Область техники
Настоящее изобретение относится к способу изготовления снабженной по меньшей мере одним полым профилем конструктивной детали из волокнистого композиционного материала.
Уровень техники
Во время обработки панелей фюзеляжа из усиленного углеродным волокном пластика в ходе обрабатывающих шагов, таких как, например, шлифовка или фрезеровка, и процесса резки водной струей из-за стружки и абразивных средств образуются загрязнения. Подобные загрязнения проникают, прежде всего, в полые пространства полых профилей, которые образуются на панели фюзеляжа, например, за счет так называемых стрингеров. Чистка и сушка этих стрингеров после механической обработки заготовки этой конструктивной детали панели фюзеляжа занимает очень много времени и дорогостояща. Поэтому следует стремиться к тому, чтобы закрыть и уплотнить открытые концы этих полых пространств до шага механической обработки.
Если это уплотнение выполняется после термической обработки заготовки конструктивной детали, то есть тогда, когда она, например, извлекается из автоклава, то в случае ранее известных для этой цели материалов для заглушек для уплотнения открытых концов полого профиля возникают проблемы при выполняемой после термической обработки проверке заготовки конструктивной детали ультразвуком, поскольку граница между стеной конструктивной детали и заглушкой не обеспечивает возможность эффективного отражения ультразвука. Доступный ранее для подобных заглушек материал поглощал ультразвук. Для того чтобы можно было выполнить надежную проверку материала заготовки конструктивной детали, по этой причине до сих пор было необходимо в дополнительном шаге обработки устанавливать заглушки после шага проверки материала ультразвуком в открытые концы полого профиля. Это требовало больших затрат труда.
Раскрытие изобретения
Поэтому задача настоящего изобретения заключается в том, чтобы разработать аналогичный способ, который без дополнительной обработки заготовки конструктивной детали обеспечивает возможность закрытия открытых концов полого профиля соответственно одной заглушкой, не оказывая при этом отрицательного действия на испытание без разрушения материала (гамма-дефектоскопию) заготовки конструктивной детали посредством ультразвука.
Кроме того, задача настоящего изобретения заключается в том, чтобы разработать подходящую заглушку для подобного способа.
Задача, направленная на способ изготовления конструктивной детали из снабженного по меньшей мере одним полым профилем волокнистого композиционного материала, решена за счет способа с шагами:
а) изготовление заготовки конструктивной детали из волокнистого композиционного материала;
б) термическая обработка заготовки конструктивной детали;
в) закрытие открытых концов полого профиля соответственно одной заглушкой;
г) проверка термически обработанной заготовки конструктивной детали ультразвуком способом испытания без разрушения материала;
д) механическая обработка заготовки конструктивной детали для получения готовой конструктивной детали;
е) удаление заглушек;
причем соответствующая заглушка выполнена из пены с закрытыми порами или имеет их, по меньшей мере, на своем наружном контуре.
Альтернативно, шаг механической обработки может выполняться также непосредственно после закрытия открытых концов, причем тогда испытанию без разрушения материала подвергается готовая конструктивная деталь.
Так как, следовательно, последовательность шагов г) и д) может быть изменена, то касающаяся соответствующего способа задача, альтернативно, также решена посредством способа с шагами:
а) изготовление заготовки (1) конструктивной детали из волокнистого композиционного материала;
б) термическая обработка заготовки (1) конструктивной детали;
в) закрытие открытых концов (16, 18) полого профиля (14) соответственно одной заглушкой (2, 3);
г′) механическая обработка заготовки (1) конструктивной детали для получения готовой конструктивной детали;
д′) проверка готовой конструктивной детали ультразвуком способом испытания без разрушения материала;
е) удаление заглушек (2, 3);
причем соответствующая заглушка (2, 3) выполнена из пены с закрытыми порами или имеет их, по меньшей мере, на своем наружном контуре.
