Настоящее изобретение относится к инструменту для формования, предназначенному для получения детали из композитного материала посредством покрытия, с использованием матрицы, гибкой предварительно отформованной заготовки, состоящей из оболочки с волокнистой структурой, и жестко прикрепленных к указанной оболочке гибких профильных предварительно отформованных заготовок с волокнистой структурой, каждая из которых содержит сердечник, причем они расположены таким образом, что указанные сердечники образуют над оболочкой несколько объемных ячеек многогранной формы.
Композитные материалы, состоящие, главным образом, из предварительно отформованных заготовок с волокнистой структурой, и матрицы, состоящей в основном из пластикового материала (термопластичной смолы или термоотверждаемой пластмассы), что обеспечивает сцепление структуры, все чаще стали применять в ряде отраслей промышленности, а именно в отрасли авиационно-космической промышленности.
Изготовление деталей из композитных материалов обуславливает необходимость, в первую очередь, получения профильных предварительно отформованных заготовок с более или менее сложным поперечным сечением и/или формой посредством разрезания, дальнейшего формирования и/или механической сборки базовых предварительно отформованных заготовок с целью получения требуемого профиля.
Такие профили затем обычно жестко соединяют с оболочками с волокнистой структурой таким образом, чтобы получить панели из композитных материалов, содержащие структурные элементы жесткости.
Обычно разные профили и оболочку затем прессуют перед загрузкой в инструмент для формования, в котором их впоследствии соединяют посредством покрытия с использованием матрицы.
Эти сборки необязательно могут оказывать сопротивление возникающим усилиям вырывания так, что такие усилия вырывания обуславливают необходимость усиления сборок с помощью дополнительных крепежных деталей, состоящих, обычно, из крепежных деталей механического типа, таких как заклепки.
Следовательно, получение композитных панелей, способных оказывать сопротивление усилиям вырывания, предусматривает осуществление нескольких последовательных стадий (прессование, формовка, механическое соединение и т.п.).
Например, в патентном документе FR 2717735 раскрыт способ получения деталей сложной формы в виде тонколистовой облицовки из композитного материала. Инструмент для формования содержит матрицу из гибких блоков, предварительно впрессованных в оболочку из предварительно пропитанной ткани, содержащую объемную сетку. Эта сетка содержит придающие жесткость полосы, вставленные в качестве ребер жесткости между блоками. Однако этот инструмент не обеспечивает возможности запрессовки гибких предварительно отформованных заготовок, которые не были предварительно прессованы.
Кроме того, в патентном документе EP 1000725 раскрыта матрица для формы, материал из нержавеющей стали которой характеризуется разными коэффициентами теплового расширения для образования внутренних полостей для осуществления предварительного прессования формуемого тела.
Целью настоящего изобретения является устранение этих недостатков и, главным образом, создание инструмента для формования, обеспечивающего возможность покрытия посредством матрицы гибких предваритель но отформованных заготовок, которые не были предварительно прессованы.
С этой целью настоящее изобретение предоставляет инструмент для формования, предназначенный для получения детали из композитного материала посредством покрытия, с использованием матрицы, гибкой предварительно отформованной заготовки, состоящей из оболочки с волокнистой структурой, и жестко прикрепленных к указанной оболочке гибких предварительно отформованных профильных заготовок с волокнистой структурой, называемых профилями, причем каждый из которых содержит сердечник, расположенный таким образом, что указанные сердечники ограничивают над оболочкой ряд объемных ячеек многогранной формы. В соответствии с настоящим изобретением этот инструмент для формования содержит:
форму, оснащенную опорной плитой, называемой нижней опорной плитой и предназначенной для поддержки оболочки предварительно отформованной заготовки, и наружным поясом, ограничивающим объем, предназначенный для размещения указанной предварительно отформованной заготовки;
для каждой объемной ячейки, ограниченной профилями, деталь, выполненную в качестве цельного изделия, для заполнения объема указанной ячейки, которая образована посредством сборки:
нескольких клиньев, предназначенных для взаимного соединения и образования стенки для облицовки сердечников профилей, ограничивая свободный центральный объем внутри объемной ячейки;
блокирующей детали, предназначенной для размещения в свободном центральном объеме объемной ячейки и для обеспечения относительной блокировки указанной блокирующей детали и клиньев; и
контрформу, оснащенную опорной плитой, называемой верхней опорной плитой, для закрывания формы;
причем форма и контрформа выполнены из материала, характеризующегося, по меньшей мере, по существу таким же коэффициентом расширения, что и волокнистая структура предварительно отформованной заготовки, и
клинья и блокирующие детали выполнены из материала, предусмотренного для получения детали, выполненной в качестве цельного изделия, коэффициент расширения которого рассчитан для достижения заданного прессования оболочки и профилей при заданной температуре, соответствующей температуре полимеризации матрицы.
В соответствии с настоящим изобретением инструмент, следовательно, предназначен для изготовления детали из композитного материала посредством покрытия гибкой предварительно отформованной заготовки, то есть предварительно отформованной заготовки, которая не была подвержена прессованию перед выполнением операции формовки.
В соответствии с настоящим изобретением такое прессование, фактически, выполняют благодаря выполнению деталей, выполненных в качестве цельных изделий, с регулируемым расширением, что позволяет прессовать различные детали с волокнистой структурой непосредственно в инструменте перед покрытием последних с помощью матрицы.
Посредством такого инструмента различные предварительно отформованные заготовки (оболочка, профили и т.п.) можно, таким образом, соединить по линиям швов перед покрытием, и линии швов такого типа приводят к получению композитных панелей, способных оказывать сопротивление усилиям вырывания.
