Изобретение относится к способу литья вакуумным всасыванием с использованием дифференциального давления и созданию литейной установки для осуществления такого способа, позволяющие сократить время циклов заливки расплава в форму.
В патенте [2] описывается способ с применением дифференциального давления литья вакуумным всасыванием расплавленных металлов из ванны расплавленного металла в самоподдерживающуюся, проницаемую для газов литейную форму, установленную в литейной камере или ящике, причем при соединении формы (например, погружении) с ванной создается дифференциальное давление, заставляющее расплав затекать в форму, при этом заполненная форма извлекается из ванны ранее затвердевания металла в форме, затем заполненная форма переворачивается, что позволяет осуществлять кристаллизацию металла в перевернутой форме. Относительный вакуум поддерживается в литейной камере для всасывания расплавленного металла из ванны в форму и, когда заполненная форма извлечена из ванны, для предотвращения вытекания расплавленного металлы из формы. После переворачивания формы вакуум отключается.
Описываемый способ, являющийся ближайшим аналогом, включает следующие стадии: размещение в вакуумной камере формы с рабочей полостью, впускным каналом, расположенным ниже рабочей полости, и расплавопроводом, перемещение навстречу друг другу формы и источника расплава до погружения расплавопровода в расплав, создание дифференциального давления между формовой полостью формы и источником расплава для заполнения формы расплавом через впускной канал, перемещение формы и источника расплава друг от друга для извлечения расплавопровода из расплава, поворот формы в противоположное положение.
Преимуществом такого способа является достижение укороченных времен циклов заливки в результате уменьшения времени, в течение которого форма погружена в ванну, и времени, в течение которого дифференциальное давление должно поддерживаться в литейной камере.
В патенте [1] используется тонкостенная, газопроницаемая форма, которая поддерживается специальным средством поддержки (например, сухим литейным песком) в литейной камере или литейном ящике, причем средство поддержки становится компактным вокруг формы при создании дифференциального давления в литейной камере, предназначенной для осуществления литья вакуумным всасыванием.
Задачей предлагаемого изобретения является создание усовершенствованного способа и установки для осуществления литья вакуумным всасыванием при дифференциальном давлении при укороченных временных циклах. Поставленная задача решается тем, что в способе литья вакуумным всасыванием, включающем размещение в вакуумной камере формы с формовой полостью, впускным каналом, расположенным ниже полости, и расплавопроводом, перемещение навстречу друг к другу формы и источника расплава до погружения расплавопровода в расплав, создание дифференциального давления между формовой полостью формы и источником расплава для заполнения формы расплавом через впускной канал, перемещение формы и источника расплава друг от друга для извлечения расплавопровода из расплава, поворот формы в противоположное положение, заполнение формы расплавом осуществляют через серпантинный впускной канал, а поворот формы осуществляют в направлении, препятствующем вытеканию расплава из формовой полости формы.
Задача также решается тем, что установка для литья вакуумным всасыванием, содержащая вакуумную камеру, расположенную внутри вакуумной камеры огнеупорную форму, имеющую рабочую полость, средство для впуска расплава, расположенное ниже рабочей полости, расплавопровод, установленный в дне вакуумной камеры и источник расплава, средство для впуска расплава имеет серпантинный канал. Предпочтительно серпантинный впускной канал образуют путем соединения двух идентичных огнеупорных элементов, один из которых переворачивают, форму в вакуумной камере предпочтительно засыпать порошком.
