Область техники
Настоящее изобретение относится к способу и устройству для формования мягкого и тонкого отформованного из смолы изделия, допускающим достижение облегчения до настоящего времени затрудненной автоматизации извлечения из формы мягкого и тонкого отформованного из смолы изделия.
Уровень техники
Транспортное средство, такое как автомобиль, снабжено передней внутренней панелью кабины транспортного средства, называемой приборной панелью или «торпедой» и т.п. в кабине транспортного средства в ее передней части.
Некоторые такие передние внутренние панели кабины транспортного средства имеют многослойную структуру, сформированную из амортизирующего слоя и мягкого и тонкого поверхностного материала, ламинированного на поверхность жесткого материала сердцевины.
Мягкий и тонкий поверхностный материал обычно производят посредством формования с засыпкой порошкового материала и вращения формы, вакуумного формования и т.п.
В числе этих способов формования формование с засыпкой порошкового материала и вращением формы, говоря кратко, содержит плавление и прилипание смоляного порошка к горячей форме таким образом, чтобы осуществлять формование и вакуумное формование, что, в частности, включает обеспечение введения термически размягченного листа термопластической смолы в близкий контакт с вакуумной формой посредством вакуумного всасывания для формирования таким образом листа термопластической смолы в форме внутренней передней панели кабины транспортного средства.
Поскольку такое формование с засыпкой порошкового материала и вращением формы или вакуумное формование используется с конкретным оборудованием, развивалась разработка технологии для осуществления инжекционного прессования с использованием производственного оборудования общего назначения для формования мягкого и тонкого поверхностного материала (см., например, Патентную литературу 1).
Патентная литература
Патентная литература 1: Публикация заявки на патент Японии № 2011-218631.
Задача, решаемая изобретением
Однако средство для производства мягкого и тонкого отформованного из смолы изделия, описанного в Патентной литературе 1, затрудняет механическое и автоматическое извлечение из формы и, следовательно, требует ручной работы для извлечения из формы, так как мягкое и тонкое отформованное из смолы изделие, полученное формованием, очень чувствительно к воздействию или, аналогично, мягкое и тонкое отформованное из смолы изделие во время извлечения из формы является очень мягким из-за того, что оно имеет более высокую температуру, чем его обычная температура.
Решение задачи
Для решения указанной выше задачи создан способ формования мягкого и тонкого изделия из смолы, согласно которому расплавленную смолу подают в пространство формования, сформированное между вогнутой формой и выпуклой формой, для формования мягкого и тонкого изделия из смолы, при этом способ включает в себя: открытие, по меньшей мере, одной из вогнутой формы и выпуклой формы, в то время как мягкое и тонкое отформованное из смолы изделие остается в вогнутой форме; захватывание, по меньшей мере, двух крепежных лапок, сформированных снаружи вогнутой части мягкого и тонкого отформованного из смолы изделия, остающегося в вогнутой форме, рычагом устройства извлечения отформованного изделия; поддерживание вогнутой части мягкого и тонкого отформованного из смолы изделия опорным рычагом устройства извлечения отформованного изделия; и извлечение из формы мягкого и тонкого отформованного из смолы изделия из вогнутой формы посредством отделения устройства извлечения отформованного изделия от вогнутой формы при сохранении захвата и опоры.
Предпочтительные эффекты изобретения
В соответствии с описанной выше конфигурацией может быть достигнуто преимущество с точки зрения эксплуатации, описанное ниже. В частности, извлечение из формы может быть выполнено в условиях, когда, по меньшей мере, три точки, в частности, по меньшей мере, два местоположения вне вогнутой части мягкого и тонкого отформованного из смолы изделия и его вогнутая часть захвачены рычагом устройства извлечения отформованного изделия и поддерживаются его опорным рычагом. Таким образом, мягкое и тонкое отформованное из смолы изделие может быть успешно извлечено из формы, не будучи покоробленным или иначе имеющим ненадлежащую форму. Это допускает до настоящего времени затрудненную механизацию, автоматизацию извлечения из формы мягкого и тонкого отформованного из смолы изделия.
Краткое описание чертежей
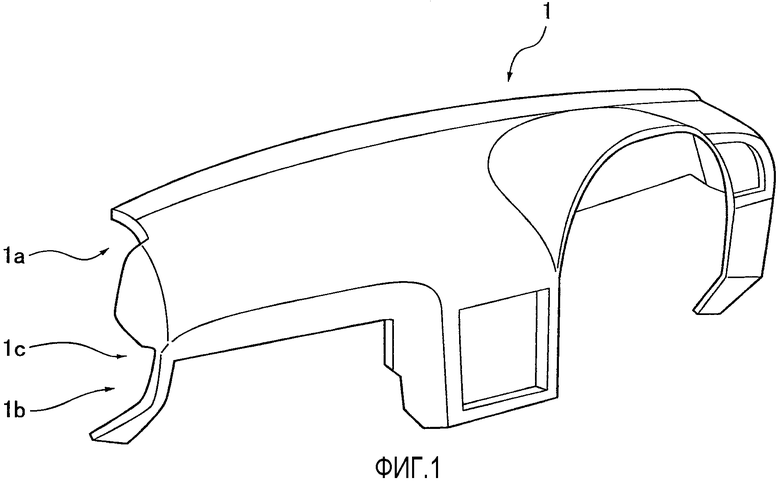
Фиг. 1 - вид в перспективе приборной панели.
Фиг. 2 - частичный вид в сечении приборной панели, показанной на Фиг. 1.
Фиг. 3 - вид сбоку, показывающий закрытое состояние вогнутой формы и выпуклой формы в устройстве для формования мягкого и тонкого изделия из смолы в соответствии с вариантом осуществления изобретения.
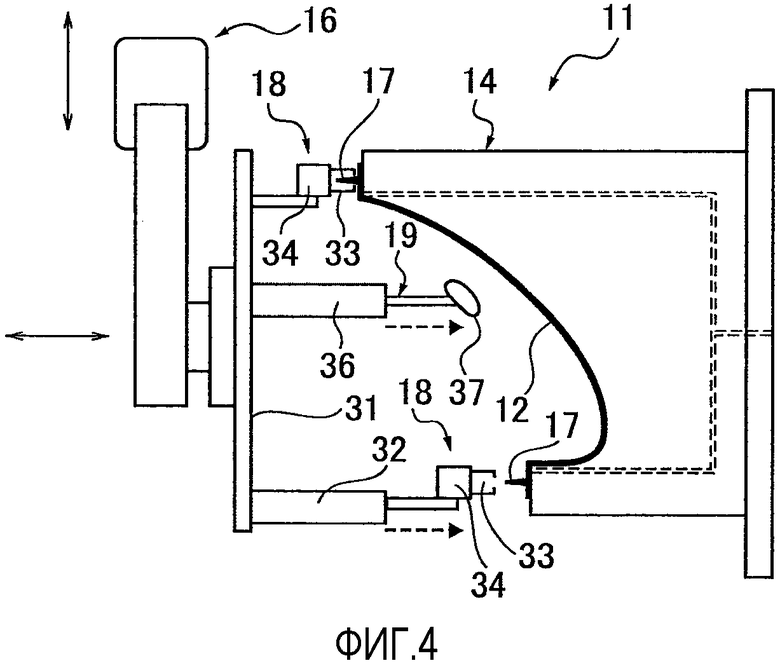
Фиг. 4 - вид сбоку, показывающий устройство извлечения отформованного изделия в устройстве для формования мягкого и тонкого изделия из смолы, показанного на Фиг. 3.
