Изобретение относится к микромеханике, а именно к технологии изготовления микроэлектромеханических структур (МЭМС).
Известен способ микропрофилирования монокристаллического кремния ориентации (100) посредством анизотропного химического травления в системе едкое кали КОН - изопропиловый спирт (ИПС) C3H2OH - вода H2O, содержащей КОН: ИПС: H2O=32 г: 250 мл: 375 мл при температуре +80°C. При формировании мезаструктур или V-образных канавок в данном травителе происходит растравливание внешних углов. Для получения формы углов, близкой к прямоугольной, в рисунок фотошаблонов в вершинах внешних углов вводят компенсирующие элементы в виде маскированного квадрата, центр которого совмещен с вершиной элемента. Недостатком указанного способа защиты внешних углов является большая площадь фигур компенсации квадратной формы, в результате которой остаточная толщина кремниевой пластины в местах расположения указанных фигур из-за неполного их стравливания может превышать заданное значение на 5-15 мкм, что отражается на характеристиках изготавливаемых микромеханических структур. Например, в случае формирования таким способом мембраны с жестким центром датчика давления это приводит к снижению чувствительности, определяемой номинальной толщиной мембраны, и ухудшению линейности преобразовательной характеристики. Готра З.Ю. Технология микроэлектронных устройств: Справочник. - М.: Радио и связь, 1991: илл., с. 397.
Известен способ защиты углов трехмерных микромеханических структур на кремниевой пластине с кристаллографической ориентацией (100), которую подвергают анизотропному травлению в водном растворе гидрооксида калия КОН, включающий формирование масочного рисунка с элементами защиты углов, примыкающими к исходной части топологической маски вблизи точки пересечения сторон защищаемого чипа или трехмерной микроструктуры на пластине и продолжающимися за пределы исходной части маски, при котором для защиты выпуклых углов чипа или трехмерной микроструктуры формируют масочный рисунок с элементами Т-образной формы, содержащей продольную и поперечную части, масочный рисунок с Т-образными элементами защиты выпуклых углов формируют из металлической структуры V-Cu′-Cu′′, включающей тонкопленочную структуру ванадия и меди V-Cu′ и гальванический слой меди Cu′′, а каждый из Т-образных элементов защиты выполняют в форме двух полосок - продольной вдоль кристаллографического направления [110] высотой В и поперечной шириной Ш, расположенной в поперечном направлении под прямым углом к продольной полоске, при этом травление проводят до тех пор, пока продольные кремниевые элементы, сформированные в области маски защиты углов в процессе анизотропного химического травления, не стравятся до границы исходной топологической области жесткого центра преобразователя, что соответствует моменту формирования правильного многоугольника в основании объемной фигуры жесткого центра, самосовмещения топологических слоев преобразователя и выхода на заданную глубину травления. В случае травления кремния в 33% растворе гидрооксида калия при температуре кипения для заданных интервалов отношений конструктивных параметров микромеханической структуры 0,44<b/a<0,73 и 30,6<h/a·103<36,6, размеры Т-образных элементов защиты выполняют в соотношениях как 5,1<В/Ш<9,1, где а - половина от размера стороны квадратной мембраны, b - половина от размера стороны квадратного основания жесткого центра, h - толщина мембраны.
Патент Российской Федерации №2220475, МПК: H01L 21/308, 2003 г. Прототип.
