Изобретение относится к способам изготовления слоистых изделий, состоящих из слоев сотовой структуры, а именно тонкостенных титановых сотовых заполнителей для многослойных изделий различной протяженностью с развитой поверхностью контактирования, например сотовых панелей, применяемых в авиационной и ракетно-космической промышленностях.
Известен способ получения ячеистого наполнителя для многослойных панелей из титановых сплавов, который включает соединение листов наполнителя по определенному рисунку сваркой, сборку с листами обшивок панелей в пакет, герметизацию его по контуру с установкой газопроводящих трубопроводов, нагрев до температуры сверхпластичности материала листовых заготовок и формовку подачей рабочей среды под давлением между листами наполнителя, до образования ребер жесткости ячеек. (Описание изобретения к патенту РФ 2080225, МПК 6 В23К 20/00, В23К 101:02, 1997.05.27).
Известен способ изготовления многослойных изделий из, по меньшей мере, двух листовых заготовок из титанового сплава путем сверхпластической формовки и диффузионной сварки, при котором на поверхности, по крайней мере, одной заготовки обозначают участки, не подвергаемые соединению и подвергаемые, размещая на последних технологические прокладки из титанового сплава толщиной в 3-4 раза меньшей толщины заготовки, собирают заготовки с технологическими прокладками в пакет, осуществляют нагрев до заданной температуры и прикладывают давление пресса заданной величины для соединения заготовок посредством диффузионной сварки до получения полуфабриката. Затем осуществляют нагрев и подачу рабочей среды под давлением во внутреннюю полость полуфабриката для сверхпластической формовки и получения изделия заданной формы (описание изобретения к патенту РФ 2291019, МПК B21D 53/78 (2006.01), B21D 26/02 (2006.01) 2007.01.10, прототип).
Использование технологических прокладок из титановых сплавов, через которые осуществляют диффузионную сварку соединяемых участков, позволяет повысить качество сварного соединения, но при этом повышаются расход материала и вес изделия.
Общим недостатком известных технических решений сложность процесса формообразования ячеек заполнителя, при котором после сварки пакета осуществляют его раздачу в условиях дополнительного нагрева. Он требует дорогостоящего технологического оборудования и значительных энергозатрат, а также не позволяет изготавливать крупногабаритные сотовые блоки.
Задача изобретения - разработка технологии изготовления тонкостенных титановых сотовых заполнителей для многослойных изделий различной протяженностью с развитой поверхностью контактирования.
Технический результат - упрощение технологии изготовления сотового заполнителя из титановых сплавов с улучшенными эксплутационными свойствами, расширение ассортимента и снижение себестоимости изготавливаемого сотового заполнителя.
Технический результат достигается тем, что в способе изготовления сотового заполнителя из титановых сплавов диффузионной сваркой, при котором на участки листовых заготовок, не подлежащие соединению, наносят материал, препятствующий сварке, на участках, подлежащих соединению, размещают технологические листовые прокладки, листовые заготовки с технологическими прокладками собирают в пакет, нагревают, сдавливают до соединения листовых заготовок и получения полуфабриката, а затем деформированием последнего формуют ячейки и получают блок сотового заполнителя, используют термостойкие прокладки и размещают их со стороны, противоположной соединяемым участкам, причем внутри пакета укладывают термостойкие прокладки толщиной в два раза большей толщины прокладок, размещаемых на внешней поверхности крайних листовых заготовок пакета, а получают сотовый блок растяжением полуфабриката. Термостойкие прокладки могут быть выполнены из азотированной листовой стали группы нитраллоев или листового борированного титана.