Фиг. 5 - вид, поясняющий операцию, показанную на Фиг. 4.
Фиг. 6A - увеличенный частичный вид в сечении, показывающий воздушный эжектор, примененный в каждой вогнутой форме и выпуклой форме, показанных на Фиг. 3, иллюстрирующий состояние перед началом работы.
Фиг. 6B - увеличенный частичный вид в сечении, показывающий воздушный эжектор, примененный в каждой вогнутой форме и выпуклой форме, показанной на Фиг. 3, иллюстрирующий состояние после выполнения операции.
Фиг. 7A - вид сбоку, показывающий фиксирующую лапку, показанную на Фиг. 4.
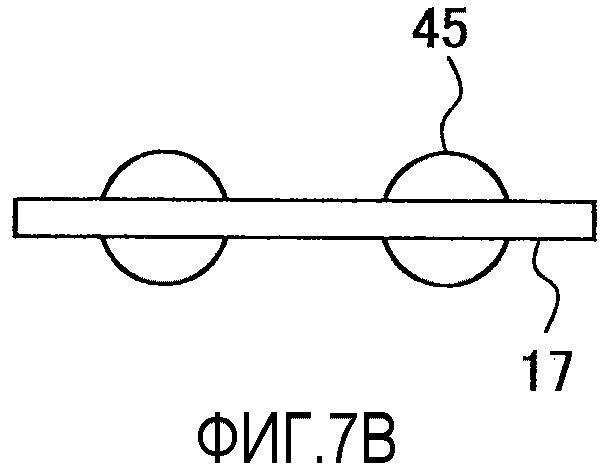
Фиг. 7B - вид спереди, показывающий фиксирующую лапку, показанную на Фиг. 4.
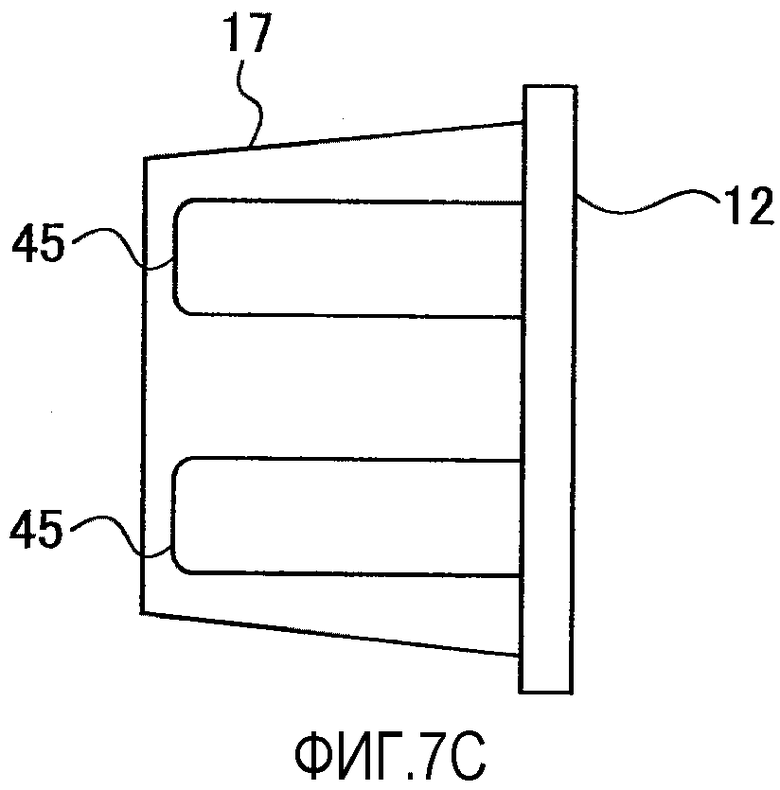
Фиг. 7C - вид в плане, показывающий фиксирующую лапку, показанную на Фиг. 4.
Фиг. 8 - увеличенное изображение части фиксирующего элемента, показанного на Фиг. 4.
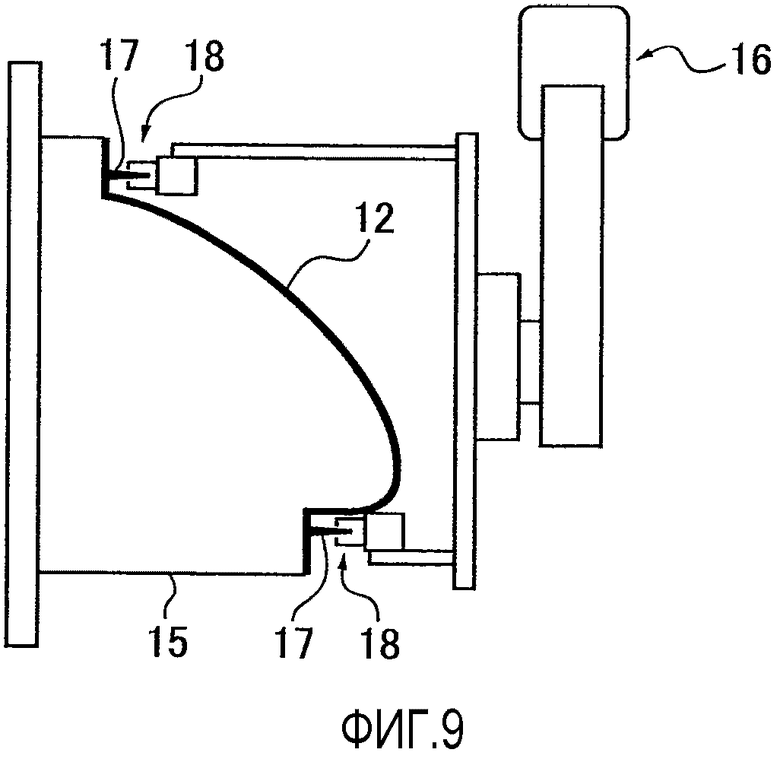
Фиг. 9 - вид, показывающий состояние, в котором вогнутая форма открыта, в то время как мягкое и тонкое отформованное из смолы изделие остается в выпуклой форме таким образом, что оно становится открытым на стороне его верхней поверхности.