Преимущества
Предлагаемое использование заглушки из отражающего ультразвук материала, такого как пена с закрытыми порами, причем заглушка имеет этот отражающий ультразвук материал по меньшей мере на своем наружном контуре или даже может по существу полностью состоять из этого материала, обеспечивает возможность установить заглушку или же заглушки уже после термической обработки заготовки конструктивной детали. К этому моменту заготовка конструктивной детали должна быть вручную извлечена из автоклава или же из соответствующего нагревательного устройства, и вручную должны быть удалены формовочные стержни. В отношении такого ручного манипулирования заготовкой конструктивной детали установка по ее наружному контуру заглушки, приведенной в соответствие внутреннему контуру полого профиля, в открытые концы полого профиля и закрытие их таким образом является не очень затратным. Затем можно продолжить обработку заготовки конструктивной детали проверкой термически обработанной заготовки конструктивной детали посредством ультразвука способом испытания без разрушения материала. Предлагаемые свойства материалов использованной здесь заглушки обеспечивают, что ультразвуковые колебания не поглощаются заглушкой, а отражаются от ее поверхности, в результате чего граница веществ между материалом стены заготовки конструктивной детали и материалом заглушки становится четко распознаваемой для использованного для проверки материала ультразвукового прибора. Этих преимуществ невозможно достичь посредством заглушки из эластичной или мягкой пены. Только за счет использования заявляемой заглушки становится возможным выполнение шагов способа в предлагаемой последовательности и отказ от дополнительного шага манипуляции.
Предлагаемая заглушка герметично закрывает открытый конец полого профиля и, тем самым, предотвращает проникновение пыли, воды и иных посторонних предметов во время шага механической обработки заготовки конструктивной детали. Эту предлагаемую заглушку после механической обработки можно без проблем и без остатков снова извлечь из открытых концов полого профиля.
Другие предпочтительные и преимущественные признаки осуществления предлагаемого способа являются предметом зависимых пунктов формулы.
Предпочтительно пена заглушки выполнена из полиэтилена или она преимущественно состоит из нее. Испытания изобретателей показали, что полиэтиленовая пена особенно подходит для выполнения предлагаемого способа.
Также предпочтительно, если пена заглушки имеет плотность максимально в 30 кг/м3, предпочтительно от 10 кг/м3 до 20 кг/м3, еще более предпочтительно менее 18 кг/м3 и особо предпочтительно менее 15 кг/м3. Пены такой плотности особенно подходят для выполнения предлагаемого способа и обеспечивают особым образом желаемое отражение ультразвуковых волн на граничащих поверхностях при одновременно достигаемом высоком уплотняющем эффекте.
Особо предпочтительно также, если пена заглушки имеет размер пор максимально в 2 мм, предпочтительно от 0,3 мм до 1,5 мм, еще более предпочтительно от 0,6 мм до 1,2 мм. Этот размер пор обеспечивает, с одной стороны, высокую прочность пены, а с другой стороны, также желаемую отражающую способность образованной пеной поверхности заглушки для ультразвуковых колебаний.
Предпочтителен способ, когда волокнистый композитный материал является усиленным углеродным волокном пластиком.
Предлагаемый способ особенно подходит также в тех случаях, когда механическая обработка заготовки конструктивной детали включает в себя обработку со снятием стружки, такую как, например, распиливание, фрезеровка, шлифовка, строгание, и/или обработку резанием, такую как, например, резка водной струей. При этих методах обработки возникают особо сильные загрязнения, попадание которых в полые профили не допускается благодаря предлагаемой установкой заглушке.
Для выполнения предлагаемого способа особенно подходит заглушка, которая выполнена из пены с закрытыми порами или по меньшей мере имеет ее на своем наружном контуре.
Предпочтительно эта заглушка имеет уже описанные выше для способа свойства материала.
Предпочтительные примеры осуществления изобретения с дополнительными подробностями оснащения и другими преимуществами подробнее описаны и разъяснены ниже со ссылкой на прилагаемый чертеж.
