Изобретение относится к диффузионной сварке и может быть использовано при изготовлении титановых тонкостенных слоистых конструкций с поверхностью контактирования, представляющей собой сочетание соединений простейшей формы с малым сечением, например сложных трехмерных конструкций в аэрокосмических приложениях, таких как сотовый заполнитель, вентиляторная лопатка, воздухозаборник, а также выпускного окна в ускорительной технике.
Известен способ диффузионной сварки пакета для изготовления пустотелой вентиляторной лопатки сверхпластической формовкой, включающий сборку пакета из трех заготовок состава Ti-6Al-4V толщиной 1,0 мм с размеченными участками, подвергаемыми соединению шириной 8 мм и 20 мм и не подвергаемыми соединению, и последующее размещение пакета в нагревательном блоке пресса между плоскими плитами. При осуществлении способа диффузионной сварки используют режимы, характеризующиеся известными значениями температуры и давления. В частности, после нагрева до температуры 850°C и достижения глубины вакуума не менее 1,33 Па к пакету прикладывают усилие пресса, обеспечивая давление 2 МПа, и выдерживают под давлением в течение 2 часов для осуществления процесса диффузионной сварки (описание к патенту RU 2291019 С2, МПК B21D 53/78 (2006.01), B21D 26/02 (2006.01), опубликовано 10.01.2007).
Известен способ диффузионной сварки пакета для изготовления сотового заполнителя из титановых сплавов, при котором на участки листовых заготовок из фольги, не подлежащие соединению, наносят материал, препятствующий сварке, на участках, подлежащих соединению, размещают технологические листовые азотированные листовые прокладки шириной стороны соты. Листовые заготовки с прокладками собирают в пакет, помещают в штамп, в условиях вакуума нагревают до температуры полиморфного превращения титанового сплава материала заготовок и сдавливают в два этапа. На первом этапе формуют на заготовках гофры путем осадки сотопакета до смыкания прокладок по высоте. На втором этапе соединяют заготовки сотопакета и усилие сдавливания выбирают из условия создания прокладками на соединяемых участках давления 2 МПа. По завершении процесса диффузионной сварки из предварительно сформованных ячеек полученного полуфабриката извлекают стальные прокладки, и полуфабрикат растягивают до получения сотового блока с окончательно сформованными ячейками (описание к патенту RU 2397054 С1, МПК B23K 20/18 (2006.01), B23K 101/02 (2006.01), опубликовано 20.08.2010).
Недостатком известных способов является использование для диффузионной сварки режимов, характеризующихся известными значениями температуры и давления в соответствии с титановым сплавом материала заготовок.
В известных способах используется технологическая оснастка из стальных листов, обладающих при диффузионной сварке большим сопротивлением высокотемпературной деформации, чем свариваемые титановые заготовки. В этом случае титановые элементы слоистой конструкции можно рассматривать как пластичную (мягкую) прослойку, расположенную между «жесткой» стальной технологической оснасткой.
В условиях диффузионной сварки при контакте титана со стальной оснасткой из-за наличия трения имеет место сдерживание сталью деформации титана, т.е. происходит так называемое «контактное упрочнение» титана. Поскольку в основе образования диффузионного соединения лежит высокотемпературная деформация свариваемых заготовок под действием сжимающего давления, то развитие «контактного упрочнения» может приводить к снижению скорости ползучести титана и ухудшению качества диффузионного соединения.
Степень «контактного упрочнения» (ограниченности деформации) для случая сжатия «пластичного» слоя титана, расположенного между двумя «жесткими» слоями стали зависит как от технологических параметров испытания (температуры, приложенного давления), так и от геометрических размеров «пластичного» слоя - его относительной высоты λ (λ=h/d, где h - высота, d - диаметр или ширина слоя).