В соответствии с предпочтительным вариантом осуществления клинья каждой объемной ячейки содержат угловые клинья, предназначенные для расположения в каждом углу указанной объемной ячейки, и клинья в форме блока, предназначенные для закрепления угловых клиньев.
Дополнительно, клинья каждой объемной ячейки преимущественно определяют центральный объем, характеризующийся в целом формой усеченной пирамиды, поперечное сечение которой сужается в направлении верхней опорной плиты формы, причем блокирующая деталь состоит из детали в форме блока, совместимой с формой указанного центрального объема.
Указанные расположения, фактически, упрощают выполнение операций установки и удаления клиньев, а также обеспечивают образование детали, выполненной в качестве цельного изделия и обладающей высокой жесткостью.
Кроме того, когда деталь из композитного материала содержит профили, оснащенные опорной плитой, продолжающей сердечник, в соответствии с настоящим изобретением клинья и блокирующие детали объемных ячеек преимущественно подходят для ограничения опорных поверхностей указанных опорных плит. Дополнительно, контрформа содержит также преимущественно верхнюю опорную плиту, предназначенную для размещения указанных опорных плит на указанных плоских опорных поверхностях.
В соответствии с другой преимущественной особенностью настоящего изобретения блокирующая деталь каждой объемной ячейки характеризуется высотой, предназначенной для образования расширения, выходящего из соответствующего центрального объема, причем контрформа содержит для каждой из указанных объемных ячеек углубление, характеризующееся формой, пригодной для размещения указанного расширения блокирующей детали.
В соответствии с другой преимущественной особенностью настоящего изобретения, касающейся получения детали из композитного материала, содержащей по меньшей мере один периферийный профиль, оснащенный опорной плитой, продолжающей сердечник, форма содержит для каждого из указанных периферийных профилей с опорной плитой съемный клин для бокового упора для указанного профиля, выполненный с возможностью снятия после отвердевания опорной плиты.
Дополнительно, одно из преимущественных применений инструмента в соответствии с настоящим изобретением заключается в получении детали из композитного материала, содержащей изогнутую стенку.