В предлагаемом изобретении предусматривается создание способа литья расплава вакуумным всасыванием, также как и установки для осуществления этого способа, в которой огнеупорная форма размещается в вакуумной камере, расположенной внутри литейного ящика. В случае необходимости форма может быть окружена опорой из частиц, расположенной в вакуумной камере. Форма имеет полость, которая при затекании в нее расплава сообщается через серпантинный впускной канал, расположенный ниже полости формы в вакуумной камере, с расплавопроводом, выходящим из литейной камеры в направлении нижележащего источника расплавленного металла. Форма/камера и источник расплавленного металла двигаются друг относительно друга для погружения расплавопровода в источник расплава. Дифференциальное давление создается между полостью формы и источником расплава, заставляющее расплав затекать в полость формы через расплавопровод и серпантинный впускной канал. При сохранении указанного дифференциального давления форма/камера и источник затем двигаются друг относительно друга для осуществления разъединения расплавопровода и источника расплава, после того, как произошло заполнение полости расплавленным металлом. Затем форма/камера поворачивается в таком направлении, что серпантинный впускной канал предотвращает вытекание расплава из полости формы до того момента, когда форма/камера не будет полностью перевернута. Серпантинный впускной канал имеет конфигурацию горизонтальной буквы S, когда форма наклонена для ориентации расплавопровода в горизонтальном направлении.
В одном из вариантов осуществления изобретения первый и второй идентичные огнеупорные элементы сопрягаются совместно в вакуумной камере для создания входного прохода расплава, при этом один из указанных огнеупорных элементов переворачивается для сопряжения с другим элементом и образования серпантинного входного прохода для расплава. Каждый первый и второй огнеупорный элемент содержит хордовую стенку и хордовую канавку, сдвинутые друг относительно друга на соответствующих сторонах сопряжения огнеупорных деталей таким образом, что при сопряжении хордовая стенка одной из деталей заходит в хордовую канавку другой из деталей (и наоборот), когда детали пригоняются друг к другу.
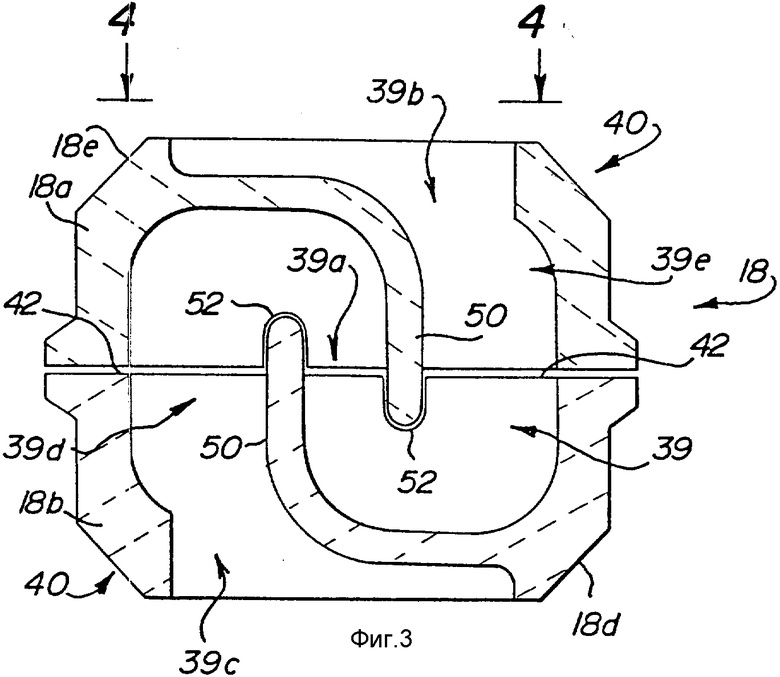
На фиг. 1 показан вид сбоку сборной модели; на фиг. 2 - вид с разрезом сбоку сборной модели после помещения ее в огнеупорный литейный порошковый материал и удаления модели; на фиг. 3 - увеличенный вид сбоку в сечении первого (верхнего) и второго (нижнего) огнеупорных элементов, образующих серпантинный проход для ввода расплава в форму; на фиг. 4 - вид в плане одной из сторон совокупности огнеупорных элементов в направлении линии 4-4 фиг. 3; на фиг. 5 - вид в плане одной из сторон одного огнеупорного элемента; на фиг. 6 - поперечное сечение по линии 6-6 фиг. 5. На фиг. 7 - поперечное сечение по линии 7-7 фиг. 5; на фиг. 8 - поперечное сечение по линии 8-8 фиг. 5; на фиг. 9 - вид сбоку в сечении установки для литья вакуумным всасыванием в соответствии с одним из вариантов осуществления изобретения, изображающий форму, расположенную в порошковом средстве поддержки в вакуумной камере с расплавопроводом, погруженным в нижележащую ванну (источник) расплавленного металла; на фиг. 10 - установка аналогична фиг. 9 в положении после заполнения формы расплавом и извлечения формы из ванны; на фиг. 11 - установка аналогична фиг. 9 - 10, но после переворота формы, что позволяет расплаву затвердевать в ней в опрокинутом состоянии при снятом вакууме.