Таким образом, при разработке технологии диффузионной сварки титановых тонкостенных слоистых конструкций необходимо корректировать режимы сварки, и в частности сварочное давление, с учетом относительной высоты λ свариваемых участков в условиях высокотемпературной деформации и развития контактного упрочнения в свариваемых титановых заготовках.
Задача полезной модели - повышение качества сварного соединения за счет совершенствования технологии диффузионной сварки с использованием стальной оснастки при изготовлении титановых тонкостенных слоистых конструкций с сочетанием соединений малых сечений и относительной высотой λ свариваемых слоев менее 2,0.
Технический результат - снижение контактного трения между стальной оснасткой и титановыми деталями свариваемой конструкции.
Технический результат достигается тем, что в способе диффузионной сварки тонкостенных слоистых титановых конструкций с относительной высотой λ, свариваемых участков менее 2,0, при котором пакет свариваемых заготовок размещают в стальной оснастке, сборку нагревают и в условиях вакуума осуществляют сварку под давлением в процессе изотермической выдержки в интервале температуры полиморфного превращения материала заготовок, отличающийся тем, что давление сварки py определяют из условия:
где p - давление образования физического контакта между поверхностями заготовок с λ≥2,0, МПа; ky - числовой коэффициент, учитывающий относительную высоту свариваемых участков и упрочнение титанового сплава материала заготовок в условиях сжатия при температуре сварки, 1,0<ky<5,64; n - эмпирический коэффициент, характеризующий влияние давления сварки на изменение скорости ползучести титанового сплава материала заготовок.
Условие (1) установлено экспериментально и позволяет определить давление py, которое необходимо приложить к титановым заготовкам, находящимся в стесненных условиях (λ<2,0), чтобы обеспечить их ползучесть со скоростью έy, равной скорости ползучести έ заготовок из того титанового сплава, находящихся в свободном состоянии (k≥2,0) при известном давлении p образования физического контакта.
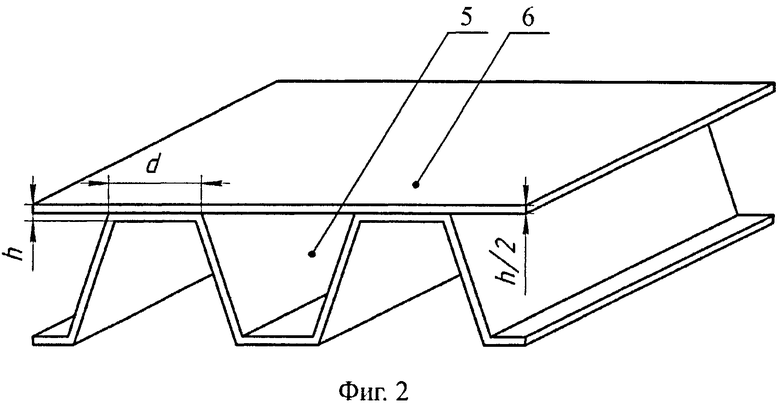
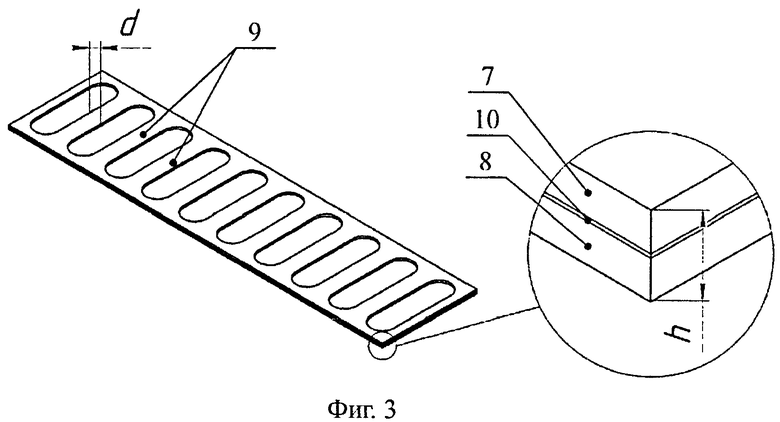
На фиг.1 изображена пустотелая вентиляторная лопатка; на фиг.2 - элемент воздухозаборника; на фиг.3 - секция выпускного окна ускорителя электронов.