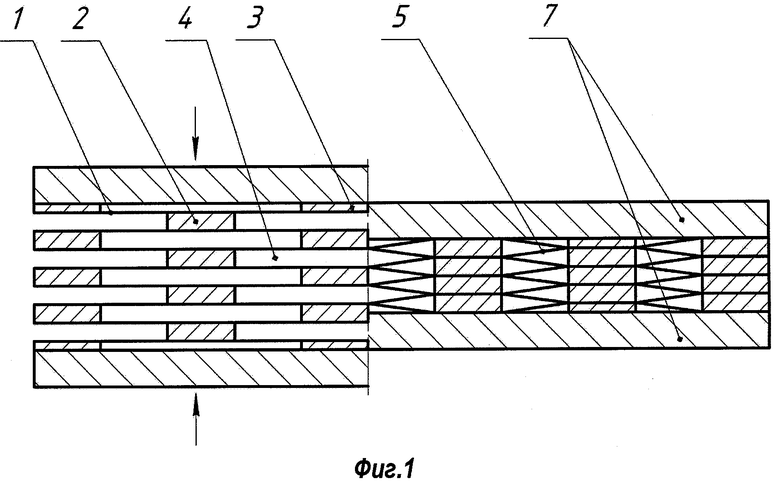
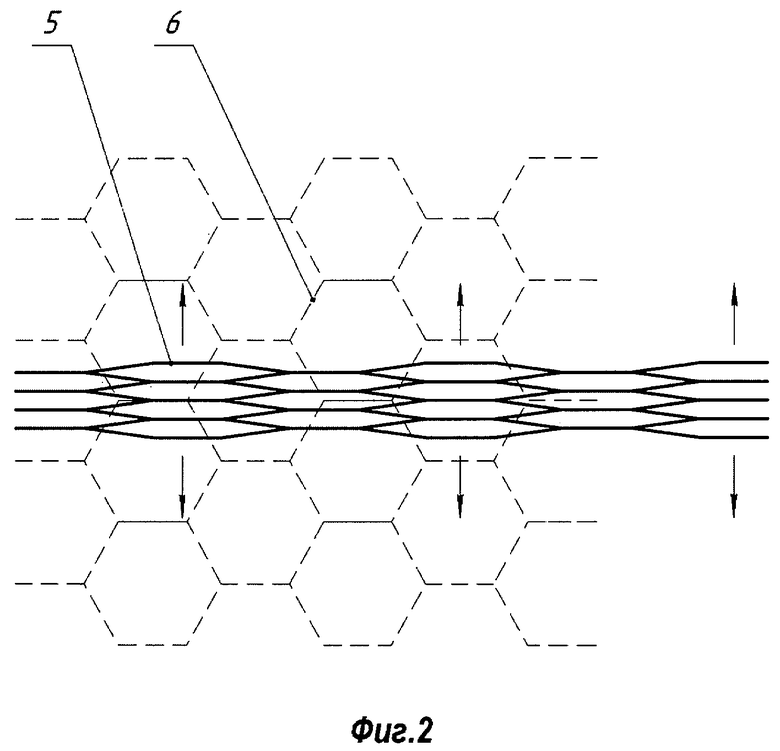
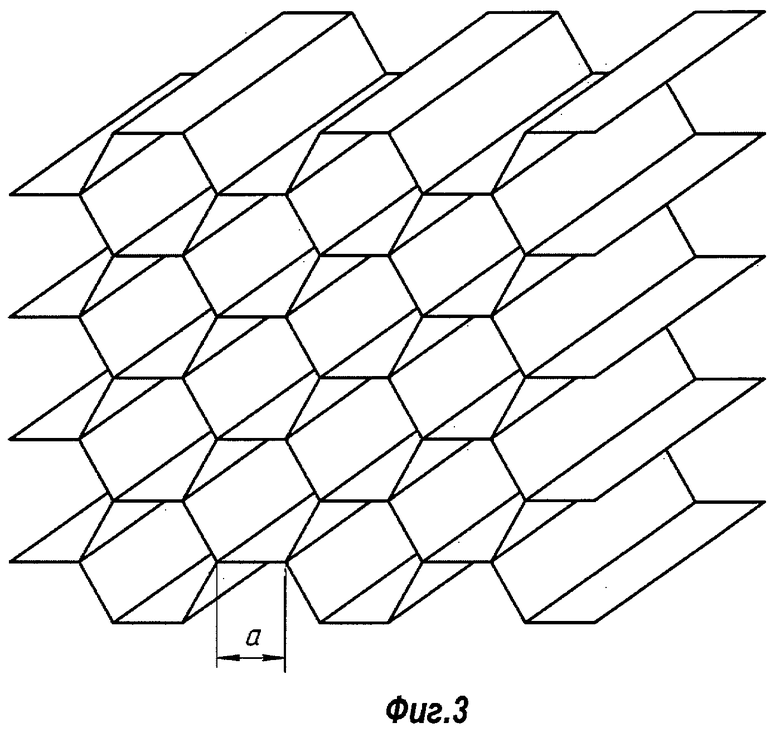
На фиг.1 изображена схема получения полуфабриката сотового блока, слева от оси до приложения давления, справа от оси после приложения давления; на фиг.2 - схема получения сотового блока из полуфабриката; на фиг.3 - фрагмент готового сотового блока.
