Настоящее изобретение касается катодного дна, способа его производства, а также его применения в электролитической ячейке для производства алюминия.
Как правило, алюминий производят посредством электролиза расплавленных сред в так называемой электролитической ячейке. Электролитическая ячейка, в общем случае, представляет собой ванну из жести или стали, днище которой теплоизолировано. В этой ванне образуется до 24 катодных блоков из углерода или графита, связанных с отрицательным полюсом источника тока, и днище следующей ванны, стенки которой состоят из стеновых блоков углерода, графита и карбида кремния. Между двумя катодными блоками образуется зазор. Система из катодного блока и при необходимости заполненного зазора и называется, в общем, катодным дном. Зазоры между катодными блоками обычно заполняются набивной массой из углерода и/или графита со смолой. Настоящее выступает в качестве изоляции от расплавленных элементов и компенсации механического напряжения при введении в эксплуатацию. Катодные блоки и набивная масса используются в качестве катодного дна, а в качестве анодов используют короткие углеродные блоки, висящие на опорном каркасе, соединенном с положительным полюсом источника тока.
Внутри такой электролитической ячейки расплавленная смесь оксида алюминия (Аl2О3) и криолита (Na3AlF6), предпочтительно 15-20% оксид алюминия и 85-80% криолит, подвергается электролизу в расплаве при температуре 960°С. При этом растворенный оксид алюминия реагирует с углеродом анодного блока, в результате чего образуются жидкий алюминий и газообразный оксид углерода. Расплавленная смесь покрывает боковые стенки электролитической ячейки защитной коркой, а алюминий, в свою очередь, за счет большей плотности по сравнению с плотностью расплава накапливается на дне электролитической ячейки под расплавом, что защищает его от повторного окисления кислородом воздуха. Полученный таким образом алюминий извлекается из электролитической ячейки и подвергается дальнейшей переработке.
При электролизе расходуется анодная масса, в то время как катодное дно во время электролиза остается химически инертным. Анод представляет собой сменную часть, которая заменяется на протяжении периода эксплуатации, в то время как катодное дно рассчитано на длительный период использования. Несмотря на это, современные виды катодного дна тоже изнашиваются. Благодаря движущемуся на поверхности катодной дуги слою алюминия происходит механическое истирание поверхности катода. Далее за счет образования карбида алюминия и отложения натрия происходит электро-(химическая) коррозия катодного дна. Сцепление частиц на поверхности катода приводит к ослаблению его структуры. Как правило, в установке для промышленного производства алюминия используется от 100 до 300 последовательно включенных электролитических ячеек, такая установка должна служить в среднем от 4 до 10 лет, остановка или замена катодного блока в электролитической ячейке в подобной установке оборачивается серьезными убытками и дорогостоящим ремонтом, что плохо отражается на рентабельности подобной установки.
Минусом описанной ранее электролитической ячейки с набивной массой из углерода и/или графита со смолой является то, что по техническим причинам, таким как, например, механическая стабильность или процедура набивки, тонкие слои крупнокристаллической набивочной массы не реализовываются, то есть остаются зазоры, которые, с одной стороны, уменьшают поверхность катода, на которой могут находиться алюминий и частицы, повышающие износ катодного дна.
Чаще всего используют набивные массы из антрацита, менее тепло- и электропроводные, чем катодные блоки, в особенности из графита. Таким образом, теряется эффективная площадь катода и общее активное сопротивление, что приводит к повышенному потреблению энергии и, как следствие, снижает рентабельность процесса. Кроме того, за счет специфического высокого объемного расхода увеличивается износ катодного дна.
Альтернативным решением является способ, при котором блоки приклеиваются в одно монолитное днище катода, однако настоящее тяжело осуществимо из-за необходимых термомеханических напряжений.
Задача заявляемого изобретения заключается в обеспечении увеличения площади катода и создания днища катода с большей площадью катода. Кроме того, задачей изобретения является также обеспечение простого способа изготовления катодного дна с увеличенной площадью катода.
Эта задача решается за счет изготовления катодного дна в соответствии с пунктом формулы изобретения №1, способом, описанным в пункте формулы изобретения №8.
В соответствии с заявляемым изобретением катодное дно включает в себя материал, который может быть расположен, по крайней мере, на одном катодном блоке, при этом оно характеризуется тем, что материал включает предварительно сжатую пластину из экспандированного графита. Далее предварительно сжатая пластина из экспандированного графита будет обозначаться как предварительно сжатая графитовая пластина. При рассмотрении настоящего изобретения оба этих понятия являются взаимозаменяемыми и обозначают предварительно сжатую пластину из экспандированного графита, которая впоследствии может содержать различные дополнения. Средством увеличения площади катода служит материал - предварительно сжатая графитовая пластина. Материал может быть не жестко соединен с катодным блоком. Применяемая в соответствии с настоящим изобретением предварительно сжатая графитовая пластина может также быть использована в электролитических ячейках в тех случаях, где изначально применялась набивная масса, то есть преимущественно в зазорах, которые образовались между катодными блоками, равно как и в зазорах между боковыми стенками электролитической ячейки и катодными блоками. Предварительно сжатая графитовая пластина применяется, в частности, в качестве уплотнителя между катодными блоками и катодным дном.
Катодное дно с предварительно сжатой графитовой пластиной обладает большей эффективной площадью катода за счет последовательного соединения большого числа катодных блоков, чьи размеры ограничены за счет технических соображений и соображений рентабельности производства при помощи соединения с замкнутой силовой цепью.
Дополнительным преимуществом является также его безвредность, связанная с предварительной сжатой графитовой пластиной, в сравнении ее с обычно используемой углеводородной массой, в состав которой входит смоляной пек, при этом масса углерода содержит также полицикличные ароматические углеводороды, негативно отражающиеся на здоровье человека. Кроме того, в сравнении с обычной углеводородной массой со смоляным пеком предварительно сжатая графитовая пластина обладает большей тепло- и электропроводимостью, что в свою очередь и увеличивает площадь катода.
Экспандированный графит обладает следующими преимуществами: он безопасен для здоровья, не наносит вреда окружающей среде, мягкий, поддается сжатию, легкий, не теряет первоначальных свойств с течением времени, обладает химической и термической стойкостью, герметичный для жидкости и газа, не горит и прост в обработке. Кроме того, он не образует сплавов с алюминием. Как материал он подходит для днища катода для электролитической ячейки для производства алюминия.
