Область техники, к которой относится изобретение
Настоящее изобретение относится к способу инкрементного формования детали.
Раскрытие изобретения
В одном из вариантов воплощения изобретения представлен способ инкрементного формования детали. Способ включает в себя инкрементное формование первой монотонной охватывающей поверхности в первом направлении и формование второй монотонной охватывающей поверхности во втором направлении, противоположном первому.
В одном из вариантов воплощения изобретения представлен способ инкрементного формования детали. Способ включает в себя инкрементное формование первой монотонной охватывающей поверхности в первом направлении относительно исходного положения детали и инкрементное формование второй монотонной охватывающей поверхности, полностью находящейся внутри первой монотонной охватывающей поверхности, во втором направлении, противоположном первому.
В одном из вариантов воплощения изобретения представлен способ инкрементного формования детали. Способ включает в себя инкрементное формование выпуклой поверхности на детали и инкрементное формование вогнутой поверхности внутри выпуклой поверхности. Никаких дополнительных выпуклых поверхностей не формируют ни на каком участке детали, где не сформирована вогнутая поверхность.
Краткое описание чертежей
Фиг. 1 представляет собой пример вида сбоку системы инкрементного формования детали.
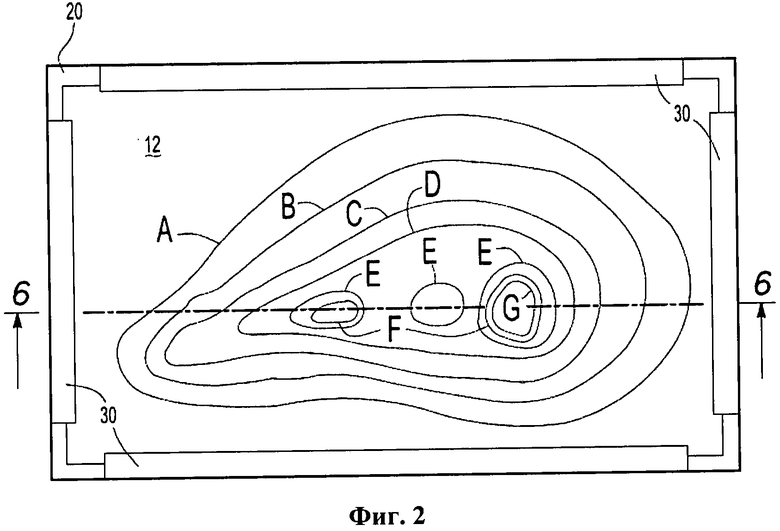
Фиг. 2 представляет собой топографический вид сверху образца детали после инкрементного формования.
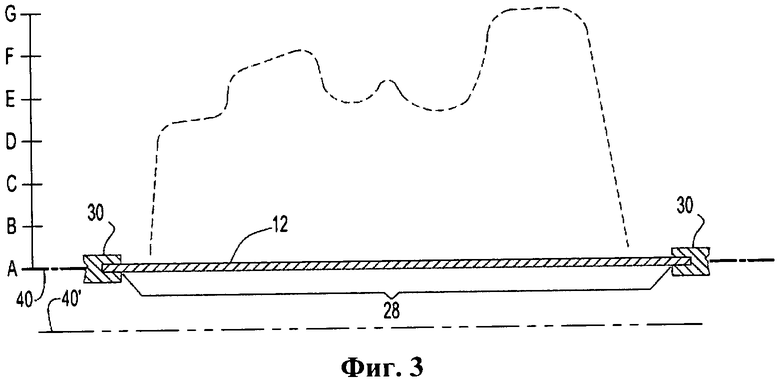
Фиг. 3 представляет собой пример вида сбоку детали в разрезе до инкрементного формования.
Фиг. 4а, 4b, 5 и 6 представляют собой примеры видов сбоку детали в разрезе, подвергающихся последовательности инкрементных этапов формования.
Осуществление изобретения
В данном описании подробно раскрыты варианты воплощения настоящего изобретения, однако следует понимать, что раскрываемые варианты являются всего лишь примерами изобретения, которое может быть воплощено в различных и альтернативных формах. Фигуры необязательно представлены в масштабе, некоторые элементы могут быть увеличены или уменьшены, чтобы показать детали конкретных компонентов. Кроме того, любая или все детали, относящиеся к одному варианту, могут быть объединены с любым другим вариантом. Таким образом, конкретные элементы конструкции и функциональные детали, раскрываемые в данном описании, должны рассматриваться не как ограничивающие, а как репрезентативная основа для формулы изобретения и/или как репрезентативная основа для объяснения специалистам в данной области техники различных способов осуществления настоящего изобретения.