На фиг. 1 показан блок модели 10 разового применения или деревянный, содержащий цилиндрический участок 12, образующий стояк, и множество участков 14, образующих полости форм, каждая из полостей подсоединена к участку 12, образующему стояк, при помощи соответствующего участка 16, образующего впускной летник. Участки 14, образующие формовые полости, выполненные по форме детали или ее части, которую предстоит выплавить, и размещены на определенном расстоянии от образующего стояк участка 12 вдоль его длины. Обычно каждая часть 14 модели, образующая полость формы, и ее соответствующая часть 16, образующая летник, изготовлены инжекционным методом и затем вручную закреплены на участке 12, образующем стояк (например, при помощи сварки и соединения при помощи модельной восковой массы). Обычно участок 12, образующий стояк, формируется при помощи инжекции в виде отдельной детали.
Огнеупорный воротник 18 содержит первый и второй огнеупорные элементы 18a, 18b и соединен (например, при помощи сварки или соединения при помощи модельной восковой массы) с нижним концом участка 12, образующего стояк. Огнеупорные элементы 18a, 18b преимущественно идентичны по конфигурации или конструкции и монтируются совместно для создания между ними серпантинного впускного канала 39 (фиг. 3) в форме 3, помещенной в модель 10. Первый и второй огнеупорные элементы соединяются друг с другом на сопрягающихся сторонах 42 при помощи связующего вещества или керамического бандажа (обвязки) ранее закрепления воротника 18 на нижнем конце участка 12, образующего стояк.
Блок модели 10 обычно изготавливается из легкоплавкого материала, преимущественно, из воска в связи с его малой стоимостью и заранее заданными свойствами. Как правило, модельная восковая масса расплавляется в диапазоне температур приблизительно от 30 до 150oF. Вязкость восковой массы выбрана таким образом, чтобы избежать растрескивания оболочки во время операции удаления модели (например, вязкость восковой массы при 170oF должна быть менее 1300 сП). Другие материалы, такие как мочевина или пеностирол, которые могут удаляться путем нагревания, растворения и т.п., также могут использоваться в качестве материалов моделей.
При осуществлении изобретения нет необходимости изготовления различных участков 12, 14, 16 модели 10 из одного и того же модельного материала, так как модель в последующем удаляется при помощи нагревания, растворения и т.п. В дальнейшем описано удаление моделей при помощи парового автоклава, хотя изобретение не ограничивается этим вариантом его осуществления.
На фиг. 2 показана модель 10, покрытая множеством слоев огнеупорного материала для образования вокруг нее оболочковой формы 30. Сборная модель 10 покрывается материалом путем ее многократного погружения в огнеупорный раствор (не показан), содержащий взвесь огнеупорного порошка (например, циркона, глинозема, плавленного кварца и других) в связующем веществе, таком как этилсиликат или коллоидный силикатный золь, а также небольшие количества органического пленкообразователя, смачивающего агента и противопенного агента. После каждого погружения дают возможность раствору стечь, в результате многократного погружения и "оштукатуривания" на модели образуется покрытие из сухих огнеупорных частиц. Подходящими огнеупорными материалами для образования покрытия являются гранулированный циркон, плавленный кварц, различные материалы группы алюмосиликатов, включая муллит, плавленную окись алюминия (глинозем) и другие аналогичные материалы.