С целью реализации указанного варианта осуществления и преимущественно в соответствии с настоящим изобретением форма содержит нижнюю изогнутую опорную плиту, и каждый клин состоит из двух клиньев, расположенных друг на друге, а именно:
клина, называемого нижним клином и оснащенного нижней поверхностью, характеризующейся изогнутой формы, совместимой с верхней опорной плитой формы;
клина, называемого верхним клином и оснащенного верхней плоской опорной поверхностью для поддержки опорной плиты;
каждая пара нижних и верхних клиньев содержит соединительные поверхности, скошенные относительно аналогичных частей верхней поверхности объемной ячейки.
Таким образом, такой инструмент обеспечивает очень простое прессование и формование гибких предварительно отформованных заготовок, содержащих противоположные уклоны. Фактически, разделение каждого клина на два специальных взаимодополняющих клина обеспечивает возможность последовательного удаления каждого из двух клиньев из пары клиньев, независимо от наличия противоположных уклонов, и, следовательно, позволяет демонтировать разные элементы деталей, выполненных в качестве цельного изделия.
Кроме того, преимущественно нижние клинья каждой объемной ячейки образуют верхнюю поверхность по существу вогнутой формы, причем верхние клинья образуют нижнюю поверхность по существу выпуклой формы, совместимой с указанной верхней вогнутой поверхностью.
С этой же целью настоящее изобретение обеспечивает возможность создания детали из композитного материала, содержащей по меньшей мере один периферийный профиль, оснащенный опорный плитой, пересекающей плоскость изгиба. С этой целью съемный клин для обеспечения бокового упора этого профиля преимущественно состоит из двух клиньев, расположенных друг на друге, нижнего и верхнего.
Другие особенности, цели и преимущества настоящего изобретения будут понятны из подробного описания, выполненного со ссылками на прилагаемые фигуры, на которых описан в качестве неограничивающего примера один предпочтительный вариант осуществления, где:
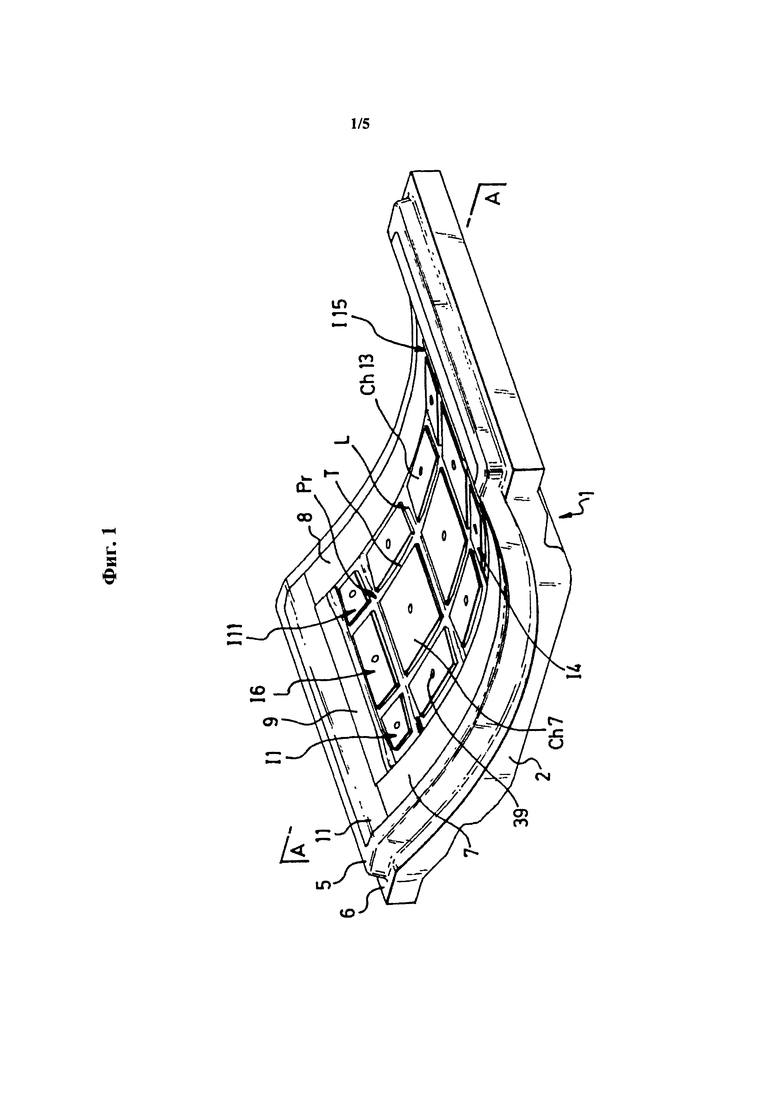
на фиг.1 представлен схематический вид в перспективе формы инструмента для формования в соответствии с настоящим изобретением;
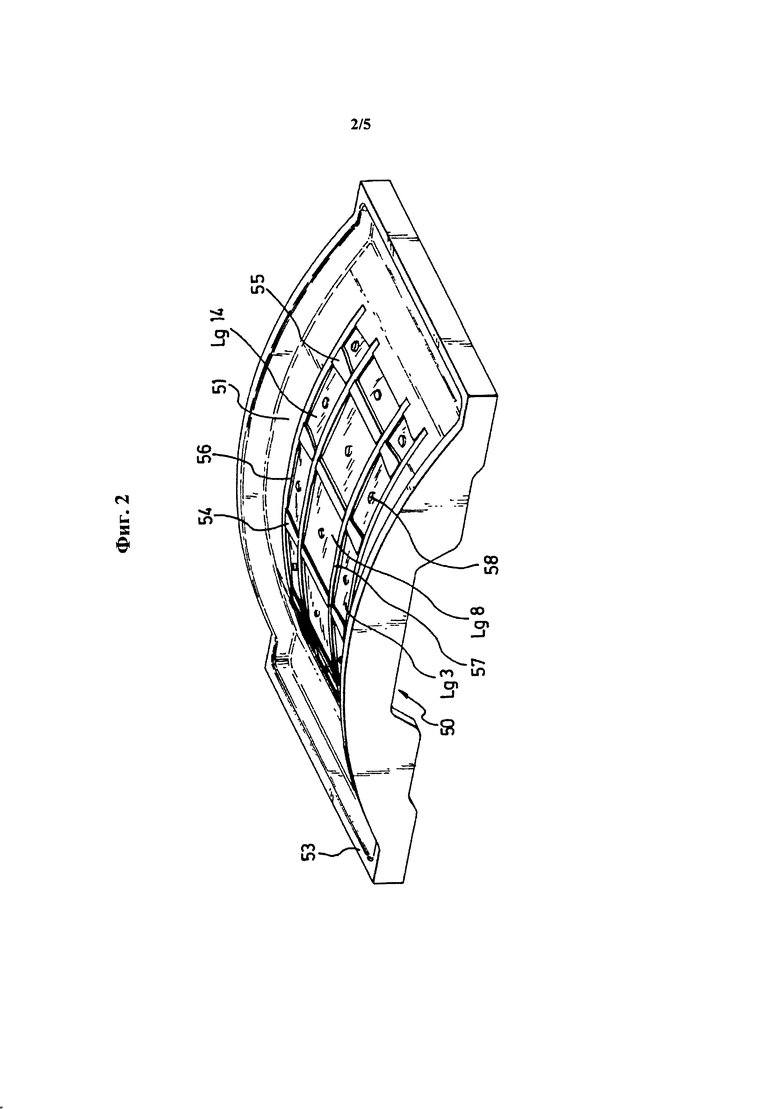
на фиг.2 представлен схематический вид в перспективе контрформы этого инструмента, представленной в перевернутом положении относительно положения закрывания формы на фиг.1;
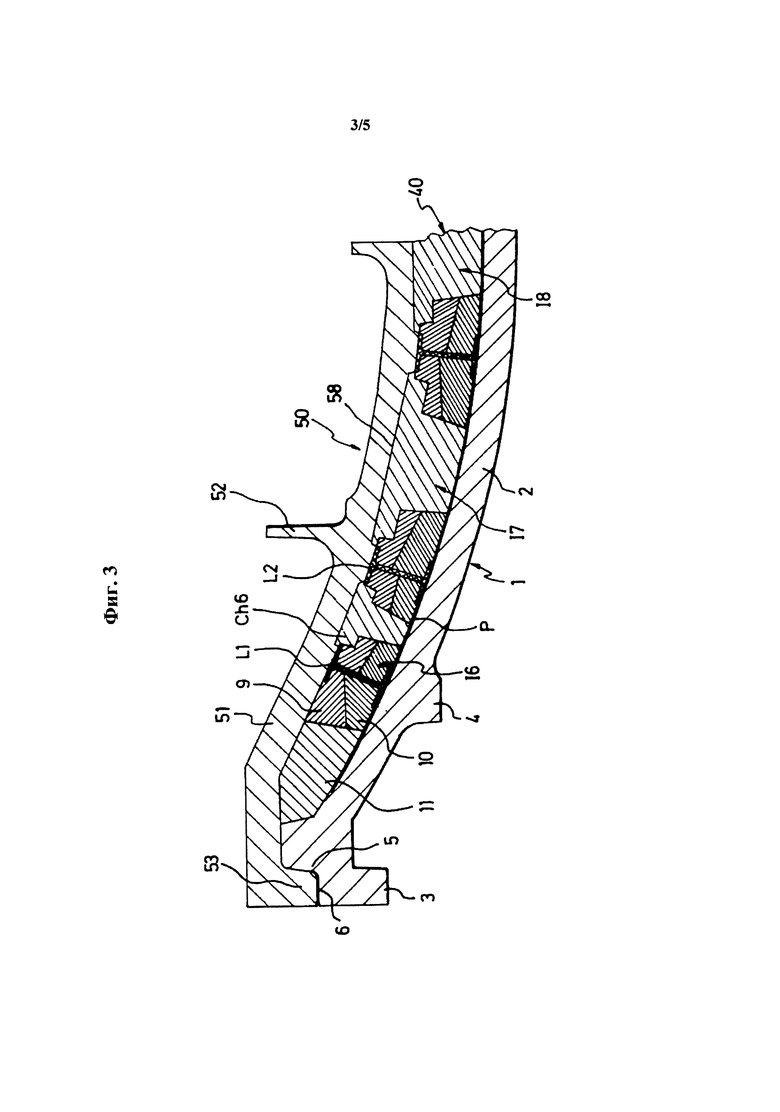