Экспандированный графит получают из графита или, например, природного графита путем химической или термической обработки. В процессе производства графит может претерпевать объемные изменения от 200 до 400 раз, сохраняя при этом термические и электрические свойства.
Например, графит обрабатывают серной кислотой, для того чтобы образовалось соединение графита, которое может сохраняться (графитовая соль). Затем производят термическое разложение при температуре ок. 1000°С, при этом экспандированный графит очищается от включенных в него агентов. Полученный таким способом экспандированный графит может быть далее обработан компаундированием, прессованием, импрегнацией, расслаиванием или каландрированием. Например, экспандированный графит может быть в дальнейшем сжат до графитовой фольги или пластины. В заявляемом изобретении предпочтение отдается предварительно сжатой пластине из экспандированного графита, производство которой было описано ранее. Предварительно сжатая графитовая пластина может быть также импрегнирована смолой. Экспандированные графиты могут быть использованы, например, фирмы «Firma SGL Carbon SE».
Настоящее изобретение предполагает, что предварительно сжатая пластина основана на экспандированном графите, который был предварительно сжат, однако возможно и его дальнейшее сжатие. Это означает, что под предварительно сжатой графитовой пластиной подразумевают экспандированный графит в форме пластины, который частично сжат и который имеет возможность дополнительного сжатия.
Предпочтительна предварительно сжатая графитовая пластина, выполненная, по крайней мере, в виде одной пластины. В контексте настоящего изобретения предварительно сжатая пластина, в которую входит больше чем одна пластина, представляет собой несколько пластин, сгруппированных друг на друге, Сгруппированные друг на друге пластины могут быть склеены при помощи клеящего средства, например фенольной смолы.
Предпочтительно, чтобы материал, пригодный для изготовления катодного блока, состоял из предварительно сжатой графитовой пластины из экспандированного графита. Дополнительно могут быть введены неорганические и органические добавки, например, диборид титана или диборид циркония.
Предпочтительна форма исполнения настоящего изобретения предварительно сжатой графитовой пластины в виде фольги. Фольга тонкая, пластичная, ее легко использовать под любую форму и условия. Например, фольгу легко подобрать под размеры зазора между катодными блоками и качество поверхности катодных блоков. Кроме того, фольга имеет пластинчатую структуру. Последнее дает фольге еще одно преимущество: она является штабелируемой без образования полостей.
В предпочтительной форме исполнения настоящего изобретения катодное дно включает в себя, по крайней мере, один катодный блок, отдаленный от подобного катодного блока на определенное расстояние с образованием, по крайней мере, одного зазора. Материал, включающий предварительно сжатую пластину из экспандированного графита, заполняет зазор и не жестко соединяет катодные блоки. Применение предварительно сжатой графитовой пластины вместо привычной углеродной массы позволяет уменьшить ширину зазора между катодными блоками и тем самым увеличить полезную площадь катода. Материал используется в качестве наполнителя между двумя катодными блоками, который позволяет не только уплотнить зазор между двумя катодными блоками, но и, благодаря своему сжимаемому характеру, компенсировать удлинение катодных блоков, возникающее в процессе электролиза. Материал и катодные блоки не жестко соединены друг с другом и расположены на одном уровне. Материал и катодные блоки могут быть склеены друг с другом, например, при помощи фенольной смолы.
Предпочтительно, чтобы длина катодного блока была больше, чем его ширина, при том, что его ширина и высота практически одинаковые. Как правило, катодные блоки изготавливают до 3800 мм длиной, 700 мм шириной и 500 мм высотой. Предпочтительно, чтобы хотя бы два катодных блока были расположены таким образом, чтобы их длины были параллельны друг другу. Предварительно заданное расстояние между двумя катодными блоками составляет приблизительно от 1/10 до 1/100 от ширины катодного блока. Уменьшение расстояния между двумя катодными блоками возможно благодаря использованию материала в соответствии с настоящим изобретением. Так, например, при использовании 650 мм катодных блоков расстояние между катодными блоками при использовании стандартной набивной массы в качестве наполнителя составляет 40 мм, в то время как при использовании предварительно сжатой графитовой пластины оно может быть сокращено до 10 мм. При применении технологии АР30 эффективная площадь катодного блока шириной 650 мм с зазором шириной 40 мм, который уменьшается до 10 мм, увеличивается на 5%.
Предпочтительно, чтобы, по крайней мере, один катодный блок имел возможность для подключения к источнику тока. Например, катодный блок имеет, по крайней мере, одно углубление для токопровода, который может быть присоединен к источнику тока. Если, по крайней мере, два катодных блока изготовлены таким образом, что их длины параллельны друг другу, предпочтительно, чтобы углубление располагалось на продольном направлении катодного блока, то есть углубление должно располагаться в зазоре между двумя катодными блока. Разумеется, между катодным блоком и токопроводом катодное дно может иметь соединительный элемент, в качестве которого может использоваться, например, контактная масса или подобное.
По крайней мере, один катодный блок изготовлен электро- и теплопроводным, устойчивым к воздействию высоких температур, обладать химической стабильностью к электролитической ванне и не образовывать соединений с алюминием. Предпочтительно, чтобы катодный блок был изготовлен из графита, полуграфитного, графитированного, полуграфитированного и/или аморфного углерода. Особенно предпочтительно, чтобы в состав катодного блока входил графит или графитированный углерод, поскольку последние наилучшим образом подходят под требования относительно термо- и электропроводности и химической устойчивости для образования катодного дна в электролитической ячейке при производстве алюминия.
В заявляемом изобретении катодное дно представляет собой, по крайней мере, два катодных блока с участками, обладающими высокой проводимостью, и материал из предварительно сжатой пластины из экспандированного графита, при этом катодное дно включает участки, которые, как правило, будут иметь меньшую электропроводность, чем катодные блоки, при этом материал способен, однако, уплотнить участок зазора, образованного между катодными блоками таким образом, чтобы при проведении электролиза никакие вещества из ванны не попали на участки катодного дна. Таким образом, оба компонента, то есть катодные блоки и предварительно сжатая графитовая пластина, выполняют разные функции катодного дна. Многофункциональный тип конструкции катодного дна делает возможным его производство в промышленных масштабах. За счет соединения большого числа катодных блоков создается большая токопроводящая площадь катода, а за счет эффективного сжатия зазоров между катодными блоками предварительно сжатой графитовой пластиной удается избежать износа площади катода между двумя катодными блоками.