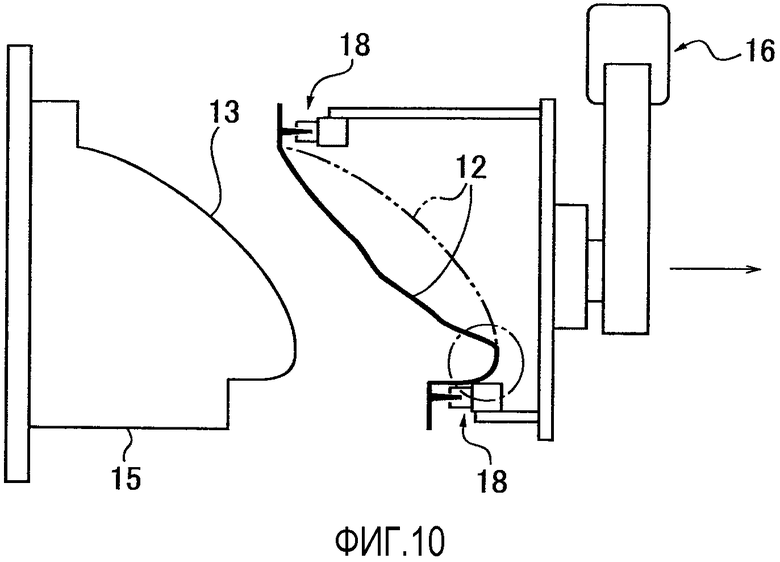
Фиг. 10 - вид, показывающий состояние извлечения из формы относительно Фиг. 9.
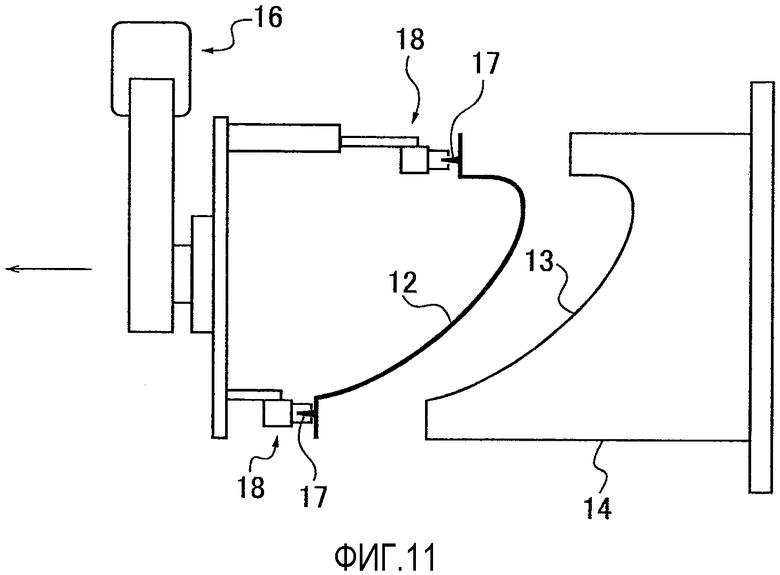
Фиг. 11 - вид, показывающий состояние, в котором пространство формования конфигурировано для отступания наружу в направлении отвода формы с большей величиной отступания в части нижней кромки, чем в части верхней кромки.
Фиг. 12 - вид, показывающий извлеченное из формы состояние относительно Фиг. 11.
Фиг. 13A - вид сбоку, показывающий фиксирующую лапку, которая не снабжена частью с конфигурацией, предотвращающей отделение.
Фиг. 13B - вид спереди, показывающий фиксирующую лапку, которая не снабжена частью с конфигурацией, предотвращающей отделение.
Фиг. 13C - вид в плане, показывающий фиксирующую лапку, которая не снабжена частью с конфигурацией, предотвращающей отделение.
Фиг. 14A - увеличенный вид части фиксирующего элемента, показанного на Фиг. 4, удерживающего фиксирующую лапку, показанную на Фиг. 13A.
Фиг. 14B - вид, показывающий состояние, в котором фиксирующая лапка, показанная на Фиг. 13A, отделилась от фиксирующих элементов.
Фиг. 15 - вид, показывающий извлеченное из формы состояние в случае с фиксирующей лапкой, которая не снабжена частью с конфигурацией, предотвращающей отделение.
Описание вариантов осуществления изобретения
Конкретные примеры вариантов осуществления изобретения будут описаны подробно далее со ссылками на чертежи.
Фиг. 1-15 содействуют описанию его примеров и модификаций.
Транспортное средство, такое как автомобиль, снабжено передней внутренней панелью кабины транспортного средства, называемой панелью 1 управления, показанной на Фиг. 1, или приборной панелью и т.п. (далее называемой приборной панелью 1) в кабине транспортного средства в ее передней части.
Некоторые из таких приборных панелей 1 имеют многослойную структуру, сформированную из амортизирующего слоя 3 (или вспененного слоя) и мягкого и тонкого (или, аналогично, очень мягкого и очень тонкого) поверхностного материала 4, ламинированного на поверхность жесткого материала 2 сердцевины, как показано на Фиг. 2.
Настоящее изобретение относится к способу и устройству для формования мягкого и тонкого отформованного из смолы изделия, которые могут использоваться для формования мягкого и тонкого поверхностного материала 4, например, как описано выше.
Примеры
Конфигурации
Конфигурации будут описаны далее.
Сначала будет описано "устройство для формования мягкого и тонкого отформованного из смолы изделия".
Конфигурация 1
Как показано на Фиг. 3, устройство 11 для формования мягкого и тонкого отформованного из смолы изделия включает в себя вогнутую форму 14 и выпуклую форму 15, имеющие пространство 13 формования для формования (или инжекционного формования) мягкого и тонкого отформованного из смолы изделия 12.
Как показано на Фиг. 4 и 5, устройство 11 для формования мягкого и тонкого отформованного из смолы изделия также включает в себя устройство 16 извлечения отформованного изделия для извлечения из формы мягкого и тонкого отформованного из смолы изделия 12, сформированного в пространстве 13 формования, из вогнутой формы 14.
Кроме того, устройство 16 для извлечения отформованного изделия включает в себя рычаг (например, фиксатор 18 для удерживания фиксирующей лапки 17) для фиксации, по меньшей мере, двух крепежных лапок (например, множества фиксирующих лапок 17), сформированных снаружи (например, на верхней и нижней кромочных частях) вогнутой части мягкого и тонкого отформованного из смолы изделия 12 (например, нижней стороне изделия), остающейся в вогнутой форме 14, становясь открытой посредством открывания, по меньшей мере, одной из выпуклой формы 15 и вогнутой формы 14, и опорный рычаг 19 для удерживания вогнутой части мягкого и тонкого отформованного из смолы изделия 12 (например, вертикально промежуточной части на нижней стороне изделия).
Кроме того, устройство 16 для извлечения отформованного изделия конфигурировано с возможностью отделения от вогнутой формы 14 (или удаления из нее).
Дополнительное пояснение
Здесь "мягкое и тонкое отформованное из смолы изделие 12" имеет усложненную форму и большой размер (или большую площадь), например имеющую ширину, составляющую приблизительно 1,4-2 м, высоту, составляющую приблизительно 60-90 см, и глубину, составляющую приблизительно 40-90 см в продольном направлении транспортного средства, в случае, например, с поверхностным материалом 4 приборной панели 1, показанной на Фиг. 1 и 2. Между тем, толщина поверхностного материала 4 приборной панели 1 очень мала и составляет приблизительно 1,0-2,0 мм, и поверхностный материал 4 мягкий. Кроме того, приборная панель 1 (или ее поверхностный материал 4) в виде сбоку имеет по существу изогнутую форму, имеющую верхнюю поверхность 1a, обращенную, по меньшей мере, вверх, заднюю поверхность 1b, обращенную к водителю, и изогнутую часть 1c, помещенную между верхней поверхностью 1a и задней поверхностью 1b. Кроме того, выпуклая поверхность (или выпуклая часть) изогнутой формы формирует верхнюю поверхность изделия, и сторона вогнутой поверхности (или вогнутой части) изогнутой формы формирует нижнюю сторону изделия.