Примеры расчета сварочного давления при осуществлении диффузионной сварки тонкостенных слоистых титановых конструкций с относительной высотой λ свариваемых участков менее 2,0.
Для указанных конструкций величину числового значения ky рассчитывали по экспериментально установленной зависимости ky=0,954+0,197/(0,042+λ)2. Величину коэффициента n определяли экспериментально для каждого титанового сплава, принимая его равным аппроксимирующиму коэффициенту в уравнении изменения скорости ползучести вида έ=k·pn·exp(E/RT), где k - коэффициент пропорциональности, сек-1; p - численное значение сварочного давления, измеренного в МПа; n - эмпирический коэффициент, характеризующий ползучесть материала заготовок; E - энергия активации, Дж/моль; R - газовая постоянная, Дж/(К·моль); Т - температура нагрева, К.
Пример 1
Пакет для изготовления пустотелой вентиляторной лопатки (фиг.1) из заготовок 1, 2, 3 состава сплава ВТ6 (Ti-6Al-4V) толщиной 1,0 мм (h/2) с участками 4, подвергаемыми соединению минимальной ширины 8 мм (d). Относительная высота свариваемых участков λ=(1,0+1,0)/8=0,25.
Величину сварочного давления py определяли, принимая для вычислений расчетное значение коэффициентов ky=3,41 и n=0,9 и давление p=2 МПа. Согласно численному расчету по зависимости (1) py=3,411/0,9·2=3,91·2=7,82 МПа.
Процесс диффузионной сварки ведут по режиму:
нагрев до температуры сварки T=990°C, сварочное давление py=7,82 МПа поддерживают в течение 60 минут.
Пример 2
Элемент воздухозаборника (фиг. 2) из заготовок сплава ОТ4 толщиной 0,3 мм (h/2), состоящий гофрированного листа 5 с гофрами шириной 6 мм (d) в местах соединения с плоским листом 6. Относительная высота свариваемых участков λ=(0,3+0,3)/6=0,1.
Величину сварочного давления py определяли, принимая для вычислений расчетное значение коэффициентов ky=2,92 и n=1,2 и давление p=2 МПа. Согласно численному расчету py=2,921/1,2·2=2,44·2=4,88 МПа.
Процесс диффузионной сварки ведут по режиму:
нагрев до температуры сварки Т=950°C, сварочное давление py=4,88 МПа поддерживают в течение 50 мин.
Пример 3
Секция выпускного окна ускорителя электронов (фиг.3) из заготовок сплава ВТ14, состоящая из двух опорных решеток 7, 8 толщиной 1,2 мм с овальными отверстиями и перемычками 9 с минимальной шириной d в 2,0 мм в местах соединения с фольгой 10 толщиной 0,08 мм, расположенной между ними. Относительная высота свариваемых участков λ=(1,2+1,2+0,08)/2,0=1,24.
Величину сварочного давления py определяли, принимая для вычислений расчетное значение коэффициентов ky=2,02 и n=1,2 и давление p=2 МПа. Согласно численному расчету py=2,021/1,2·2=2,44·2=3,6 МПа.
