Область техники
Изобретение относится к области металлургии, в частности к способу получения тонкостенных отливок больших диаметров, например, из титановых и жаропрочных сплавов с разно удаленными от оси кольцевыми поверхностями, соединенными между собой радиальными элементами, заливаемых центробежным способом с вертикальной осью вращения.
Предшествующий уровень техники
Наиболее близкими к изобретению являются патенты на «Способ изготовления кольцевых отливок из титана титановых сплавов» №2283206, №2151027, №2058849.
Известна литниковая система, содержащая центральный стояк с расширяющейся нижней частью, рассекатель с лопатками, выполненными с переменной кривизной, и литниковые ходы, соединенные с формами питателями (Моисеев B.C. и др. Патент РФ №2058849, 27.04.1996). Указанная конфигурация литниковой системы за счет применения глухих, не сообщающихся объемов, образуемых лопатками, существенно снижают проскальзывание расплава в металлоприемнике, повышая пропускную способность литниковой системы. Однако положительный эффект от данного способа не распространяется на передачу расплава на внутренние кольцевые поверхности отливок, заполнение которых подчиняется только законам действия центробежных сил. При этом не учитывается зависимость от направления вращения и расстояния от оси вращения до места ввода металла в тело отливки.
Раскрытие изобретения
Целью изобретения является разработка способов подачи металла в различные зоны отливок для обеспечения достаточного питания тонкостенных элементов и сохранения неразрывности потока для получения качественного материала отливки во всех сечениях.
Поставленная задача достигнута тем, что в предложенной литниковой системе для центробежного фасонного литья с вертикальной осью вращения для тонкостенных отливок больших диаметров, например, из титановых и жаропрочных сплавов с разноудаленными от оси кольцевыми поверхностями, соединенными между собой радиальными элементами, содержащей цилиндрический центральный стояк (металлоприемник) и литниковые ходы, соединенные с питателями, согласно изобретению нижняя часть центрального стояка выполнена в форме квадрата с угловым выходом для принудительного захвата металла и смещения оси относительно оси вращения формы, причем подача металла в кольцевые части (в тело) отливки производится с разрывом от питателей, расположенных по секторальным кольцевым окружностям, повернутым в сторону вращения на угол 30°, соединенным с центральным стояком сужающимися литниковыми ходами.
Технический результат, достигаемый изобретением, заключается в повышении качества тонкостенных отливок больших диаметров за счет обеспечения спокойного течения потока расплава по окружности при входе в тонкостенную часть формы в напорном режиме, без завихрения и заворотов. При этом литниковая система имеет высокую пропускную способность и компактные размеры.
Технический результат достигается следующим образом.
Литниковая система для центробежного фасонного литья с вертикальной осью вращения для тонкостенных отливок большого диаметра с разноудаленными от оси кольцевыми поверхностями, соединенными между собой радиальными элементами, содержащая цилиндрический центральный стояк (металлоприемник), горизонтальные литниковые ходы, питатели, при этом центральный стояк в нижней части выполнен квадратной формы, а горизонтальные литниковые ходы размещены по углам квадрата, отклонены под углом 30° в сторону вращения и снабжены секторальными литниковыми ходами, расположенными по кольцевым окружностям, соединенными с вертикальными питателями.
Изобретение поясняется чертежами. На фиг. 1 представлена схема расположения отливки в разрезе в заливочном контейнере, где: 1 - контейнер; 2 - центральный стояк (металлоприемник); 3 - отливка в виде центрических окружностей, соединенных спицами или лопатками; 4 - горизонтальный литниковый ход (4 шт.); 5 - секторальный литниковый ход (12 шт.); 6 - вертикальный питатель (36 шт.).
