Изобретение относится к технологическим процессам, а именно к изготовлению оребрённых панелей, из разнородных металлических сплавов, в том числе сталей, алюминиевых сплавов, титановых сплавов, магниевых сплавов, медных сплавов для повышения эффективности использования дорогостоящих однородных материалов и использования преимуществ эксплуатационных свойств разнородных материалов. Изобретение может быть использовано в машиностроении, автомобилестроении, производстве железнодорожного транспорта, авиастроении, судостроении, изделиях и аппаратуре теплоэнергетики и теплообменной техники.
Анализ отечественных и мировых тенденций производства несущих конструкций, аппаратуры теплообменной техники, повышения жесткости конструкций и их элементов, демонстрирует, что использование панелей с приваренными ребрами жесткости или ребрами для теплоотвода из разнородных металлических сплавов имеет однозначные перспективы.
Применение разнородных металлических сплавов для изготовления оребренных поверхностей в случае изготовления несущих конструкций позволит увеличить жесткость, снизить стоимость и использование дорогих однородных материалов. В случае изготовления теплообменного оборудования монолитные соединения из разнородных материалов позволяют увеличить площадь контакта ребра и панели, что повысит теплоотвод через ребро.
Известен способ сварки-пайки разнородных металлических сплавов лазерным лучом (патент 2732303 МПК B23K 26/346 (2014.01), В23К 31/02 (2006.01), B23K 1/005 (2006.01), B23K 9/23 (2006.01), B23K 33/00 (2006.01), опубликовано 15.09.2020. Бюл. № 26), включающий перемещение луча лазера вдоль стыка между соединяемыми заготовками, отличающийся тем, что лазерный луч смещают на одну из соединяемых заготовок на расстояние 0,5-5,0 мм от линии стыка, при этом интенсифицируют взаимодействие жидкого металла расплавляемой заготовки со второй заготовкой и смачивают ее путем осуществления круговых колебательных движений лазерного луча по диаметру 1-2 мм с образованием металлических связей между заготовками.
Однако данный способ предназначен для сварки-пайки стыковых соединений.
Известен способ соединения разнородных материалов электронным лучом (патент 2635123 МПК B23K 9/23 (2006.01), B23K 33/00 (2006.01), B23K 15/00 (2006.01), опубликовано 09.11.2017. Бюл. № 31), включающий сборку стыка деталей из легкоплавкого материала с деталью из тугоплавкого материала и нагрев стыка с расплавлением детали из легкоплавкого материала, отличающийся тем, что на детали из легкоплавкого материала выполняют проточку, под которую на детали из тугоплавкого материала выполняют выступ, с получением косых свариваемых поверхностей в зоне стыка, а при сборке стыка совмещают свариваемые поверхности проточки и выступа с образованием косостыкового соединения с переменным зазором между косыми свариваемыми поверхностями в виде угла схождения, затем осуществляют нагрев косостыкового соединения концентрированным источником энергии, который смещают относительно стыка в сторону легкоплавкой детали на фиксированную величину, расплавляют легкоплавкую деталь и формируют неразъемное сварно-паянное соединение деталей.
Однако данный способ предназначен для сварки-пайки стыковых или нахлёсточных соединений.
Известен способ получения сталеалюминиевого соединения сваркой плавлением (патент 2552614 МПК B23K 9/23 (2006.01), B23K 33/00 (2006.01), B23K 103/20 (2006.01), опубликовано 10.06.2015. Бюл. № 16), включающий сварку плавлением переходного двухслойного элемента сталь-алюминий с элементами из одноименных материалов угловыми швами с неполным проплавлением каждого из слоев переходного элемента, отличающийся тем, что катеты угловых швов, прилегающих к переходному двухслойному элементу, выполняют не менее 1,5 и не более 2,0 его толщины со стороны алюминиевого слоя и не менее 1,0 и не более 1,5 его толщины со стороны стального слоя, а катет углового шва, прилегающий к привариваемому алюминиевому элементу, выполняют от 1,0 до 1,5 от величины катета шва, прилегающего к алюминиевому слою переходного элемента.
Однако данный способ является трудоемким, технологически сложным и низко производительным, так как для получения сталеалюминиевого соединения сваркой плавлением необходимо получить переходный двухслойный элемент «сталь-алюминий» и после этого получить соединение сваркой плавлением с элементами из одноименных материалов угловыми швами с неполным проплавлением каждого из слоев переходного элемента.
