Фиг. В
Изобретение касается обработки металлов давлением и относится к способам изготовления полых изделий.
Цель изобретения - увеличение высоты изготавливаемых деталей путем предотвращения их разрыва в опасном сечении.
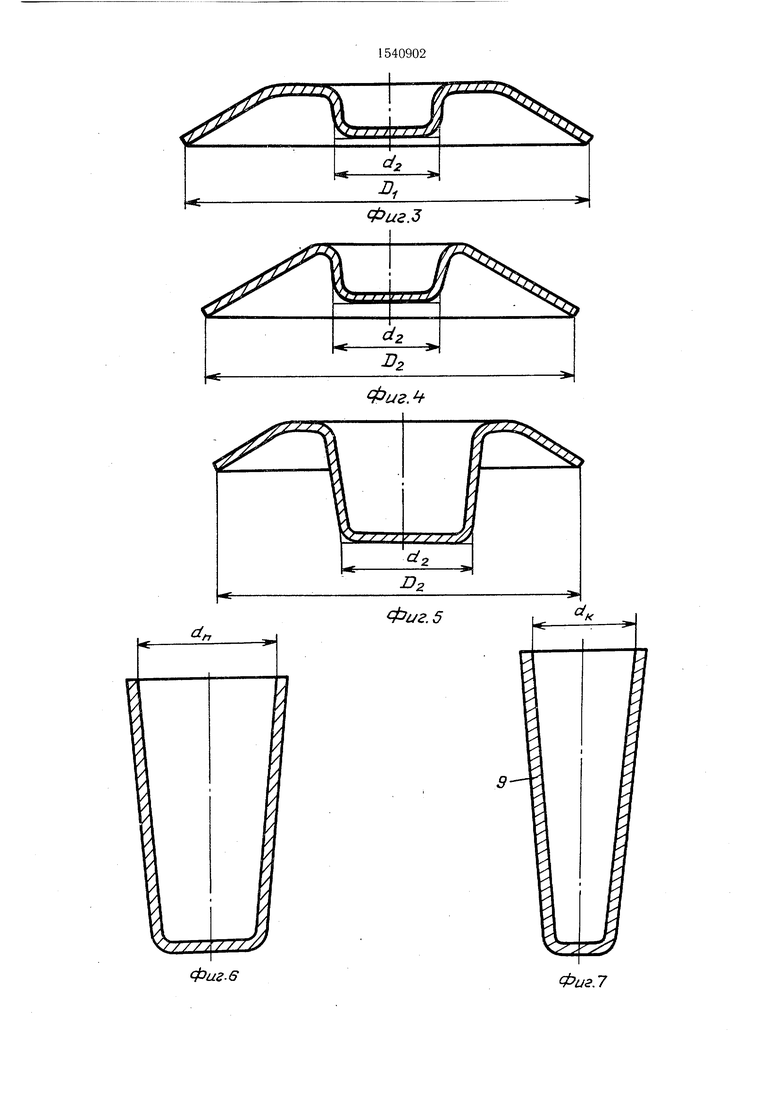
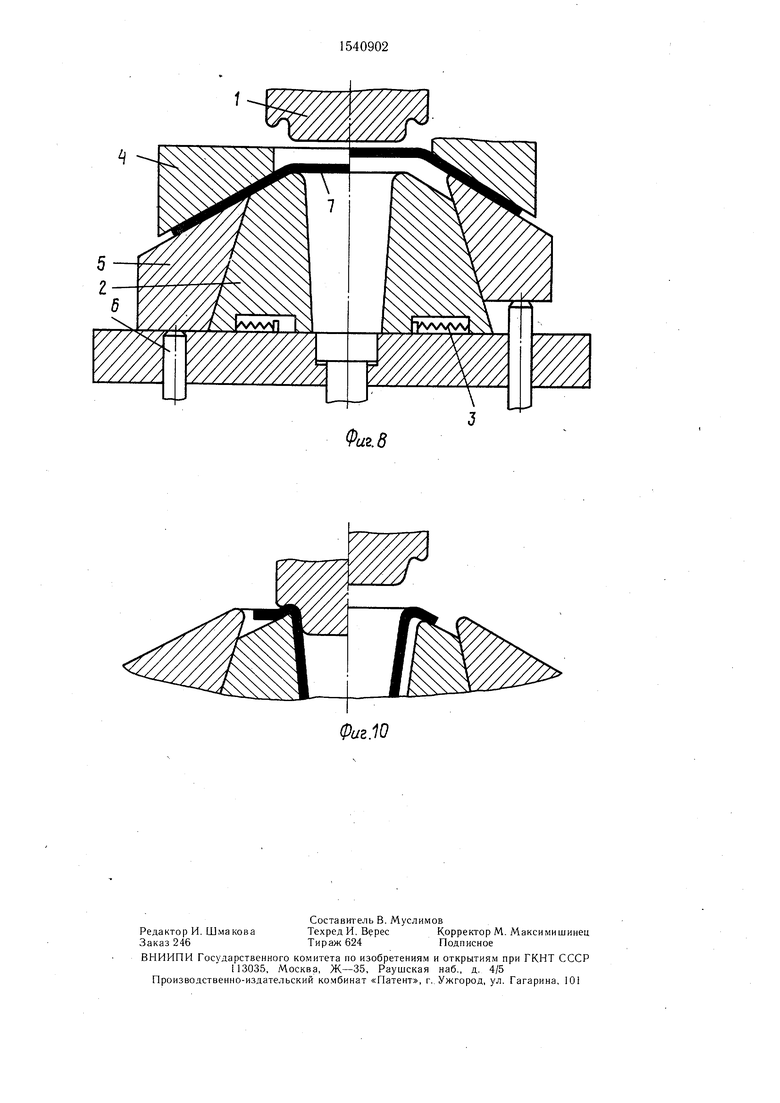
На фиг. 1 изображена схема вытяжки конического полуфабриката из листовой заготовки; на фиг. 2-7 - этапы окончательного формообразования; на фиг. 8 - устройство для осуществления способа, продольный разрез (слева от оси симметрии - в момент окончания формовки конического полуфабриката, справа - перед началом первого этапа), на фиг. 9 - то же, слева от оси симметрии - в момент окончания первого этапа; справа - в момент окончания второго этапа; на фиг. 10 - то же, слева от оси симметрии - в момент окончания обжима, справа - перед началом последнего цикла.
