Известны горелки для сварки сжатой дугой, содержащие неплавящийся электрод и охлаждаемое сопло.
Предлагаемая горелка повышает качество сварного соединения и производительность сварки. Для этого к соплу присоединена электрически изолированная камера, прижимаемая к свариваемому изделию при помощи шарнирно прикрепленного к ней механизма прижима, эта камера снабжена каналом для подачи присадочной проволоки, а ее опорная поверхность имеет профиль, соответствующий профилю свариваемого изделия.
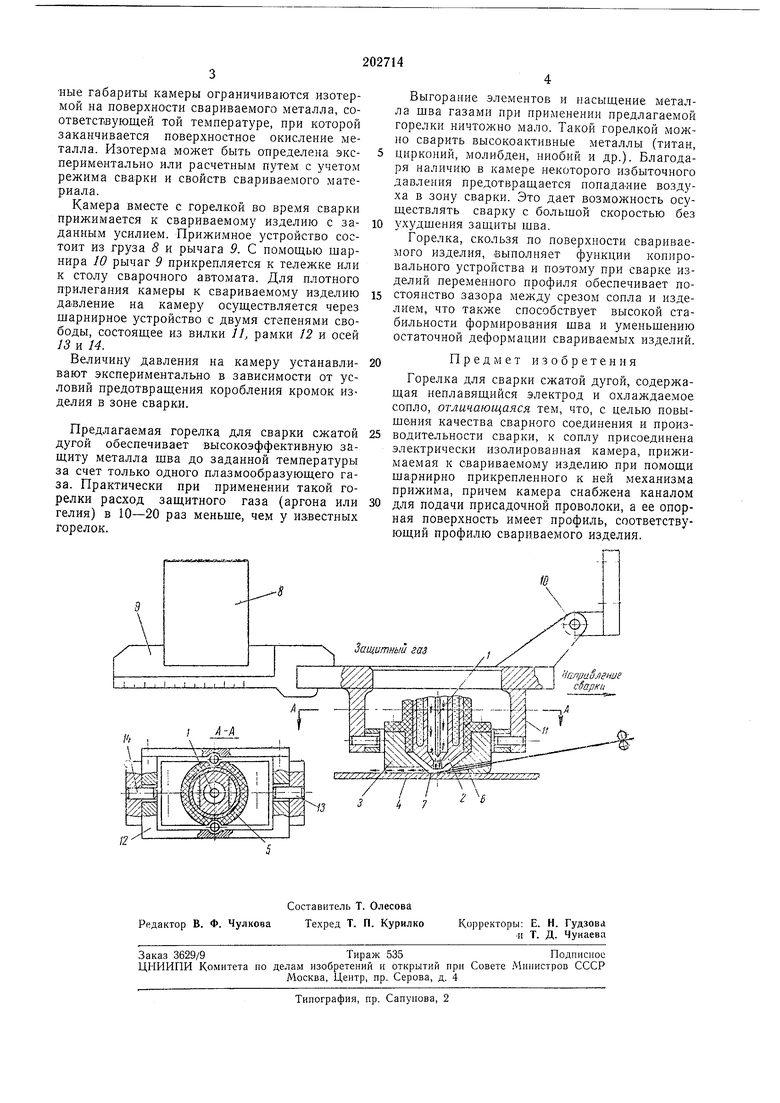
На чертеже изображена предлагаемая горелка и разрез по Л-Л.
Она включает неплавящийся вольфрамовый, медный или угольный электрод /, медное сопло 2, охлаждаемое водой, и камеру 3. Сопло 2 электрически изолировано от камеры 3 и свариваемого изделия 4 изоляционной втулкой 5.
Сварочная дуга возбуждается между электродом / и изделием 4. Защитный газ (он же и плазмообразующий) подают по каналу между вольфрамовым электродом и соплом. Дуга сжимается в канале сопла благодаря огрВНиченному диаметру канала сопла и охлаждающему действию степок сопла. Газ при выходе из канала сопла попадает в камеру 3, откуда под некоторым избыточным давлением
вытекает по каналу, выфрезерованному над сваренным швом. Таким образом, защитный газ защищает сварочную ванну и участок шва, остывающий после сварки, Электрод и сопло электрически изолированы. Для обеспечения стабильности горения дуги и высокой стойкости сопла электрод и сопло быть расположены концентрически, без смещения. Диаметр сопла выбирают в зависимости от мощности дуги.
Размеры внутренней полости камеры, зазор между соплом 2 и камерой 3 зависят от условий предотвращения образования двойной дуги между электродом 7 и соплом 2 п между -соплом и камерой, а также от условий максимального приблил ения камеры к зоне сварки изделия. Присадочиую проволоку подают в зону сварки через отверстие 6 в передней части камеры.
Для плотного прилегания камеры к изделию и предотвращения попадапия воздуха в зону сварки нижняя опорная поверхность 7 камеры выполнена по профилю, соответствующему форме изделия.
Камера имеет внутреннее водяное охлал дение. Габариты камеры выбирают в зависимости от толщины свариваемого материала. Длина ее должна быть такой, чтобы обеспечивалась защита металла шва в процессе остывания до заданной температуры. Минималь
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Двухэлектродная горелка | 1986 |
|
SU1428544A1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