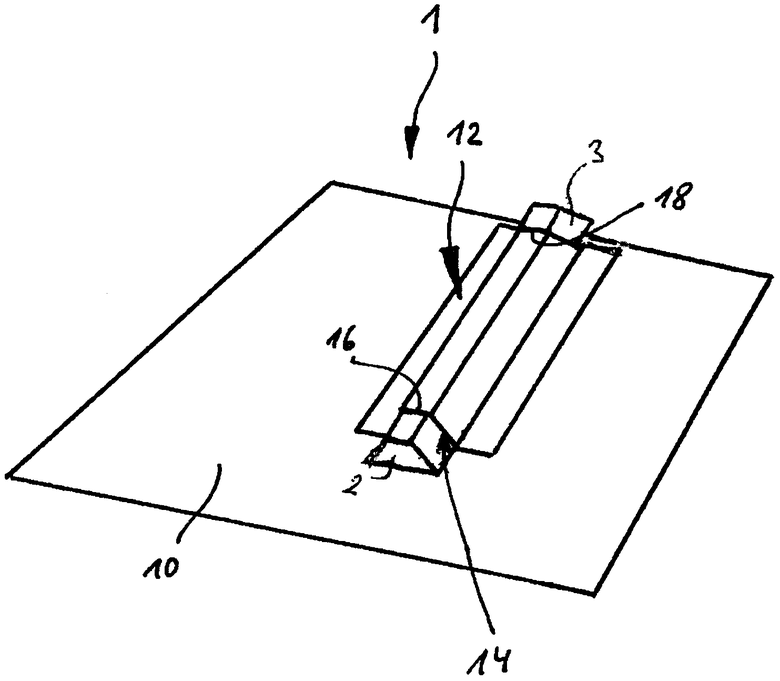
На чертеже изображена заготовка конструктивной детали из усиленного углеродным волокном пластика с полым профилем, который на видимом на чертеже открытом конце закрыт предлагаемой заглушкой.
Раскрытие предпочтительных примеров осуществления
На чертеже в упрощенном виде в перспективном изображении показана заготовка 1 конструктивной детали для конструктивной детали из волокнистого композитного материала. В представленном случае это панель фюзеляжа из усиленного углеродным волокном пластика. Заготовка конструктивной детали имеет поверхностный элемент 10, который затем образует часть обшивки фюзеляжа самолета. На поверхностный элемент 10 на его верхнюю сторону (последующую внутреннюю сторону корпуса) нанесен выпуклый в поперечном сечении стрингер 12, так называемый омега-стрингер, и соединен с поверхностным элементом 10. Поверхностный элемент 10 и стрингер 12 после соединения, то есть после изготовления заготовки 1 конструктивной детали из волокнистого композитного материала, проходят термическую обработку. Эта термическая обработка выполняется, предпочтительно, под действием пониженного давления для того, чтобы удалять возникающие в пластике во время отвердевания газы и, тем самым, предотвращать возникновение газовых включений в материале. Обычная термическая обработка проводится, например, в автоклаве.
После того, как шаг термической обработки заготовки 1 конструктивной детали завершен, поверхностный элемент 10 и стрингер 12 прочно соединены друг с другом, благодаря чему стрингер 12 вместе с соседним с ним участком поверхностного элемента 10 образует полый профиль 14, который открыт на обоих своих концах 16, 18.
Если заготовка 1 конструктивной детали извлекается из устройства для термической обработки, то сначала следует вручную удалить формовочные стрежни. Затем заготовка 1 конструктивной детали подается в процесс дальнейшей обработки, при котором термически обработанная заготовка 1 конструктивной детали сначала проходит испытание без разрушения материала ультразвуком. Затем происходит механическая обработка заготовки 1 конструктивной детали, причем заготовка конструктивной детали обрезается на необходимый размер изготавливаемой конструктивной детали, и причем обрезные кромки зашлифовываются.