В другой предпочтительной форме исполнения настоящего изобретения поверхность, по крайней мере, одного катодного блока, расположенная напротив поверхности другого катодного блока структурирована. Структурированная поверхность может быть создана, например, при помощи шерохования поверхности. В качестве альтернативы, поверхность, по крайней мере, одного катодного блока, расположенная напротив поверхности другого катодного блока имеет, по крайней мере, одну выемку, которая может иметь например, зигзагообразную форму. Нанесение на поверхность катодного блока выемок или ее структурирование улучшает соединение между предварительно сжатой графитовой пластиной и зазором. Предварительно сжатая графитовая пластина устанавливается на структурированную поверхность или на поверхность с выемкой, может быть приклеена к ней и, таким образом, заполняет структурированную поверхность катодного блока или поверхность катодного блока с выемкой. При заполнении структурированной поверхности катодного блока или поверхности катодного блока с выемкой предварительно сжатой графитовой пластиной возникает не жесткое соединение последней с катодным блоком. Соединение в данном случае является соединением с замкнутой цепью с геометрическим замыканием. Количество и параметры выемок на поверхности катодного блока зависят от размеров катодного блока. Степень шерохования также зависит от размеров катодного блока.
В другом предпочтительном варианте осуществления настоящего изобретения материал располагают на двух противоположных поверхностях катодных блоков, которые граничат с поверхностью, образующей зазор, при этом материал размещают взазор с плотным прилеганием. Тот факт, что материал плотно прилегает, в контексте настоящего изобретения означает, что он соединен с катодными блоками таким образом, что катодное дно имеет типовые параметры длины, высоты и ширины. На катодном дне в электролитической ячейке между боковыми стенками электролитической ячейки и катодными блоками имеется свободное пространство. В таком случае материал располагают таким образом, чтобы заполнить зазоры между катодными блоками, а также участки между катодными блоками и боковыми стенками, между зазорами, заполненными материалом и боковыми стенками. Таким образом, катодное дно образует одно целое с дном электролитической ячейки, то есть оно доходит до боковых стенок электролитической ячейки, при этом участки с высокой термо- электропроводностью представляют собой катодные блоки, а участки со средней тепло- и электропроводностью представляют собой материал из экспандированного графита. При подобном исполнении изобретения предпочтительно, чтобы все поверхности катодного блока были структурированы и/или чтобы в них были выполнены выемки для обеспечения контакта с материалом - предварительно сжатой пластиной из экспандированного графита, таким образом, чтобы он соединялся с поверхностями не только с замкнутой цепью, но и геометрическим замыканием.
Процесс изготовления катодного дна в соответствии с настоящим изобретением включает в себя следующие этапы:
- Изготовление, по крайней мере, одного катодного блока, и
- Соединение материала, по крайней мере, с одной из поверхностей, по крайней мере, одного катодного блока, при этом материал - это, по крайней мере, одна предварительно сжатая пластина из экспандированного графита.
Посредством изготовления катодного дна, содержащего предварительно сжатую графитовую пластину из экспандированного графита, достигается возможность соединения большого количества катодных блоков и получения большей эффективной площади катода. Изготовление катодного блока происходит таким образом, что материал соединяется, по крайней мере, с одним катодным блоком, при этом в случае, если необходимо, используют клей.
В предпочтительном варианте осуществления настоящего изобретения способ в соответствии с настоящим изобретением включает в себя следующий этап:
- размещение, по крайней мере, еще одного подобного катодного блока на заранее определенном расстояние от первого, таким образом, чтобы материал заполнил зазор, который образуется при присоединении еще одного катодного блока на заранее определенном расстоянии.
При присоединении еще одного катодного блока к катодному блоку нежесткое соединение катодных блоков достигается благодаря предварительно сжатой графитовой пластине. Присоединение еще одного катодного блока осуществляется гидравлическим или механическим давлением, при необходимости возможно также использование клея. Способ осуществления настоящего изобретения позволяет уменьшить ширину зазора между катодными блоками по сравнению с обычной шириной зазора, и тем самым увеличить эффективную поверхность катода.
Заполняющая зазор предварительно сжатая графитовая пластина является сжимаемой, но в тоже время частично реверсируемой, таким образом, что она может частично компрессировать увеличение катодных блоков. Здесь уместно еще раз подчеркнуть, что в контексте настоящего изобретения под предварительно сжатой графитовой пластиной понимается частично сжатый экспандированный графит, сжатый, но с возможностью дальнейшего сжатия. После присоединения следующего катодного блока предварительно сжатая графитовая пластина остается в зазоре, представляя собой мало эластичный материал, тем самым она препятствует образованию полостей на зазоре. Этап присоединения, по крайней мере, еще одного катодного блока может следовать за или предшествовать этапу, на котором материал соединяется, по крайней мере, с одним катодным блоком.
В предпочтительном варианте осуществления настоящего изобретения данная стадия процесса включает в себя присоединение материала, по крайней мере, к одной из поверхностей, по крайней мере, одного катодного блока, закрепление на поверхности, по крайней мере, одного катодного блока при помощи клея. В качестве клея может быть использована, например, фенольная смола.
Катодные блоки до или после их приведения в состояние готовности могут быть оснащены средствами для их подключения к источнику тока. Например, катодный блок до или после его приведения в состояние готовности может быть оснащен, по крайней мере, одним углублением, в котором размещен, по крайней мере, один токопровод, который может быть соединен с источником тока. В дальнейшем, обработанный таким образом катодный блок до или после его приведения в состояние готовности может быть снабжен и другими средствами, например между катодным блоком и токопроводом может находиться контактная масса.
В предпочтительном варианте осуществления настоящего изобретения предварительно сжатая пластина из экспандированного графита, которая используется в способе по заявляемому изобретению, выполнена в виде фольги. Применение фольги имеет следующее преимущество: фольга легко принимает форму зазора или поверхности катодного блока.
В предпочтительном варианте осуществления настоящего изобретения способ в соответствии с настоящим изобретением включает в себя следующий этап:
- подгонка фольги под параметры, по крайней мере, одного катодного блока.
Благодаря подгонке фольги под параметры катодного блока, расположение фольги становится оптимальным, при этом удается избежать появления выступов, бугорков и других неровностей, на участках соприкосновения с катодным блоком, неравномерно заполненных зазоров между катодными блоками, что позволяет избежать появления полостей внутри катодного дна. Подгонка фольги может осуществляться, например, при вырезании фольги в соответствии с параметрами катодного блока.