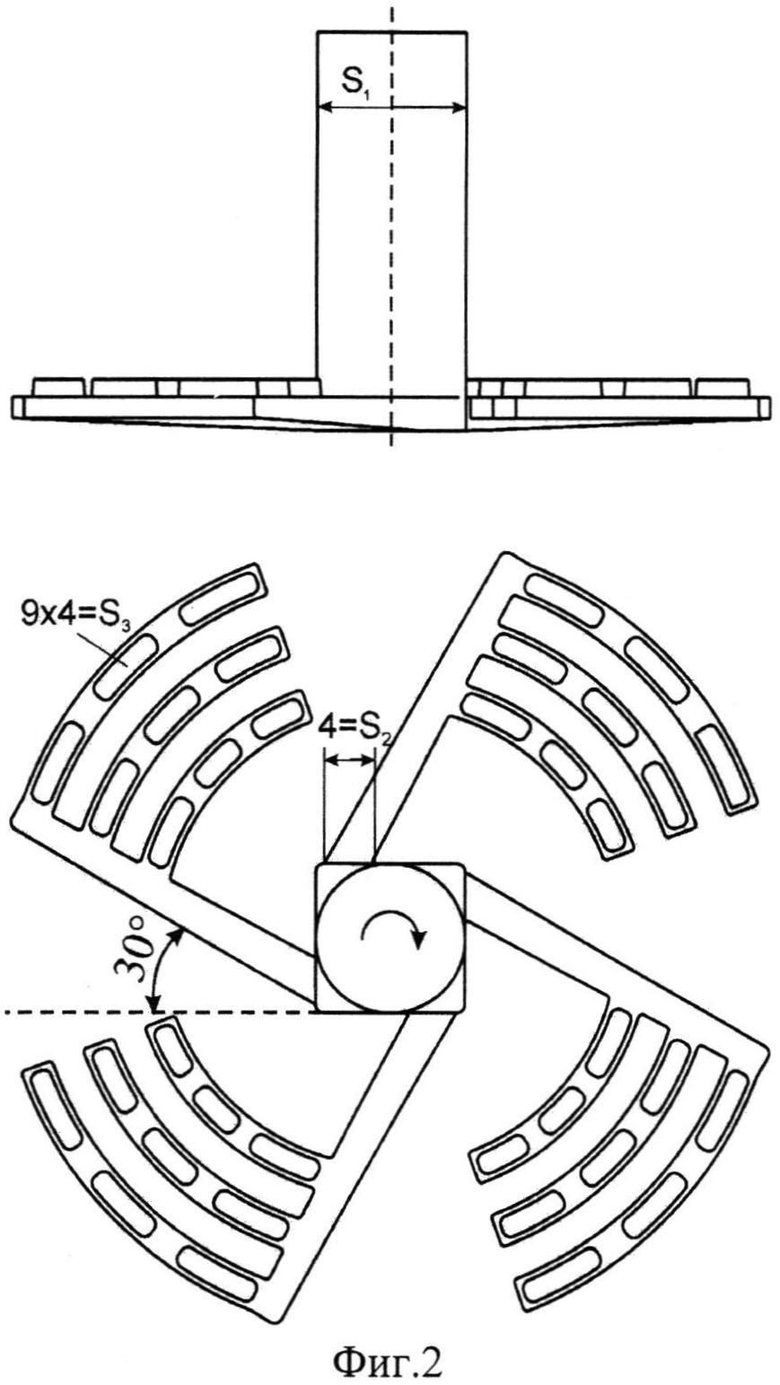
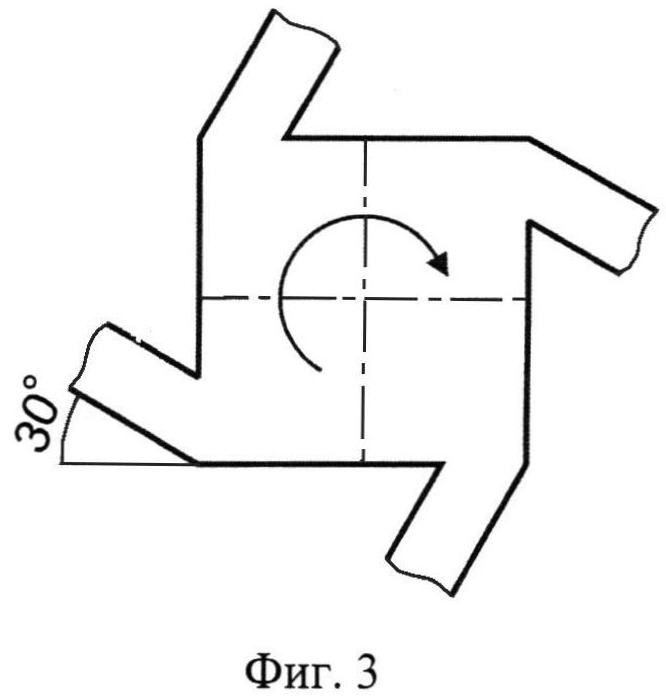
На фиг. 2 изображена конструкция литниковой системы без отливки, вид с боку и вид сверху, где: 2 - центральный стояк с квадратной нижней частью (фиг. 3); 4 - горизонтальный литниковый ход; 5 - секторальный литниковый ход; 6 - вертикальный питатель. Указаны места сечений S1, S2, S3. S1 - площадь сечения металла в литейной воронке. S2 - площадь сечения на выходе из центрального металл приемника. S3 - суммарная площадь питателей на входе в отливку. Направление вращения формы стрелкой и угол разворота в сторону вращения на 30°.