Однако прежде чем начнется этот процесс дальнейшей обработки, в момент, когда заготовка 1 конструктивной детали извлечена из устройства термической обработки и удалены формовочные стержни, в открытые концы 16, 18 образовавшихся отверстий полого профиля 14 с уплотнительным действием вставляют соответственно по одной заглушке 2, 3 из пены с закрытыми порами, прежде всего из пены, которая является мягкой и гибкой как пенистый пластический материал, в результате чего полый профиль 14 полностью закрыт и в полый профиль 14 не могут попасть никакие посторонние предметы и жидкости.
Соответствующая заглушка 2, 3 либо полностью выполнена из пены с закрытыми порами, либо она имеет сердцевину, которая окружена пеной с закрытыми порами, в результате чего пена с закрытыми порами образует наружный контур заглушки 2, 3. Свойство закрытости пор пены обеспечивает, что ультразвуковые волны, которые излучаются при испытании без разрушения материала соответствующим испытательным прибором, не могут попасть в пену заглушки 2, 3 и быть там поглощены, а отражаются от их поверхности. Таким образом, при испытании без разрушения материала посредством ультразвука можно не только получить однозначный отражающий сигнал ультразвука при попадании в стену заготовки конструктивной детали, но получить отражающий сигнал также и на обратной стороне стены, то есть на пограничной поверхности между стеной заготовки 1 конструктивной детали и поверхностью заглушки 2, 3.
Во время процесса механической обработки заготовки 1 конструктивной детали заглушки 2, 3 обеспечивают, что вовнутрь полого профиля 14 не могут попасть ни стружка или пыль, которые возникают за счет механической обработки заготовки 1 конструктивной детали, ни вода или иные используемые при резке заготовки 1 конструктивной детали жидкости. Таким образом, по сравнению с обычной обработкой, при которой полый профиль остается закрытым, можно отказаться от затратного шага очистки и сушки готовой конструктивной детали. После выполнения механической обработки заготовки 1 конструктивной детали заглушки 2, 3 удаляются, и полученная готовая конструктивная деталь может быть отправлена на дальнейшую обработку, например покраску.
Описанная в примере последовательность шагов испытания без разрушения материала и механической обработки является необязательной. Механическая обработка может происходить также до испытания без разрушения материала. Существенным является, что отверстия заготовки 1 конструктивной детали к моменту механической обработки закрыты заглушками 2, 3, которые затем также и при испытании без разрушения материала остаются в отверстиях.
Ссылочные обозначения в пунктах формулы, описании и на чертежах служат исключительно для лучшего понимания изобретения и не должны ограничивать объем правовой охраны.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИИ
Обозначено:
1 - Заготовка конструктивной детали
2 - Заглушка
3 - Заглушка
10 - Поверхностный элемент
12 - Стрингер
14 - Полый профиль
16 - Открытый конец полого профиля
18 - Открытый конец полого профиля
Изобретение относится к способу изготовления снабженной полым профилем конструктивной детали из волокнистого композиционного материала (варианты). Техническим результатом данного изобретения является исключение операции дополнительной обработки заготовки конструктивной детали для закрытия открытых концов полого профиля и исключение отрицательного действия заглушки на испытание без разрушения материала заготовки конструктивной детали посредством ультразвука. Технический результат достигается способом изготовления снабженной полым профилем конструктивной детали из волокнистого композитного материала. Способ включает следующие шаги: изготовление заготовки конструктивной детали из волокнистого композиционного материала, термическую обработку заготовки конструктивной детали, закрытие открытых концов полого профиля соответственно одной заглушкой, проверку термически обработанной заготовки конструктивной детали ультразвуком способом испытания без разрушения материала, механическую обработку заготовки конструктивной детали для получения готовой конструктивной детали и удаление заглушек. Причем соответствующая заглушка выполнена из пены с закрытыми порами или имеет их на своем наружном контуре. 2 н. и 12 з.п. ф-лы, 1 ил.