В другой предпочтительной форме осуществления способа по настоящему изобретению включается до или после приведения в готовность, по крайней мере, одного катодного блока следующий этап:
- структурирование, по крайней мере, одной поверхности, по крайней мере, одного катодного блока. Структурирование может быть произведено путем шерохования поверхности, либо путем нанесения выемок на поверхность. Предпочтительно, чтобы хотя бы одна из поверхностей катодного блока, противоположная поверхности, по крайней мере, еще одного катодного блока, была структурирована. Выемка может быть нанесена режущим инструментом, а шерохование, в свою очередь, проведено при помощи абразивного инструмента.
Катодное дно в соответствии с настоящим изобретением используется в электролитической ячейке для производства алюминия. В предпочтительном варианте осуществления настоящего изобретения электролитическая ячейка представляет собой ванну, как правило, из жести или стали круглой или четырехугольной формы. Боковые стенки ванны могут быть облицованы углеродом, карбидом или карбидом кремния.
Предпочтительно, чтобы, по крайней мере, днище ванны было теплоизолировано. На днище ванны или на теплоизоляции располагают катодное дно. По крайней мере, два катодных блока, предпочтительно, чтобы их было от 10 до 24, параллельно соединяют друг с другом их продольными плоскостями на определенном расстоянии, таким образом, что между ними есть зазор, который заполняют, по крайней мере, одной предварительно сжатой пластиной из экспандированного графита. Свободное пространство между боковыми стенками и заполненным зазором, а также между боковьми стенками и катодными блоками заполняют по выбору либо материалом из предварительно сжатой пластины из экспандированного графита, либо набивной массой из антрацита. Катодные блоки соединены с отрицательным полюсом источника тока. По крайней мере, один анод, например, это может быть электрод Содерберга, висящий на соединенном с положительным полюсом источника тока опорном каркасе, расположен внутрь ванны, не касаясь катодного дна или боковых стенок ванны. Предпочтительно, чтобы расстояние между анодом и стенками было больше, чем расстояние между анодом и катодным дном или образующимся слоем алюминия.
Для производства алюминия оксид алюминия растворяют в расплавленном криолите, при температуре 960°С протекает жидкий электролиз в расплаве, причем боковые стенки ванны покрываются твердой коркой расплавленной смеси, в то время как алюминий, который тяжелее расплава, собирается под расплавом.
Дальнейшие признаки и преимущества заявляемого изобретения будут освещены со ссылкой на изображения, в то же время не ограничиваясь последними. Изображено:
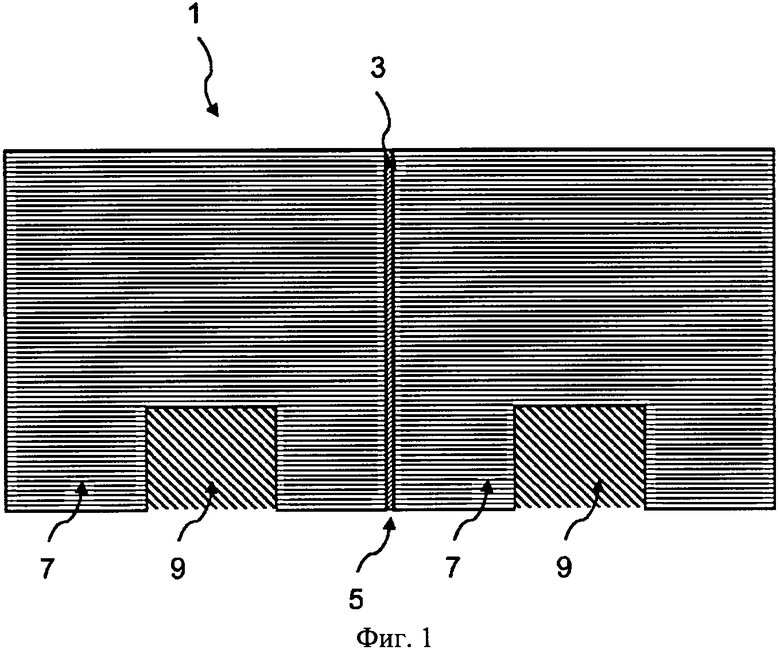