После каждого последовательного погружения и образования покрытия оно высушивается или упрочняется путем обдува воздухом или при помощи других средств, способствующих образованию огнеупорного слоя на поверхности блока моделей 10 или на другом, предварительно сформированном огнеупорном слое. Эта последовательность погружения, нанесения слоя (оштукатуривания) и высушивания повторяется до тех пор, пока не образуется многослойная оболочковая форма 30 с желательной толщиной стенки вокруг блока моделей.
Может быть сформирована оболочковая форма 30 различной толщины в диапазоне 0,12 - 0,50 дюйма. В одном из вариантов осуществления изобретения образована оболочковая форма, толщина стенки которой не превосходит 0,12 дюйма в соответствии с информацией патента [1] на имя Чендли, которая включена в качестве ссылки в данное описание. Как правило, стенка оболочки толщиной, не превосходящей 0,12 дюйма, образована четырьмя или пятью огнеупорными слоями, образованными многократным погружением, нанесением покрытия ("оштукатуривания") и высушиваанием, как это описано выше. Преимуществом такой тонкостенной оболочковой формы является ее соответствие нагрузкам, прилагаемым к ней при извлечении модели при помощи парового автоклавирования, как это указано ранее, например, в упомянутом патенте Чендли. Однако настоящее изобретение может быть осуществлено и при применении обычных толстостенных оболочковых форм.
Оболочковая форма 30 обычно образуется вокруг блока моделей 10, включающего в себя и огнеупорные элементы 18a, 18b, что позволяет образовать единое целое формы и воротника 18. В частности, оболочковая форма 30 образуется вокруг стыка между элементами 18a, 18b.
В качестве иллюстрации, не имеющей ограничительного характера, можно указать на оболочковую форму 30, образованную вокруг блока моделей 10, аналогичную показанной на фиг. 1, причем для формирования участков моделей используется восковая масса. Блок моделей погружается в суспензию, содержащую 200 меш плавленного кварца (15,2 мас.%), 325 меш циркония (56,9 мас.%), коллоидное силикатное связующее вещество (17,8 мас.%) и воду (10,1 мас.%). Избыток суспензии удаляется и затем покрывается, пока она еще находится во влажном состоянии, 100 меш циркона. Затем блок моделей погружается во вторичную, суспензию, содержащую муллит Мульгрейн M-47 (15,1 мас.%), 200 меш плавленного кварца (25,2 мас.%), и циркон 600 меш (35,3 мас.%), а также этилсиликатное связующее (15,6 мас.%), изопропанол (8,8 мас.%) и "оштукатуривается" после нанесения каждого слоя и его осушения муллитом Мильгрейн 60 меш, а окончательное оштукатуривание производится при помощи муллита Мильгрейн M-47 25 меш. Оболочковая форма формуется за 4 - 5 операций погружения в шликер оштукатуривания.
Может быть также образована обычная оболочковая форма 30 вокруг блока моделей 10 без воротника 18 (т.е. оболочковая форма не включает в себя нижний конец, образованный вокруг воротника 18). В последующем воротник 18 может быть прикреплен к оболочковой форме при помощи керамического переходника или связующего элемента (не показан), установленного на поверхности воротника 18e, при введении воротника 18 в открытый нижний конец оболочковой формы, который имеет форму, соответствующую форме поверхности 18e воротника, что позволяет осуществить их сочленение при помощи керамического переходника.
В варианте исполнения воротник 18 может прижиматься к нижнему концу поверхности оболочковой формы при помощи средства поддержки 60 (например, литейного песка), располагающегося в лиитейном ящике 71, как это показано на фиг. 9, без применения между ними любых керамических переходников или связующих элементов.
Огнеупорные элементы 18a, 18b преимущественно идентичны по конфигурации и прижимаются друг к другу при перевороте верхнего элемента 18a и сопряжении его с нижним элементом 18b, как это показано на фиг. 3, при этом образуется серпантинный впускной канал для расплава 39.