Недостатками прототипа являются невозможность получения точной формы прямого угла и потеря точности при визуальном контроле процесса самосовмещения топологических слоев, как следствие, увеличивается процент брака выпускаемых трехмерных микромеханических структур. Это обусловлено тем, что Т-образные фигуры компенсации, так же как и защищаемые ими внешние углы, имеют один и тот же механизм травления, в процессе которого происходит огранка (скругление) вершин внешних углов. Поэтому в момент полного стравливания компенсаторов квадратной или Т-образной формы сразу же начинается травление защищаемого ими элемента микромеханической структуры, в связи с чем получить правильную прямоугольную форму внешнего угла при использовании указанных фигур компенсации принципиально невозможно. Поскольку радиус скругления защищаемого угла может иметь технологический разброс в довольно широком диапазоне, определяемом такими факторами, как свойства кремниевой пластины, свойства компонентов травителя, температурой травителя и точностью ее поддержания, то выработать четкие критерии, определяющие момент полного стравливания защитного элемента и, как следствие, достижения требуемой глубины травления, не представляется возможным. В результате получится разброс формируемых мембран по толщине, что применительно, например, к изготовлению чувствительных элементов датчиков давления приведет к их вариации по чувствительности, линейности и нагрузочной способности.
Изобретение устраняет указанные недостатки.
Техническим результатом изобретения является повышение качества и увеличение процента выхода годных трехмерных микромеханических структур.
Технический результат достигается тем, что в способе защиты углов трехмерных микромеханических структур на кремниевой пластине с кристаллографической ориентацией (100) при глубинном анизотропном травлении в водном растворе гидрооксида калия КОН, включающем формирование масочного рисунка с элементами защиты углов, примыкающими к исходной части топологической маски вблизи точки пересечения сторон защищаемого чипа или трехмерной микроструктуры на пластине, причем травление проводят до тех пор, пока кремниевые элементы, сформированные в области маски защиты углов не стравятся в процессе травления до границы исходной топологической области жесткого центра микромеханической структуры, элементы защиты углов, имеющие диагональную форму на топологической маске, располагают под углом 45′ к контурам жесткого центра, причем размеры изготовляемых трехмерных микромеханических структур определяют из условий: a/hTP>2,97; b/hTP>2,1; (a-b)/hTP>0,87, а параметры их изготовления назначают из соотношений m≥hTP·(1+ctgβ) - длина, l=2·hTP - ширина,
где а - половина от размера стороны квадратной мембраны трехмерной микромеханической структуры,
b - половина от размера квадратной стороны жесткого центра на мембране трехмерной микромеханической структуры,
hTP - глубина травления в направлении <100>,
β - угол, определяемый отношением скорости травления V1 диагонального компенсатора к скорости травления V<100> в направлении <100>.
Изобретение поясняется фигурами 1-6.
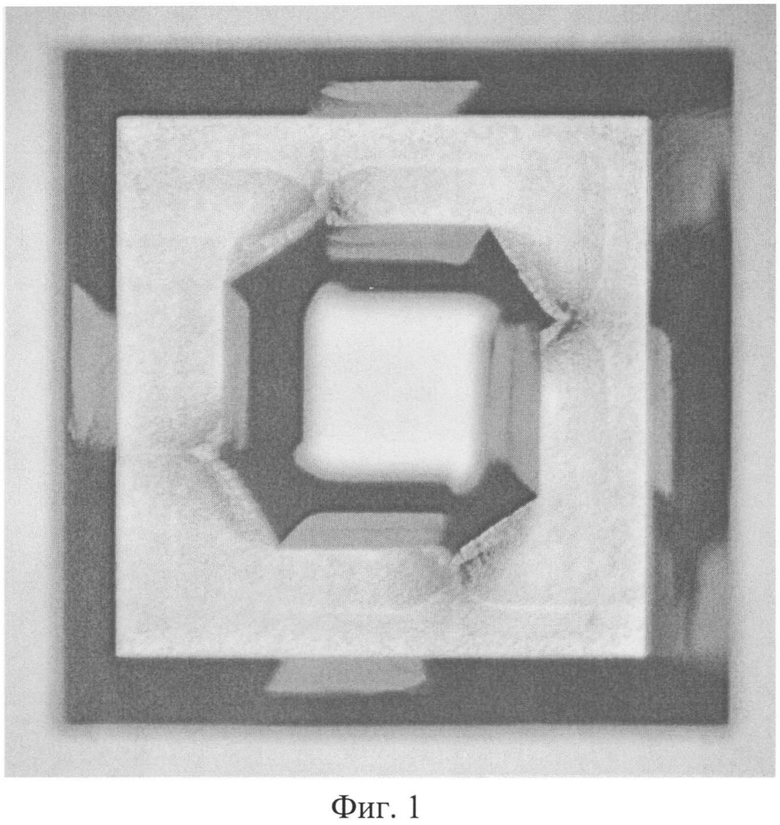
На Фиг. 1 показана фотография трехмерной микромеханической структуры, представляющей собой кремниевую мембрану с жестким центром и сформированную с использованием Т-образных фигур компенсации.