на фиг.3 представлен частичный продольный разрез по плоскости А инструмента в соответствии с настоящим изобретением в закрытом положении формы и контрформы;
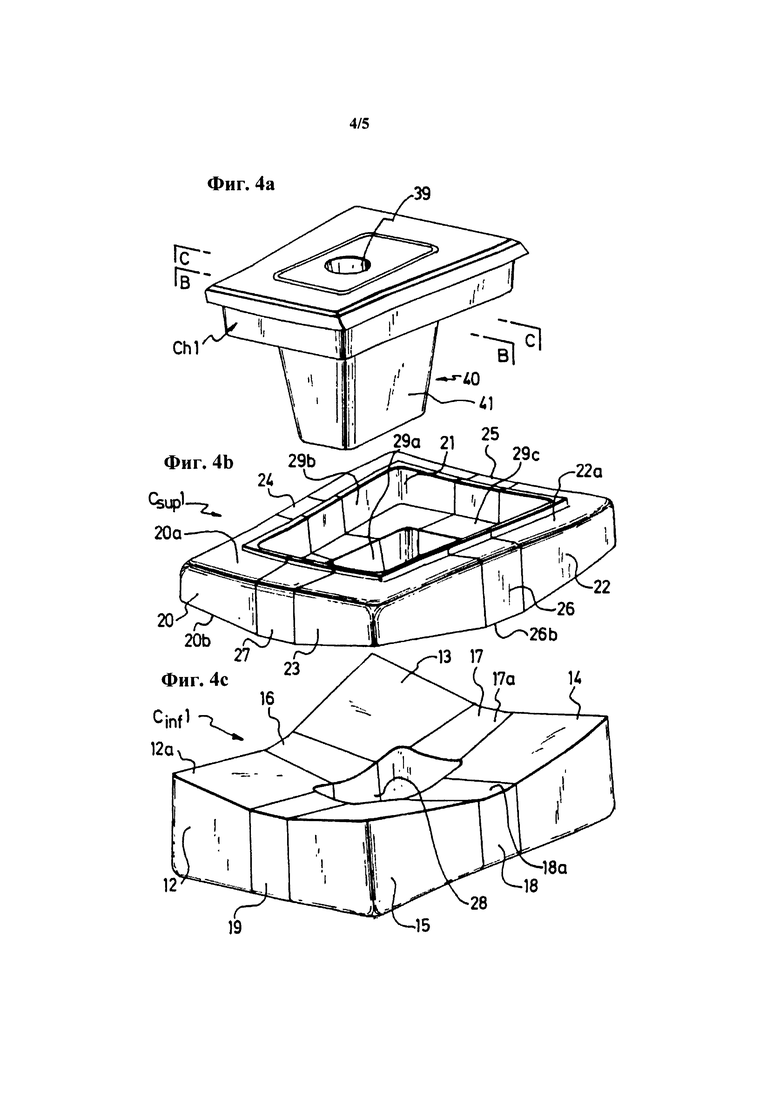
на фиг.4a, 4b и 4c представлены виды в перспективе, иллюстрирующие различные составляющие элементы детали, выполненной в качестве цельного изделия, в соответствии с настоящим изобретением;
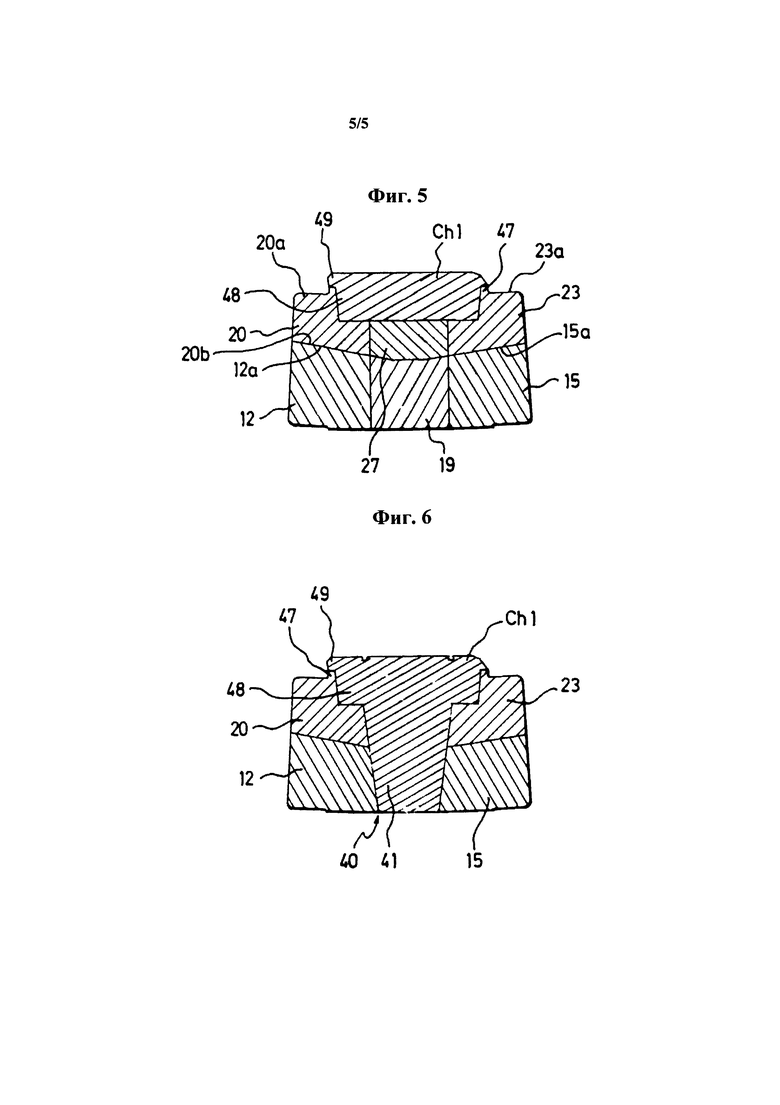
на фиг.5 представлен продольный разрез по плоскости В указанной детали, выполненной в качестве цельного изделия, и показанной в собранном состоянии;
на фиг.6 представлен продольный разрез по плоскости С указанной детали, выполненной в качестве цельного изделия, и показанной в собранном состоянии.
Инструмент для формования, представленный на фигурах в качестве примера, в частности, предназначен для получения формовкой гибкой предварительно отформованной заготовки Pr, характеризующейся волокнистой структурой, двери воздушного судна типа, описанного, в частности, в патенте FR 2928620, которая содержит согласно представленному на прилагаемых фигурах: панель в форме дуги, содержащую изначально оболочку Р, на которой изначально расположены шесть продольных элементов L, L1, L2, выполненных как единое целое, включая два периферийных продольных элемента, таких как L1, и четыре поперечных элемента, таких как Т, включая два периферийных поперечных элемента, каждый из которых разделен на пять частей, проходящих между продольными элементами L.
Следует отметить, что в настоящем описании термины продольные, поперечные, продольные элементы, поперечные элементы и т.п.использованы в отношении продольных и поперечных осей воздушного судна, оснащенного описанной дверью.
В первую очередь, инструмент содержит форму 1, содержащую нижнюю опорную плиту 2, под которой проходят продольные элементы, такие как 3 и 4, для позиционирования указанной формы на прижимной плите. Эта нижняя опорная плита 2 содержит вогнутую верхнюю поверхность, предназначенную для установки оболочки Р предварительно отформованной заготовки Pr, и окаймленную ребром 5, выполненным по периметру и образующим периферийный паз 6.
Когда оболочка Р, а также поперечные элементы Т и продольные элементы L расположены на этой вогнутой поверхности, предварительно отформованная заготовка Pr содержит объемные ячейки в форме изогнутого параллелепипеда. В этом примере выполнены пятнадцать ячеек, и они обозначены позициями l1-l15, каждая из которых ограничена сердечниками двух поперечных элементов Т и двух продольных элементов L, причем их верхняя поверхность частично закрыта по периметру полками, выходящими из указанных сердечников.
