Предлагаемое изобретение относится к литейному производству, а именно к устройствам для литья с применением внешних воздействий на жидкий и кристаллизующийся металл, и может быть использовано при проектировании оборудования и изготовлении отливок способом литья с центрифугированием расплава.
Известны литниковые системы, имеющие центральный стояк (круглый, овальный, четырех-, шестигранный и др.) с установленным в центре конусным рассекателем (и без него) и литниковые ходы, радиальные или в виде отрезка кольца, с присоединенными к ним с помощью питателей формами отливок [см. Чистяков В.В. Методы подобия и размерностей в литейной гидравлике. - М.: Машиностроение, 1990, с.55; Серебряков С.П., Колобков Ю.А., Зарайская И.С. Патент РФ №2043826: 20.09.1995; Серебряков С.П., Чистяков В.В. Авторское свидетельство СССР №1003996, БИ №10, 15.03.83; Голованов И.Д. Авторское свидетельство СССР №1323217, БИ №26, 15.07.1987; Мирзоян Г.С., Куршев Н.Н., Бадалян М.У. Авторское свидетельство СССР №1675038, БИ №33, 07.09.91; Шишкин Г.В., Шомовский С.С., Лабутина Н.И., Морозова Т.Б. Авторское свидетельство СССР №1650338, БИ №19, 23.05.1991].
Такие литниковые системы не обеспечивают необходимой заполняемости рабочих полостей формы при производстве отливок. Причиной является проскальзывание расплава в металлоприемнике мимо входного отверстия радиального коллектора, которое дополнительно усиливается в результате практически полной потери начального динамического напора при резком повороте потока на 90°. Указанное снижение пропускающей способности литниковой системы, особенно на начальной стадии заполнения формы, способствует значительному снижению качества отливок.
Известна литниковая система, содержащая центральный стояк с расширяющейся нижней частью, рассекатель с лопатками, выполненными с переменной кривизной, и литниковые ходы, соединенные с формами питателями [см. Моисеев B.C., Неуструев А.А., Серебряков С.П., Колобков Ю.А., Церковский Б.Г., Фадеев А.В., Скорняков Ю.Л., Губанцев Н.В. Патент РФ №2058849, 27.04.1996], а также известен металлоприемник, содержащий центральный стояк, конусный рассекатель с ребрами, имеющими профиль лопатки центробежного насоса [см. Голованов И.Д. Авторское свидетельство СССР №203842, БИ №21, 09.10.1967].
Указанные конфигурации литниковых систем за счет применения глухих несообщающихся объемов, образуемых лопатками, существенно снижают проскальзывание расплава в металлоприемнике, повышают пропускающую способность литниковой системы. Однако использование лопаток или рассекателей с ребрами способствует вспениванию расплава - захвату потоком газов, образованию металловоздушной смеси и соответствующему браку отливок.
Наиболее близким к предлагаемому изобретению является металлоприемник, включающий приемную полость, конусный рассекатель, индивидуальные вертикальные каналы, переходящие в горизонтальные с радиусом перехода R и соединяющие приемную полость с выходными отверстиями [см. Шомовский С.С., Тонценко В.И. Авторское свидетельство СССР №969445, БИ №40, 30.10.1982].
Данный металлоприемник способствует увеличению пропускающей способности, однако существенно не снижает эффект проскальзывания расплава мимо вертикальных каналов, удар потока о рассекатель во время заливки приводит к значительной потере начального динамического напора, что способствует снижению пропускающей способности металлоприемника несмотря на уменьшение дальнейших гидравлических потерь за счет плавного поворота потока на 90°, а при недостаточном расходе может привести к безнапорному течению расплава в вертикальном канале металлоприемника и на выходе из него, снижению качества и браку отливок по недоливу.
Техническим эффектом, достигаемым от изобретения, является повышение качества отливок за счет повышения пропускающей способности металлоприемника и устранения проскальзывания, обеспечения напорного заполнения формы и более высокой скорости течения расплава (расхода) по каналам литниковой системы за счет снижения потерь динамического напора в металлоприемнике, устранения вихреобразования и снижения турбулизации потока.
