Настоящее изобретение относится к энергомашиностроительным технологиям, а именно к энергетической, химической и нефтеперерабатывающей промышленности, а также к судостроительной, авиационной, строительной промышленности и космической инфраструктуре, в которых технология производства профильных заготовок является актуальной.
Известна линия для изготовления оребренных (в сущности, профилированных) листовых панелей методом прессования. Эта линия содержит технологическую установку, образованную из последовательно расположенных устройства для нагрева заготовки, пресса высокого давления, фильеры, загрузочного и приемного устройств. Все они образуют протяженный технологический участок, расположенный в цеху.
Однако эта линия имеет низкую производительность и ее технологические возможности ограничены. Кроме того, она занимает большую производственную площадь. Это обусловлено тем, что технологическую установку линии необходимо подключить к силовому оборудованию, обеспечивающему надлежащее функционирование ее устройств. Обычно, как показывает практика, это оборудование для каждого устройства такого типа линии располагают рядом с ее технологической установкой, что и увеличивает занимаемую площадь в цеху такой линией.
Общеизвестна линия для изготовления оребренных (в сущности, профилированных) листовых панелей, содержащая технологическую установку, смонтированную на основании и образованную из последовательно расположенных приспособления для размещения заготовки панели, приспособления для монтажа ребер на заготовке, сварочного устройства и узла для относительного перемещения сварочного устройства и приспособления для размещения заготовки панели. Вся эта технологическая установка упомянутой линии базируется на общем основании и представляет собой протяженную конструктивную компоновку, которую необходимо предварительно смонтировать в цеху. Причем, как показывает практика, в такой технологической установке и на ее основании необходимо также расположить для каждого упомянутого устройства линии соответствующее силовое оборудование, чтобы оно обеспечило им надлежащее функционирование.
Недостатком этой известной линии является ее малая производительность, так как не обеспечено совмещение операций расположения ребра и его приварки, а также ее технологическая установка занимает большую протяженную площадь в цеху, что в ряде случаев является не рациональным и ограничивает масштабы ее применения.
Известна линия для изготовления оребренных листовых панелей (см. патент РФ №820082 МПК B23K 37/047, опубл. 27.03.1996), содержащая технологическую установку, образованную на основании из смонтированных на нем приспособления для размещения заготовки панели, приспособления для монтажа ребер на заготовке, сварочного устройства и узла для относительного перемещения сварочного устройства и приспособления для размещения заготовки панели, при этом на основании один за другим смонтированы разматыватель ленты, идущей на изготовление ребер, устройство для правки ленты и устройство для резки оребренной заготовки, устройство для разворачивания и правки оребренной заготовки, причем приспособление для размещения заготовки панели выполнено в виде снабженного фиксатором заготовки барабана с валом и опорами, размещенными на основании в горизонтальном положении, и приводами вращения и перемещения барабана вдоль его оси вращения:
Эта линия выбирается в качестве прототипа, так как она направлена на решение аналогичной задачи, что и заявляемое изобретение, и содержит наибольшее число существенных признаков совпадающих с ней.
Однако и прототип имеет существенные недостатки:
- конструкция линии для изготовления оребренных листовых панелей, а именно технологическая установка этой известной линии, имеет некомпактное последовательное расположение на общем основании требуемых устройств, и под размещение ее в цеху необходимо выделить большую протяженную площадь, особенно с учетом требования оснащения силовым оборудованием каждого устройства, включенного в технологическую установку этой линии;
- трудно обеспечивать поточный процесс изготовления оребренных панелей, так как сложно определить требуемое число оребренных панелей для дальнейшего производства из них товарной продукции, а следовательно, нет ясности и в заготовительном цеху по оснащению технологической установки известной упомянутой линии необходимыми полуфабрикатами: кассетами с намотанными лентами, листовым материалом, на который наваривается лента с образованием соответствующих ребер;
- увеличено время на смену одного барабана на другой, так как требуется полная остановки линии и съем кондуктора-барабана с горизонтально расположенного вала только после предварительного его остывания, что резко снижает производительность известной линии.
Задачей настоящего изобретения является усовершенствование линии для изготовления оребренных панелей, обеспечивающей достижение следующих технических результатов, как то: иметь компактную конструкцию технологической установки и взаимосвязь ее со смежными участками производства, в которой упомянутые панели используются для изготовления товарной продукции, например теплообменников, и увеличить производительность линии.