Эта форма дополнительно содержит вдоль каждой из поперечных сторон ребра 5 изогнутый поперечный клин 7, 8, обеспечивающий боковой упор для каждого из периферийных поперечных элементов Т панели Pr.
Кроме того, эта форма 1 содержит два продольных клина, расположенных таким образом, что каждый из них проходит между одной из оконечных частей двух поперечных клиньев 7, 8.
В соответствии с идеей настоящего изобретения каждый из этих продольных клиньев фактически состоит из двух продольных клиньев 9, 10, расположенных друг на друге и предусмотренных для образования одного клина, который выполнен с возможностью перемещения в боковом направлении под наружную полку одного из расположенных по периметру продольных элементов L1 предварительно отформованной заготовки Pr, и который может быть удален после полимеризации несмотря на противоположный уклон, образованный этой наружной полкой.
С этой целью, поперечные сечения этих двух клиньев, нижнего 10 и верхнего 9, являются по существу трапециевидными и взаимодополняющими таким образом, чтобы образовывать, при наложении друг на друга, клин, характеризующийся по существу параллельными верхней и нижней поверхностями. Кроме того, их соединительные поверхности выполнены под углом относительно верхней и нижней поверхностей таким образом, чтобы было возможным удалить верхний клин 9 не прикладывая давление к полимеризованной предварительно отформованной заготовке.
Форма 1 содержит, кроме прочего, продольный фиксирующий клин 11, форма которого предусматривает его размещение между каждым продольным клином 9, 10 и соответствующей продольной стороной ребра 5.
Инструмент в соответствии с настоящим изобретением также содержит для каждой объемной ячейки l1-l15 деталь, выполненную в качестве цельного изделия, для заполнения объема указанной ячейки, которая может быть разобрана на ряд основных элементов, предусмотренных с целью:
сборки in situ с целью монтажа указанной детали, выполненной в качестве цельного изделия, перед выполнением операции формовки;
разъединения после формовки с целью обеспечения удаления детали, выполненной в качестве цельного изделия, несмотря на противоположные уклоны, образованные полимеризованными полками поперечных элементов Т и продольных элементов L.