На Фигурах 1 и 2 изображен пример системы 10 для инкрементного формования детали 12. Деталь 12 может быть изготовлена из любого подходящего материала, который имеет желаемые формовочные характеристики, такого, как метал, металлический сплав, полимерный материал или их комбинации. В одном из вариантов может быть использована деталь 12 из листового металла. Деталь 12 может быть использована в исходной конфигурации, которая в одном или более вариантов является в основном плоской или, по крайней мере частично, предварительно сформирована в неплоскую конфигурацию.
Система 10 может быть использована для инкрементного формования детали. В инкрементном формовании желаемую конфигурацию детали формируют посредством осуществления ряда малых последовательных (инкрементных) деформаций. Небольшие последовательные деформации могут быть осуществлены посредством движения одного или более инструментов вдоль или поперек одной или более поверхностей детали. Движение инструмента может быть выполнено по предопределенной или запрограммированной траектории. Кроме того, траекторию движения инструмента можно программировать в режиме реального времени, основываясь на данных об измерениях, например, от датчика нагрузки. Таким образом, инкрементное формование может происходить малыми приращениями по мере перемещения инструмента, а удаления материала из детали не происходит. Более подробно такая система 10 описана в патентной заявке U.S. №12/369,336, которая принадлежит заявителю и включена в настоящее описание посредством ссылки. Краткое описание некоторых компонентов такой системы 10 предоставлено ниже.
Система 10 может содержать совокупность компонентов, которые облегчают формование детали 12. Такими компонентами могут быть: фиксирующее приспособление 20, первый манипулятор 22, второй манипулятор 24 и контроллер 26.
Фиксирующее приспособление 20 может обеспечивать опору детали 12. Фиксирующее приспособление 20 может быть изготовлено в виде рамы, которая по крайней мере частично определяет отверстие 28 (изображено на Фигуре 3). Деталь 12 может быть расположена в отверстии 28 или хотя бы частично перекрывать его, когда деталь 12 помещена в фиксирующее приспособление 20.
Фиксирующее приспособление 20 может иметь совокупность зажимов 30, которые могут быть выполнены с возможностью захватывать деталь 12 и прилагать к ней усилие. Зажимы 30 могут быть расположены вдоль нескольких сторон отверстия 28 и могут иметь любую подходящую конфигурацию и механизм действия. Например, зажимы 30 могут приводиться в действие вручную, с помощью пневмо-, гидро- или электропривода. Более того, зажимы 30 могут быть выполнены с возможностью обеспечивать фиксированное или регулируемое количество нагрузки, прилагаемой к детали 12.
Первое и второе позиционирующие устройства или манипуляторы 22, 24 могут регулировать положение первого и второго формующих инструментов 32, 32′. Первый и второй манипуляторы 22, 24 могут иметь несколько степеней свободы, например, гексаподные манипуляторы, которые могут иметь по меньшей мере шесть степеней свободы. Манипуляторы 22, 24 могут быть выполнены с возможностью двигать прикрепленный инструмент вдоль нескольких осей, таких, как оси, проходящие в различных ортогональных направлениях, как оси X, Y и Z.
Первый и второй формующие инструменты 32, 32′ могут быть помещены в первый и второй держатели 34, 34′ соответственно. В одном или более вариантах первый и второй держатели 34, 34′ инструментов могут быть расположены на шпинделе и выполнены с возможностью вращения вокруг соответствующей оси вращения.
Формующие инструменты 32, 32′ могут передавать усилие для формования детали 12 без удаления материала. Формующие инструменты 32, 32′ могут иметь любую подходящую форму, включая, но не ограничиваясь, плоскую, изогнутую, сферическую или конусную формы или их комбинации.
Один или более контроллеров 26 или блоки управления могут быть предназначены для управления работой системы 10. Контроллер 26 может принимать CAD или координировать данные и обеспечивать числовое программное управление (CNC), чтобы сформировать деталь 12 в соответствии с желаемыми характеристиками. Кроме того, контроллер 26 может проводить мониторинг и управлять работой измерительной системы, которая может быть предусмотрена для мониторинга пространственных характеристик детали 12 во время процесса формования.