На фиг. 5 - 8 только единственный огнеупорный элемент 18a или 18b показан детально. Только один элемент показан потому, что в этом варианте осуществления изобретения эти элементы идентичны по конфигурации и конструкции. Каждый огнеупорный элемент 18a или 18b содержит огнеупорное тело чашеобразной формы 40, приготовленное из прессованной обожженной глины, имеющее круговой профиль. Каждое такое тело 40 имеет первую сторону 42 и вторую сторону 44. Конфигурация первой стороны 42 каждого тела 40 выбрана таким образом, чтобы она могла сопрягаться с другим телом 40 таким образом, чтобы образовывать между двумя элементами серпантинный впускной канал 39 для расплава. В частности, первая сторона 42 каждого тела 40 содержит хордовую стенку 50 и хордовую канавку 52, смещенные поперек углубленного участка 54 чашеобразной формы таким образом, что, когда верхний огнеупорный элемент 18a поворачивается (опрокидывается) и сопрягается своей стороной 42 со стороной 42 нижнего огнеупорного элемента 18b, хордовая стенка 50 верхнего (первого) элемента 18a входит в хордовую канавку 52 нижнего (второго) огнеупорного элемента 18b, а в хордовую канавку 52 верхнего (первого) огнеупорного элемента 18a входит хордовая стенка 50 нижнего (второго) огнеупорного элемента 18b (фиг. 3). Хордовые стенки 50 перекрывают или расположены друг против друга в вертикальном направлении, создавая между собой центральный район 39a впускного канала расплава 39 в результате входа стенок 50 в соответствующие канавки 52 сопряженных огнеупорных элементов. Между огнеупорными элементами 18a, 18b образуется впускной канал расплава 39 в форме горизонтально ориентированной буквы S, в том случае когда форма 30 занимает вертикальное положение, показанное на фиг. 1 - 3.
Впускной канал расплава 39 имеет верхний открытый конец 39b, сообщающийся с центральным участком стояка 12, и нижний открытый конец 39c, сообщающийся с расплавопроводом 90, погруженным в нижнюю часть в виде усеченного конуса 18 нижнего огнеупорного элемента 18b.
Использование идентичных огнеупорных элементов 18a, 18b для образования серпантинного впускного канала расплава 39 является предпочтительным, так как только один типоразмер огнеупорного элемента необходимо изготавливать, а впускной канал расплава 39 может быть образован простым переворотом одного из двух огнеупорных элементов (например, верхнего огнеупорного элемента 18a) и сопряжением его стороны 42 со стороной 42 нижнего огнеупорного элемента 18b.
На фиг. 2 изображена огнеупорная оболочковая форма 30, включающая в себя воротник 18, причем эта форма получена после удаления модельного материала паровым автоклавированием. В частности, для удаления модели из тонкостенной оболочковой формы, описанной выше (например, с толщиной стенок, не превышающей 0,12 дюйма), огнеупорная оболочковая форма 30 устанавливается внутрь парового автоклава (не изображен) обычной конструкции (например, можно использовать модель автоклава 286 РТ, поставляемую фирмой Лидс энд Брэдфорт) и подвергается воздействию пара при 275 - 350oF (при давлении пара приблизительно от 80 до 110 фунтов на квадратный дюйм) на время, достаточное для выплавления модельного материала из огнеупорной оболочковой модели, образованной вокруг блока модели 10. После удаления модельного материала получают тонкостенную огнеупорную оболочковую форму 30, имеющую формовые полости 36, сообщающиеся с центральным стояком 38 через соответствующие впускные летники 41. Нижний конец стояка 38 сообщается со серпантинным впускным каналом расплава 39, образованном в воротнике 18; т. е. между первым и вторым огнеупорными элементами 18a, 18b. На этой стадии процесса стояк 38 открыт на верхнем конце.