На фиг.4a-4c в качестве примера представлены различные элементы, составляющие деталь, выполненную в качестве цельного изделия, и предназначенную для размещения в ячейке l1 предварительно отформованной заготовки Pr.
Эти элементы содержат, в первую очередь, первый ряд из восьми клиньев, предназначенных для размещения своими нижними поверхностями на оболочке Р, а также для образования нижней опоры Cinf1 стенки для облицовки сердечников профилей L, Т, таким образом, ограничивая свободный центральный объем 28, форма которого выполнена в виде усеченной пирамиды, поперечное сечение которой сужается в направлении формы 1.
Эти восемь клиньев состоят из четырех угловых клиньев 12-15, предназначенных для расположения в каждом углу объемной ячейки, и вдоль каждого из четырех сердечников профилей Т, L выполнены клинья 16-19 в форме блока, предназначенные для закрепления угловых клиньев 12-15.
Элементы детали, выполненной в качестве цельного изделия, также содержат второй ряд из восьми клиньев 20-27, каждый из которых предназначен для размещения на верхней поверхности, например, 12а, 17а, 18а, одного из клиньев 12-19 первого ряда своей нижней поверхностью, например, 20b, 26b, и для образования верхней опоры Csup1 стенки для облицовки сердечников профилей L, Т.
Эти восемь клиньев 20-27 содержат, кроме прочего, верхнюю плоскую поверхность, такую как 20а, 22а, для опоры полки смежного профиля, причем указанные верхние поверхности ограничены внутренним периферийным ребром 47.
Как было указано выше, эти восемь клиньев 20-27 определяют свободный центральный объем 29, причем последний разделен на две, разделенные радиальным выступом 29 с и расположенные друг над другом части, а именно:
нижнюю часть 29а, проходящую в продолжение центрального объема 28 нижней опоры Cinf,
верхнюю часть 29b в форме прямоугольного параллелепипеда, размер которой превышает размер нижней части 29а, ограниченной по периметру ребром 47.
Как было указано выше, эти восемь клиньев 20-27 состоят из четырех угловых клиньев 20-23, предназначенных для размещения в каждом углу объемной ячейки, и вдоль каждого из четырех сердечников профилей Т, L выполнены клинья 24-27 в форме блока, предназначенные для закрепления угловых клиньев 20-24.
Как показано на фиг.4a-4c, каждая пара нижних клиньев 12-19 и верхних клиньев 20-27 содержит, соответственно, верхние соединительные поверхности, такие как 12a, 17a, 18a, а также нижние соединительные поверхности, такие как 20b, 26b, скошенные относительно аналогичных частей верхней поверхности объемной ячейки.
Таким образом, каждый верхний клин 20-27 может быть удален после полимеризации, несмотря на противоположный уклон, образованный полками профилей L, Т, причем нижние клинья 12-19 также могут быть впоследствии удалены без каких-либо проблем.
Деталь, выполненная в качестве цельного изделия, содержит, наконец, блокирующую деталь 40, содержащую, все как единое целое:
нижний блок 41, характеризующийся в целом формой усеченной пирамиды, и предназначенный для размещения в центральном объеме в форме усеченной пирамиды 28, 29а объемной ячейки и для обеспечения относительной блокировки указанной блокирующей детали и клиньев 12-19, 20-27;
верхний блок или крышку Ch1, состоящую из двух частей, расположенных друг над другом, в форме прямоугольного параллелепипеда:
нижней части 48, предназначенной для размещения в верхней части 29b центрального объема 29, ограниченного клиньями 20-27, и
верхней части 49, предназначенной для опоры на ребро 47 и прохождения вверх от верхней поверхности клиньев 20-27.
Наконец, крышка Ch1 содержит верхнюю поверхность, в которой выполнено установочное гнездо 39 в целом овальной формы.
Другие ячейки 12-115 связаны с деталями, выполненными в качестве цельного изделия, с такой же конструкцией, как и описанная ранее конструкция, таким образом, что верхняя поверхность формы 1, содержащая такие детали, выполненные в качестве цельного изделия, как представлено на фиг.1, выполнена в форме нескольких крышек, таких как Ch7, Ch13, образующих выступы относительно полок профилей L, Т.
Наконец, инструмент содержит контрформу 50 для закрытия формы 1, оснащенную верхней опорной плитой 51, для закрывания объемных ячеек предварительно отформованной заготовки Pr, от которой проходят стойки, такие как 52, для позиционирования указанной контрформы 50 на прижимной плите.
Эта верхняя опорная плита 51 содержит нижнюю поверхность, взаимодополняющую верхнюю поверхность формы 1, оснащенную деталями, выполненными в качестве цельного изделия, и окруженную кромкой 53, предназначенной для размещения в боковом пазу 6 формы 1.
С этой целью указанная нижняя поверхность содержит плоские поверхностные полосы 54, 55, 56, 57, форм а и положение которых идентичны форме и положению верхних поверхностей профилей Т, L, предназначенных для расположения на последних, между которыми выполнены углубления, такие как Lg3, Lg8, Lg14, каждое из которых предназначено для размещения верхней части 49 крышки Ch1, Ch13 и т.п., и в каждом из которых выполнен элемент 58 центрирования, форма которого подходит для размещения в установочном гнезде 39 крышки, расположенном напротив.
Наконец, форма 1 и контрформа 50 выполнены из материала, такого как «Invar®», характеризующегося, по меньшей мере, по существу таким же коэффициентом расширения, что и волокнистая структура предварительно отформованной заготовки Pr.