Сущность заявляемого изобретения состоит в том, что предложена линия для изготовления оребренных листовых панелей методом сварки, содержащая основание в виде блока с размещенным внутри него силовым оборудованием, обеспечивающим функционирование устройств линии, технологическую установку, образованную из смонтированных на упомянутом основании кондуктора-барабана с прижимом для закрепления листовой заготовки панели, установленного с возможностью перемещения по вертикальной оси и вращения вокруг нее, кассеты с лентой, предназначенной для изготовления ребер, механизма ее подачи к листовой заготовке панели и сварочного устройства, обеспечивающего приварку упомянутой ленты к поверхности упомянутой листовой заготовки, закрепленной на кондукторе-барабане, и содержащую расположенные вне блока с силовым оборудованием стеллажи с листовым материалом для листовой заготовки панели и для кассет с навитыми лентами, устройство для съема полученной оребренной заготовки с кондуктора-барабана для резки упомянутой оребренной заготовки, для ее разворачивания и правки, а также стеллаж готовых оребренных заготовок, установленный на участке сборки из них оребренных листовых панелей, при этом линия снабжена мостовым краном, рабочая зона которого охватывает зону технологической установки, и краном-балкой, перекрывающим зону расположения устройства для правки оребренных заготовок, входящую в рабочую зону мостового крана, и зону расположения стеллажа готовых оребренных заготовок панелей, причем мостовой кран установлен с возможностью съема с упомянутого блока кондуктора-барабана с размещенной на нем оребренной листовой заготовкой и перемещение его к устройству для ее съема.
Таким образом, предлагаемое новое техническое решение обеспечивает достижение указанных ранее технических результатов, как то: получение компактной конструкции линии для изготовления оребренных листовых панелей, у которой технологическая установка выполнена во взаимосвязи со смежными участками производства, а упомянутые панели используются для изготовления товарной продукции, например теплообменников. При этом предлагаемая линия имеет увеличенную производительность, так как в ней используются по меньшей мере два приспособления для закрепления заготовки панели выполненное в виде кондуктора-барабана, у которых есть возможность поочередно заменять друг друга по ходу функционирования линия на ее соответствующих площадках. В сущности, предлагаемая линия для изготовления оребренных листовых панелей представляет собой поточную линию соответствующего непрерывного производства оребренных листовых панелей.
Это обусловлено тем, что все вышеуказанные устройства и приспособления не просто расположены (размещены) сверху на блоке с силовым оборудованием, расположенным внутри него, но также и функционируют (работают) от него. В результате имеет место увеличение компактности технологической установки линии, образуя оригинальную двухуровневую сварочную технологическую установку. А наличие мостового крана и кран-балки обеспечивает непрерывное ее функционирование и взаимосвязи между ее составными частями, а при необходимости и с другими участками цеха, в котором смонтирована предлагаемая линия для изготовления оребренных листовых панелей.
Кроме того, в виду того, что ось вращения кондуктора-барабана в технологической установке линии расположена оригинальным образом - вертикально, а не горизонтально (несмотря на то, что кондуктор имеет возможность перемещаться в двух взаимно перпендикулярных плоскостях), появилась возможность оперативно заменить один кондуктор, в частности горячий, на другой и пока будет производится съем сваренной обечайки с одного кондуктора, второй уже будет установлен на блоке с силовым оборудованием, а третий, может быть, кондуктор-барабан будет оснащаться листом и готовиться к смене предыдущего. Таким образом, происходит поточный метод изготовления оребренных панелей. При этом оперативно задаются новые условия для оребрения очередных панелей.
Заявителем проведен патентно-информационный поиск по данной теме, в результате которого заявляемая совокупность существенных признаков не выявлена. Поэтому предлагаемое изобретение можно признать новым.
Заявляемое изобретение отвечает критерию патентоспособности «изобретательский уровень», так как для специалиста данное изобретение логически не следует из известного технического уровня. Хотя известна по патенту РФ №132021 на полезную модель «Установка для изготовления сварных профилированных заготовок». Ее основной принцип использован в данном изобретении, а именно блок с силовым оборудованием, расположенный в нем, и с размещенным на блоке сварочным устройством, приспособление для закрепления заготовки панели, выполненное в виде кондуктора-барабана, установленного в вертикальном положении на опоре, кассета с лентой, идущей на изготовление ребер, и механизм ее подачи. Однако принцип сформирования двухуровневого расположения всей технологической установки заявляемой лини для изготовления оребренных листовых панелей из известной полезной модели не следует. Это вызвано тем, что в нашем заявляемом случае введены еще мостовой кран и кран-балка, в рабочих зонах которых расположены соответствующие устройства и приспособления. А также возможность применения двух-трех кондукторов-барабанов, располагаемых на соответствующих площадках с возможностью взаимного перемещения между ними и блоком с силовым оборудованием.