Известен способ лазерной сварки внахлест листов конструкционных сталей и сплавов алюминия, включающий предварительный подогрев зоны сварки и лазерную сварку, отличающийся тем, что предварительно осуществляют лазерную чистку контактирующих поверхностей соединяемых листов, затем листы плотно прижимают друг к другу и сваривают лазерным лучом под углом 90° относительно соединения с постоянной скоростью в два этапа, причем сначала осуществляют нагрев поверхности расфокусированным лучом до температуры 600°÷700° и затем проплавление листа стали сфокусированным лучом с защитой расплава газовой смесью аргона и гелия, при этом сварной шов образуют из периодически повторяемых базисных элементов V-, U-, Ω-образной геометрической формы, эллипсов или кругов.
В приведённом способе сварку лазерным лучом проводят в два этапа, сначала осуществляют предварительный нагрев расфокусированным лучом и затем проплавление листа стали сфокусированным лучом, при этом сварной шов образуют из периодически повторяемых базисных элементов V-, U-, Ω-образной геометрической формы, эллипсов или кругов. Это усложняет технологию сварки, также данный способ может применяться только для нахлёсточных соединений.
Известен способ лазерной сварки оребренных панелей (патент 2732304 МПК В23К 31/02 (2006.01), B23K 26/08 (2014.01), опубликовано 15.09.2020. Бюл. № 26), наиболее близкий к заявляемому изобретению и принятый за прототип, включающий установку и закрепление на опорной поверхности подготовленной панели, расположение на ней и фиксацию ребра с помощью фиксирующего прижимного устройства, сварку ребра и панели лазерным лучом, направленным под углом к плоскости стыка панели и ребра, отличающийся тем, что сварку ребра и панели осуществляют одновременно двумя лазерными лучами с двух сторон, при этом направляют лучи в место стыка панели и ребра под одинаковыми углами, составляющими 5-60 градусов относительно плоскости панели, и создают общую сварочную ванну дугообразной формы, причем фиксацию ребра осуществляют в процессе сварки синхронно с движением сварочных лазерных головок.
Технологической сложностью указанного способа является то, что для сварки ребра и панели используется две лазерные головки, что позволяет создать общую сварочную ванну дугообразной формы. Также для осуществления способа применяется сложное фиксирующее устройство, выполненное в виде жесткой массивной продольной балки либо в виде фиксирующего и прижимного устройства выполненное в виде ролика, на торце которого выполнен паз.
Техническая проблема, на решение которой направлено предлагаемое изобретение, заключается в получении качественного соединения из разнородных сплавов для создания оребренных панелей.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении эксплуатационных характеристик, прочности и надежности соединения из разнородных материалов, обеспечении высокой производительности и минимизации сварочных деформаций.
Технический результат достигается тем, что в способе изготовления ребристых панелей из разнородных сплавов, включающем выполнение ребра и панели из разнородных сплавов, установку и закрепление панели на опорной поверхности, фиксацию ребра на панели и сварку лазерным лучом, отличающегося тем, что ребро выполняют шириной не более 50 % от толщины панели и высотой не менее 100 % от толщины панели, на поверхности панели выполняют паз для размещения в нем ребра с допуском на посадку ребра в паз, равным 0,05-0,1 мм с каждой стороны и глубиной не менее 50-70 % от толщины панели, при этом панель устанавливают на опорную поверхность вниз стороной, на которой не выполнен паз, ребро фиксируют в пазу, и осуществляют воздействие лазерным лучом на панель вдоль паза с противоположной стороны, на которой не выполнен паз, при этом металл торца ребра, размещенного в пазу, нагревают до температуры, равной 0,5-0,8 от температуры плавления материала ребра, с обеспечением сжатия ребра в стенках паза за счет тепловой деформации и образование сварно-паяного соединения металла полости паза панели с металлом торцевой стороны ребра.
Используют расфокусированный лазерный луч или продольные, или поперечные или круговые колебания луча.