1. Способ изготовления снабженной по меньшей мере одним полым профилем (14) конструктивной детали из волокнистого композитного материала с шагами:
а) изготовление заготовки (1) конструктивной детали из волокнистого композиционного материала;
б) термическая обработка заготовки (1) конструктивной детали;
в) закрытие открытых концов (16, 18) полого профиля (14) соответственно одной заглушкой (2, 3);
г) проверка термически обработанной заготовки (1) конструктивной детали ультразвуком способом испытания без разрушения материала;
д) механическая обработка заготовки (1) конструктивной детали для получения готовой конструктивной детали;
е) удаление заглушек (2, 3);
причем соответствующая заглушка (2, 3) выполнена из пены с закрытыми порами или имеет их, по меньшей мере, на своем наружном контуре.
2. Способ по п.1, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой образована из полиэтилена или его преимущественно содержит.
3. Способ по п.1 или 2, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой имеет плотность максимально 30 кг/м3, предпочтительно от 10 кг/м3 до 20 кг/м3, еще более предпочтительно менее 18 кг/м3, особо предпочтительно 15 кг/м3.
4. Способ по п.1 или 2, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой имеет размер пор максимально 2 мм, предпочтительно от 0,3 мм до 1,5 мм, еще более предпочтительно от 0,6 мм до 1,2 мм.
5. Способ по п.3, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой имеет размер пор максимально 2 мм, предпочтительно от 0,3 мм до 1,5 мм, еще более предпочтительно от 0,6 мм до 1,2 мм.
6. Способ по п.1 или 2, отличающийся тем, что волокнистый композитный материал является усиленным углеродными волокнами пластиком.
7. Способ по п.1 или 2, отличающийся тем, что механическая обработка заготовки (1) конструктивной детали включает в себя обработку со снятием стружки, такую как, например, распиливание, фрезеровка, шлифовка, строгание, и/или обработку резанием, такую как, например, резка водной струей.
8. Способ изготовления снабженной по меньшей мере одним полым профилем (14) конструктивной детали из волокнистого композитного материала с шагами:
а) изготовление заготовки (1) конструктивной детали из волокнистого композиционного материала;
б) термическая обработка заготовки (1) конструктивной детали;
в) закрытие открытых концов (16, 18) полого профиля (14) соответственно одной заглушкой (2, 3);
г') механическая обработка заготовки (1) конструктивной детали для получения готовой конструктивной детали;
д') проверка готовой конструктивной детали ультразвуком способом испытания без разрушения материала;
е) удаление заглушек (2, 3);
причем соответствующая заглушка (2, 3) выполнена из пены с закрытыми порами или имеет их, по меньшей мере, на своем наружном контуре.
9. Способ по п.8, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой образована из полиэтилена или его преимущественно содержит.
10. Способ по п.8 или 9, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой имеет плотность максимально 30 кг/м3, предпочтительно от 10 кг/м3 до 20 кг/м3, еще более предпочтительно менее 18 кг/м3, особо предпочтительно 15 кг/м3.
11. Способ по п.8 или 9, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой имеет размер пор максимально 2 мм, предпочтительно от 0,3 мм до 1,5 мм, еще более предпочтительно от 0,6 мм до 1,2 мм.
12. Способ по п.10, отличающийся тем, что закрытие открытых концов (16, 18) полого профиля (14) на шаге в) происходит с помощью заглушки (2, 3), пена которой имеет размер пор максимально 2 мм, предпочтительно от 0,3 мм до 1,5 мм, еще более предпочтительно от 0,6 мм до 1,2 мм.
13. Способ по п.8 или 9, отличающийся тем, что волокнистый композитный материал является усиленным углеродными волокнами пластиком.
14. Способ по п.8 или 9, отличающийся тем, что механическая обработка заготовки (1) конструктивной детали включает в себя обработку со снятием стружки, такую как, например, распиливание, фрезеровка, шлифовка, строгание, и/или обработку резанием, такую как, например, резка водной струей.
| US 2006162456 A1, 27.07.2006 | |||
| WO 2008107461 A1, 12.09.2008 | |||
| US 6484583 B1, 26.11.2002 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОЛГОВЕЧНОСТИ ОБРАЗЦОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2020476C1 |
| Акустический способ контроля изделий | 1984 |
|
SU1254371A1 |