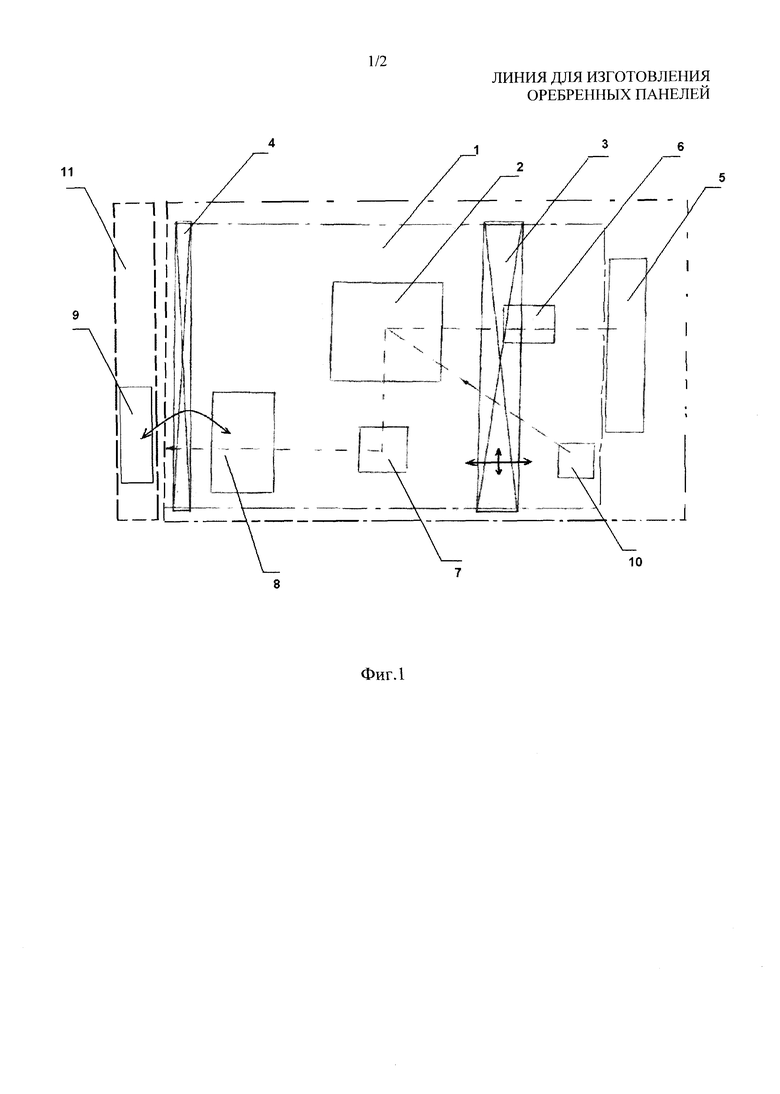
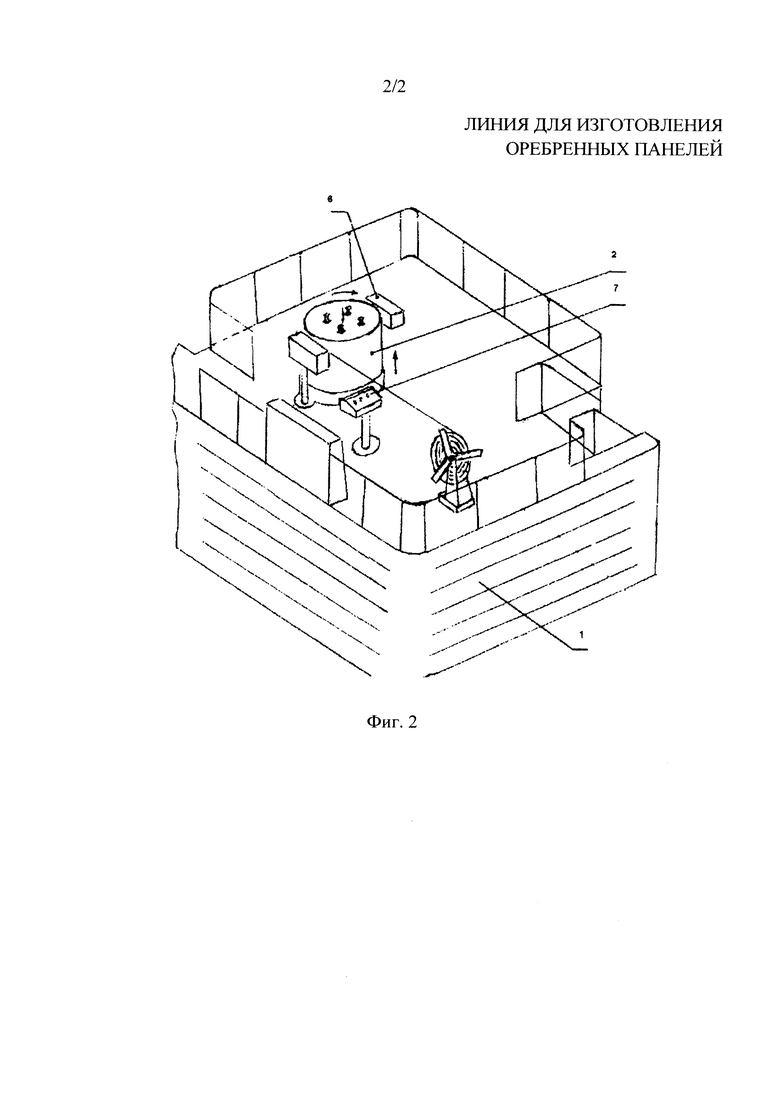
Техническая сущность и практическая применимость заявляемого изобретения поясняется чертежами, изображающими общую блок-схему линии для изготовления оребренных листовых панелей, а также блока с силовым оборудованием и расположенными на нем требуемыми устройствами для приварки на поверхность листа, расположенного на кондукторе-барабане, ленты с образованием из нее ребра, и нижеследующим описанием.
На Фиг. 1. позициями обозначены основание 1, на котором размещены сварочное устройство 2, приспособление для укладки заготовки панели (на чертеже не показано), которое выполнено в виде кондуктора, например, имеющего многоугольную форму, кассета с лентой, идущей на изготовление ребер, и механизм ее подачи (на чертеже не показаны), мостовой кран 3 и кран-балка 4, а также стеллаж с листовым металлом 5, площадки для укрепления на кондукторе листового материала 6 для съема заготовки с кондуктора 7, правки заготовок 8, а также стеллаж готовых заготовок 9 и стеллаж с намотанными на кассеты лентами 10. Основание 1 выполнено в виде блока, внутри которого расположено силовое оборудование (на чертеже не показано), обеспечивающее функционирование упомянутых устройств. На этом блоке (Фиг. 2), который представляет собой силовой блок, расположено сварочное устройство 2. Приспособление для закрепления заготовки панели расположено вне упомянутого блока и