Осуществление способа включает проведение следующих операций.
Подготовку листовых заготовок 1 со стоп-покрытием на участках, не подлежащих соединению, и термостойких прокладок 2, 3, сборку заготовок с термостойкими прокладками в пакет 4, диффузионную сварку листовых заготовок 1 в пакете 4 с получением полуфабриката 5 и формообразование сотового блока 6 растяжением полуфабриката 5 после извлечения из него прокладок.
Подготовку листовых заготовок осуществляют нанесением на тонкостенный листовой материал титанового сплава толщиной 0,2-0,3 мм материала (стоп-покрытия), препятствующего сварке, в виде полос шириной и с шагом, определяемыми рисунком изготавливаемой сотовой структуры. Шаг выбирают равным ширине соединенных участков. Ширину выбирают менее величины полупериметра поперечного сечения ячейки сотовой структуры на заданную величину растяжения не соединяемых участков заготовки при получении полуфабриката. Покрытие наносят на обе стороны листа, располагая полосы на одной со смещением относительно другой на шаг. Покрытие может быть получено термохимической обработкой, например, в активной газовой среде азота. Это дополнительно повышает прочность на сжатие изготавливаемой конструкции.
Далее лист режут на полосовые заготовки в направлении, перпендикулярном полосам стоп-покрытия шириной, равной высоте изготавливаемого сотового блока.
Термостойкие прокладки 2, 3 получают из полосового листового материала толщиной, превышающей толщину листовых заготовок по меньшей мере в 5-10 раз. Ширину а выбирают равной ширине соединенных участков в изготавливаемой сотовой конструкции. Внутри пакета 4 на заготовках 1 размещают прокладки 2 толщиной b в два раза больше толщины прокладок 3, размещаемых на внешней поверхности крайних листовых заготовок пакета 4.
Толщину прокладок 3, размещаемых на внешней поверхности крайних листовых заготовок пакета, выбирают исходя из удлинения участков заготовок, не подлежащих сварке, в процессе сдавливания сотопакета на 1-15%.
Материал для изготовления термостойких прокладок выбирают из условия их многократного использования. Так, прокладки 2, 3, выполненные из азотированных листовых сталей группы нитраллоев или листового борированного титана, могут быть использованы в условиях диффузионной сварки, по меньшей мере, в 20-25 циклах.
Собирают полосовые заготовки с термостойкими прокладками в пакет путем укладки смежных заготовок с размещением сторон заготовок с идентичным расположением полос стоп-покрытия, обращенными друг к другу, и термостойких прокладок с перекрытием на ширину а центральной части полос стоп-покрытий, располагаясь при этом на заготовках с противоположной стороны участков без покрытия, т.е. соединяемых участков.
Для осуществления диффузионной сварки листов заготовок пакет 4 размещают в штампе 7, в условиях вакуума нагревают до температуры полиморфного превращения титанового сплава материала листовых заготовок и сдавливают в два этапа.