До проведения заливки оболочковая форма 30 и воротник 18 обжигаются при температуре около 1800oF в течение 2 ч. Если оболочковая форма 30 образована без воротника 18, то обжиг оболочковой формы и воротника производится раздельно, а их сборка осуществляется при помощи расплавопровода 90 (см. фиг. 9).
В соответствии с одним из вариантов осуществления изобретения, заливка расплавленного металла в обожженную оболочковую форму 30 (фиг. 9) осуществляется методом вакуумного всасывания при приложении дифференциального давления. В частности, обожженная оболочковая форма 30 поддерживается при помощи рыхлого огнеупорного средства поддержки 60, которое само находится в вакуумной камере 70 литейного ящика или корпуса 71. Литейный ящик 71 имеет нижнюю опорную стенку 72, вертикальные боковые стенки 73 и подвижную верхнюю концевую стенку 74, между сторонами которой заключена вакуумная камера 78. Нижняя стенка 72 и боковая стенка 73 изготовлены из газонепроницаемого материала, такого как металл, в то время, как подвижная верхняя концевая стенка 74 содержит газопроницаемую (пористую) плиту 75, имеющую вакуумный нагнетатель 77 верхней стенки 74 для образования вакуумной камеры 78 над газопроницаемой плитой 75. Вакуумная камера 78 подключена к источнику создания вакуума 80, такому как вакуумный насос, при помощи трубопровода 82. Верхняя подвижная концевая стенка 74 содержит периферическое уплотнение 84, которое герметично заходит во внутрь вертикальной боковой стенки 73, что позволяет осуществлять движение верхней концевой стенки 74 относительно сторон 73, поддерживая в то же время вакуумную герметизацию между ними.
В совокупности компонентов, показанных на фиг. 9, для образования литейной установки 100 керамическая наливная трубка (расплавопровод) 90 проходит через герметизирующий сальник (не показан) в отверстие на дне 72a нижней стенки 72 и создает нижний входной канал раствора 92, вытянутый из нижней стенки 72 в направлении нижележащего источника 102 расплавленного металла. Нижняя поверхность в виде усеченного конуса 18d нижнего элемента 18b герметично заходит (герметичность обеспечивается керамической связкой) на фланец 90a расплавопровода трубки 90, имеющий идентичную форму. Пробка из огнеупорного материала 120 установлена сверху на оболочковой форме 30 и предназначена для закрытия верхнего конца стояка 38. Рыхлое огнеупорное порошковое средство поддержки 60 (например, рыхлый литейный силикатный песок размером около 60 меш) введено в вакуумную камеру 70 (при засыпании песка в камеру концевая стенка 74 поднимается); эта среда распределяется вокруг формы 30 за счет вибрации литейного ящика 71, обеспечивающей равномерное размещение средства поддержки 60 в камере 70 вокруг формы. Затем верхняя съемная концевая крышка 74 устанавливается в открытом верхнем конце литейного ящика, при этом периферическое уплотнение 84 герметично заходит в боковую стенку 73, а внутренняя сторона газопроницаемой плиты 75 находится в контакте со средством поддержки 60.
После сборки литейная установка 100 располагается над источником 102 (например, ванной) расплавленного металла, предназначенного для заливки в формы. Обычно расплавленный металл находится в литейном конверторе 106. Литейная установка 100 опускается при помощи исполнительного механизма 108, такого, как гидравлический, пневматический, электрический или другой исполнительный механизм, который соединен с лиитейным ящиком 71 при помощи кронштейна (манипулятора) 114. Литейная установка идет в направлении ванны 102 расплава, пока не займет положения заливки, при котором нижний открытый конец расплавопровода 90 погружен в ванну расплава. После погружения расплавопровода в вакуумной камере 78 создается вакуум за счет приведения в действие вакуумного насоса 80. Этот вакуум распространяется через плиту 75 на вакуумную камеру 70. Удаление воздуха из камеры 70 в свою очередь создает вакуум в полостях форм 36 через тонкие газопроницаемые стенки оболочковых форм. Степень вакуума в камере 70 выбирается достаточной для всасывания расплавленного металла 104 из ванны 102 вверх через расплавопровода 90, серпантинный впускной канал расплава 39 и через стояк 38 в полости форм 36, когда расплавопровод 90 погружен в ванну 102 расплава (фиг. 9).