Данный технический эффект достигается за счет того, что в металлоприемнике, включающем приемную полость и вертикальный канал, переходящий в горизонтальный с радиусом перехода R, вертикальный канал выполнен в виде насадка конфузорного или коноидального типа, присоединенного к основанию металлоприемника в его осевой части, причем угол конусности конфузора α не более 30°, отношение радиуса поворота канала к его диаметру R/d не менее 2,0, степень сужения насадка 1,5-3,0.
На фиг.1 представлен металлоприемник для центробежного литья с вертикальной осью вращения, где: 1 - приемная полость, 2 - вертикальный канал с насадком конфузорного типа (а) или коноидального типа (б).
Работает предлагаемый металлоприемник следующим образом. Расплав из заливочного устройства поступает в приемную полость 1 и далее в вертикальный канал 2, заполняя его по всему сечению. Расположение устья вертикального канала на оси вращения формы позволяет устранить эффект проскальзывания и обеспечить стабильное истечение расплава из приемной полости в канал. Конфигурация вертикального канала, включающая насадок коноидального или конфузорного типа, присоединенного к основанию приемной полости в его осевой части, и поворот потока на 90° относительно оси вращения формы, обеспечивает максимальное сохранение начального динамического напора при входе в приемную полость и снижает потери на гидравлические сопротивления в вертикальном канале. Согласно данным [см. Альтшуль А.Д., Животовский Л.С., Иванов Л.П. Гидравлика и аэродинамика. М.: Стройиздат, 1987, с.207-210, 313-316] коэффициент скорости потока для насадка конфузорного типа составляет 0,96, коноидального типа 0,97-0,995, коэффициент сопротивления насадка 0,01-0,1 в зависимости от степени сужения, его плавности, числа рейнольдса; коэффициент гидравлических потерь канала с углом поворота потока 90° зависит от отношениея R/d радиуса поворота к диаметру канала, коэффициента гидравлического трения.
Данный металлоприемник обеспечивает течение потока расплава по каналам литниковой системы в напорном режиме, без завихрений и заворотов и имеет высокую пропускающую способность (коэффициент расхода 0,7-0,8).
С целью проведения сравнительных испытаний предлагаемого металлоприемника и прототипа были проведены модельные исследования, в которых определены основные гидродинамические параметры процесса: расход, коэффициент расхода. Оптимальные значения основных конструктивных параметров металлоприемника (угол конусности α не более 30°; отношение радиуса поворота канала к его диаметру р=R/d не менее 2,0; степень сужения насадка 1,5-3,0) получены моделированием на прозрачных моделях и подтверждены экспериментально при получении реальных отливок. Результаты испытаний приведены в таблицах 1-3.
Как следует из данных табл.1, оптимальные значения коэффициента расхода (µ=0,7-0,8 были получены при использовании насадка конфузорного типа с углом конусности α не более 30°. Увеличение угла конусности более 30° приводит к существенному снижению коэффициента расхода, что значительно сказывается на пропускающей способности металлоприемника.
Как следует из данных табл.2, увеличение радиуса поворота канала пропорционально повышению коэффициента расхода металлоприемника, наиболее оптимальные значения коэффициента расхода µ=0,65-0,8 получаются при отношении радиуса поворота канала к его диаметру р=R/d не менее 2,0, однако чрезмерное увеличение радиуса поворота приводит к необоснованному увеличению габаритов металлоприемника.
Как следует из данных табл.3, оптимальные значения коэффициента расхода µ=0,7-0,8 были получены при степени сужения h=1,5-3,0. Снижение степени сужения менее 1,5 приводит к некоторому увеличению коэффициента расхода, однако способствует необоснованному увеличению габаритов металлоприемника. Увеличение степени сужения более 3,0 приводит к существенному снижению коэффициента расхода (при одинаковом объеме заливаемой жидкости) и повышению металлоемкости металлоприемника (при сохранении одинакового напора над устьем вертикального канала).