Фиг.1 - схематическое изображение поперечного сечения катодного дна в соответствии с настоящим изобретением;
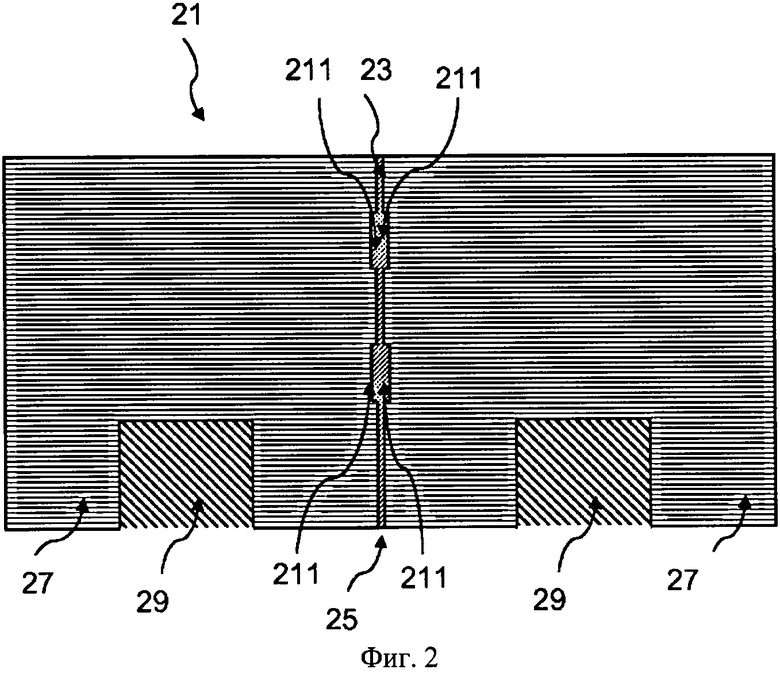
Фиг.2 - схематическое изображение поперечного сечения другого катодного дна в соответствии с настоящим изобретением;
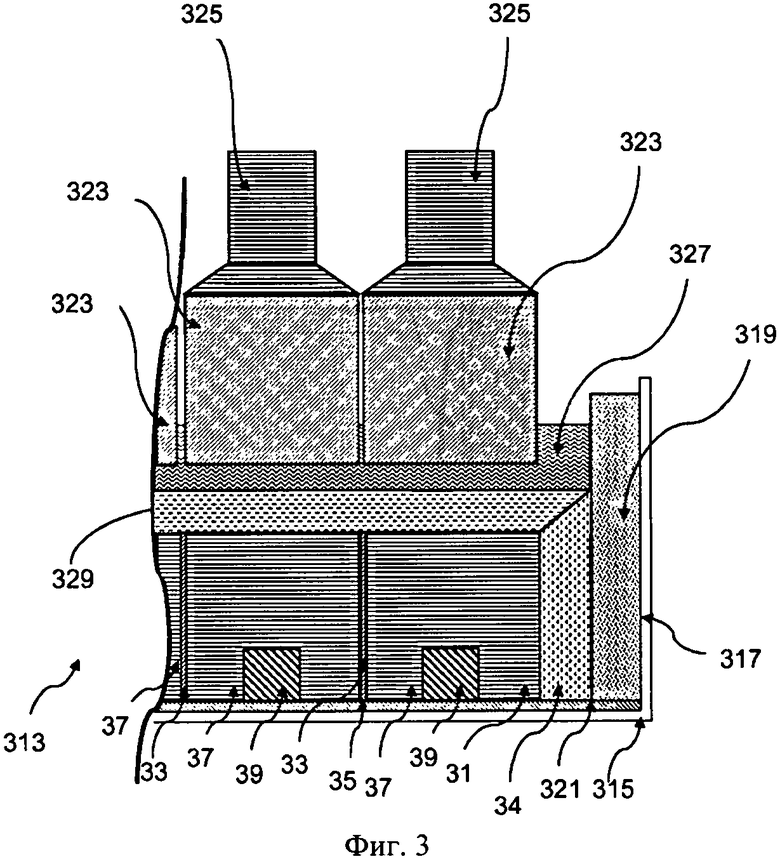
Фиг.3 - схематическое изображение поперечного сечения участка электролитической ячейки для производства алюминия с катодным дном в соответствии с настоящим изобретением;
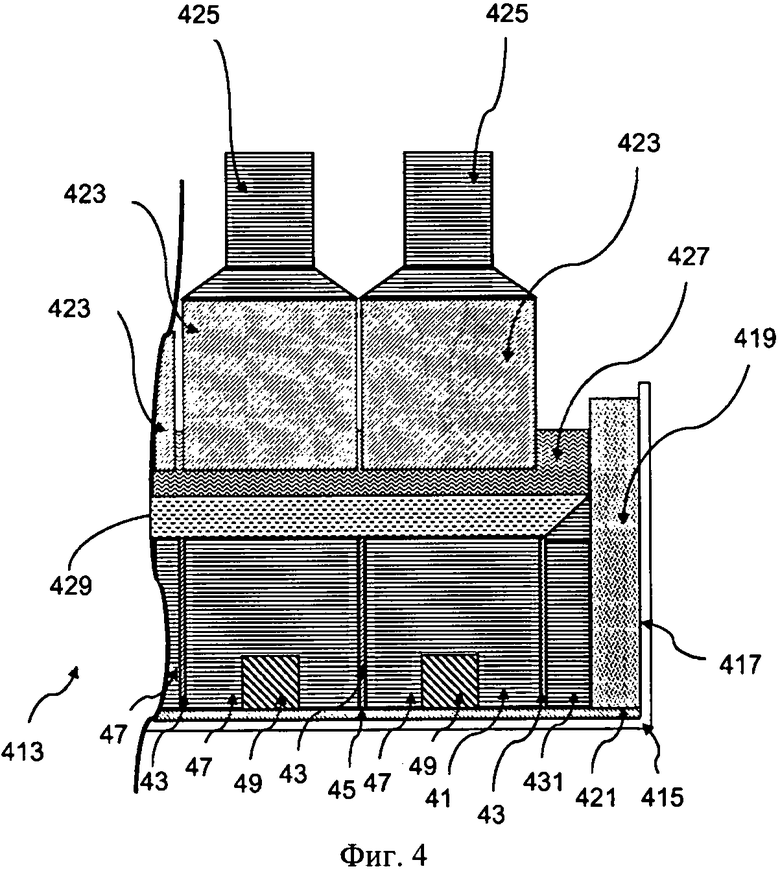
Фиг.4 - схематическое изображение поперечного сечения участка другой электролитической ячейки для производства алюминия с катодным дном в соответствии с настоящим изобретением;
Фиг.5а-5с - схематическое изображение этапов процесса производства катодного дна в соответствии с настоящим изобретением; и
Фиг.6а-6с - схематическое изображение этапов другого процесса производства катодного дна в соответствии с настоящим изобретением.
На фигуре 1 представлено схематическое изображение поперечного сечения катодного дна 1 в соответствии с заявляемым изобретением. Катодное дно 1 включает в себя материал 3 в виде предварительно сжатой графитовой пластины, заполняющей зазор 5, образующийся между катодными блоками 7. Катодные блоки 7 обладают достаточной для проведения электролиза в расплаве тепло- и электропроводящей способностью и изготовлены, например, из углерода. Каждый из катодных блоков 7 имеет отверстие 9 для токопровода (не показано), который позволяет обеспечить подключение к источнику тока. Материал 3 и катодные блоки 7 соединены на одном уровне.
На фигуре 2 представлено схематическое изображение поперечного сечения другого катодного дна 21 в соответствии с настоящим изобретением. Катодное дно включает в себя материал 23 в виде предварительно сжатой графитовой пластины, заполняющей зазор 25, образующийся между катодными блоками 27. Материал 23 и катодные блоки 27 плотно прилегают друг к другу. Катодные блоки 27 обладают достаточной для проведения электролиза в расплаве тепло- и электропроводящей способностью и изготовлены, например, из углерода. Каждый из катодных блоков 27 имеет углубление 29 для токопровода (не показано), который позволяет подключение к источнику тока. Кроме того, у каждого катодного блока 27 имеется по две выемки 211. Выемки 211 расположены на поверхности катодного блока 27 противоположной поверхности другого катодного блока 27. Материал заполняет зазор 25 и выемки 211. Выемки 211 поддерживают соединение с замкнутой цепью между заготовкой 23 и катодными блоками 27 благодаря геометрическому замыканию с заготовкой 23. На фигуре 2 представлен катодный блок 27 с двумя выемками 211, тем не менее, количество подготовленных выемок 211 является произвольным и зависит от размеров катодного блока 27.