При обеспечении вакуума в вакуумных камерах 70, 78 верхняя концевая стенка 74 подвергается воздействию атмосферного давления со стороны уплотнения 84 снаружи, в то время как с внутренней стороны плиты 75 поддерживается относительный вакуум. Это приложенное к верхней концевой стенке 74 давление заставляет прижиматься поддерживающее средство 60 к форме 30 и служит ее опорой при приложении литейных нагрузок, при этом происходит увеличение жесткости средства поддержки.
Расплавленный металл втягивается через расплавопровод 90, серпантинный впускной канал расплава 39 и стояк 38 в полости формы через впускные летники 41. В результате происходит вакуумное всасывание с приложением дифференциального давления расплавленного металла в полости форм 36.
После окончания заливки расплавленного металла в полости форм 36 манипулятор 114 поднимается при помощи исполнительного устройства 108, поднимая литейную установку 100 на достаточное расстояние от ванны 102, чтобы вытянуть (извлечь) расплавопровод 90 из ванны 102. Во время подъема литейной установки 100 поддерживается вакуум в камерах 70, 78 за счет вакуумного насоса 80.
После вытягивания расплавопровода 90 из ванны 102 расплавленный металл из расплавопровода стекает вниз под действием силы тяжести (фиг. 10). Однако находящийся в серпантинном впускном канале расплавленный металл стекает только из нижнего участка 39d, который непосредственно сообщается с нижним открытым концом (см. фиг. 10). Расплавленный металл, находящийся в центральном районе 39a серпантинного прохода 39 (заключенного между вертикальными хордовыми стенками 50) и расположенном выше в районе 39e, удерживается от вытекания хордовыми стенками 50 (фиг. 10). Вытекающий из расплавопровода 90 и серпантинного канала 39 расплавленный металл возвращается в ванну 102 для повторного использования при следующей заливке.
Отсоединенная от ванны расплава литейная установка 100 затем поворачивается с использованием вращающегося (роторного) исполнительного устройства 108 обычного типа, подключенного при помощи шестеренчатой передачи 116 к удлинению 114a поддерживающего кронштейна 114. Поворот литейной установки 100 осуществляется относительно горизонтальной оси H из положения, показанного на фиг. 10, в опрокинутое положение, показанное на фиг. 11, в котором расплавопровод 90 располагается над формой 30.
Вращение литейной установки 100 осуществляется в направлении, показанном на фиг. 10 стрелкой, т.е. в направлении по часовой стрелке относительно фиг. 10. Такое направление поворота позволяет хордовым стенкам 50 предотвратить вытекание все еще расплавленного металла из серпантинного канала 39 и формы 30 во время проведения операции опрокидывания. Хордовые стенки 50 действуют как перегородка, удерживающая расплавленный металл от вытекания без необходимости применения клапана в канале 39; таким образом, создается бесклапанный впускной канал расплава 39, обеспечивающий предотвращение вытекания расплава во время операции поворота формы. После осуществления поворота литейной установки 100 на 90o по часовой стрелке (т.е. в горизонтальное положение), серпантинный канал 39 будет иметь ориентацию в виде буквы S. После осуществления опрокидывания литейной установки 100 (фиг. 11) отсутствуют проблемы, связанные с возможностью вытекания металла из формы.
Манипулятор 114, удлинение манипулятора 114a и зубчатая передача 116 показаны на фиг. 9 - 11 в одном и том же положении для упрощения. Их реальным положением является положение, нормальное к показанному положению, что позволяет осуществлять поворот (опрокидывание) в направлении, показанном на фиг. 10 стрелкой.