"Пространство 13 формования" образовано между вогнутой формой 14 и выпуклой формой 15, как показано на Фиг. 3. Как описано выше, пространство 13 формования для формования мягкого и тонкого отформованного из смолы изделия 12 образовано очень узким промежутком (приблизительно 1,0-2,0 мм). Таким образом, расплавленную смолу, имеющую очень высокую текучесть, нагнетают в очень узкое пространство 13 формования таким образом, чтобы расплавленная смола могла распространяться до каждого угла.
"Вогнутая форма 14" формирует верхнюю поверхность изделия из мягкого и тонкого отформованного из смолы изделия 12. Вогнутая форма 14 конфигурирована, например, как вогнутая зафиксированная форма. Однако вогнутая форма 14 может быть конфигурирована как вогнутая подвижная форма. Декоративный рисунок, такой как зернистая структура для декорирования верхней поверхности изделия, формируют в пространстве 13 формования на стороне вогнутой формы 14, как необходимо. Кроме того, вогнутая форма 14 снабжена воздушным эжектором 21, как показано на Фиг. 6A и 6B.
Воздушный эжектор 21 вызывает плавучесть мягкого и тонкого отформованного из смолы изделия 12 для обеспечения плавучести на вогнутой форме 14 благодаря давлению воздуха. Воздушный эжектор 21 включает в себя воздушный канал 22, расположенный в пределах вогнутой формы 14 для обеспечения сообщения между внутренней и внешней частями пространства 13 формования, подвижный клапан 24, расположенный и установленный в пространстве 23 корпуса клапана, расположенного в отверстии воздушного канала 22 на стороне пространства 13 формования таким образом, что подвижный клапан 24 может входить и выходить из пространства 23 корпуса клапана, и возвратную пружину 25 (упругий возвратный элемент, тянущую пружину), которая смещает подвижный клапан 24 в направлении, в котором подвижный клапан 24 находится в пределах пространства 23 корпуса клапана.
Подвижный клапан 24 включает в себя цилиндрический вал, составляющий единое целое с веерообразной частью конического клапана. Соответственно, пространство 23 корпуса клапана также включает в себя цилиндрическое пространство, имеющее больший диаметр, чем пространство вала, и коническое пространство, имеющее такой же размер и форму, как и клапан.
Множество воздушных эжекторов 21 находятся в положении снаружи от части мягкого и тонкого отформованного из смолы изделия 12 для формования изделия в положении для формирования отверстия и т.п. мягкого и тонкого отформованного из смолы изделия 12 или, аналогично, в положении для отрезания от изделия посредством процесса, который будет выполнен позже и в других положениях.
"Выпуклая форма 15" формирует нижнюю сторону мягкого и тонкого отформованного из смолы изделия 12. Выпуклая форма 15 конфигурирована, например, как выпуклая подвижная форма. Однако выпуклая форма 15 может быть конфигурирована как выпуклая стационарная форма. Выпуклая форма 15 снабжена воздушным эжектором 21, как показано на Фиг. 6A и 6B, таким же образом, как описано выше. Поскольку воздушный эжектор 21 выпуклой формы 15 аналогичен воздушному эжектору 21 вогнутой формы 14, его описание будет опущено с замещением вогнутой формы 14 приведенного выше описания выпуклой формой 15.
"Устройство 16 для извлечения отформованного изделия" может вставляться между открытыми вогнутой и выпуклой формами 14, 15, как показано на Фиг. 4 и 5. В качестве альтернативы, устройство 16 для извлечения отформованного изделия может быть конфигурировано так, чтобы оно могло быть обращено к открытому пространству 13 формования вогнутой формы 14 после открытия выпуклой формы 15. В этом случае, например, главным образом используется промышленный робот в качестве устройства 16 извлечения отформованного изделия. Предпочтительно, применяется промышленный робот трехосного типа, который подвижен, по меньшей мере, в направлениях ортогональных друг другу трех осей, или является роботом трехосного или более типа. Направление отделения (или перемещение отделения) устройства 16 извлечения отформованного изделия от вогнутой формы 14 аналогично направлению извлечения из формы мягкого и тонкого отформованного из смолы изделия 12 или направлению извлечения выпуклой формы 15, и т.п. Конечно, устройство 16 для извлечения отформованного изделия может перемещаться в непосредственную близость к вогнутой форме 14.
"Крепежная лапка" или "фиксирующая лапка 17" формуется как единое целое с мягким и тонким отформованным из смолы изделием 12 в части мягкого и тонкого отформованного из смолы изделия 12 снаружи его части, формирующей изделие, как показано на Фиг. 7A, 7B и 7C. Фиксирующую лапку 17 в целом формируют с по существу такой же толщиной стенки, как и у мягкого и тонкого отформованного из смолы изделия 12 (или, аналогично, с очень тонкой стенкой). Однако фиксирующая лапка 17 также может иметь коническую форму для облегчения извлечения из формы. В этом случае фиксирующие лапки 17 расположены во множестве местоположений, по меньшей мере, на внешней стороне мягкого и тонкого отформованного из смолы изделия 12, например, на его верхней и нижней кромочных частях. Фиксирующая лапка 17 имеет, например, форму язычка, имеющего ширину в пределах 3-5 см, длину в пределах 2-4 см и толщину в пределах приблизительно 1,0-2,0 мм, или подобную форму. Однако размеры фиксирующей лапки 17 этим не ограничены. На указанных выше чертежах фиксирующая лапка 17 имеет по существу трапецеидальную форму с верхним основанием на стороне ее переднего конца и нижним основанием на стороне мягкого и тонкого отформованного из смолы изделия 12 для устойчивости к разрыву. Фиксирующую лапку 17 отрезают и удаляют с мягкого и тонкого отформованного из смолы изделия 12 в надлежащее время после извлечения из формы.
"Рычаг устройства 16 извлечения отформованного изделия" или "фиксатор 18" установлен непосредственно или опосредованно через подвижный цилиндр 32 на опорной плите 31, смонтированной на промышленном роботе, который формирует устройство 16 извлечения отформованного изделия, как показано на Фиг. 4, 5 и 8. Подвижный цилиндр 32 может перемещаться в положение непосредственной близости к фиксирующей лапке 17 и удаляться от нее. В этом случае пространство 13 формования имеет описанную ниже форму и, таким образом, фиксатор 18 на стороне верхней кромки установлен прямо на опорной плите 31, и фиксатор 18 на стороне нижней кромки установлен опосредованно через подвижный цилиндр 32 на опорной плите 31. Однако подвижные цилиндры 32 также могут быть применены и с верхним, и с нижним фиксаторами 18. Кроме того, применение подвижного цилиндра 32 может не требоваться в зависимости от обстоятельств.