На Фиг. 2 показана конфигурация кремниевой мембраны с жестким центром, имеющим правильную прямоугольную форму.
На Фиг. 3 показано поперечное сечение кремниевой мембраны с жестким центром, имеющим правильную прямоугольную форму.
На Фиг. 4 показана схема размещения фигур компенсации диагональной формы и назначения их размеров.
На Фиг. 5 показан график зависимости угла β на компенсаторе диагональной формы от соотношения скоростей травления.
На Фиг. 6 показана фотография кремниевой мембраны с жестким центром, сформированной с использованием фигур компенсации диагональной формы.
Способ осуществляется следующим образом. В момент полного стравливания элементов защиты Т-образной формы (см. Фиг. 1) сразу же начинается травление защищаемых ими внешних углов, из-за чего получить правильную прямоугольную форму последних при использовании подобных защитных элементов принципиально невозможно. Это объясняется тем, что в данном случае огранка внешних углов происходит по плоскостям {111}, {100} и плоскостям, близким к {311}, у основания углов наблюдается выход плоскостей {110}. Поверхность плоскостей {311}, {100} и {111}, образующих боковые грани, зеркальная, а {110} - ребристая, что обусловлено выходом семейства плоскостей {111}, пересечения граней которых и образуют указанные ребра.
Правильную прямоугольную форму защищаемого внешнего угла (см. Фиг. 2 и Фиг. 3) получают при использовании фигур компенсации диагональной формы. В начале процесса (см. Фиг. 4) травление при вершине прямого угла в направлении вектора скорости 


В качестве маскирующего материала при анизотропном травлении кремния в водном растворе гидрооксида калия КОН применяют пленки, например, двуокиси кремния SiO2, нитрида кремния или металлической структуры V-Cu′-Cu′′. Минимальное расстояние Si3N4 между вершиной диагонального компенсатора и контуром мембраны микромеханической структуры на топологической маске определяется характеристиками оборудования, используемого для формирования маскирующего слоя на поверхности кремниевой пластины и переноса на него топологического рисунка маски. Для случая контактной фотолитографии Smin составляет 5…10 мкм.
Ширина l диагонального компенсатора вычисляется по формуле:

где hTP - глубина травления кремния, мкм;
V<100> - скорость травления кремния в направлении <100>, мкм/мин;
tTP - время травления, мин.
Для обеспечения защиты внешнего угла в течение заданного времени травления размер m, определяемый как расстояние от вершины защищаемого угла до вершины угла диагонального компенсатора на топологическом рисунке фотошаблона, должен удовлетворять условию:

Случай равенства в формуле (2) является предельным и соответствует длине стороны треугольника, образуемого фронтами травления скоростей 

Угол β определяется типом проводимости кремниевой пластины, температурой и концентрацией травителя. Значения угла β для монокристаллического кремния марки КЭФ n-типа проводимости (ρ=4,5 Ом·см) ориентации (100) при травлении в 33%-ном водном растворе КОН представлены в таблице 1.
В общем случае значение угла β зависит от соотношения скоростей травления V1/V<100> и определяется по формуле (3):

Численные значения угла β в зависимости от соотношения скоростей V1/V<100> представлены в таблице 2 и на Фиг. 5.