На Фигуре 2 изображен топографический вид сверху на деталь 12 в конечной конфигурации после завершения инкрементного формования. Буквы от А до G относятся к контурным линиям, отображающим смежные точки, находящиеся на одинаковом расстоянии от положения отсчета или плоскости отсчета, схожие с контурными линиями, показывающими точки, имеющие одинаковую высоту на топографической карте. Положение отсчета может быть исходным положением детали 12 или другой точкой отсчета, как будет описано более подробно ниже. Контурные линии А - G совпадают с расстояниями А - G, показанными вдоль вертикальной оси на сечении на Фигуре 6.
На Фигурах 3-6 проиллюстрирован способ инкрементного формования детали. В частности, Фигуры 3-6 представляют собой сечения детали 12 на различных этапах инкрементного формования по линии сечения 6-6 на Фигуре 2. Пунктирные линии на Фигурах 3-5 иллюстрируют желаемую или окончательную конфигурацию детали 12 на участках, где инкрементное формование не было завершено.
На Фигуре 3 сплошными линиями показана деталь 12 в своей исходной конфигурации. Исходной конфигурацией детали 12 может быть конфигурация или форма детали 12 до инкрементного формования. Как показано, исходная конфигурация может быть преимущественно плоской. Альтернативно, детали 12 может быть предварительно задана такая форма, что хотя бы часть детали 12 до начала инкрементного формования не является плоской.
Исходная конфигурация детали 12 может задавать конфигурацию отсчета или плоскость отсчета, по отношению к которой могут быть описаны или на которую могут ссылаться последующие шаги инкрементного формования. Например, для детали 12 с преимущественно плоской исходной конфигурацией плоскостью отсчета 40 может быть плоскость, в которой расположена деталь 12. Для детали с не плоской конфигурацией отсчета или плоскостью отсчета может быть поверхность детали 12, которая не была предварительно отформована до начала инкрементного формования. Кроме того, начальная конфигурация может представлять собой математически заданную поверхность или уровень, который не пересекается с деталью 12. Например, такая поверхность отсчета может представлять собой плоскость или поверхность, которая расположена параллельно по меньшей мере части детали 12, но находится на расстоянии от нее, когда деталь находится в исходной конфигурации, например, плоскость отсчета 40′. Альтернативно, в различных вариантах изобретения в качестве точек отсчета или условных отметок могут быть использованы точка, линия или другая поверхность.
На Фигурах 4а, 4b, 5 и 6 проиллюстрирован пример последовательности шагов инкрементного формования в соответствии со способом по изобретению. В частности, способ включает в себя инкрементное формование одной или более охватывающих поверхностей или уровней охватывающей поверхности на детали 12. Совокупность охватывающих поверхностей может быть поэтапно отформована в заданной последовательности. Поочередные (или последовательные) охватывающие поверхности могут быть отформованы в чередующихся или различных направлениях. Например, первая охватывающая поверхность может быть отформована в первом направлении, вторая охватывающая поверхность может быть отформована во втором направлении, третья охватывающая поверхность может быть отформована в первом направлении и т.д. Кроме того, последовательные охватывающие поверхности могут быть поэтапно отформованы по чередующейся схеме. Например, формованием первой охватывающей поверхности по меньшей мере частично выпуклой, второй охватывающей поверхности по меньшей мере частично вогнутой, третей охватывающей поверхности по меньшей мере частично выпуклой и так далее.
Охватывающая поверхность может быть определена разными способами. Например, охватывающая поверхность может быть определена как поверхность или контур, который инкрементно формуют на детали 12 монотонным образом или как монотонную поверхность. Монотонная охватывающая поверхность может быть определена разными способами. Первое определение монотонной охватывающей поверхности с точки зрения сечения - это (1) инкрементно отформованная поверхность детали, (2) которая отформована в общем направлении с поверхностью отсчета или условным уровнем, (3) в которой линия, соединяющая две любые точки на инкрементно отформованной поверхности, находящиеся на одинаковом расстоянии от поверхности отсчета или условной отметки, (4) расположена внутри поверхности или объема поверхности, которая была инкрементно отформована. Вторым определением монотонной охватывающей поверхности с точки зрения сечения может быть: (1) инкрементно отформованная поверхность детали, (2) которая отформована в общем направлении с плоскостью отсчета или условным уровнем, (3) в которой инкрементно отформованная поверхность является по меньшей мере частично вогнутой, но не выпуклой, или по меньшей мере частично выпуклой, но не вогнутой, по отношению к плоскости отсчета. Третьим определением монотонной охватывающей поверхности с точки зрения сечения может быть (1) инкрементно отформованная поверхность детали, (2) которая отформована в общем направлении с поверхностью отсчета или условным уровнем, (3) в которой инкрементно отформованная поверхность является полностью выпуклой или полностью вогнутой по отношению к плоскости отсчета. Охватывающая поверхность может удовлетворять одному или более из этих определений.