Клинья 12-19 и 20-27 и блокирующие детали Co1-Ch1 и т.п., в свою очередь, выполнены из материала, такого как алюминий, и рассчитаны таким образом, что каждая деталь, выполненная в качестве цельного изделия, характеризуется коэффициентом расширения, подходящим для достижения заданного прессования оболочки и профилей при заданной температуре, соответствующей температуре полимеризации матрицы.
Инструмент в соответствии с настоящим изобретением, таким образом, сконструирован для изготовления детали из композитного материала посредством покрытия гибкой предварительно отформованной заготовки, то есть предварительно отформованной заготовки, которая не была подвержена прессованию перед выполнением операции формовки.
Такое прессование, в действительности, реализуют в соответствии с настоящим изобретением благодаря конструкции деталей, выполненных в качестве цельных изделий, с регулируемым расширением, которые полностью индексированны относительно фиксированной базы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛИ ПУТЕМ ИНЖЕКЦИИ СМОЛЫ В ЗАГОТОВКУ ИЗ ТКАНЫХ ВОЛОКОН | 2018 |
|
RU2774914C2 |
| ИЗГОТОВЛЕННЫЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА ФЛАНЕЦ С МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМОЙ ЧАСТЬЮ | 2008 |
|
RU2481950C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КОМПОЗИТНЫХ ИЗДЕЛИЙ | 1987 |
|
RU2018501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ПРОФИЛЯ И КОМПОЗИТНЫЙ ПРОФИЛЬ | 2018 |
|
RU2741043C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2007 |
|
RU2457111C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С ПОЛЫМ СЕРДЕЧНИКОМ | 2011 |
|
RU2566774C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ГРУЗОПОДЪЕМНОГО КУЗОВА С ВОГНУТЫМ ПРОФИЛЕМ | 1997 |
|
RU2181641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2431566C2 |
| ХОККЕЙНАЯ КЛЮШКА СО СМЕННЫМ КРЮКОМ, ВЫПОЛНЕННАЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, И СМЕННЫЙ КРЮК ДЛЯ НЕЁ | 2023 |
|
RU2814675C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСА, ВЫПЛНЕННОГО ИЗ КОМПОЗИТНОГО МАТЕРИАЛА, И СПОСОБ ИЗГОТОВЛЕНИЯ, ИСПОЛЬЗУЮЩИЙ ТАКОЕ УСТРОЙСТВО | 2011 |
|
RU2564340C2 |
Изобретение относится к инструменту для формования, предназначенному для получения детали из композитного материала посредством покрытия, с использованием матрицы, гибкой предварительно отформованной заготовки, содержащей оболочку, и профилированных элементов, ограничивающих несколько объемных ячеек многогранной формы. Указанный инструмент для формования содержит форму и контрформу, выполненные из материала, коэффициент расширения которого аналогичен коэффициенту расширения предварительно отформованной заготовки. Инструмент содержит для каждой объемной ячейки деталь для заполнения последней, образованную рядом клиньев, предназначенных для взаимного соединения и ограничения свободного центрального объема, и блокирующей деталью, предназначенной для обеспечения относительной блокировки блокирующей детали и клиньев. Указанные клинья и блокирующие детали выполнены из материала, характеризующегося коэффициентом расширения, подходящим для достижения заданного прессования предварительно отформованной заготовки при температуре полимеризации матрицы. Изобретение обеспечивает повышение технологичности изготовления деталей из композитного материала. 8 з.п. ф-лы, 8 ил.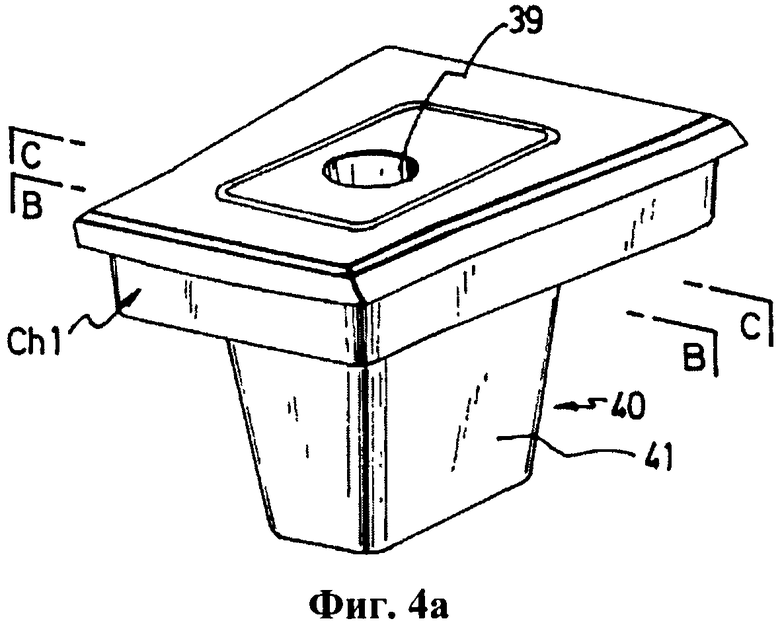
1. Инструмент для формования, предназначенный для получения детали из композитного материала посредством покрытия, с использованием матрицы, гибкой предварительно отформованной заготовки (Pr), состоящей из оболочки (P) с волокнистой структурой, и жестко прикрепленных к указанной оболочке гибких предварительно отформованных профильных заготовок (L, T) с волокнистой структурой, называемых профилями, причем каждый из которых содержит сердечник, расположенный таким образом, что указанные сердечники ограничивают над оболочкой ряд объемных ячеек (l1-l15) многогранной формы, причем указанный инструмент для формования содержит:
форму (1), оснащенную опорной плитой (2), называемой нижней опорной плитой и предназначенной для поддержки оболочки (P) предварительно отформованной заготовки (Pr), и наружным поясом (5), ограничивающим объем, предназначенный для размещения указанной предварительно отформованной заготовки;
для каждой объемной ячейки (l1-l15), ограниченной профилями (L, T), деталь, выполненную в качестве цельного изделия, для заполнения объема указанной ячейки, которая образована посредством сборки:
нескольких клиньев (12-27), предназначенных для взаимного соединения и образования стенки для облицовки сердечников профилей (L, T), ограничивая свободный центральный объем (28, 29) внутри объемной ячейки (l1-l15);
блокирующей детали (40), предназначенной для размещения в свободном центральном объеме (28, 29) объемной ячейки (l1-l15) и для обеспечения относительной блокировки указанной блокирующей детали и клиньев (12-27); и
контрформу (50), оснащенную опорной плитой (51), называемой верхней опорной плитой, для закрывания формы (1);
причем указанный инструмент отличается тем, что форма (1) и контрформа (50) выполнены из материала, характеризующегося, по меньшей мере, по существу таким же коэффициентом расширения, что и волокнистая структура предварительно отформованной заготовки (Pr), и клинья (12-27) и блокирующие детали (40) выполнены из материала, предусмотренного для получения детали, выполненной в качестве цельного изделия, коэффициент расширения которого рассчитан для достижения заданного прессования оболочки (P) и профилей (L, T) при заданной температуре, соответствующей температуре полимеризации матрицы.