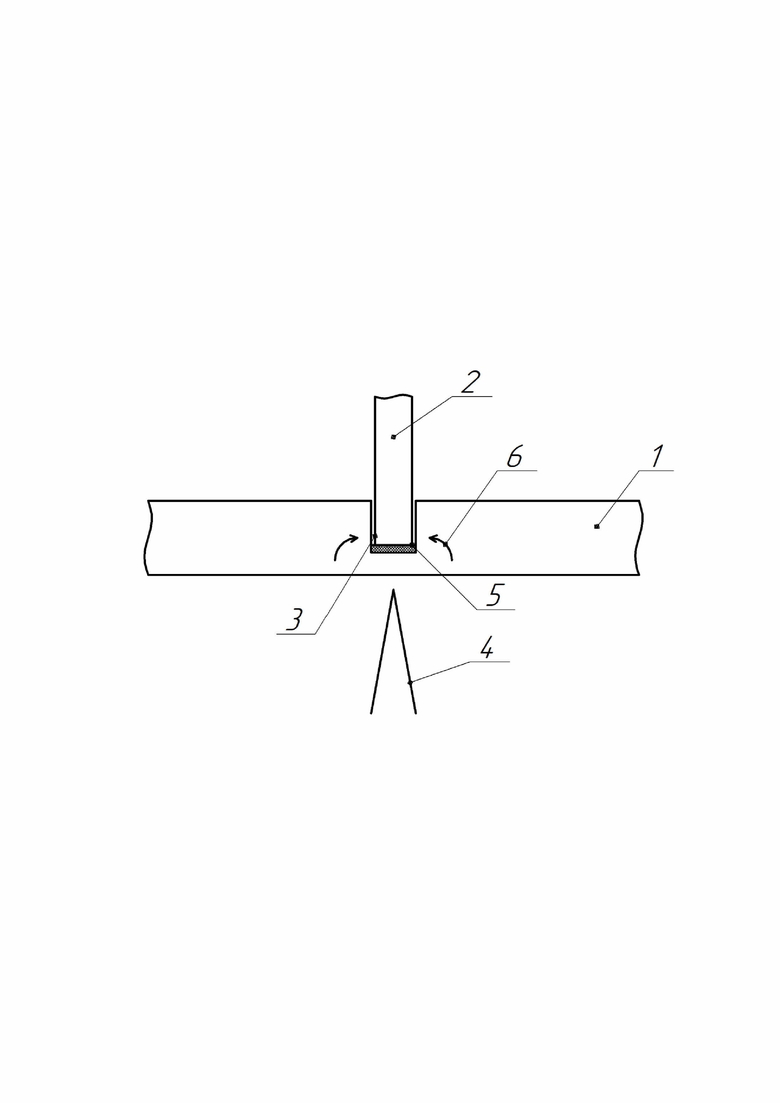
На фигуре 1 представлена панель с приваренными рёбрами.
Позиции на фигурах: 1 – панель; 2 – ребро; 3 – паз; 4 – лазерный луч; 5 – сварно-паянный шов; 6 – направления действия сжимающих сил.
Сущность способа заключается в следующем.
Изобретение относится к области машиностроения, а в частности к изготовлению оребрённых панелей из конструкционных разнородных металлических материалов. В способе панель с ребром соединяют, воздействуя лазером на плоскость панели, на которой не выполнен паз, панель 1 устанавливают на сварочный стол или на опорную поверхность, вниз стороной, на которой не выполнен паз, жестко фиксируют, обеспечивая её неподвижность. Производят механическую и (или) химическую подготовку поверхности полости паза и торца ребра, устанавливаемого в паз 3, для обеспечения механического контакта полости паза и торца ребра при установке ребра 2 в паз 3. Предустанавливают ребро 2 в паз 3, выполненный на панели с допуском 0.05-0.1 мм с каждой стороны, при необходимости фиксируют ребро при помощи универсальной сборочной оснастки или специализированной оснастки (на фигуре не показано) для обеспечения механического контакта торца ребра и полости паза по всей длине ребра, переворачивают панель или используют продольное отверстие на сварочном столе или опорной поверхности, воздействуют лазерным лучом на плоскость панели, на которой не выполнен паз. Траектория, по которой воздействуют лазерным лучом на панель, соответствует траектории, по которой выполнен паз с другой стороны панели. Глубина паза зависит от материалов ребра и панели и составляет не менее 50-70 % от толщины панели, ширина ребра составляет не более 50 % от толщины панели, высота ребра не менее 100 % от толщины панели. Операции продолжаются до получения необходимого количества соединений ребер и панели.