Фиксатор 18 включает в себя пару фиксирующих элементов 33 (см. Фиг. 8), способных охватывать фиксирующую лапку 17 между ними, и цилиндр 34 фиксатора (см. Фиг. 4, хотя он подробно не показан), способный открывать и закрывать пару фиксирующих элементов 33. Зажимные части 35, имеющие вогнуто-выпуклую форму, сформированы на обращенных друг к другу поверхностях (или охватывающих поверхностях) пары фиксирующих элементов 33. Фиксаторы 18 применены в количестве, соответствующем количеству фиксирующих лапок 17. В качестве альтернативы, фиксатор 18 может быть конфигурирован так, чтобы он был способен одновременно охватывать и удерживать множество фиксирующих лапок 17 таким образом, чтобы сократить количество установленных фиксаторов 18.
Как показано на Фиг. 4 и 5, "опорный рычаг 19" включает в себя подвижный цилиндр 36, установленный на опорной плите 31, и опорный элемент 37, установленный на передней концевой части подвижного цилиндра 36. Подвижный цилиндр 36 удерживает опорный элемент 37 для способности перемещения в непосредственную близость к мягкому и тонкому отформованному из смолы изделию 12 и с возможностью отделения удаляться от него. Опорный элемент 37 может быть конфигурирован, например, в форме бруска, проходящего перпендикулярно листу чертежа. Опорный элемент 37 может иметь наклонную поверхность на его концевой передней поверхности, способную удерживать мягкое и тонкое отформованное из смолы изделие 12 с его нижней стороны (поднимая его). В этом случае наклонная поверхность опорного элемента 37 на ее концевой передней поверхности имеет восходящий уклон влево на чертеже по существу вдоль под наклоном формы мягкого и тонкого отформованного из смолы изделия 12 на нижней стороне этого изделия. Опорный элемент 37 полностью округлен для предотвращения вызова повреждения, такого как разрыв мягкого и тонкого отформованного из смолы изделия 12, и разработан для исключения вхождения в точечный или линейный контакт с мягким и тонким отформованным из смолы изделием 12 или подобных действий. Множество опорных рычагов 19 могут быть установлены вертикально, перпендикулярно к листу чертежа или в других направлениях.
В случае с применением одного опорного рычага 19, предпочтительно, положение вертикальной промежуточной части мягкого и тонкого отформованного из смолы изделия 12, поддерживаемого опорным рычагом 19, задают для установления, по меньшей мере, одного из положения относительно вертикально промежуточного положения, положения относительно центрального положения в направлении извлечения из формы (горизонтальном на Фиг. 4) и положения относительно центра тяжести мягкого и тонкого отформованного из смолы изделия 12. Однако все эти положения не совпадают друг с другом, и положения также изменяются в зависимости от конкретной формы мягкого и тонкого отформованного из смолы изделия 12 и, таким образом, конкретное (или оптимальное) опорное положение задают посредством метода проб и ошибок и т.п. В случае применения множества опорных рычагов 19 оптимальное опорное положение может быть выбрано в качестве надлежащего в соответствии с обстоятельствами.
В описанном выше варианте осуществления изобретения выпуклая форма 15 (или выпуклая подвижная форма) и вогнутая форма 14 (или вогнутая стационарная форма) конфигурированы для отсоединения от мягкого и тонкого отформованного из смолы изделия 12 в вогнутой форме 14 (или вогнутой стационарной форме); однако в другом варианте осуществления изобретения выпуклая форма 15 (или выпуклая стационарная форма) и вогнутая форма 14 (или вогнутая подвижная форма) могут быть конфигурированы для отсоединения от мягкого и тонкого отформованного из смолы изделия 12 в вогнутой форме 14 (или вогнутой подвижной форме).
Конфигурация 2
Как показано на Фиг. 3, пространство 13 формования конфигурировано таким образом, что оно имеет изогнутую форму, имеющую меньший радиус кривизны на его нижней стороне, чем радиус кривизны на его верхней стороне.
Вспомогательное пояснение 2
Например, "пространство 13 формования" включает в себя изогнутую часть 41, имеющую относительно большой радиус кривизны на ее верхней стороне, и изогнутую часть 42, имеющую относительно малый радиус кривизны на ее нижней стороне.
Конфигурация 3
Пространство 13 формования конфигурировано для отступания наружу в направлении отвода формы большей величиной отступания в части верхней кромки, чем в части нижней кромки (величиной 43 отступания наружу).
Вспомогательное пояснение 3
Например, "пространство 13 формования" выступает к выпуклой форме 15 со значительно большей величиной отступания в части верхней кромки, чем в части нижней кромки. Как показано на Фиг. 5, положение части нижней кромки пространства 13 формования по существу совпадает по вертикали с положением вертикальной промежуточной части мягкого и тонкого отформованного из смолы изделия 12, поддерживаемой опорным рычагом 19.
Конфигурация 4
Как показано на Фиг. 7A, 7B и 7C, фиксирующая лапка 17 снабжена частью 45 для предотвращения отделения для предотвращения отделения фиксирующей лапки 17 от фиксатора 18.
Конфигурация 5
"Часть 45 для предотвращения отделения" может быть конфигурирована как частичная толстостенная часть и т.п., расположенная на фиксирующей лапке 17. В этом случае часть 45 для предотвращения отделения конфигурирована как цилиндрическая толстостенная часть, расположенная на фиксирующей лапке 17. Цилиндрическая толстостенная часть проходит в направлении отвода формы.
Две цилиндрические толстостенные части расположены по существу параллельно друг другу. Однако форма и установленное положение части 45 для предотвращения отделения, количество установленных частей 45 для предотвращения отделения, установленное направление части 45 для предотвращения отделения и т.п. не ограничены. Например, количество толстостенных установленных частей может быть задано как одна или три, или больше. Кроме того, установленное направление толстостенной части может проходить ортогонально к направлению удаления формы. Толстостенная часть может иметь форму пятна или подобную форму.
Далее описание будет дано относительно "способа формования мягкого и тонкого отформованного из смолы изделия 12" с использованием устройства 11 формования мягкого и тонкого изделия из смолы.
Конфигурация 6
Согласно способу формования мягкого и тонкого изделия 12 из смолы сначала нагнетают расплавленную смолу в пространство 13 формования, сформированное между вогнутой формой 14 и выпуклой формой 15, для формования (или инжекционного формования) мягкого и тонкого отформованного из смолы изделия 12 (процесс формования).
Затем, по меньшей мере, одну из вогнутой формы 14 и выпуклой формы 15 открывают, в то время как мягкое и тонкое отформованное из смолы изделие 12 остается в вогнутой форме 14. Например, выпуклая форма 15 открыта, в то время как мягкое и тонкое отформованное из смолы изделие 12 остается в вогнутой форме 14 таким образом, что оно становится открытым на нижней стороне изделия (процесс открывания формы).