2. Инструмент для формования по п.1, отличающийся тем, что клинья (12-27) каждой объемной ячейки (l1-l15) содержат угловые клинья (12-15, 20-23), подходящие для размещения в каждом углу указанной объемной ячейки, и клинья (16-19, 24-27) в форме блока, подходящие для закрепления угловых клиньев.
3. Инструмент для формования по любому из пп.1 или 2, отличающийся тем, что клинья (12-27) каждой объемной ячейки (l1-l15) ограничивают центральный объем (28, 29), который в целом характеризуется формой усеченной пирамиды, поперечное сечение которой сужается в направлении нижней опорной плиты (2) формы (1), причем блокирующая деталь (40) состоит из детали в форме блока, совместимой с формой указанного центрального объема.
4. Инструмент для формования по любому из пп.1 или 2, предназначенный для получения детали из композитного материала, содержащей профили (L, T), оснащенные опорной плитой, продолжающей сердечник, отличающийся тем, что клинья (12-27) и блокирующие детали (40) объемных ячеек (l1-l15) подходят для ограничения опорных поверхностей указанных опорных плит, причем контрформа (50) содержит верхнюю опорную плиту (51), предназначенную для размещения указанных опорных плит на указанных плоских опорных поверхностях.
5. Инструмент для формования по п.4, отличающийся тем, что блокирующая деталь (40) каждой объемной ячейки (l1-l15) характеризуется высотой, предназначенной для образования расширения (Ch1-Ch15), выходящего из соответствующего центрального объема (28, 29), причем контрформа (50) содержит для каждой из указанных объемных ячеек углубление (Lg1-Lg15), характеризующееся формой, пригодной для размещения указанного расширения блокирующей детали.
6. Инструмент для формования по п.4, для получения детали из композитного материала, содержащей по меньшей мере один периферийный профиль (L1), оснащенный опорной плитой, продолжающей сердечник, отличающийся тем, что форма (1) содержит для каждого из указанных периферийных профилей с опорной плитой съемный клин (9, 10) для бокового упора указанного профиля.
7. Инструмент для формования по п.4, форма (1) которого содержит изогнутую нижнюю опорную плиту (2) для получения детали из композитного материала, содержащей изогнутую стенку, отличающийся тем, что каждый клин состоит из двух клиньев, расположенных друг на друге, а именно:
клина (12-19), называемого нижним клином и оснащенного нижней поверхностью, характеризующейся изогнутой формы, совместимой с верхней опорной плитой (2) формы (1);
клина (12-19, 20-27), называемого верхним клином и оснащенного верхней плоской опорной поверхностью (20a, 22a) для поддержки опорной плиты;
каждая пара нижних (12-19) и верхних (20-27) клиньев содержит соединительные поверхности (12a, 17a, 18a, 20b, 26b), скошенные относительно аналогичных частей верхней поверхности объемной ячейки (l1-l15).
8. Инструмент для формования по п.7, отличающийся тем, что нижние клинья (12-19) каждой объемной ячейки (l1-l15) ограничивают верхнюю поверхность (12a, 17a, 18a) по существу вогнутой формы, верхние клинья образуют нижнюю поверхность (20b, 26b) по существу выпуклой формы, совместимой с указанной верхней вогнутой поверхностью.
9. Инструмент для формования по любому из пп.6-8, для получения детали из композитного материала, содержащей по меньшей мере один периферийный профиль, оснащенный опорной плитой, пересекающей плоскость изгиба, отличающийся тем, что съемный клин для бокового упора указанного профиля состоит из двух расположенных друг на друге клиньев, нижнего (10) и верхнего (9).
| ЭЛЕКТРОМАГНИТНЫЙ ШКИВНОЙ ЖЕЛЕЗООТДЕЛИТЕЛЬ | 2019 |
|
RU2717735C1 |
| Капиллярная структура зоны испарения тепловой трубы | 1981 |
|
SU1000725A1 |
| US 5190773 A, 02.03.1993 | |||
| US 2009035406 A1, 05.02.2009 | |||
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ПРЕССОВАННЫХ ТЕРМОФОРМОВАННЫХ ИЗДЕЛИЙ И ИХ УДАЛЕНИЯ ИЗ ОДНОПОЗИЦИОННОГО ТЕРМОФОРМОВОЧНОГО ПРЕССА | 1998 |
|
RU2204481C2 |