Последовательные охватывающие поверхности могут быть инкрементным образом отформованы на детали 12. Формование последовательных охватывающих поверхностей может быть описано в понятиях различных уровней или как иерархия «родитель-ребенок», в которой порождаемая охватывающая поверхность («ребенок») может быть инкрементно сформирована внутри или полностью в пределах порождающей охватывающей поверхности («родительской»). Например, может быть инкрементно сформирована порождающая охватывающая поверхность, а затем в ней инкрементно сформирована порождаемая охватывающая поверхность. Если необходимо, затем может быть сформирована «внучатая» охватывающая поверхность внутри порождаемой охватывающей поверхности, и так далее. Последовательные охватывающие поверхности могут быть сформированы в чередующихся направлениях. Например, если порождающая охватывающая поверхность является, хотя бы частично, выпуклой, тогда порождаемая охватывающая поверхность является, хотя бы частично, вогнутой или наоборот. Аналогично, если порождаемая охватывающая поверхность является, хотя бы частично, выпуклой, а «внучатая» охватывающая поверхность может быть, хотя бы частично, вогнутой или наоборот.
Деталь 12 может иметь несколько охватывающих поверхностей на одном уровне или поколении в иерархии «родитель-ребенок». Например, в порождающей охватывающей поверхности может быть несколько охватывающих поверхностей дочернего уровня. Такие охватывающие поверхности дочернего уровня и их дочерние поверхности могут быть инкрементно сформированы в различных последовательностях. Например, все охватывающие поверхности дочернего уровня могут быть сформированы до формования охватывающих поверхностей «внучатого» уровня (например, первая и вторая охватывающие поверхности дочернего уровня могут быть сформированы до формования первой и второй охватывающей поверхности «внучатого» уровня, если они предусмотрены). Другая последовательность может включать в себя формование полной серии или ветви охватывающих поверхностей до формования другой ветви в иерархии «родитель-ребенок». Например, могут быть инкрементно отформованы первая охватывающая поверхность дочернего уровня и ее «потомки» (если имеются), затем инкрементно формуют вторую охватывающую поверхность дочернего уровня и ее «потомков» (если имеются), и так далее. Настоящее изобретение также предполагает, что охватывающие поверхности могут быть сформированы с использованием комбинаций вышеперечисленного.
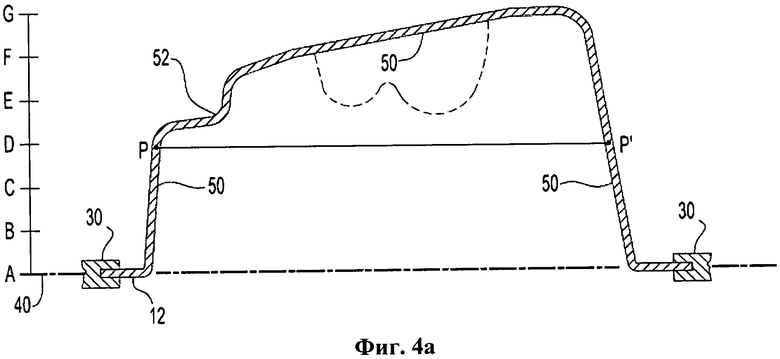
На Фигуре 4а показан пример монотонной охватывающей поверхности. На Фигуре 4а деталь 12 изображена после инкрементного формования образца первой или родительской охватывающей поверхности 50. Первая охватывающая поверхность 50 представлена частью детали 12, которая была сформирована по отношению к показанной на Фигуре 3. С точки зрения сечения, линия, которая соединяет любые две точки, расположенные на одной высоте или одинаковом расстоянии от поверхности отсчета 40 или 40′, например горизонтальная линия от точки Р до точки Р′, находится полностью в пределах объема поверхности, которая была инкрементно отформована ранее (например, горизонтальная линия пересекает инкрементно отформованную часть детали в двух точках). Необходимо понимать, что такая горизонтальная линия в трех измерениях может представлять собой монотонную плоскость. По существу, монотонная плоскость может пересекать инкрементно сформированную поверхность по непрерывному кольцу.