Далее, как показано на Фиг. 4, по меньшей мере, две крепежные лапки, сформированные вне вогнутой части мягкого и тонкого отформованного из смолы изделия 12, остающиеся в вогнутой форме 14, каждая захватывается рычагом устройства 16 извлечения отформованного изделия, и вогнутая часть мягкого и тонкого отформованного из смолы изделия 12 поддерживается опорным рычагом 19, установленным на устройстве 16 извлечения отформованного изделия. Например, множество фиксирующих лапок 17, сформированных на верхней и нижней кромочных частях мягкого и тонкого отформованного из смолы изделия 12, остающихся в вогнутой форме 14, каждая удерживается фиксатором 18, находящимся в устройстве 16 извлечения отформованного изделия, и имеющая вогнутую форму промежуточная в вертикальном направлении часть мягкого и тонкого отформованного из смолы изделия 12 на нижней стороне изделия поддерживается опорным рычагом 19, находящимся в устройстве 16 извлечения отформованного изделия (процесс поддерживания мягкого и тонкого отформованного из смолы изделия).
Наконец, как показано на Фиг. 5, рычаг устройства 16 извлечения отформованного изделия отделяют от вогнутой формы 14 для извлечения из формы мягкого и тонкого отформованного из смолы изделия 12 из вогнутой формы 14. Например, мягкое и тонкое отформованное из смолы изделие 12 извлекают из вогнутой формы 14 посредством отделения (или посредством отделяющего перемещения) устройства 16 для извлечения отформованного изделия от вогнутой формы 14, сохраняя описанное выше состояние (в частности, состояние, когда фиксирующие лапки 17 каждая удерживаются фиксатором 18, и промежуточная в вертикальном направлении часть мягкого и тонкого отформованного из смолы изделия 12 поддерживается опорным рычагом 19) (процесс извлечения из формы).
Вспомогательное пояснение 6
Хотя оно не показано конкретно, может использоваться известное средство для нагнетания расплавленной смолы в пространство 13 формования.
При открывании выпуклой формы 15 используется воздушный эжектор 21, показанный на Фиг. 6A и 6B, для вызова, по меньшей мере, частичной плавучести мягкого и тонкого отформованного из смолы изделия 12 над выпуклой формой 15 благодаря давлению воздуха.
Кроме того, когда устройство 16 извлечения отформованного изделия извлекает из формы вогнутой формы 14 мягкое и тонкое отформованное из смолы изделие 12, предварительно используется воздушный эжектор 21, чтобы вызвать, по меньшей мере, частичную плавучесть мягкого и тонкого отформованного из смолы изделия 12 относительно вогнутой формы 14 давлением воздуха. В этом случае воздушный эжектор 21 вызывает выдвижение подвижного клапана 24 давлением воздуха таким образом, что он частично выдавливает мягкое и тонкое отформованное из смолы изделие 12 и также вводит воздух между выдавленной частью мягкого и тонкого отформованного из смолы изделия 12 и выпуклой формой 15 или вогнутой формой 14 таким образом, чтобы вызвать плавучесть мягкого и тонкого отформованного из смолы изделия 12 над выпуклой формой 15 или вогнутой формой 14. Следует отметить, что воздушный эжектор 21 вызывает плавучесть мягкого и тонкого отформованного из смолы изделия 12 над вогнутой формой 14 после завершения открытия выпуклой формы 15.
Предпочтительные эффекты
В соответствии с вариантом осуществления изобретения могут быть достигнуты преимущества с точки зрения эксплуатации, указанные ниже.
Эксплуатационное преимущество 1
Извлечение из формы может быть выполнено в условиях, когда, по меньшей мере, три точки, в частности, по меньшей мере, два местоположения (например, части верхней и нижней кромки) вне вогнутой части мягкого и тонкого отформованного из смолы изделия 12 и вогнутой части (например, промежуточной в вертикальном направлении части) мягкого и тонкого отформованного из смолы изделия 12 удерживаются рычагом (например, фиксатором 18) устройства 16 извлечения отформованного изделия и поддерживаются его опорным рычагом 19. Таким образом, мягкое и тонкое отформованное из смолы изделие 12 может быть успешно извлечено из формы, не будучи покоробленным или иначе плохо сформированным. Это допускает до настоящего времени затрудненную механизацию и автоматизацию извлечения из формы мягкого и тонкого отформованного из смолы изделия 12.
В этом случае, по меньшей мере, одна из выпуклой формы 15 и вогнутой формы 14 открыта, в то время как мягкое и тонкое отформованное из смолы изделие 12 остается в вогнутой форме 14 таким образом, что оно становится открытым в его вогнутой части (например, в нижней стороне изделия). Таким образом, как показано на Фиг. 4 и 5, имеющее вогнутую форму мягкое и тонкое отформованное из смолы изделие 12 (или промежуточная в вертикальном направлении его часть на нижней стороне изделия) может поддерживаться опорным рычагом 19. Таким образом, во время извлечения из формы, например, может предотвращаться провисание вниз мягкого и тонкого отформованного из смолы изделия 12 под действием его собственного веса в промежуточной в вертикальном направлении его части и, таким образом, коробление или иначе ненадлежащее формирование.
С другой стороны, как показано на Фиг. 9 и 10, если вогнутая форма 14 открыта, в то время как мягкое и тонкое отформованное из смолы изделие 12 остается в выпуклой форме 15 таким образом, что оно становится открытым на стороне верхней поверхности изделия, имеющее вогнутую форму мягкое и тонкое отформованное из смолы изделие 12 (или промежуточная в вертикальном направлении его часть на стороне верхней поверхности изделия) не может поддерживаться опорным рычагом 19 (также, как подъем его на нижней стороне). Таким образом, во время извлечения из формы мягкое и тонкое отформованное из смолы изделие 12 не может избежать провисания под его собственным весом в промежуточной в вертикальном направлении его части и, таким образом, коробления или иначе ненадлежащего формирования (см., в частности, окруженную часть на Фиг. 10).
Эксплуатационное преимущество 2
Пространство 13 формования конфигурировано таким образом, что оно имеет изогнутую форму, имеющую меньший радиус кривизны на его нижней стороне, чем на его верхней стороне. Таким образом, как показано на Фиг. 4 и 5, мягкое и тонкое отформованное из смолы изделие 12, отформованное в пространстве 13 формования, имеет часть на его верхней стороне, которая имеет большой радиус кривизны и является относительно склонной к деформации, и имеет часть на ее нижней стенке, которая имеет малый радиус кривизны и относительно стойка к деформации, и, таким образом, верхняя относительно склонная к деформации часть мягкого и тонкого отформованного из смолы изделия 12 может должным образом поддерживаться опорным рычагом 19. Таким образом, мягкое и тонкое отформованное из смолы изделие 12 может быть успешно извлечено из вогнутой формы 14.
С другой стороны, в противоположность указанному выше, если пространство 13 формования конфигурировано таким образом, что оно имеет изогнутую форму, имеющую меньший радиус кривизны на его верхней стороне, чем на нижней стороне, мягкое и тонкое отформованное из смолы изделие 12, хотя это не проиллюстрировано конкретно, имеет часть на его верхней стороне, которая имеет малый радиус кривизны и является относительно стойкой к деформации и имеет часть на его нижней стороне, которая имеет большой радиус кривизны и является относительно склонной к деформации, и, таким образом, опорный рычаг 19 поддерживает верхнюю относительно стойкую к деформации часть мягкого и тонкого отформованного из смолы изделия 12 и не может должным образом поддерживать нижнюю относительно склонную к деформации его часть. Таким образом, трудно успешно извлекать мягкое и тонкое отформованное из смолы изделие 12 из вогнутой формы 14.