Фигура 3 представляет схематическое изображение поперечного сечения участка электролитической ячейки 313 для производства алюминия с катодным дном в соответствии с настоящим изобретением. Электролитическая ячейка 313 представляет собой стальную ванну 315. Боковые стенки 317 ванны 315, изображенные на фиг.3, отделаны блоками из графита 319, одна из которых показана на фиг.3. Днище ванны 315 выложено теплоизолирующим слоем 321, таким образом, что он полностью покрывает днище ванны. Катодное дно 31 включает в себя материал 33 и катодные блоки 37, которые, как это показано на фиг.3 находятся на заранее определенном расстоянии, а также массу для набивки 34. Материал 33 представляет собой предварительно сжатую графитовую пластину. Масса для набивки 34 - обычная масса для набивки из углерода.
Соответственно между двумя катодными блоками 37 образуется зазор 35. Материал 33 заполняет зазор 35, а масса для набивки 34 заполняет соответственно пространство между катодным блоком 37 и боковой стенкой 317, таким образом, катодное дно 31, включающее в себя теплоизолирующий слой 321 с массой для набивки 314, материал 33 и катодные блоки 37, полностью закрыто. Как показано на фиг.3, материал 33 соединяется и катодные блоки 37 плотно прилегают друг к другу. Каждый из катодных блоков 37 имеет соответственно выемку 39 для присоединения токопровода (не показано), который присоединяется к отрицательному полюсу источника тока (не показано). Кроме того, в электролитической ячейке 313 имеются аноды 323, два из которых показаны на фиг.3, каждый из которых висит на опорном каркасе 325, соединенном с положительным полюсом источника тока (не показано). В электролитической ячейке 313 находится раствор 327 оксида алюминия в расплавленном криолите. В процессе электролиза алюминий 329 накапливается между раствором 327 и катодным дном 31.
Фигура 4 представляет схематическое изображение поперечного сечения участка еще одной электролитической ячейки 413 для производства алюминия. Электролитическая ячейка 413 представляет собой стальную ванну 415. Боковые стенки 417 ванны 415, изображенные на фиг.4, отделаны блоками из графита 419, одна из которых показана на фиг.4. На блоки 419 из графита закреплены предварительно обожженные блоки 431 из углерода или графита, один из которых показан на фиг.4. Днище ванны 415 отделано теплоизолирующим слоем 421, таким образом, что он полностью покрывает днище ванны. На теплоизолирующем слое 421 расположено катодное дно 41. Катодное дно 41 включает в себя материал 43 и катодные блоки 47, которые, как это показано на фиг.4, находятся на заранее определенном расстоянии. Материал 43 - предварительно сжатая графитовая пластина.