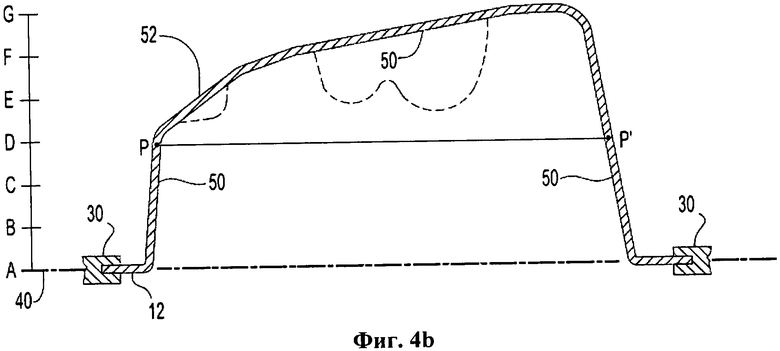
На Фигуре 4b показан еще один пример монотонной первой охватывающей поверхности. На Фигуре 4b первая охватывающая поверхность 50 является полностью выпуклой по отношению к поверхностям отсчета 40, 40′. Отличие от Фигуры 4а заключается в том, что часть 52 инкрементно сформированной поверхности является выпуклой на Фигуре 4b, но не на Фигуре 4а.
На Фигурах 4а и 4b первая охватывающая поверхность 50 инкрементно сформирована в первом направлении по отношению к исходной конфигураций или плоскости отсчета. Первое направление может простираться вверх и в сторону от исходного положения детали 12. Первое направление в одном или более вариантах изобретения может проходить вдоль оси, которая является преимущественно перпендикулярной исходному положению детали 12 и/или плоскости отсчета 40, 40′.
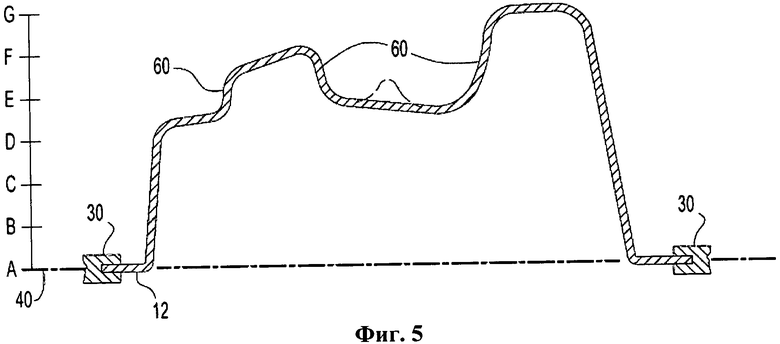
На Фигуре 5 показана деталь 12 после инкрементного формования второй охватывающей поверхности 60. Необходимо отметить, что часть второй охватывающей поверхности 60, расположенная слева на Фигуре 5, должна быть сформирована применительно к Фигуре 4b, а не Фигуре 4а. Вторая охватывающая поверхность 60 может быть инкрементно сформирована во втором направлении, которое может быть противоположно первому. Например, второе направление может проходить вниз и к исходному положению детали или к плоскости отсчета 40, 40′. На сечении, вторая охватывающая поверхность 60 может быть расположена полностью в пределах первой охватывающей поверхности 50. Вторая охватывающая поверхность 60 может быть расположена ближе к плоскости отсчета 40, 40′, чем непосредственно примыкающая часть первой охватывающей поверхности 50. Кроме того, вторая охватывающая поверхность 60 может быть вогнутой по отношению к поверхности отсчета 40, 40′. Поэтому вогнутая охватывающая поверхность может быть сформирована полностью внутри участка детали 12, в котором до этого была сформирована выпуклая охватывающая поверхность. В вариантах изобретения, где первая охватывающая поверхность 50 является хотя бы частично выпуклой, но не вогнутой или полностью выпуклой, не формируют никаких последующих дополнительных выпуклых охватывающих поверхностей до тех пор, пока не сформируют еще одну охватывающую поверхность, которая является хотя бы частично вогнутой. Кроме того, вторая охватывающая поверхность 60 может представлять собой охватывающую поверхность дочернего уровня, и поэтому может быть сформирована в различных последовательностях, как описано выше.