Как показали сравнительные испытания предлагаемого изобретения с прототипом, при одинаковых конструктивных параметрах среднее значение коэффициента расхода у прототипа в 1,4-1,5 раза ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Металлоприемник для центробежного литья | 1981 |
|
SU969445A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Коллектор литниковой системы для центробежного литья | 1978 |
|
SU772697A1 |
| НАСАДОК ГИДРОМОНИТОРА | 1992 |
|
RU2046954C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| ДОЖДЕВАЛЬНЫЙ НАСАДОК | 2006 |
|
RU2325955C1 |
Изобретение относится к литейному производству. Металлоприемник содержит приемную полость и вертикальный канал, переходящий в горизонтальный канал по радиусу R. Вертикальный канал выполнен в виде насадка конфузорного или коноидального типа, присоединенного к основанию приемной полости. Угол конусности конфузора составляет не более 30°. Отношение радиуса R канала к диаметру канала d составляет не менее 2,0. Степень сужения насадка h=D/d-1,5-3,0, где D - диаметр приемной полости, d - диаметр канала металлоприемника. Достигается повышение пропускающей способности металлоприемника и скорости течения расплава. 1 ил., 3 табл.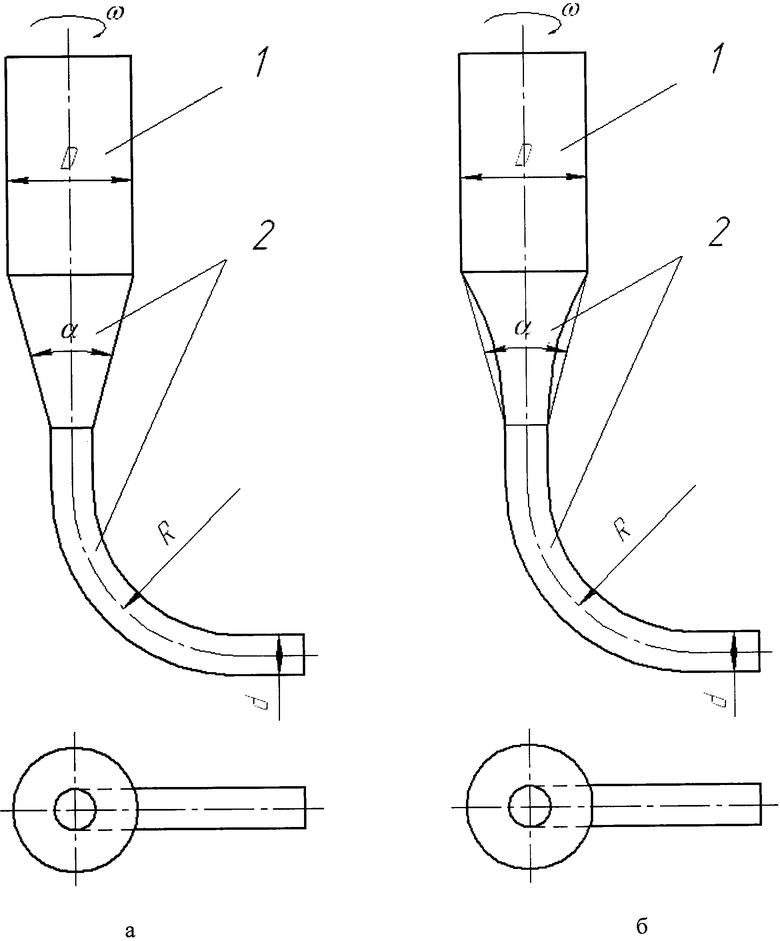
Металлоприемник для центробежного литья с вертикальной осью вращения, включающий приемную полость и вертикальный канал, переходящий в горизонтальный канал по радиусу R, отличающийся тем, что вертикальный канал выполнен в виде насадка конфузорного или коноидального типа, присоединенного к основанию приемной полости, причем угол конусности насадка составляет не более 30°, отношение радиуса R канала к диаметру канала d составляет не менее 2,0, а степень сужения насадка h=D/d - 1,5-3,0, где D - диаметр приемной полости, d - диаметр канала металлоприемника.
| Металлоприемник для центробежного литья | 1981 |
|
SU969445A1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ОТЛИВКИ ДЕТАЛЕЙ НА ЦЕНТРОБЕЖНОЙ МАШИНЕ | 0 |
|
SU203842A1 |
| 0 |
|
SU193035A1 | |
| Рабочий орган разбрасывателя органических удобрений в виде роторов | 1986 |
|
SU1371572A1 |