В качестве материала ребра и панели могут быть использованы разнородные материалы в зависимости от их конструкционного или эксплуатационного назначения. Например, для увеличения теплоотвода к стальной панели могут быть приварены ребра из алюминия или меди с более высоким коэффициентом теплопроводности. Либо, для увеличения жесткости, к панели из низкоуглеродистой стали могут быть приварены ребра из легированной или высокоуглеродистой стали, имеющие большую жесткость и прочность, чем ребра из низкоуглеродистой стали. Также таким способом могут соединяться элементы конструкций из плохо - или ограниченно свариваемых сплавов на основе алюминия или железа.
В качестве источника лазерного излучения могут использоваться СО2-лазеры, дисковые лазеры, волоконные или диодные лазеры.
Обоснование технического результата заключается в следующем. Тепловой режим воздействия лазерным лучом задается таким образом, чтобы металл панели, на который воздействуют лазерным лучом, нагревался или расплавлялся со стороны воздействия лазерного луча, но не расплавлялся с обратной стороны, на которой создан механический контакт полости паза и торца ребра. Под тепловым режимом подразумевается погонная энергия, которая в сварке определяется как отношение мощности подводимой энергии к скорости сварки, в случае лазерной сварки или сварки-пайки – это отношение мощности лазерного излучения к скорости перемещения лазерного луча. Для заявляемого способа величины данных параметров зависят от марки разнородных соединяемых сплавов и их толщины, в большой степени от сплава, из которого изготовлена панель, так как на панель воздействуют лазерным лучом. Для заявляемого способа мощность лазерного излучения может находиться в пределах 500-4000 Вт, скорость перемещения лазерного луча 5-200 мм/сек. При воздействии лазерным лучом на металл панели, металл полости паза будет посредством теплопередачи нагревать металл торца ребра и доводить его до 0.5-0.8 от температуры плавления, в результате чего на границе металл полости паза – металл торца ребра активизируются диффузионные процессы, что приведет к образованию металлических связей между разнородными металлами. Это способствует образованию между металлом полости паза и металлом торца ребра сварно-паянного соединения с интерметаллидным слоем. При этом за счет разности толщины металла панели на участке, где выполнен паз, и толщины металла остальной панели, в результате термического воздействия лазерным лучом, создается давление параллельных стенок паза на стороны ребра, посредством чего происходит сжатие продольных сторон ребра стенками паза. Это объясняется тем, что степень термической деформации металла панели с меньшей толщиной (металл на участке, где выполнен паз) и степень термической деформации металла с большей толщиной (металл остальной панели, где пазы не выполнены), в результате неравномерного нагрева лазерным лучом и охлаждения по длине панели, на которой выполнен паз, отличаются. То есть металл с меньшей толщиной деформируется больше, чем металл с большей толщиной. Таким образом, происходит деформация металла панели, создающая перемещение стенок паза во встречном направлении, как показано на фигуре 1. Указанные выше действия приведут к образованию сварно-паянного соединения между металлом полости паза и металлом торца ребра, а перемещение стенок паза в направлении продольных сторон ребра приведёт к сжатию ребра стенками паза, что обеспечит максимальную прочность соединения с торцевой и боковых сторон ребра.
Основным, с точки зрения поперечных сварочных деформаций, преимуществом предлагаемого способа является то, что при воздействии лазерным лучом со стороны панели, на которой паз не выполнен, образующаяся часть нагретого или расплавленного металла панели равномерно по ширине взаимодействует с металлом торца ребра. В случае малой толщины ребра (до 2 мм), это может обеспечиваться сфокусированным лазерным лучом. Тогда как в случае большей толщины ребра, равномерное взаимодействие металла панели с металлом торца ребра обеспечивается увеличением ширины нагретого или расплавленного металла за счет применения расфокусированного лазерного луча, или поперечных, или продольных, или круговых колебаний лазерного луча. Применение расфокусированного лазерного луча или колебаний лазерного луча (поперечных или круговых) позволяет увеличить ширину области нагретого или расплавленного металла панели, что приведет к увеличению площади контакта ребра и панели при сварке-пайке ребер шириной более 2 мм. Применение продольных колебаний лазерным лучом приведет к увеличению времени пребывания металла панели в нагретом или расплавленном состоянии, что способствует увеличению времени диффузионных процессов между металлом ребра и металлом панели
Это существенно отличается от способа, предлагаемого авторами патента 2605032, в котором процесс сварки осуществляется в два цикла, сначала с одной стороны, потом с противоположной, что, несомненно, приведёт к поперечной деформации ребра в сторону первого прохода и, как следствие, к применению правки после сварки.
