Изобретение относится к диффузионной сварке и может быть использовано при изготовлении многослойных конструкций в различных отраслях промышленности.
Целью изобретения является повышение качества.
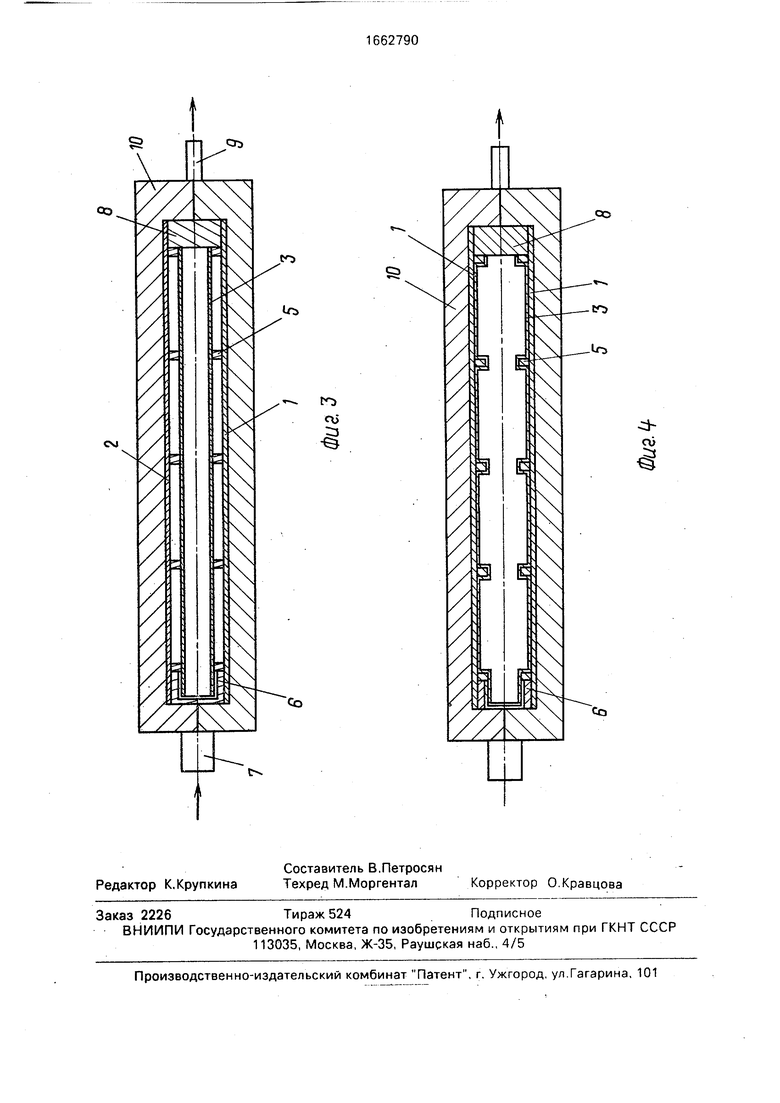
На фиг. 1 показана готовая многослойная конструкция; на фиг. 2 - схема сборки многослойной конструкции со снятой обшивкой: на фиг. 3 - собранная конструкция в штампе; на фиг. 4 - конструкция после формовки.
Многослойную конструкцию, состоящую из обшивок 1 и 2 (фиг. 1) и расположен- ных между ними на определенном расстоянии трубок 3. продольных 4 (которые устанавливают по мере необходимости) и поперечных 5 пластин, изготавливают следующим образом.
Предварительно в поперечных пластинах 5 выполняют отверстия на определенном расстоянии одно от другого, вставляют
в эти отверстия трубки 3 (фиг. 2), затем к торцам собранного узла, к торцам конструкции приваривают коллектор 6 с патрубком 7 для подвода газа и заглушку 8 со штуцером 9 для вакуумирования конструкции.
Собранный узел размещают между обшивками 1 и 2, устанавливают в штамп 10 (фиг. 3), осуществляют нагрев до температуры сварки, вакуумирование внутренней полости через штуцер 9 и формовку трубок 3 путем подачи под давлением рабочего газа - аргона. При этом происходит сварка трубок с обшивками (фиг. 4) между собой и с пластинами. После окончания формовки осуществляют изотермическую выдержку, штамп охлаждают и извлекают готовую конструкцию,
Благодаря выполнению отверстий в поперечных полосах и размещению в них трубок исключается смещение трубок и полос в процессе формовки и сварки, что приводит к стабильности геометрических размеров
Os Оч
го
VJ
ю о
многослойной конструкции, т. е. к повышению качества.
Пример. Изготавливали многослойную конструкцию, состоящую из обшивок толщиной 1 мм из сплава ВТ14 и расположенных между ними трубок длиной 300 мм, диаметром 20 мм и толщиной стенки 1 мм из сплава ВТ14, и полос толщиной 2 мм, длиной 130 мм и высотой 30 мм из сплава ВТ6. В полосах выполнены 4 отверстия диаметром 20 мм, с расстоянием между их центрами 30мм. Полосы расположены с интервалом 60 мм, трубки устанавливали в их отверстия и к их торцам приваривали коллектор с патрубком для подвода рабочего газа и заглушку со штуцером для вакууми- рования внутренней полости конструкции. Собранный узел размещали между обшивками, устанавливали в штамп, осуществляли нагрев до 875° С, при одновременном вакуумировании внутренней полости конструкции.
Производили формовку трубок путем подачи под давлением 1,5 МПа рабочего
0
5
0
газа аргона, приводя их в контакт с обшив-- ками, полосами и между собой. Затем давление газа повышали до 2,5 МПа и осуществляли изотермическую выдержку в течение 40 мин, обеспечивая диффузионную сварку элементов конструкции между собой. После сварки штамп охлаждали, извлекали готовую многослойную конструкцию и подвергали ее испытанию.
Формула изобретения Способ изготовления диффузионной сваркой многослойных конструкций, состоящих из обшивок и расположенных между ними на определенном расстоянии трубок, продольных и поперечных пластин, при котором собранный узел устанавливают в штамп, нагревают до температуры сварки и осуществляют сдавливание свариваемых деталей и последующую изотермическую выдержку, отличающийся тем, что, с целью повышения качества, поперечные пластины выполняют с отверстиями, а трубки располагают в этих отверстиях.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной конструкции | 1990 |
|
SU1759583A1 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| Способ изготовления многослойных панелей | 1985 |
|
SU1269953A1 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2509638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2537980C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2545854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2011 |
|
RU2477191C2 |
| Защитный слой | 1984 |
|
SU1237353A1 |
Изобретение относится к диффузионной сварке и может быть использовано при изготовлении многослойных конструкций в различных отраслях промышленности. Цель изобретения - повышение качества. Между обшивками многослойной конструкции размещают трубки, продольные и поперечные полосы. В последних предварительно выполняют отверстия. Трубки располагают в этих отверстиях. Затем собранную конструкцию размещают в штампе, нагревают его при одновременном вакуумировании внутренней полости конструкции и осуществляют формовку трубок путем подачи рабочего газа под давлением, приводя их в контакт с обшивками, полосами и между собой. Давление повышают и осуществляют изотермическую выдержку. В процессе сварки исключается смещение трубок и полос. 4 ил.
съ
fo
fr
CX
} cu
g
CQ
| Патент США № 3866305 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