Устройство для осуществления способа содержит пуансон 1, секционную матрицу 2 с пружинами 3, верхний 4 и нижний 5 прижимы, последний из которых установлен в контакте с толкателями 6.
Способ осуществляется следующим образом.
Из плоской заготовки 7 вытягивают конический полуфабрикат 8 посредством верхнего 4 и нижнего 5 прижимов. Затем осуществляют окончательное формообразование, которое выполняют за два многократно чередующихся этапа. На первом этапе пуансоном 1 производят обратную вытяжку
до получения полуфабриката 8 с фланцем высотой, меньшей высоты готового изделия 9. На втором этапе осуществляют переформовку фланца полуфабриката 8 в конус с одновременным обжимом вытянутой его части, при этом диаметр полуфабриката уменьшается. Первый и второй этапы повторяют до получения готового изделия.
Вследствие того, что изготовление детали ведется не непрерывно, а поэтапногв стенке изготавливаемого изделия величина растягивающихся напряжений уменьшается, что предотвращает его разрыв в опасном сечении.
Таким образом, данный способ по срав- нению с известным обеспечивает увеличение высоты изготавливаемых изделий.
Формула изобретения
Способ изготовления полых изделий, включающий вытяжку конического полуфабриката из листовой заготовки и его окончательное формообразование, отличающийся тем, что, с целью увеличения высоты изготавливаемых деталей путем предот- вращения их разрыва в опасном сечении, окончательное формообразование полуфабриката осуществляют за два многократно чередующихся этапа, на первом из которых производят обратную вытяжку до получения полуфабриката с фланцем высотой, меньшей высоты готового изделия, а на втором - переформовку фланца полуфабриката в конус с одновременным обжимом вытянутой его части.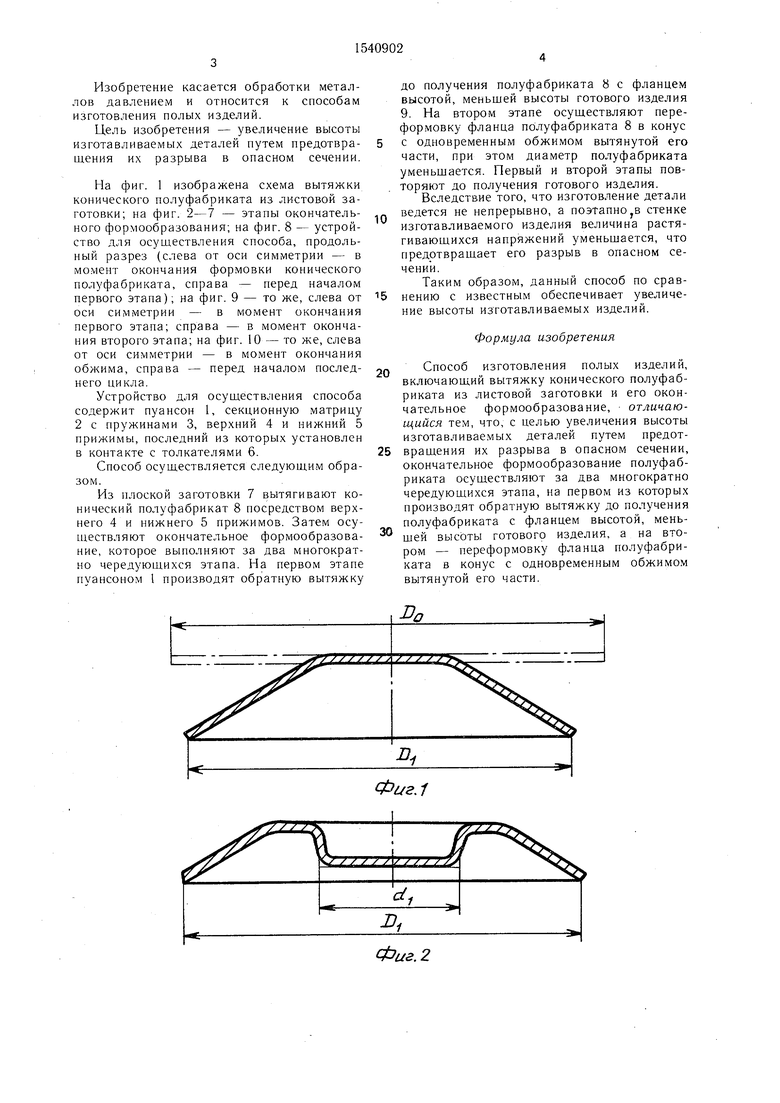