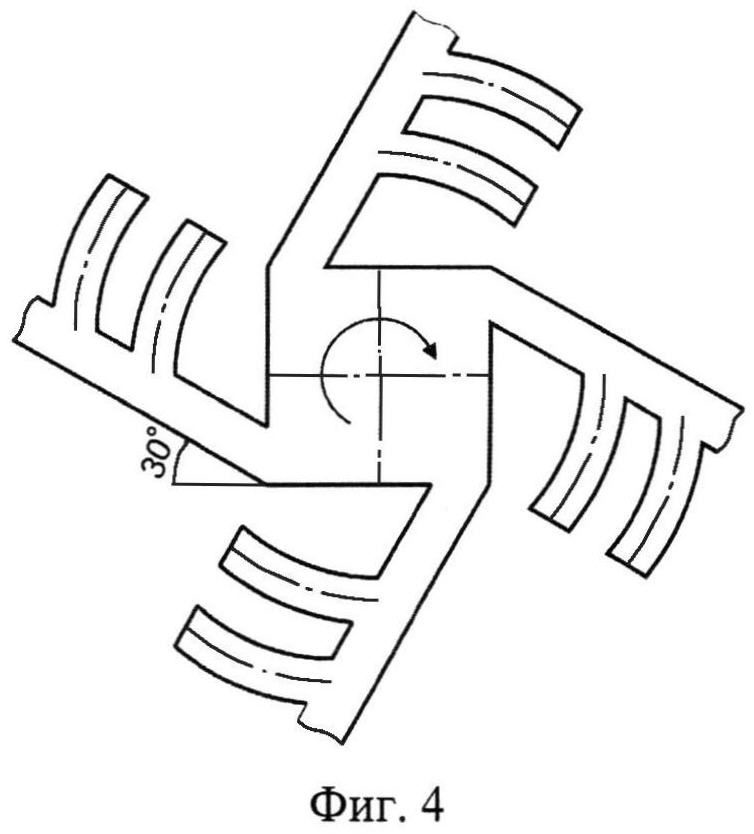
На фиг. 4 представлено сечение квадратной части стояка с угловым выходом металла, направление вращения формы и направление секторальных литниковых ходов.
Сущность изобретения
В основу изобретения предложен способ заливки тонкостенных отливок больших диаметров (фиг. 1), состоящих из нескольких разноудаленных кольцевых поверхностей, соединенных между собой радиальными ребрами (лопатками). Литниковая система, предназначенная для получения отливки (3), состоит из (1) - заливочного контейнера, (2) - стояка, (4) - горизонтального литникового хода, (5) - секторального горизонтального литникового хода, (6) - питателя.
Сущность изобретения заключается в том, что предложенный способ подвода металла (фиг. 2) при заливке тонкостенных отливок больших диаметров обеспечивает равномерное заполнение литейной формы за счет постоянного напора расплава, исключая разбрызгивание и разрыва металла при его движении.
Неравномерное заполнение формы, разбрызгивание расплава сплавов с низкими литейными свойствами (в частности титановых и жаропрочных сплавов) связан с тем, что в первый момент поступления расплава во вращающийся стояк, жидкий металл приобретает угловую скорость, что вызывает его проскальзывание.
Обоснование предложенной литниковой системы (способа подвода металла к отливке) приводится ниже.
Компактная в виде квадрата форма стояка в нижней части (фиг. 3 и 4) исключает проскальзывание расплава в момент начала движения и исключает разбрызгивание. Угловое расположение горизонтальных литниковых ходов обеспечивает максимальную скорость потока и принудительный захват металла. Минимальное проскальзывание металла в первый момент поступления расплава во вращающуюся форму достигается за счет смещения горизонтальных литниковых ходов металла в угловые зоны квадратного сечения и поворот горизонтальных литниковых ходов на угол 30° в сторону вращения формы, что позволяет заполнить угловые части сечения. Далее металл под действием центробежных сил, направленных радиально от центра, стремится на периферию, при этом движется по задней стенке горизонтального канала, разворот которого препятствует разрыву потока. Это продолжается до момента заполнения горизонтальной части литниковой системы, включая секторальные литниковые ходы (расположенные по концентрическим окружностям). Подача металла в тело отливки производится по вертикальным питателям, выполненным с разрывом, для обеспечения равномерного распределения металла по диаметру отливки. При этом нижний подвод расплава обеспечивает максимальную емкость металлоприемника в момент слива и неразрывность потока, а металл подается в тело отливки по кольцевым питателям с определенным шагом, зависящим от радиуса и равномерно распределяющим металл по окружности в тонкие части отливки.