Эксплуатационное преимущество 3
Пространство 13 формования конфигурировано для отступания наружу в направлении отвода формы на большую величину отступания в части верхней кромки, чем в части нижней кромки. Таким образом, как показано на Фиг. 4 и 5, мягкое и тонкое отформованное из смолы изделие 12, отформованное в пространстве 13 формования, имеет верхнюю часть, расположенную спереди от точки поддержки опорного рычага 19, и, таким образом, опорный рычаг 19 может надежно поддерживать верхнюю часть мягкого и тонкого отформованного из смолы изделия 12. Таким образом, мягкое и тонкое отформованное из смолы изделие 12 может быть успешно извлечено из вогнутой формы 14.
С другой стороны, в противоположность указанному выше, как показано на Фиг. 11 и 12, если пространство 13 формования конфигурировано так, что оно выступает наружу в направлении отвода формы с большей величиной отступания в части нижней кромки, чем в части верхней кромки, мягкое и тонкое отформованное из смолы изделие 12 имеет верхнюю часть, имеющую форму обратного уклона, которая является противоположной показанной на Фиг. 4 и затрудняет поддерживание опорным рычагом 19 верхней части и, таким образом, затрудняет успешное поддерживание опорным рычагом 19 верхней части мягкого и тонкого отформованного из смолы изделия 12. Таким образом, возникает ситуация (то есть ситуация неудовлетворительного извлечения из формы), когда трудно успешно извлекать мягкое и тонкое отформованное из смолы изделие 12 из вогнутой формы 14, и, следовательно, мягкое и тонкое отформованное из смолы изделие 12 провисает под его собственным весом и, таким образом оказывается покоробленным или сформированным ненадлежащим образом (в частности, см. окруженные части на Фиг. 12).
Эксплуатационное преимущество 4
Как показано на Фиг. 7A, 7B и 7C, фиксирующая лапка 17 снабжена частью 54 для предотвращения отделения фиксирующей лапки 17 от фиксатора 18. Таким образом, как показано на Фиг. 8, фиксатор 18 может надежно удерживать фиксирующую лапку 17, имеющую по существу такую же толщину стенки, как и у мягкого и тонкого отформованного из смолы изделия 12 (или аналогично, которое является тонкостенным), и, таким образом, часть 45 для предотвращения отделения может предотвращать отделение мягкого и тонкого отформованного из смолы изделия 12 от фиксатора 18. Это допускает извлечение из формы при условиях, когда фиксатор 18 надежно удерживает фиксирующую лапку 17 и, таким образом, допускает предотвращение коробления или иначе ненадлежащего формирования мягкого и тонкого отформованного из смолы изделия 12. Кроме того, хотя большое усилие отслаивания воздействует на фиксатор 18, когда мягкое и тонкое отформованное из смолы изделие 12 извлекается из вогнутой формы 14, применение части 45 для предотвращения отсоединения позволяет фиксатору 18 надежно прилагать усилие отслаивания.
С другой стороны, в противоположность указанному выше, если фиксирующая лапка 17, имеющая такую же толщину стенки, как и у мягкого и тонкого отформованного из смолы изделия 12 (или аналогично, которая является тонкостенной), не снабжена частью 45 с конфигурацией, предотвращающей отделение формы, как показано на Фиг. 13A, 13B и 13C, фиксирующая лапка 17 соскальзывает и отсоединяется от фиксатора 18, когда осуществляется извлечение из формы, как показано на Фиг. 14A и 14B. Тогда, как показано на Фиг. 15, в части, в которой фиксирующая лапка 17 отделилась от фиксатора 18, возникает ситуация (то есть ненадлежащее извлечение из формы), когда мягкое и тонкое отформованное из смолы изделие 12 провисает вниз под его собственным весом и, таким образом, оказывается покоробленным или сформированным ненадлежащим образом (в частности см. окруженную часть на Фиг. 15).
Кроме того, когда часть 45 для предотвращения отделения конфигурирована как частичная толстостенная часть, как описано выше, она является оптимальной конфигурацией, так как она может увеличивать жесткость фиксирующей лапки 17, таким образом, содействуя сопротивлению фиксирующей лапки 17 деформации и также облегчая удерживание фиксатором 18 фиксирующей лапки 17.
Кроме того, хотя это не проиллюстрировано конкретно, применение части 45 для предотвращения отделения может уменьшать время охлаждения в форме по сравнению со случаем, когда полная толщина пластины фиксирующей лапки 17 просто увеличена, и, таким образом, может исключать ситуацию, когда при осуществлении отслаивания в процессе фиксирующая лапка 17 отрывается из-за неполного затвердевания, вызванного недостаточным охлаждением фиксирующей лапки 17.
С другой стороны, если полная толщина пластины фиксирующей лапки 17 просто увеличена, это приводит к длительному времени охлаждения фиксирующей лапки 17 в форме и также имеет тенденцию вызова ситуации, когда при отслаивании в выполняемом процессе фиксирующая лапка 17 отрывается из-за неполного затвердевания, вызванного недостаточным охлаждением фиксирующей лапки 17.
Эксплуатационное преимущество 5
Часть 45 для предотвращения отделения сформирована цилиндрической толстостенной частью, и цилиндрическая толстостенная часть проходит в направлении отвода формы. Таким образом, во время формования форма может быть извлечена без любого затруднения, и также во время извлечения из формы фиксатор 18 может удерживать фиксирующую лапку 17 без какого-либо затруднения.
Хотя варианты осуществления настоящего изобретения были описаны выше подробно со ссылками на чертежи, следует понимать, что варианты осуществления настоящего изобретения являются только примерными и, таким образом, настоящее изобретение не ограничено только конфигурациями вариантов осуществления изобретения, и модификации конструкции и т.п., даже если они сделаны не отступая от сущности и объема изобретения, конечно, включены в настоящее изобретение. Конечно, также будет понято, что, например, если каждый вариант осуществления изобретения включает в себя множество конфигураций, возможные комбинации конфигураций включены в настоящее изобретение, даже если они здесь не определены. Конечно, также будет понято, что если приведено множество вариантов осуществления изобретения и модификаций, возможные комбинации конфигураций во всех вариантах осуществления изобретения и модификации включены в настоящее изобретение, даже если они здесь не определены. Конечно, также будет понятно, что конфигурации, изображенные на чертежах, включены в настоящее изобретение, даже если они здесь не определены. Кроме того, термин "или (и) т.п." использован как предусматривающий включение подобных предметов. Кроме того, термины "по существу", "об" и "в пределах" и подобные термины использованы как включающие в себя предмет, имеющий допустимый допуск или точность ввиду известного уровня техники.