Между катодными блоками 47 соответственно образуется зазор 45. Материал 43 заполняет зазор 45, другой материал 43 заполняет пространство между катодным блоком 47 и блоком 431 таким образом, что теплоизолирующий слой 421 и катодное дно 41, состоящее из материала 43 и катодных блоков 47, полностью закрыты. Как показано на фиг.4, материал 43 и катодные блоки 47 находятся на одном уровне. Каждый из катодных блоков 47 имеет соответственно углубление 49 для присоединения токопровода (не показано), который присоединяется к отрицательному полюсу источника тока (не показано). Кроме того, в электролитической ячейке 413 имеются аноды 423, два из которых показаны на фиг.4, каждый из которых висит на опорном каркасе 425, соединенном с положительным полюсом источника тока (не показано). В электролитической ячейке 413 находится раствор 427 оксида алюминия в расплавленном криолите. В процессе электролиза алюминий 429 накапливается между раствором 427 и катодным дном 41.
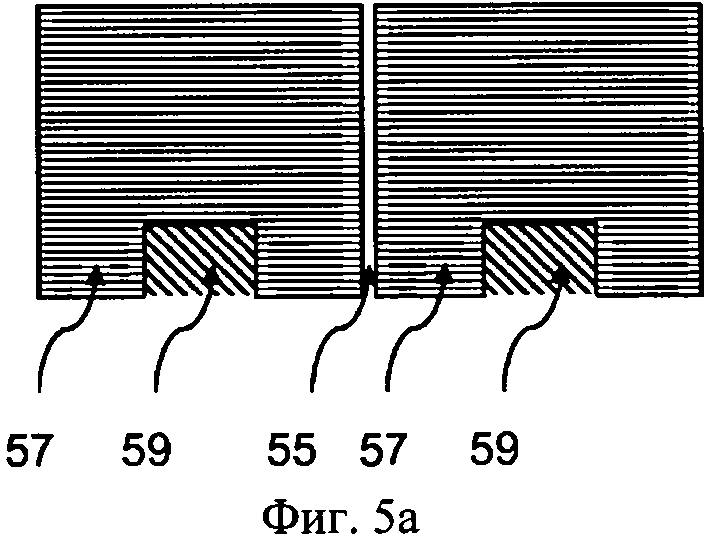
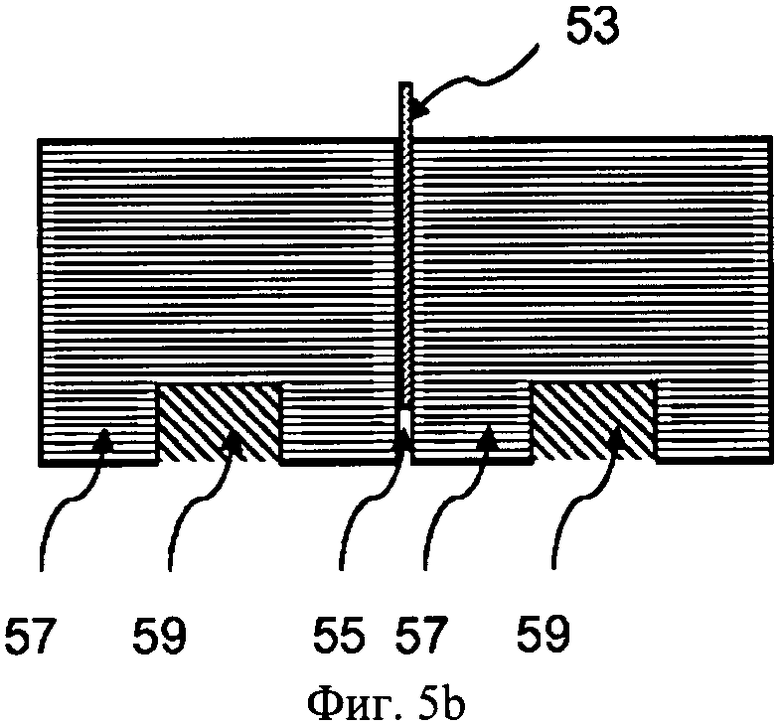
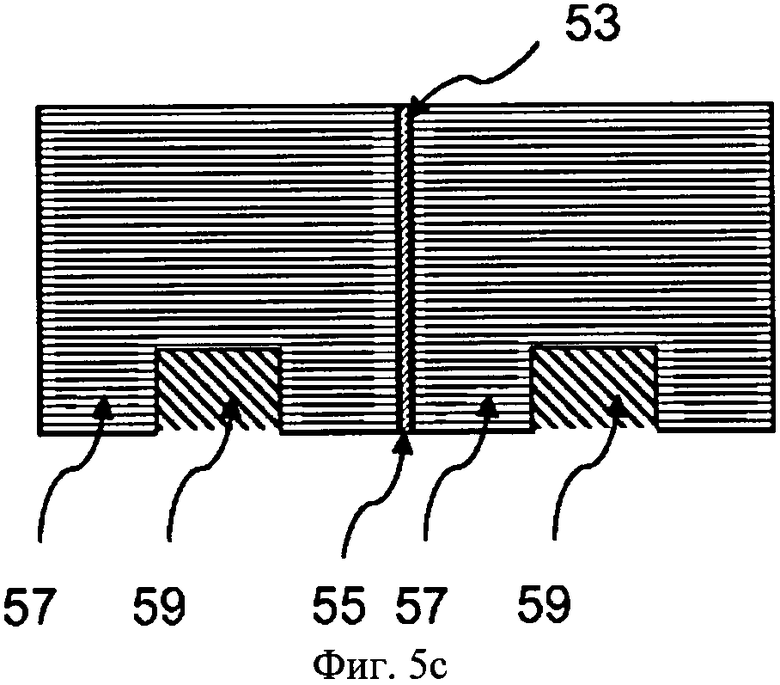
На фиг.5а-5с представлено схематическое изображение этапов процесса производства катодного дна 51 в соответствии с настоящим изобретением.
Фигура 5а изображает приведение в состояние готовности двух катодных блоков 57, расположенных на заранее определенном расстоянии друг от друга, таким образом, что образуется зазор 55. На фигуре 5b показано, как в зазор 55 размещают материал 53, представляющий собой предварительно сжатую графитовую пластину. На фигуре 5с изображено, как катодное дно 51 может быть использовано в электролитической ячейке для производства алюминия. Материал 53 заполняет шов 55. Количество материала 53 и его размеры выбирают с таким расчетом, что материал 53 соединяется с катодными блоками 57 на одном уровне и полностью заполняет зазор 55. Необходимо отметить, что все возможные методы и средства присоединения катодного дна 51 к источнику тока частично не изображены на фиг.5а-5с в силу своей очевидности.
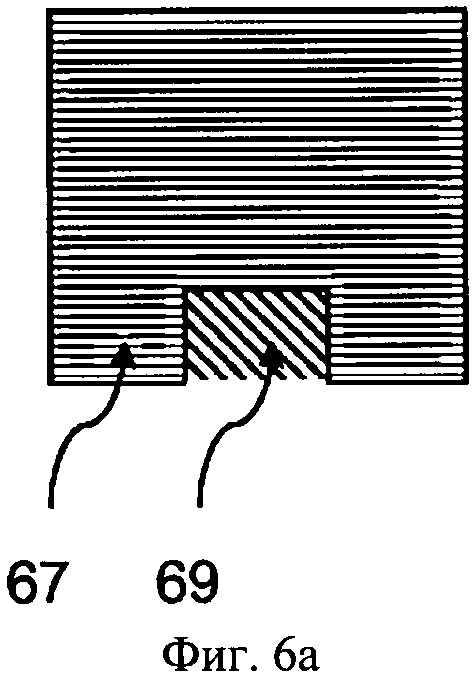
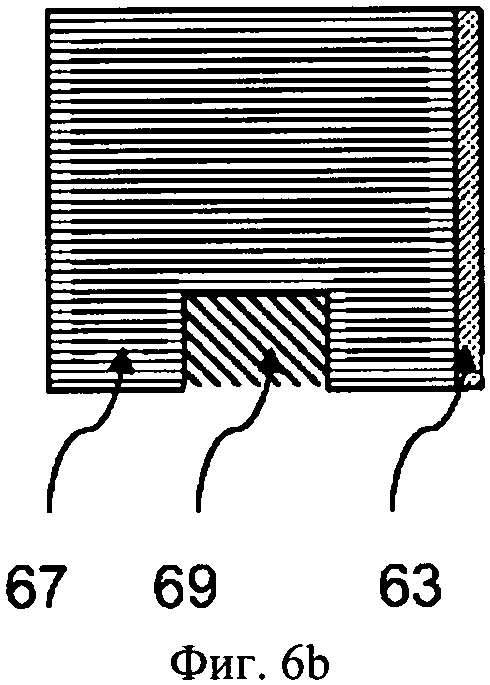
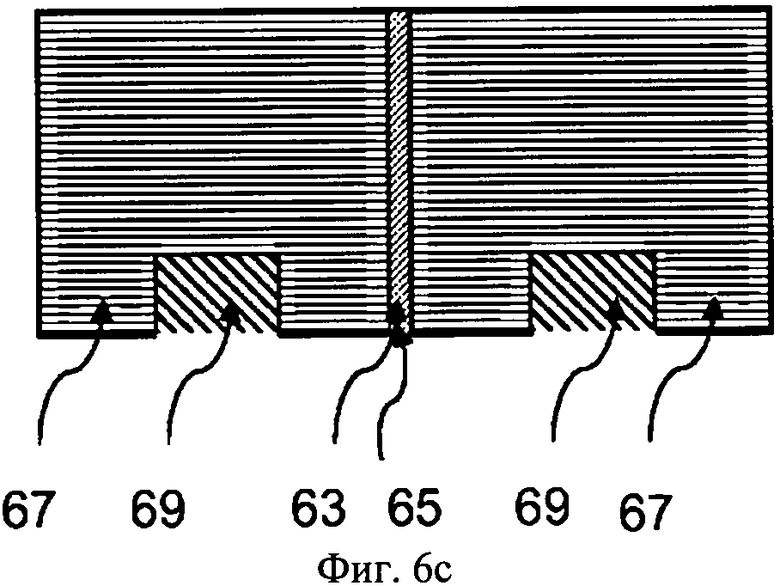
На фигурах с 6а по 6с представлено схематическое изображение этапов еще одного процесса производства катодного дна 61 в соответствии с настоящим изобретением.