Процесс диффузионной сварки ведут по режиму:
нагрев до температуры сварки Т=950°C, сварочное давление py=3,6 МПа поддерживают в течение 65 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ СТОИСТОЙ ТОНКОСТЕННОЙ КОНСТРУКЦИИ ИЗ ТИТАНОВЫХ ЛИСТОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2537407C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ЗАГОТОВОК ИЗ ТИТАНОВОГО СПЛАВА ОТ4-1 | 2011 |
|
RU2496622C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ КОНСТРУКЦИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2319589C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СЛОИСТЫХ ТИТАНОВЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ СЛОЖНОГО ПРОФИЛЯ | 2005 |
|
RU2296656C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| Способ диффузионной сварки | 1979 |
|
SU772768A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАНОВЫЙ СПЛАВ-АЛЮМИНИД ТИТАНА | 2010 |
|
RU2477203C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2345874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
Изобретение может быть использовано при изготовлении титановых тонкостенных слоистых конструкций, например сложных трехмерных конструкций, в частности сотовых заполнителей, вентиляторных лопаток, воздухозаборников, выпускного окна в ускорительной технике. Предварительно определяют давление сварки, которое необходимо приложить к заготовкам из титанового сплава, находящимся в условиях сжатия в стальной оснастке, из условия обеспечения ползучести заготовок со скоростью, равной скорости ползучести находящихся в свободном состоянии заготовок из того же титанового сплава при давлении образования физического контакта между их поверхностями. Давление сварки определяют с учетом относительной высоты свариваемых участков и упрочнения титанового сплава заготовок в условиях сжатия при температуре сварки. Изобретение обеспечивает снижение контактного трения между стальной оснасткой и титановыми деталями свариваемой конструкции. 3 ил., 3 пр.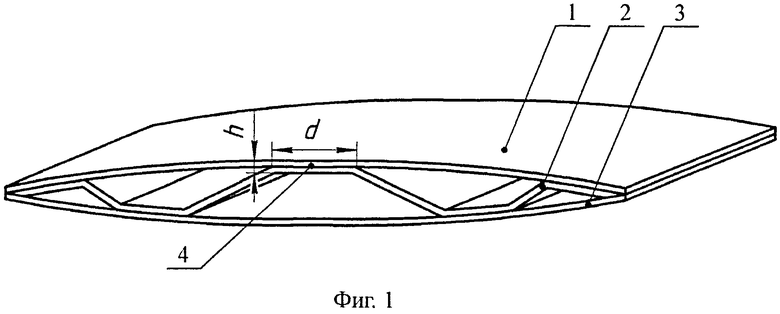
Способ диффузионной сварки тонкостенных слоистых титановых конструкций, включающий размещение пакета свариваемых заготовок из титанового сплава в стальной оснастке, нагрев сборки и сварку под давлением в условиях вакуума в процессе изотермической выдержки в интервале температуры полиморфного превращения титанового сплава заготовок, отличающийся тем, что определяют давление сварки ру, которое необходимо приложить к заготовкам из титанового сплава, находящимся в условиях сжатия в стальной оснастке, из условия обеспечения ползучести заготовок со скоростью έу, равной скорости έ ползучести находящихся в свободном состоянии заготовок из того же титанового сплава при давлении р образования физического контакта между их поверхностями, при этом давление сварки определяют из условия:
Ру =pky 1/n, МПа, где
ky - числовой коэффициент, равный 1,0<ky<5,64, учитывающий относительную высоту свариваемых участков λ=h/d, где h - высота, d - диаметр или ширина свариваемого слоя, и упрочнение титанового сплава заготовок в условиях сжатия при температуре сварки,
n - эмпирический коэффициент, характеризующий влияние давления сварки на изменение скорости έ ползучести титанового сплава заготовок, который определяют экспериментально для каждого титанового сплава, принимая его равным аппроксимирующему коэффициенту в уравнении изменения скорости ползучести титанового сплава έ=k·pn·exp(E/RT), где
k - коэффициент пропорциональности, сек-1;
р - численное значение сварочного давления, МПа;
Е - энергия активации, Дж/моль;
R - газовая постоянная, Дж/(К·моль);
Т - температура нагрева, К.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
| Способ изготовления диффузионной сваркой многослойных конструкций | 1989 |
|
SU1662790A1 |
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
| US 20090026246 A9, 29.01.2009 | |||
| US 5881459 A, 16.03.1999. | |||