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с фланцем | 1990 |
|
SU1750799A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ изготовления полых изделий | 1986 |
|
SU1416235A1 |
| Способ изготовления полых деталейКОНичЕСКОй фОРМы | 1979 |
|
SU841712A1 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Устройство для штамповки полых деталей из листовых заготовок | 1983 |
|
SU1143490A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
Изобретение относится к обработке металлов и может быть использовано в машиностроении при изготовлении полых изделий из листового металла. Цель изобретения - увеличение высоты изготовливаемых деталей путем предотвращения их разрыва в опасном сечении. Окончательное формообразование полуфабриката 8 осуществляют за два многократно чередующихся этапа. На первом этапе производят обратную вытяжку до получения полуфабриката 8 с фланцем высотой, меньшей высоты готового изделия. На втором этапе фланец полуфабриката 8 переформовывают в конус с одновременным обжимом вытянутой его части. Поэтапное деформирование уменьшает величину растягивающих напряжений в стенке изготавливаемого изделия. 10 ил.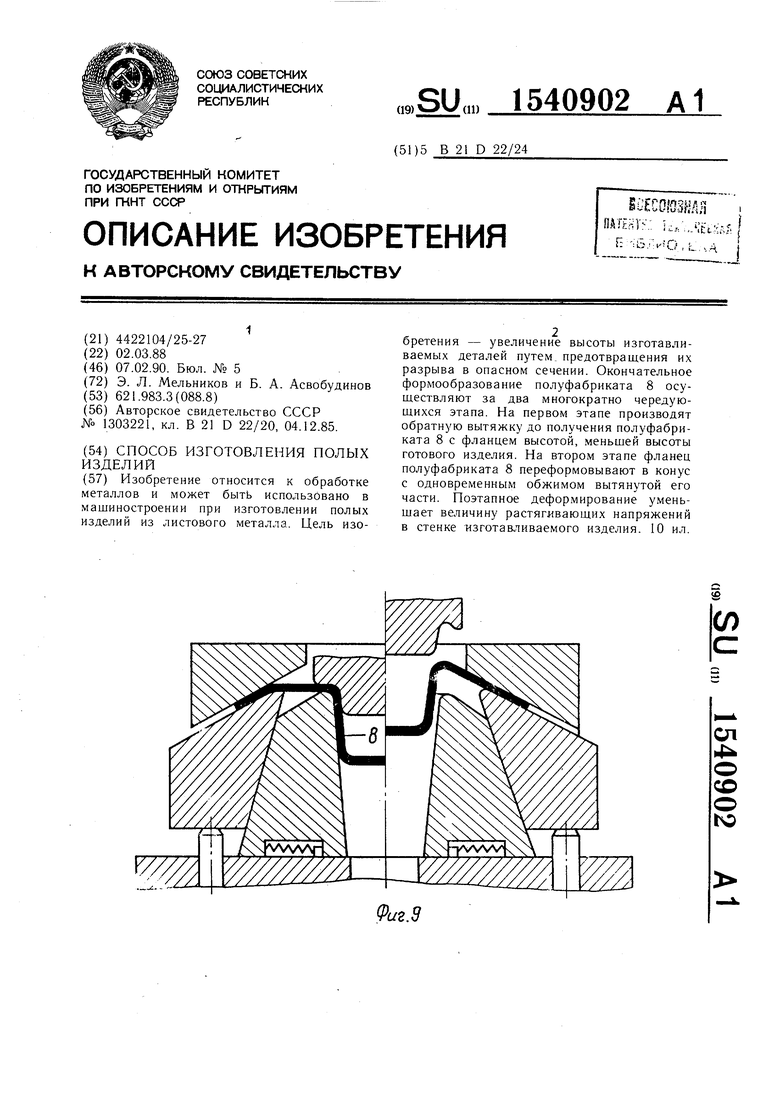
Фцг.1
Фиг. 2
фиг-6
Фиг.З
Фиг.
Фиг.7
Фок. 8
Фиг.Ю
| Способ вытяжки полых изделий из листовой заготовки | 1985 |
|
SU1303221A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