На первом этапе формуют на заготовках гофры высотой b/2 путем осадки сотопакета до смыкания прокладок по высоте. Величина осадки -  N·b для четного количества N листовых заготовок в пакете и
N·b для четного количества N листовых заготовок в пакете и  (N-1)·b для нечетного. Усилие сдавливания выбирают из условия равномерного растяжения заготовок. Напряжения растяжения являются благоприятными для осуществления деформации, необходимой для образования физического контакта между соединяемыми участками в процессе диффузионной сварки. На втором этапе соединяют заготовки сотопакета и усилие сдавливания выбирают из условия создания прокладками на соединяемых участках давления 2 МПа.
(N-1)·b для нечетного. Усилие сдавливания выбирают из условия равномерного растяжения заготовок. Напряжения растяжения являются благоприятными для осуществления деформации, необходимой для образования физического контакта между соединяемыми участками в процессе диффузионной сварки. На втором этапе соединяют заготовки сотопакета и усилие сдавливания выбирают из условия создания прокладками на соединяемых участках давления 2 МПа.
По завершении процесса диффузионной сварки из предварительно сформованных ячеек полученного полуфабриката извлекают прокладки, и полуфабрикат растягивают до получения сотового блока с окончательно сформованными ячейками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ ТИТАНОВЫХ КОНСТРУКЦИЙ | 2013 |
|
RU2569444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПУТЕМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ И ДИФФУЗИОННОЙ СВАРКИ | 2005 |
|
RU2291019C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2529618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ КОНСТРУКЦИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2319589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2537980C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ СТОИСТОЙ ТОНКОСТЕННОЙ КОНСТРУКЦИИ ИЗ ТИТАНОВЫХ ЛИСТОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2537407C2 |
Изобретение может быть использовано при изготовлении тонкостенных титановых многослойных изделий с развитой поверхностью контактирования, в частности для авиационной промышленности. На участки листовых заготовок, не подлежащие соединению, наносят материал, препятствующий сварке. Размещают термостойкие технологические листовые прокладки с противоположных соединяемому участку сторон с возможностью смыкания листовых заготовок на соединяемом участке при их сдавливании. Внутри пакета укладывают термостойкие прокладки толщиной в два раза больше толщины прокладок, размещаемых на внешней поверхности крайних листовых заготовок пакета. Образованный пакет нагревают и сдавливают до соединения листовых заготовок. Полученный полуфабрикат деформируют растяжением с формированием ячеек и получением блока сотового заполнителя. Термостойкие прокладки могут быть изготовлены из азотированной листовой стали группы нираллой или листового борированного титана. Изобретение решает задачу упрощения технологии изготовления тонкостенного сотового заполнителя из титановых сплавов с улучшенными эксплутационными свойствами, расширения ассортимента и снижения себестоимости. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления сотового заполнителя из титановых сплавов диффузионной сваркой, при котором на участки листовых заготовок, не подлежащие соединению, наносят материал, препятствующий сварке, а на участках, подлежащих соединению, размещают технологические прокладки, листовые заготовки с технологическими прокладками собирают в пакет, нагревают, сдавливают до соединения листовых заготовок с получением полуфабриката, а затем деформированием последнего формуют ячейки с получением блока сотового заполнителя, отличающийся тем, что используют термостойкие технологические прокладки и размещают их с противоположных соединяемому участку сторон с возможностью смыкания листовых заготовок на соединяемом участке при их сдавливании, причем внутри пакета размещают термостойкие прокладки толщиной в два раза больше толщины прокладок, размещаемых на внешней поверхности крайних листовых заготовок пакета, после соединения листовых заготовок технологические прокладки удаляют, а деформирование полуфабриката осуществляют растяжением.
2. Способ по п.1, отличающийся тем, что используют термостойкие прокладки, выполненные из азотированной листовой стали группы нитраллоев или листового борированного титана.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПУТЕМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ И ДИФФУЗИОННОЙ СВАРКИ | 2005 |
|
RU2291019C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ И ЯЧЕИСТАЯ СТРУКТУРА | 1989 |
|
RU2043805C1 |
| Скачковый клапан для воздухораспределителей воздушных тормозов | 1934 |
|
SU44574A1 |
| US 4406393 A, 27.09.1983. | |||