Аналогичное минимальное разбрызгивание расплава может быть реализовано в шестигранном стояке вентиляторного типа. Однако компактные размеры стояка с квадратным основанием обеспечивает минимальную металлоемкость литниковой системы.
Необходимым условием выполнения неразрывности потока расплава является и обеспечение соотношения размеров литниковой системы (фиг. 1): S1:S2:S3=1,04:1:(3-5), где S1 - площадь сечения литейной воронки или лотка, S2 - суммарная площадь сечения горизонтальных литниковых ходов на выходе из центрального стояка, S3 - суммарная площадь питателей на входе в тело отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Устройство для заполнения форм расплавом | 1976 |
|
SU597501A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2008 |
|
RU2402403C2 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2341351C2 |
| Литниковая система для центробежного литья плоских фасонных отливок | 1986 |
|
SU1419797A1 |
Изобретение относится к литейному производству, в частности к получению тонкостенных отливок с толщиной стенки 2,5-3,5 мм, диаметром более 1000 мм, из титановых и жаропрочных сплавов, с разноудаленными от оси кольцевыми поверхностями 8, соединенными между собой радиальными ребрами 9. Литниковая система содержит цилиндрический центральный стояк 2, в нижней части выполненный квадратной формы, горизонтальные литниковые ходы 4, размещенные по углам квадрата. Литниковые ходы 4 отклонены под углом 30°С в сторону вращения и снабжены секторальными литниковыми ходами 5, расположенными по концентрическим окружностям, которые соединены с вертикальными питателями 6. Обеспечивается повышение качества тонкостенных за счет спокойного течения потока расплава по окружности при входе в тонкостенную часть формы, без завихрения и заворотов. Литниковая система имеет высокую пропускную способность и компактные размеры. 3 ил.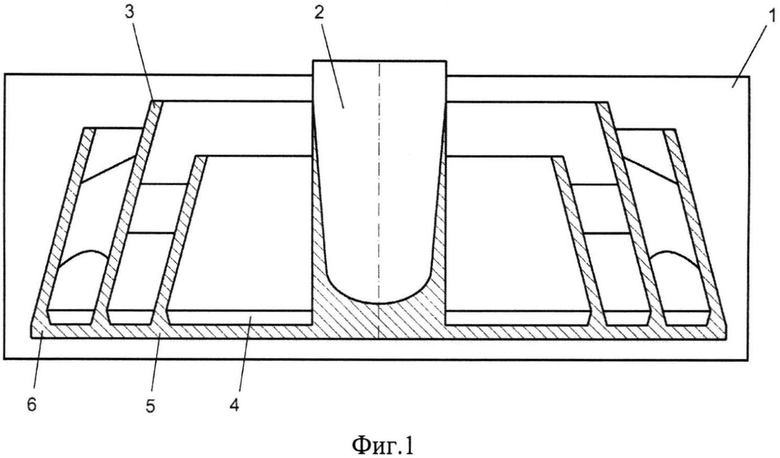
Литниковая система для центробежного фасонного литья с вертикальной осью вращения тонкостенных отливок большого диаметра с разноудаленными от оси кольцевыми поверхностями, соединенными между собой радиальными элементами, содержащая цилиндрический центральный стояк, горизонтальные литниковые ходы, питатели, при этом центральный стояк в нижней части выполнен квадратной формы, а горизонтальные литниковые ходы размещены по углам квадрата, отклонены под углом 30° в сторону вращения и снабжены секторальными литниковыми ходами, расположенными по концентрическим окружностям, соединенным с вертикальными питателями.
| RU 2058849C1, 27.04.1996 | |||
| WO 2008049465A1, 02.05.2008 | |||
| WO 2011048423A1, 28.04.2011 | |||
| US 5971533A, 30.09.1997. |