На фигуре 6а изображено приведение в состояние готовности катодного блока 67, у которого имеется углубление 69 для присоединения токопровода (не показано). На фиг 6b показано, что материал 63, предварительно сжатая графитовая пластина, расположен на поверхности катодного блока 67, при этом для его закрепления на поверхности в случае необходимости используют клей. В случае необходимости может использоваться еще один материал 63, таким образом, что образуется кипа заготовок 63 (не показано), соединенных с катодным блоком 67. Фигура 6с показывает, как к материалу 63 может быть присоединен еще один катодный блок 67 с углублением 69, таким образом, чтобы при помощи материала 63 обеспечивалось соединение с катодным блоком 67. Фигура 6 с показывает катодное дно 61, а именно его применение в электролитической ячейке для производства алюминия. Путем повторения этапов, изображенных на фиг.6b и 6с, катодное дно может быть изготовлено с большим количеством соединенных друг с другом катодных блоков. Необходимо отметить, что всевозможные методы и средства присоединения катодного дна 61 к источнику тока частично не изображены на фиг. с 6а по 6с в силу своей очевидности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНАЯ ПОДИНА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2016 |
|
RU2707304C2 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2017 |
|
RU2744131C2 |
| КАТОДНЫЙ БЛОК С ПАЗОМ ОСОБОЙ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ | 2017 |
|
RU2727441C1 |
| КАТОД ДЛЯ ЯЧЕЕК ЭЛЕКТРОЛИЗЕРА | 2011 |
|
RU2529432C1 |
| Катодное устройство алюминиевого электролизера | 1983 |
|
SU1308201A3 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2020 |
|
RU2754560C1 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПЕНОГРАФИТОВОЙ ОБЛИЦОВКОЙ | 2006 |
|
RU2389826C2 |
| КАТОДНЫЙ КОЛЛЕКТОРНЫЙ СТЕРЖЕНЬ ДЛЯ УЛУЧШЕНИЯ ТЕПЛОВОГО БАЛАНСА | 2000 |
|
RU2239007C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ | 2000 |
|
RU2176291C1 |
| СПОСОБ ЗАЩИТЫ СМАЧИВАЕМОГО ПОКРЫТИЯ ПОДИНЫ ПРИ ОБЖИГЕ И ПУСКЕ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2284373C1 |
Изобретение относится к катодной подине, способу ее изготовления и применения в электролитической ячейке для производства алюминия. Катодная подина содержит по крайней мере два катодных блока и/или по крайней мере катодный блок и боковой облицовочный блок, размещенные на заданном расстоянии с образованием по крайней мере одного зазора, материал для межблочного соединения, представляющий собой по крайней мере одну предварительно уплотненную пластину из расширенного графита, заполняющий зазор с возможностью присоединения по крайней мере к одному катодному блоку. Раскрыты способ изготовления катодной подины и ее использование в электролитической ячейке для производства алюминия. Обеспечивается увеличение эффективной катодной поверхности алюминиевого электролизера. 3 н. и 7 з.п. ф-лы, 6 ил.
1. Катодная подина (1, 21, 31, 41, 51, 61) для электролитической ячейки для производства алюминия, содержащая по крайней мере два катодных блока (7, 27, 37, 47, 57, 67) и/или по крайней мере катодный блок и боковой облицовочный блок (431), размещенные на заданном расстоянии с образованием по крайней мере одного зазора между ними (5, 25, 35, 45, 55, 65, 65), материал для межблочного соединения (3, 23, 33, 43, 53, 63), заполняющий зазор (5, 25, 35, 45, 55, 65) и обеспечивающий возможность присоединения по крайней мере к одному катодному блоку, отличающаяся тем, что материал (3, 23, 33, 43, 53, 63) представляет собой по крайней мере одну предварительно уплотненную пластину из расширенного графита.
2. Катодная подина (1, 21, 31, 41, 51, 61) по п. 1, отличающаяся тем, что предварительно уплотненная пластина выполнена в виде фольги.
3. Катодная подина (21) по п. 1, отличающаяся тем, что одна поверхность катодного блока (27), расположенная напротив поверхности другого катодного блока (27), выполнена структурированной.
4. Катодная подина (21) по п. 1, отличающаяся тем, что одна поверхность катодного блока (27), расположенная напротив поверхности другого катодного блока (27), имеет по крайней мере одну выемку (211).
5. Катодная подина (41) по п. 1, отличающаяся тем, что материал (43) расположен на двух расположенных напротив друг друга поверхностях катодных блоков (47), которые являются смежными поверхностями катодных блоков (47), формирующими зазор (45), и внутри зазора (45), который заполнен материалом (43).
6. Способ производства катодной подины (1, 21, 31, 41, 51, 61), включающий изготовление по крайней мере двух катодных блоков (7, 27, 37,47, 57, 67) или катодного блока и бокового облицовочного блока (431), размещение их на заданном расстоянии с образованием зазора между ними и заполнение зазора материалом (3, 23, 33, 43, 53, 63), который включает или представляет собой по крайней мере одну предварительно уплотненную пластину из расширенного графита.
7. Способ по п. 6, отличающийся тем, что материал закрепляют на поверхности блока при помощи клея.
8. Способ по п. 6, отличающийся тем, что материал (3, 23, 33, 43, 53, 63) выполнен в виде фольги.
9. Способ по п. 8, отличающийся тем, что до или после изготовления по крайней мере одного катодного блока (27) его поверхность, расположенную напротив поверхности другого катодного блока (27), структурируют.
10. Применение катодной подины (31, 41) по любому из пп. 1- 6 в электролитической ячейке (313, 413) для производства алюминия.
| Подина электролизера для получения алюминия | 1987 |
|
SU1477786A1 |