После опрокидывания литейной установки 100 вакуум в камерах 70, 78 снимается (при помощи соответствующего клапана 120, обеспечивающего нормальное атмосферное давление в камерах 70, 78), что дает возможность застывать расплавленному металлу в форме 30 при окружающем (атмосферном) давлении, при этом форма находится в опрокинутом положении.
Изобретение особенно полезно при литье вакуумным всасыванием металлов с большой усадкой или сплавов с большой усадкой (например, сталей, нержавеющих сталей, сплавов на базе никеля, кобальта и железа и суперсплавов). Термин "высокая усадка" относится к объемному сжатию расплавленных металлов, когда они охлаждаются от литейной температуры до температуры окружающей среды в течение операции застывания процесса литья. Некоторые стали испытывают объемную усадку до 10% во время охлаждения от температуры литья (разливки) до температуры окружающей среды, в то время как, наоборот, серые и гранулированные чугуны дают относительно малую объемную усадку, такую, как менее 1%. Металлы и сплавы с высокой усадкой могут разливаться с применением вакуумного всасывания в соответствии с данным изобретением без вредного вытекания расплава из формы во время выполнения операции опрокидывания формы. Металлы и сплавы с малой усадкой аналогичным образом могут разливаться с применением вакуумного всасывания. Однако изобретение особенно полезно при разливке металлов и сплавов с высокой усадкой, которые более склонны к вытеканию из формы во время операции опрокидывания формы.
В качестве примера можно указать на использование формы 30 описанного и показанного на чертежах типа для литья вакуумным всасыванием 58 фунтов стального сплава 4130 при температуре литья 3050oF. В вакуумной камере поддерживался вакуум 18 дюймов рт. ст. (вакуумная камера 70), при этом расплавопровод 90 погружен в ванну расплава 102 для впускания расплава в 24 полости форм, в каждую их которых входит 0,8 фунта расплава. Наполнение формы осуществляется в течение 8 с, затем расплавопровод поднимается из ванны расплава при подъеме литейной установки. Во время подъема вытекающий из расплавопровода 90 и участка 39d серпантинного канала 39 расплав стекает назад в ванну расплава (фиг. 10). Как только вытекание расплава останавливается (приблизительно через 2 с), литейная установка опрокидывается за счет вращения вокруг горизонтальной оси. Во время проведения операции опрокидывания не наблюдается вытекания расплава.
Хотя изобретение было описано для керамических оболочковых форм 30, имеющих воротник 18, изобретение не ограничивается применением таких керамических оболочковых форм и может быть осуществлено при использовании хорошо известных соединяемых (связанных) песчаных форм, указанных в патенте США 4791977, к которым прикрепляется воротник 18 для достижения целей и преимуществ изобретения. Поэтому указание на патент США 4791977 приведено в этом описании. Термин "форма", используемый в формуле изобретения, следует понимать, как включающий в себя керамические оболочковые формы, связанные песчаные формы, а также все любые возможные виды форм.
Описание изобретения проведено для одного специфического варианта осуществления, однако изобретение не ограничивается приведенным примером, а включает в себя все возможные варианты, которые могут быть созданы на базе приведенной формулы изобретения.









Способ и установка предназначены для литья с использованием вакуума. Форму, имеющую серпантинный впускной канал и расплавопровод, размещают в вакуумной камере. Расплавопровод погружают в источник расплава. Создают дифференциальное давление между формовой полостью формы и источником расплава. Расплав заполняет форму через серпантинный впускной канал. Извлекают расплавопровод из источника расплава и поворачивают форму в направлении, препятствующем вытеканию расплава из полости формы. Серпантинный канал выполняют из двух идентичных огнеупорных элементов, один из которых перевернут. Канал имеет конфигурацию горизонтально ориентированной буквы S, когда расплавопровод погружен в расплав и находится в горизонтальном положении. Обеспечивается сокращение времени цикла заливки расплава в форму. 2 с. и 9 з.п. ф-лы, 11 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент N 5069271, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент N 4982777, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
