | 2017 |
|
RU2680624C1 |
| Способ автоматического контроля технологических сортов руды в потоке | 2021 |
|
RU2758305C1 |
| Способ автоматического контроля технологических сортов дроблёной руды в потоке | 2019 |
|
RU2720142C1 |
| Способ управления измельчительным агрегатом | 1990 |
|
SU1727910A1 |
| СПОСОБ ТИПИЗАЦИИ РУДНОГО СЫРЬЯ ПРИ ПОДГОТОВКЕ К ОБОГАЩЕНИЮ | 2014 |
|
RU2565308C2 |
| Способ автоматического управления работой измельчительного агрегата замкнутого цикла и система для его осуществления | 1986 |
|
SU1411030A1 |
| Способ идентификации классов руды | 1989 |
|
SU1734858A1 |
| Устройство для автоматического регулирования расхода сернистого натрия | 1980 |
|
SU900860A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗМЕЛЬЧЕНИЯ РУДЫ В БАРАБАННОЙ МЕЛЬНИЦЕ | 2015 |
|
RU2621937C2 |
| Способ управления процессом флотации | 1981 |
|
SU967578A1 |
Изобретение относится к области обогащения полезных ископаемых, в частности к способам автоматического управления процессом флотации, и может быть использовано для оптимизации процессов обогащения руд черных и цветных металлов. Способ автоматического контроля и управления процессом флотации включает разбиение процесса флотации на контуры управления, измерение параметров вещественного состава руды, измерение входных воздействий и внутренних параметров процесса флотации, оценку сортности руды, формирование на основе полученных данных архива информации, характеризующей эффективность производственного процесса для различных сортов руды, идентификацию текущего массива данных с имеющимися архивными данными для сортов руды, аналогичных текущему и обеспечивающих достижение заданных критериев эффективности, и формирование на основе этой процедуры заданий локальным системам регулирования. Для каждого контура управления в моменты достижения критериев эффективности в целом для передела флотации для выделенного сорта руды фиксируют локальные критерии эффективности, формируют отдельно архивы данных для каждого контура. После завершения процесса формирования архивов данных оценивают сорт руды, поступающий на переработку, устанавливают факт достижения заданных критериев эффективности в целом для передела флотации, в случае достижения положительных результатов задания локальным системам регулирования оставляют без изменений, а при отрицательном результате оценивают эффективность работы локальных контуров управления. В случае обнаруженных неэффективно работающих контуров идентифицируют относящиеся к ним массивы данных с имеющимися в архивах для сортов руды, аналогичных текущему, и формируют на основе этой процедуры задания входящим в их состав системам регулирования. Архивы информации формируют из скалярных величин, получаемых в результате цифрового кодирования параметров векторов, характеризующих наблюдаемые ситуации. Запись данных в архивы производят таким образом, что после накопления информации за установленный промежуток времени осуществляют обновление архивов путем записи на место информации, соответствующей первым по времени циклам измерений, результатов последних измерений, описывающих ситуации, сложившиеся на моменты достижения заданных значений критериев эффективности. Дополнительно используют в качестве внутренних параметров информацию, характеризующую механический износ технологического оборудования и величину циркуляционных потоков локальных контуров флотации. Технический результат - повышение эффективности автоматического контроля и управления процессом флотации за счет повышения точности и надежности вычисления оптимальных значений управляющих воздействий. 2 з.п. ф-лы, 1 ил.
1. Способ автоматического контроля и управления процессом флотации, включающий разбиение процесса флотации на контуры управления, измерение параметров вещественного состава руды, измерение входных воздействий и внутренних параметров процесса флотации, оценку сортности руды, формирование на основе полученных данных архива информации, характеризующей эффективность производственного процесса для различных сортов руды, идентификацию текущего массива данных с имеющимися архивными данными для сортов руды, аналогичных текущему и обеспечивающих достижение заданных критериев эффективности, и формирование на основе этой процедуры заданий локальным системам регулирования, отличающийся тем, что для каждого контура управления в моменты достижения критериев эффективности в целом для передела флотации для выделенного сорта руды фиксируют локальные критерии эффективности, формируют отдельно архивы данных для каждого контура, после завершения процесса формирования архивов данных оценивают сорт руды, поступающий на переработку, устанавливают факт достижения заданных критериев эффективности в целом для передела флотации, в случае достижения положительных результатов задания локальным системам регулирования оставляют без изменений, а при отрицательном результате оценивают эффективность работы локальных контуров управления и в случае обнаруженных неэффективно работающих контуров идентифицируют относящиеся к ним массивы данных с имеющимися в архивах для сортов руды, аналогичных текущему, и формируют на основе этой процедуры задания входящим в их состав системам регулирования.
2. Способ автоматического контроля и управления процессом флотации по п. 1, отличающийся тем, что архивы информации формируют из скалярных величин, получаемых в результате цифрового кодирования параметров векторов, характеризующих наблюдаемые ситуации, а запись данных в архивы производят таким образом, что после накопления информации за установленный промежуток времени осуществляют обновление архивов путем записи на место информации, соответствующей первым по времени циклам измерений, результатов последних измерений, описывающих ситуации, сложившиеся на моменты достижения заданных значений критериев эффективности.
3. Способ автоматического контроля и управления процессом флотации по п. 1, отличающийся тем, что дополнительно используют в качестве внутренних параметров информацию, характеризующую механический износ технологического оборудования и величину циркуляционных потоков локальных контуров флотации.
| МОРОЗОВ В.В | |||
| и др., "Разработка и применение автоматизированных систем управления процессами обогащения полезных ископаемых", Москва, "Руды и металлы", 2013, с | |||
| Катодный усилитель | 1923 |
|
SU492A1 |