уже вместе с ним образует двухуровневую компоновку линии. А вот кассета с лентой, идущей на изготовление ребер, и механизм ее подачи (на чертеже не показаны) расположены на упомянутом силовом блоке. В сущности, на упомянутом силовом блоке с размещенным на нем с возможностью функционирования от него кондуктором в виде барабана для укладки исходных заготовок (на чертеже не показаны) и формирования на нем профильной заготовки (на чертеже не показана), кассеты с предварительно намотанной лентой и снабженной механизмом ее подачи (на чертеже не показан), блока сварки, в данном случае токами высокой частоты, обжимным устройством, например выполненным в виде роликовой конструкции, фиксирующим положения свариваемых заготовок, и пультом управления, а также электрощитом для обеспечения безопасности персоналу при обслуживании силового блока. Причем кондуктор-барабан установлен с возможностью перемещения в двух взаимно перпендикулярных плоскостях, так, например, в горизонтальной он может вращаться вокруг своей оси, а в вертикальной - перемещаться вверх и вниз. Если кондуктор имеет форму барабана, то лента с кассеты подается по касательной к поверхности листа, закрепленного на нем. Силовой блок включает механизмы (на чертеже не показаны), позволяющие перемещаться кондуктору-барабану в требуемом направлении и совершать по необходимости, например, необходимое вращение с соответствующими скоростями и перемещаться вверх или вниз.