С точки зрения использования данного способа для сварки разнородных сплавов, способ имеет преимущество перед прототипом, заключающееся в том что, посредством контроля термического воздействия лазерным лучом металл торца ребра можно не доводить до плавления, косвенно контролируя объем диффузионных процессов и обеспечивая тем самым минимизацию взаимодействия нагретого или расплавленного металла панели с металлом торца ребра, это позволит минимизировать толщину или избежать образование хрупкого интерметаллидного слоя. Также, посредством контроля термического воздействия лазерным лучом, косвенно можно воздействовать на химический и фазовый состав интерметаллидного слоя, что в свою очередь будет способствовать уменьшению хрупкости соединения и повышению его прочности. Контроль термического воздействия лазерным лучом можно обеспечивать параметрами режимов обработки лазерным лучом, такими как мощность и скорость.
Необходимость плавления металла панели и металла ребра для образования монолитного соединения определяется природой соединяемых металлов, в частности, способностью пар металлов, образовывать твердые растворы замещения ограниченной или неограниченной растворимости или химические соединения.
Выполнение допуска 0.05-0.1 мм с каждой стороны обусловлено тем, что при большем допуске перемещение стенок паза во встречном направлении, создающееся неравномерной деформацией металла панели, может быть недостаточным для сжатия продольных сторон ребра стенками паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| Способ лазерной сварки разнородных металлических сплавов | 2021 |
|
RU2763706C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ ПЛАКИРОВАННОЙ ЛЕНТЫ | 1996 |
|
RU2108178C1 |
| Способ лазерной сварки тавровых соединений изделий из алюминиевых сплавов | 2023 |
|
RU2812921C1 |
| Способ изготовления стальных сварных конструкций | 2024 |
|
RU2839592C1 |
| Способ лазерной сварки заготовок из сплавов на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой | 2020 |
|
RU2744292C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
Изобретение относится к области машиностроения, в частности к способу изготовления ребристых панелей из разнородных сплавов. Производят механическую и (или) химическую подготовку полости паза, выполненного в панели, и привариваемого торца ребра. Торец ребра устанавливают в паз с обеспечением механического контакта с допуском 0,05-0,1 мм с каждой стороны. Панель устанавливают на сварочный стол или на опорную поверхность вниз стороной, на которой не выполнен паз, жестко фиксируют, обеспечивая её неподвижность. Осуществляют лазерную сварку панели с ребром, воздействуя лазером на плоскость панели, на которой не выполнен паз. Траектория, по которой воздействуют лазерным лучом на панель, соответствует траектории, по которой выполнен паз с другой стороны панели. Операцию продолжают до получения необходимого количества соединений ребер и панели. В результате получают повышение эксплуатационных характеристик, прочности и надежности соединения из разнородных материалов с обеспечением высокой производительности и минимизации сварочных деформаций. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления ребристых панелей из разнородных сплавов, включающий выполнение ребра и панели из разнородных сплавов, установку и закрепление панели на опорной поверхности, фиксацию ребра на панели и сварку лазерным лучом, отличающийся тем, что ребро выполняют шириной не более 50 % от толщины панели и высотой не менее 100 % от толщины панели, на поверхности панели выполняют паз для размещения в нем ребра с допуском на посадку ребра в паз, равным 0,05-0,1 мм с каждой стороны и глубиной не менее 50-70 % от толщины панели, при этом панель устанавливают на опорную поверхность вниз стороной, на которой не выполнен паз, ребро фиксируют в пазу, и осуществляют воздействие лазерным лучом на панель вдоль паза с противоположной стороны, на которой не выполнен паз, при этом металл торца ребра, размещенного в пазу, нагревают до температуры, равной 0,5-0,8 от температуры плавления материала ребра, с обеспечением сжатия ребра в стенках паза за счет тепловой деформации и образования сварно-паяного соединения металла полости паза панели с металлом торцевой стороны ребра.
2. Способ по п. 1, отличающийся тем, что используют расфокусированный лазерный луч или продольные, или поперечные, или круговые колебания луча.
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| КОЛЛЕКТОР ВЕНТИЛЯТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2514897C1 |
| JP 11320130 A, 24.11.1999 | |||
| JP 2008114233 A, 22.05.2008 | |||
| JP 2009022979 A, 05.02.2009. | |||

