Изобретение относится к области ракетно-космической техники и может быть использовано при изготовлении теплозащиты методом геликоидной намотки ленточного препрега силовой оболочки корпуса возвращаемых летательных аппаратов различного типа составной цилиндро-конической или конической формы, совершающих вход в атмосферу с гиперзвуковыми скоростями, а также при изготовлении сопловых блоков ракетных двигателей.
Известен ленточный препрег, изготовленный из пропитанного фенольным связующим кварцевого тканевого материала трехмерного плетения 3DQP (Three-Dimensional Quartz Phenolic) и применяемый для геликоидной намотки, т.е. намотки ленты под углом к образующей, теплозащитного покрытия корпуса боеголовки W-62 головной части Mk-12 ракеты «Минитмен-3», см., например, W. Garsia, J. Herts. Composite Material Application to the Mk-12A RV Midbay Substructure. General Dynamics Corp., Final Report AMMRC TR 79-51, 1979.
Существенным недостатком этого препрега является то, что лента выполнена путем склеивания кусков внахлест с шириной перекрытия 10…38 мм. В клеевом соединении связующий состав при длительном хранении полимеризуется, вследствие чего соединение теряет эластичность и вызывает осложнения при намотке. Кроме того, клеевое соединение с широким нахлестом приводит к неоднородности намотанного покрытия по плотности армирующих волокон и наполнению связующим.
Частично эти недостатки устранены в ленточном препреге, примененном для изготовления теплозащитного покрытия TWCP (Tape-Wrapped Carbon Phenolic) боеголовки Mk-78 ракеты «Минитмен-3». Подробно этот препрег описан в работе Дж. Криворука, Т. Брамлет. «Влияние вызванных абляцией моментов крена на характеристики движения возвращаемых аппаратов». - «Ракетная техника и космонавтика», т. 16, 1978, №3 и принят в качестве прототипа. Ленточный препрег изготавливался из углеродной ткани, пропитанной фенольным связующим. Ткань раскраивалась по косой линии под углом 45°, что обеспечивало различную растяжимость (деформируемость) ленты по ширине, а куски лент сшивались между собой. Полученный ленточный препрег наматывался на коническую оправку под углом 20° к ее поверхности. После намотки и отверждения кровельное покрытие подвергалось механической обработке и скреплялось с силовой оболочкой корпуса. Недостаток этого ленточного препрега состоит в том, что изготовленная из него теплозащита обладает недостаточной абляционной и термоизоляционной стойкостью при воздействии тепловых потоков в атмосфере, что связано с выгоранием связующего между слоями ленты и образованием повышенной шероховатости обтекаемой поверхности. При изготовлении препрега характерно то, что для углеродной ленты прошивка (или прострачивание) кусков лент из-за хрупкости углеродных волокон приводит к нарушению упорядоченной ориентации армирующих волокон покрытия в зоне стыка. А увеличение ширины нахлеста нарушает однородность плотности армирующих волокон и объемного наполнения связующим. Кроме того, в том и другом случае намотка ведется однослойной ленты.
Целью изобретения является разработка ленточного препрега, лишенного указанных недостатков и обеспечивающего изготовление теплозащитного покрытия с более высоким качеством за счет повышения термостойкости и термоизоляционных свойств покрытия и с более высокой производительностью за счет ускорения процесса изготовления теплозащиты.
Указанная цель достигается тем, что препрег выполнен в виде многослойной ленты, каждый слой которого состоит из кусков лент. Куски лент расположены и скреплены встык, уложены в несколько слоев со смещением стыков в слоях относительно друг друга и скреплены между собой, тем самым обеспечивается однородность плотности армирующих волокон и объемного наполнения связующим. Стык между кусками выполнен зигзагообразным, слои ленты скреплены между собой точечно, а точки скрепления расположены зигзагообразно относительно продольной оси ленты, что обеспечивает сохранение упорядоченной ориентации армирующих волокон покрытия в районе стыков кусков лент. Фенольная смола, которой пропитаны куски ленты, содержит многостенные углеродные нанотрубки с массовой долей 0,5…5%, что обеспечивает ее армирование.