Конфигурация трехмерной микромеханической структуры, представляющей собой изготовленную с использованием компенсаторов диагональной формы мембрану с жестким центром, представлена на Фиг. 6
Ввиду того, что скорость V2 бокового травления компенсатора совпадает со скоростью травления V<100> вглубь кремниевой пластины, момент полного стравливания компенсатора диагональной формы соответствует достижению требуемой глубины травления.
Способ позволяет получать внешние углы правильной прямоугольной формы, одновременно обеспечивая возможность визуального контроля глубины травления по остаточной конфигурации фигур компенсации, и, следовательно, повысить качество и выход годных трехмерных микромеханических структур.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ УГЛОВ ТРЁХМЕРНЫХ МИКРОМЕХАНИЧЕСКИХ СТРУКТУР НА КРЕМНИЕВОЙ ПЛАСТИНЕ ПРИ ГЛУБИННОМ АНИЗОТРОПНОМ ТРАВЛЕНИИ | 2015 |
|
RU2582903C1 |
| Способ защиты углов кремниевых микромеханических структур при анизотропном травлении | 2017 |
|
RU2667327C1 |
| СПОСОБ ЗАЩИТЫ УГЛОВ ТРЕХМЕРНЫХ МИКРОМЕХАНИЧЕСКИХ СТРУКТУР НА КРЕМНИЕВОЙ ПЛАСТИНЕ ПРИ ГЛУБИННОМ АНИЗОТРОПНОМ ТРАВЛЕНИИ | 2002 |
|
RU2220475C1 |
| СПОСОБ КОМПЕНСАЦИИ РАСТРАВА ВНЕШНИХ УГЛОВ ФИГУР ТРАВЛЕНИЯ НА КРЕМНИЕВЫХ ПЛАСТИНАХ С ОРИЕНТАЦИЕЙ ПОВЕРХНОСТИ (100) | 2006 |
|
RU2331137C1 |
| ТЕПЛОВОЙ МИКРОМЕХАНИЧЕСКИЙ АКТЮАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2448896C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2007 |
|
RU2335033C1 |
| Двунаправленный тепловой микромеханический актюатор и способ его изготовления | 2015 |
|
RU2621612C2 |
| ЗАЩИТНАЯ МАСКА | 1979 |
|
SU795326A1 |
| Способ изготовления чувствительного элемента акселерометра | 2017 |
|
RU2656109C1 |
| СПОСОБ УМЕНЬШЕНИЯ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ ПРИ ИЗГОТОВЛЕНИИ ЭЛЕМЕНТОВ МИКРОМЕХАНИЧЕСКИХ УСТРОЙСТВ | 2001 |
|
RU2202137C2 |



Использование: для изготовления микроэлектромеханических структур. Сущность изобретения заключается в том, что способ защиты углов трехмерных микромеханических структур на кремниевой пластине с кристаллографической ориентацией (100) при глубинном анизотропном травлении в водном растворе гидрооксида калия КОН включает формирование масочного рисунка с элементами защиты углов, элементы защиты углов, имеющие диагональную форму на топологической маске, располагают под углом 45° к контурам жесткого центра, причем размеры изготовляемых трехмерных микромеханических структур определяются из определенных условий. Технический результат: обеспечение возможности повышения качества и увеличения процента выхода годных трехмерных микромеханических структур. 