Сварка токами высокой частоты требует силового прижима ленты к поверхности листа и потому необходимо с другой стороны еще и уравновешивающее устройство, которое может быть выполнено в виде соответствующей роликовой конструкции. Кассета с навитой лентой - это традиционная конструкция и в пояснении не нуждается. Механизм ее вращения также приводится в движение с помощью соответствующего оборудования, расположенного в упомянутом силовом блоке. В сущности, этот блок создают в цеху, и он обычно возвышается над полом цеха. Над таким блоком в цеху проходит мостовой кран, позволяющий при необходимости сменять рабочие элементы на том или ином устройстве, обеспечивающим изготовление сварных профильных заготовок. При необходимости с помощью мостового крана можно и заменять само находящееся на нем оборудование или в блоке менять силовое оборудование.
Таким образом, в предлагаемой линии для изготовления оребренных листовых панелей технологическая установка смонтирована в рабочих зонах мостового крана 3 и включает в себя введенные расположенные вне блока с силовым оборудованием устройство для резки оребренной заготовки (на чертеже не показано), устройство для разворачивания и правки оребренной заготовки (на чертеже не показано), стеллаж с листовым материалом 5 и стеллаж готовых оребренных заготовок 9. При этом стеллаж готовых оребренных заготовок 9 размещен на участке сборки из оребренных заготовок товарной продукции и охватывается рабочей зоной кран-балки 4, перекрывающей зону расположения площадки правки оребренных заготовок на участке изготовления оребренных заготовок, входящей в рабочую зону мостового крана 3.
Предлагаемая линия для изготовления оребренных листовых панелей работает следующим образом. Предварительно на площадку позиции обтяжки кондуктора 6, например, выполненного в виде многоугольника или барабана (на чертеже не показан), с помощью мостового крана 3 со стеллажа с листовым материалом 5 подают лист (на чертеже не показан). На упомянутой площадке этот лист закрепляют любым известным способом на поверхности кондуктора (на чертеже не показан). Пока идет его закрепление, с помощью упомянутого мостового крана 3 со стеллажа 5 снимают кассету с навитой лентой (на чертеже не показано) и перемещают ее на блок с силовым оборудованием (на чертеже не показан), где и располагают кассету так, чтобы подаваемая с нее лента попадала на поверхность листа, закрепленного на кондукторе, перемещаемого, когда на нем закрепят лист, на блок с силовым оборудованием. Причем к этому кондуктору на блоке с силовым оборудованием подводят сварочное устройство (на чертеже не показано), которое может выполнять тот или иной вид сварки, в частности токами высокой частоты, и приваривать к поверхности листа ленту, подаваемую с кассеты. При этом с другой стороны кондуктор имеет прижим (на чертеже не показан), и сам кондуктор установлен так, что может перемещаться в горизонтальной и вертикальной плоскостях. В данном случае он вращается вокруг вертикальной оси, и в процессе сварки ленты с листом еще и перемещается по вертикальной оси, создавая винтовую обмотку лентой на листе, вращающегося вместе с кондуктором.
После приварки ленты к поверхности листа, сварочное устройство отключается и с помощью мостового крана 3 снимают кондуктор с блока с силовым оборудованием и перемещают кондуктор на площадку для съема с него заготовки 7. После снятия заготовки, кондуктор перемещают на площадку обтяжки его листом, а заготовку с наваренной лентой отправляют на площадку 8 для ее правки, так как при ее съеме с кондуктора приходится ее разрезать и она имеет искаженную форму. На площадке правки заготовки 8 ей придают требуемую форму и с помощью кран-балки 4 перемещают на стеллаж готовых заготовок 9 для дальнейшего применения заготовок, ставшими уже оребренными панелями. Этот стеллаж 9 расположен на территории другого участка цеха 11. За это время процесс изготовления оребренных листовых панелей продолжается, так как в обороте находятся, по меньшей мере, два кондуктора-барабана.