На приведенном чертеже изображен предложенный ленточный препрег. В нем куски 1 лент соединены между собой встык. Стык 2 между кусками закрепляется накладкой 3 пленочного связующего. Полученные ленты укладываются слоями и точечно скрепляются в точках 4. Армирующие волокна 5 лент расположены под углом к направлению ленты (например, под углом 45°).
Технический результат использования изобретения состоит в следующем. В полете при движении летательного аппарата с гиперзвуковой скоростью при воздействии на теплозащиту высокотемпературных потоков выгорание связующего между слоями ленты устраняется или снижается, особенно в местах стыка кусков ленты. Применение фигурного среза при соединении кусков лент встык позволяет устранить возможность возникновения сквозного прогара теплозащиты, тенденция к образованию которого характерна для намоточных ТЗП в местах стыка кусков лент из-за нарушения однородности структуры теплозащиты. Применение точечного скрепления слоев лент обеспечивает (не нарушает) растяжимость препрега в тангенциальном направлении и позволяет за счет точечной полимеризации связующего сохранить однородность армирующих волокон и связующего в покрытии. Точки скрепления располагают зигзагообразно относительно оси полуфабриката с шагом 1…2 его ширины. Сохранению однородности плотности армирующих волокон и объемного наполнения связующим также способствует скрепление кусков лент встык с помощью пленочного связующего, которое в процессе полимеризации растворяется и не оказывает существенного влияния на процентное содержание наполнителя. Размеры накладки из пленочного связующего определяются его адгезионной способностью и местными растягивающими усилиями, возникающими при намотке препрега. По оценкам, длина накладки пленочного связующего составляет 1…1,5 ширины ленты. Армирование фенольной смолы, которой пропитаны куски ленты, многостенными углеродными нанотрубками приводит к снижению шероховатости обтекаемой поверхности и тем самым к уменьшению уноса массы теплозащиты. Согласно экспериментальным исследованиям, изложенным в работе J.S. Tate, S. Gaikwad, N. Theodoropoulou, E. Trevino, and J.H. Koo. Carbon Phenolic Nanocomposites as Advanced Thermal Protection Material in Aerospace Applications. Texas State University-San Marcos, San Marcos, TX 78666-4616, USA. Journal of Composites, volume 2013 (2013), article ID 403656, 9 pages. May 2013, (http://dx.doi.org/10.1155/2013/403656), включение в фенольную смолу многостенных нанотрубок с массовой долей 2% приводит к снижению уноса массы с 26% до 23% и уменьшению линейной усадки материала в 2,13 раза по сравнению с контрольным образцом (без включения многостенных нанотрубок), для которого линейная усадка составляет 0,83 мм.
Таким образом, технический результат изобретения заключается в повышении качества изготовления теплозащитного покрытия за счет оптимизации структуры и конструктивно-технологической схемы изготовления ленточного препрега с повышенной термоэрозионной стойкостью в сочетании с улучшенными теплоизоляционными свойствами и возможности выполнения покрытия с меньшей толщиной, а также в повышении производительности при изготовлении покрытия за счет одновременной намотки ленты, уложенной в несколько слоев. По сравнению с промышленной разработкой, которая принята в качестве прототипа, использование настоящего изобретения позволяет выполнить теплозащитное покрытие с более высоким качеством за счет улучшения абляционных и термоизоляционных свойств покрытия путем соединения кусков лент встык без нахлестов и армирования связующей фенольной смолы. Более высокая (в 1,5…2 раза) производительность достигается за счет выполнения препрега многослойным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ КОРПУСА ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2593184C2 |