Промышленное применение
Описанные выше варианты осуществления настоящего изобретения могут использоваться для получения поверхностного материала 4 приборной панели 1 в транспортном средстве, таком как автомобиль; однако если может формоваться изделие, имеющее большую площадь и усложненную форму, такое как поверхностный материал 4 приборной панели 1, настоящее изобретение может быть широко применено для получения других изделий. Например, настоящее изобретение может быть применено для формования внутренней панели, кроме приборной панели 1 транспортного средства или мягкого и тонкого отформованного из смолы изделия 12 для использования в областях, не связанных с транспортным средством.
Перечень ссылочных позиций
11 - устройство для формования мягкого и тонкого отформованного из смолы изделия;
12 - мягкое и тонкое отформованное из смолы изделие;
13 - пространство формования;
14 - вогнутая форма (вогнутая стационарная форма или вогнутая подвижная форма);
15 - выпуклая форма (выпуклая подвижная форма или выпуклая стационарная форма);
16 - устройство извлечения отформованного изделия;
17 - фиксирующая лапка (крепежная лапка);
18 - фиксатор (рычаг устройства извлечения отформованного изделия);
19 - опорный рычаг;
33 - фиксирующий элемент;
34 - цилиндр фиксатора;
41 - изогнутая часть;
42 - изогнутая часть;
43 - величина отступания наружу;
45 - часть для предотвращения отделения.












Изобретение относится к способу и устройству для формования мягкого и тонкого отформованного из смолы изделия. Способ формования изделия включает нагнетание расплавленной смолы в пространство формования, образованное между вогнутой формой и выпуклой формой, при этом выпуклая форма или вогнутая форма открыта, в то время как мягкое и тонкое отформованное из смолы изделие остается в вогнутой форме, захватывание крепежных лапок, сформированных снаружи вогнутой части мягкого и тонкого отформованного из смолы изделия, рычагом устройства извлечения отформованного изделия, поддерживание вогнутой части мягкого и тонкого отформованного из смолы изделия опорным рычагом устройства извлечения отформованного изделия и извлечение из вогнутой формы мягкого и тонкого отформованного из смолы изделия посредством отделения устройства извлечения отформованного изделия от вогнутой формы при сохранении захвата и поддерживания. Изобретение обеспечивает облегчение извлечения из формы мягкого и тонкого отформованного из смолы изделия. 2 н. и 6 з.п. ф-лы, 21 ил.
1. Способ формования мягкого и тонкого отформованного из смолы изделия, при котором расплавленную смолу инжектируют в пространство формования, образованное между вогнутой формой и выпуклой формой, для формования мягкого и тонкого отформованного из смолы изделия, при этом способ включает:
открытие, по меньшей мере, одной из вогнутой формы и выпуклой формы, в то время как мягкое и тонкое отформованное из смолы изделие остается в вогнутой форме;
захватывание, по меньшей мере, двух крепежных лапок, сформированных снаружи вогнутой части мягкого и тонкого отформованного из смолы изделия, остающегося в вогнутой форме, рычагом устройства извлечения отформованного изделия;
поддерживание вогнутой части мягкого и тонкого отформованного из смолы изделия опорным рычагом устройства извлечения отформованного изделия; и
извлечение из вогнутой формы мягкого и тонкого отформованного из смолы изделия посредством отделения устройства извлечения отформованного изделия от вогнутой формы при сохранении захвата и поддерживания.
2. Способ по п. 1, при котором расплавленную смолу инжектируют в пространство формования, образованное между вогнутой стационарной формой и выпуклой подвижной формой, для инжекционного формования мягкого и тонкого отформованного из смолы изделия, при этом способ включает:
открытие выпуклой подвижной формы, в то время как мягкое и тонкое отформованное из смолы изделие остается в вогнутой стационарной форме таким образом, что оно становится открытым на его нижней стороне;
удерживание, по меньшей мере, двух фиксирующих лапок, сформированных на верхней и нижней кромочных частях мягкого и тонкого отформованного из смолы изделия, остающегося в вогнутой стационарной форме, фиксатором, выполненным в устройстве извлечения отформованного изделия;
поддерживание имеющей вогнутую форму промежуточную в
вертикальном направлении части мягкого и тонкого отформованного из смолы изделия на нижней стороне изделия опорным рычагом, выполненным в устройстве извлечения отформованного изделия; и
извлечение из вогнутой стационарной формы мягкого и тонкого отформованного из смолы изделия посредством отделения устройства извлечения отформованного изделия от вогнутой стационарной формы, сохраняя удерживание и поддерживание.
3. Устройство формования мягкого и тонкого изделия из смолы, содержащее:
вогнутую форму и выпуклую форму, имеющие пространство формования для формования мягкого и тонкого отформованного из смолы изделия; и
устройство извлечения отформованного изделия, выполненное с возможностью извлечения из формы мягкого и тонкого отформованного из смолы изделия, сформированного в пространстве формования,
при этом устройство извлечения отформованного изделия содержит:
рычаг, выполненный с возможностью захвата, по меньшей мере, двух крепежных лапок, сформированных вне вогнутой части мягкого и тонкого отформованного из смолы изделия, остающегося в вогнутой форме, посредством открытия, по меньшей мере, одной из вогнутой формы и выпуклой формы; и
опорный рычаг, выполненный с возможностью поддерживания вогнутой части мягкого и тонкого отформованного из смолы изделия,
при этом рычаг выполнен с возможностью отделения от вогнутой формы.
4. Устройство по п. 3, содержащее:
вогнутую стационарную форму и выпуклую подвижную форму, имеющие пространство формования для инжекционного формования мягкого и тонкого отформованного из смолы изделия; и
устройство извлечения отформованного изделия, выполненное с возможностью извлечения из формы мягкого и тонкого отформованного из смолы изделия, сформированного в пространстве формования,
при этом устройство извлечения отформованного изделия содержит:
фиксатор, выполненный с возможностью удерживания, по меньшей мере, двух фиксирующих лапок, сформированных на верхней и нижней кромочных частях мягкого и тонкого отформованного из смолы изделия, остающегося в вогнутой стационарной форме, таким образом, что они становятся открытыми на его нижней стороне посредством открытия выпуклой подвижной формы; и
опорный рычаг, выполненный с возможностью поддерживания в вертикальном направлении промежуточной части мягкого и тонкого отформованного из смолы изделия на его нижней стороне, и
причем устройство извлечения отформованного изделия выполнено с возможностью удаления от вогнутой стационарной формы.
5. Устройство по п. 3 или 4, в котором пространство формования имеет изогнутую форму, которая имеет меньший радиус кривизны ее нижней стороны, чем ее верхней стороны.
6. Устройство по п. 3 или 4, в котором пространство формования выступает наружу в направлении отвода формы на большую величину выступания в части верхней кромки, чем в части нижней кромки.
7. Устройство по п. 3 или 4, в котором крепежная лапка или фиксирующая лапка снабжена частью с конфигурацией, предотвращающей отделение крепежной лапки или фиксирующей лапки от рычага или фиксатора.
8. Устройство по п. 7, в котором часть для предотвращения отделения образована цилиндрической толстостенной частью, и цилиндрическая толстостенная часть проходит в направлении отвода формы.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ДЕТАЛИ ОТДЕЛКИ САЛОНА МЕХАНИЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2340452C2 |