На Фигуре 6 показана деталь 12 после инкрементного формования третьей охватывающей поверхности 70. Третья охватывающая поверхность 70 может быть инкрементно сформирована в первом направлении или в том же направлении, что и первая охватывающая поверхность 50. Кроме того, третья охватывающая поверхность 70 может быть выпуклой по отношению к плоскости отсчета 40, 40′. На сечении, третья охватывающая поверхность 70 может быть расположена полностью внутри второй охватывающей поверхности 60. Кроме того, третья охватывающая поверхность 70 может быть более удалена от плоскости отсчета 40, 40′, чем непосредственно примыкающая часть второй охватывающей поверхности 60.
После формирования третьей охватывающей поверхности 70 дополнительные охватывающие поверхности могут быть сформированы путем продолжения изменения направлений, в которых инкрементно формуют деталь 12. Кроме того, каждая последующая охватывающая поверхность может быть образована внутри непосредственно предшествующей охватывающей поверхности. Например, четвертая охватывающая поверхность может быть образована в третьей охватывающей поверхности, пятая охватывающая поверхность - в четвертой и так далее, пока не будет получена окончательная конфигурация детали 12. Более того, в одном или более вариантах изобретения во втором направлении может быть не сформировано никаких охватывающих поверхностей на участке детали 12, который не имеет ранее сформированной в первом направлении охватывающей поверхности.
Инкрементное формование в соответствии со способом и охватывающие поверхности, описанные выше, могут помочь точно контролировать траектории движения инструмента во время инкрементного формования и могут помочь улучшить полученную геометрию детали. Следовательно, конечная геометрия детали может более точно отражать или соответствовать желаемой или конструктивной концепции геометрии детали. Кроме того, может быть легче или быстрее просчитана или запрограммирована траектория инструмента, что приведет к улучшению производительности и производственной логистики.
Несмотря на то что воплощения изобретения были проиллюстрированы и описаны, это не означает, что эти воплощения иллюстрируют или описывают все возможные формы изобретения.
Наоборот, термины, использованные в настоящем описании, имеют скорее описательный, а не ограничивающий характер, и необходимо понимать, что возможны различные изменения, которые могут быть осуществлены без отступления от сущности и объема изобретения.


Изобретение относится к области обработки металлов давлением, в частности к способу инкрементного формования детали. Осуществляют инкрементное формование первой выпуклой монотонной охватывающей поверхности в первом направлении, а затем инкрементное формование второй вогнутой монотонной охватывающей поверхности во втором направлении, противоположном первому. При этом для формования используют два подвижных инструмента, которые передвигают вдоль различных осей по двум противоположным поверхностям детали. При этом вторая поверхность сформирована полностью в пределах первой поверхности. Исключается необходимость переворачивания заготовки для получения сложного рельефа поверхности. 8 з.п. ф-лы, 6 ил.
1. Способ инкрементного формования детали, содержащий этапы:
инкрементное формование первой монотонной охватывающей поверхности в первом направлении; и
инкрементное формование второй монотонной охватывающей поверхности во втором направлении, противоположном первому;
при этом первую и вторую монотонные охватывающие поверхности формируют с помощью первого и второго инструментов, перемещаемых вдоль различных осей по противоположным поверхностям детали,
причем первую монотонную поверхность формируют выпуклой, а вторую монотонную охватывающую поверхность формируют полностью вогнутой и полностью в пределах первой монотонной охватывающей поверхности.
2. Способ по п. 1, в котором вторую монотонную охватывающую поверхность инкрементно формируют после формирования первой монотонной охватывающей поверхности.
3. Способ по п. 1, в котором первую монотонную охватывающую поверхность формируют частично выпуклой и невогнутой.
4. Способ по п. 1, в котором первую монотонную охватывающую поверхность формируют полностью выпуклой.
5. Способ по п. 1, в котором для инкрементного формования используют первый и второй инструменты, выполненные с возможностью вращения.
6. Способ по п. 1, в котором первую монотонную охватывающую поверхность формируют выпуклой по отношению к исходной конфигурации детали до инкрементного формования, а вторую непрерывную охватывающую поверхность формируют вогнутой по отношению к исходной конфигурации детали до инкрементного формования.
7. Способ по п. 1, который дополнительно включает инкрементное формование третьей охватывающей поверхности, расположенной полностью внутри второй монотонной охватывающей поверхности, причем третью охватывающую поверхность формируют в первом направлении.
8. Способ по п. 7, в котором третью охватывающую поверхность формируют монотонной.
9. Способ по п. 7, в котором третью охватывающую поверхность формируют частично выпуклой и невогнутой.
| Способ изготовления полых изделий | 1988 |
|
SU1540902A1 |