По сравнению с существующими линиями использование предложенной линии для изготовления оребренных панелей позволит получить следующие преимущества:
а) значительно увеличить производительность и снизить себестоимость панелей, так как в отличие от известных линий данная линия реализует поточный и управляемый процесс, достигаемый на компактной технологической установке с основанием, соответствующим образом расположенным и взаимодействующим с технологическими устройствами. Это также обеспечивается за счет использования в технологическом процессе грузоподъемных механизмов (мостового крана и кран-балки), что позволяет обеспечить непрерывность процесса изготовления заготовок панелей, что также значительно повышает производительность линии;
б) расширить сортамент панелей, в частности, позволить получить тонкостенные панели значительной длины и панели с близкорасположенными ребрами, или ребрами с разным шагом между ними, либо панели полукруглой и круглой формы, для чего необходимо сформировать соответствующий кондуктор-барабан;
в) обеспечить рациональное использование цеховой площади для изготовления оребренных листовых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ ПРОФИЛЯ ТИПА "РЕБРО-ПОВЕРХНОСТЬ" | 2014 |
|
RU2554237C1 |
| Механизированный участок для производства разнотипных сварных металлоконструкций | 1980 |
|
SU887104A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕРЕДЕЛОВ | 2018 |
|
RU2708709C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Поточная линия для сборки и сварки длинномерных изделий | 1979 |
|
SU872144A1 |
Изобретение может быть использовано для изготовления оребренных панелей. Технологическая установка содержит сварочное устройство для приварки ленты к поверхности листовой заготовки, закрепленной на кондукторе-барабане. Линия включает устройство для съема полученной оребренной заготовки с кондуктора-барабана для резки упомянутой оребренной заготовки, для ее разворачивания и правки, а также стеллаж готовых оребренных заготовок, установленный на участке сборки из них оребренных листовых панелей. Рабочая зона мостового крана охватывает зону технологической установки. Кран-балка перекрывает зону расположения устройства для правки оребренных заготовок, входящую в рабочую зону мостового крана, и зону расположения стеллажа готовых оребренных заготовок панелей. Линия обеспечивает поточный процесс изготовления оребренных панелей, расширение их номенклатуры и рациональное использование цеховой площади. 2 ил.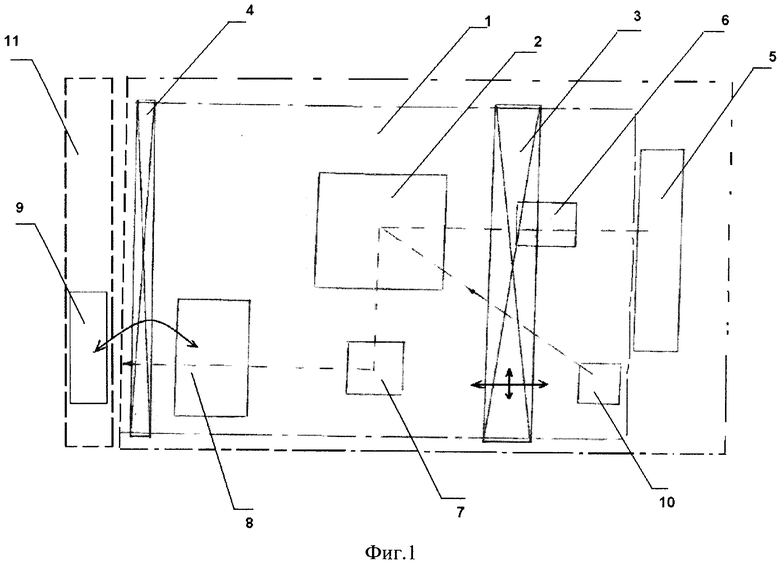
Линия для изготовления оребренных листовых панелей методом сварки, содержащая основание в виде блока с размещенным внутри него силовым оборудованием, обеспечивающим функционирование устройств линии, технологическую установку, образованную из смонтированных на упомянутом основании кондуктора-барабана с прижимом для закрепления листовой заготовки панели, установленного с возможностью перемещения по вертикальной оси и вращения вокруг нее, кассеты с лентой, предназначенной для изготовления ребер, механизма ее подачи к листовой заготовке панели и сварочного устройства, обеспечивающего приварку упомянутой ленты к поверхности упомянутой листовой заготовки, закрепленной на кондукторе-барабане, и содержащую расположенные вне блока с силовым оборудованием стеллажи с листовым материалом для листовой заготовки панели и для кассет с навитыми лентами, устройство для съема полученной оребренной заготовки с кондуктора-барабана для резки упомянутой оребренной заготовки, для ее разворачивания и правки, а также стеллаж готовых оребренных заготовок, установленный на участке сборки из них оребренных листовых панелей, при этом линия снабжена мостовым краном, рабочая зона которого охватывает зону технологической установки, и краном-балкой, перекрывающим зону расположения устройства для правки оребренных заготовок, входящую в рабочую зону мостового крана, и зону расположения стеллажа готовых оребренных заготовок панелей, причем мостовой кран установлен с возможностью съема с упомянутого блока кондуктора-барабана с размещенной на нем оребренной листовой заготовкой и его перемещения к устройству для ее съема.
| SU 820082 А1, 27.03.1996 | |||
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| RU 2006121799 А, 27.12.2007 | |||
| US 6938448 B2, 06.09.2005. | |||