6 ил., 2 табл.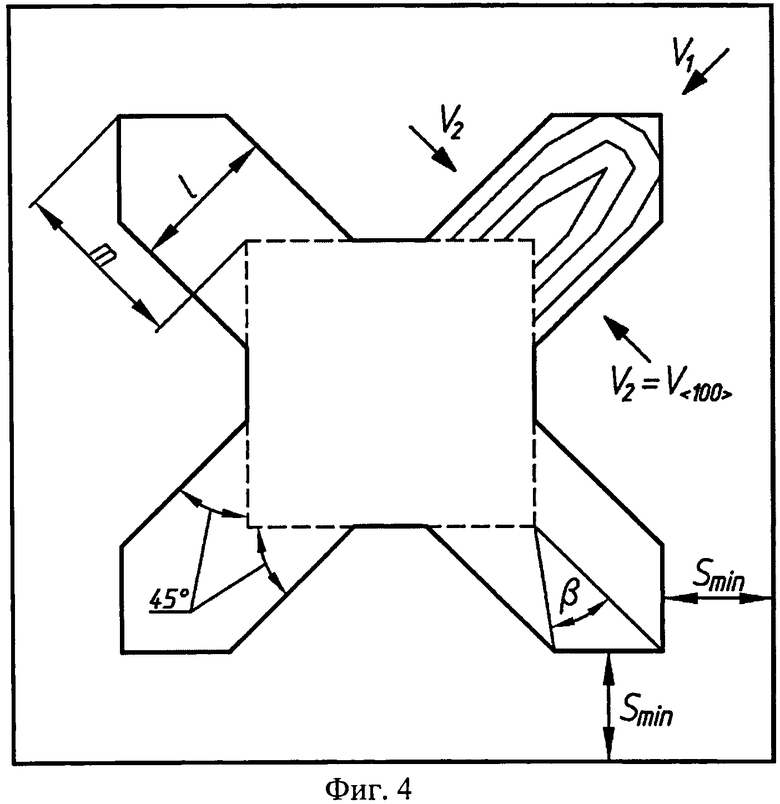
Способ защиты углов трехмерных микромеханических структур на кремниевой пластине с кристаллографической ориентацией (100) при глубинном анизотропном травлении в водном растворе гидрооксида калия КОН, включающий формирование масочного рисунка с элементами защиты углов, примыкающими к исходной части топологической маски вблизи точки пересечения сторон защищаемого чипа или трехмерной микроструктуры на пластине, причем травление проводят до тех пор, пока кремниевые элементы, сформированные в области маски защиты углов, не стравятся в процессе травления до границы исходной топологической области жесткого центра микромеханической структуры, отличающийся тем, что элементы защиты углов, имеющие диагональную форму на топологической маске, располагают под углом 45° к контурам жесткого центра, причем размеры изготовляемых трехмерных микромеханических структур определяют из условий: a/hTP>2,97; b/hTP>2,1; (a-b)/hTP>0,87, а параметры их изготовления назначают из соотношений m≥hTP·(1+ctgβ) - длина, l=2·hTP - ширина,
где а - половина от размера стороны квадратной мембраны трехмерной микромеханической структуры,
b - половина от размера квадратной стороны жесткого центра на мембране трехмерной микромеханической структуры,
hTP - глубина травления в направлении <100>,
β - угол, определяемый отношением скорости травления V1 диагонального компенсатора к скорости травления V<100> в направлении <100>.
| US 5286343 A1, 15.02.1994 | |||
| СПОСОБ ЗАЩИТЫ УГЛОВ ТРЕХМЕРНЫХ МИКРОМЕХАНИЧЕСКИХ СТРУКТУР НА КРЕМНИЕВОЙ ПЛАСТИНЕ ПРИ ГЛУБИННОМ АНИЗОТРОПНОМ ТРАВЛЕНИИ | 2002 |
|
RU2220475C1 |
| СПОСОБ КОМПЕНСАЦИИ РАСТРАВА ВНЕШНИХ УГЛОВ ФИГУР ТРАВЛЕНИЯ НА КРЕМНИЕВЫХ ПЛАСТИНАХ С ОРИЕНТАЦИЕЙ ПОВЕРХНОСТИ (100) | 2006 |
|
RU2331137C1 |
| Ушков А.В | |||
| Разработка конструктивно-технологических методов производства кремниевых чувствительных элементов давления с повышенной стойкостью к перегрузкам, Москва, 2008. | |||