| Аэродинамическая система управления гиперзвукового летательного аппарата | 2016 |
|
RU2654236C1 |
| ФЛАНЕЦ ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ФЛАНЦА ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2434160C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1995 |
|
RU2105181C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2502600C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ КОРПУСА ВЫСОКОСКОРОСТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 2019 |
|
RU2728049C1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ С ВЫСОКОЙ УДЕЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ ПРОВОДИМОСТЬЮ В Z-НАПРАВЛЕНИИ | 2015 |
|
RU2702556C2 |
| Композитная мортира и устройство для ее формирования | 2023 |
|
RU2835044C1 |
Изобретение относится к области ракетной техники и касается изготовления силовой оболочки корпуса возвращаемого летательного аппарата. Ленточный препрег для изготовления теплозащитного покрытия силовой оболочки корпуса содержит скрепленные между собой куски растяжимой в тангенциальном направлении и пропитанной фенольным связующим ленты. При этом препрег выполнен в виде многослойной ленты, в каждом слое которой куски образующих ее лент скреплены между собой встык со смещением этих стыков, расположенных в соседних слоях, относительно друг друга. Слои ленты скреплены между собой в точках, расположенных зигзагообразно вдоль продольной оси ленты. Достигается повышение качества изготовления теплозащитного покрытия за счет оптимизации структуры и конструктивно-технологической схемы изготовления ленточного препрега с повышенной термоэрозионной стойкостью в сочетании с улучшенными теплоизоляционными свойствами и меньшей толщиной. 1 з.п. ф-лы, 1 ил.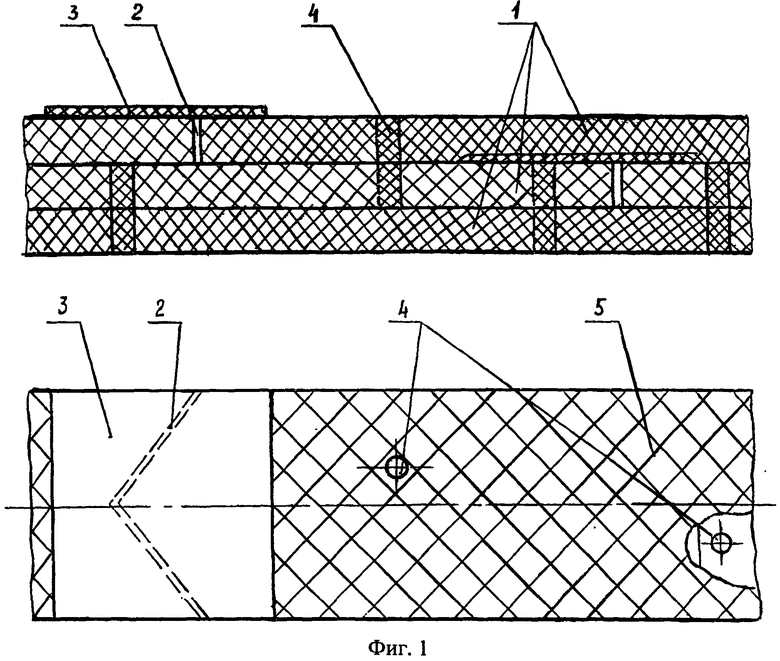
1. Ленточный препрег для изготовления теплозащитного покрытия силовой оболочки корпуса летательного аппарата, совершающего вход в атмосферу с гиперзвуковой скоростью, содержащий скрепленные между собой куски растяжимой в тангенциальном направлении и пропитанной фенольным связующим ленты, отличающийся тем, что препрег выполнен в виде многослойной ленты, в каждом слое которой куски образующих ее лент скреплены между собой встык со смещением этих стыков, расположенных в соседних слоях, относительно друг друга, при этом слои ленты скреплены между собой в точках, расположенных зигзагообразно вдоль продольной оси ленты.
2. Ленточный препрег по п. 1, отличающийся тем, что стык между кусками выполнен в виде фигурного среза, а фенольное связующее содержит многостенные углеродные нанотрубки с их массовой долей 0,5…5%.
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Автомат для намотки ниток на гильзы | 1949 |
|
SU89070A1 |
| US 2010264266 A1, 21.10.2010 | |||
| US 6613258 B1, 02.09.2003 | |||
| US 2012258323 A1, 11.10.2012. | |||

