Изобретение относится к электронно-лучевой сварке и может быть использовано в различных отраслях машиностроения при сварке тавровых соединений, а также при сварке полых каркасов с внутренними ребрами, работающих в условиях действия переменных нагрузок.
Известен способ изготовления теплообменника и устройство для его осуществления (Патент РФ №2065351, МПК В23Р 15/26, опубл. 20.08.1996), выбранный в качестве аналога. В данном способе изготавливают теплообменник, который состоит из оребренных теплообменных труб овалообразного сечения с плоскими параллельными стенками в направлении большей оси сечения трубы. Трубы изготавливают в виде отдельных половин. Ребра изготавливают Г-образного сечения с длиной, соответствующей размеру плоской трубы вдоль большей оси ее сечения. Г-образные ребра одной из стенок располагают на наружной плоской поверхности каждой из полутруб на заданном расстоянии друг от друга, затем ребра с полутрубой перемещают для сварки и соединяют друг с другом сварочным лучом с высокой плотностью энергии.
Известный способ изготовления является сложно применимым в случае изготовления оребренной поверхности, имеющей большое количество ребер со сложным геометрическим профилем. Кроме того, в известном способе сварка полутрубы с ребрами происходит непрерывным лучом как в месте соединения свариваемых деталей, так и в месте перехода от одного места сварки к другому, что вызывает дополнительные тепловложения в свариваемую конструкцию и, как следствие, увеличивает коробления полутрубы и снижает механические свойства конструкции в целом. В случае изготовления сварной конструкции из толстостенной плиты и тонкостенных ребер вероятность повышенного коробления свариваемых деталей и образования подрезов в месте соединения свариваемых деталей значительно возрастает.
Наиболее близким к заявляемому техническому решению является способ электронно-лучевой сварки тавровых соединений (А.С. СССР 1454610, МПК В23К 15/00 опубл. 30.01.89. Бюл. №4). Сущность способа состоит в сквозном проплавлении плиты и формировании сварного шва по всей толщине ребра с галтелями между ребром и плитой. Для этого свариваемые детали плотно прижимают друг к другу по соединяемым поверхностям. По обе стороны оси ребра по всей его длине устанавливают формирующие подкладки, на рабочих кромках которых выполняют скругления радиусом, равным радиусу галтели в зоне соединения плиты с ребром. Электронным лучом заданной мощности проплавляют через плиту соединяемые поверхности, направляя луч нормально к свариваемой поверхности. Технологические режимы сварки выбирают из условия формирования устойчивой сварочной ванны, которая, растекаясь, заполняет полости, образованные скругленными рабочими кромками подкладки.
Данный способ имеет ряд ограничений по свариваемым изделиям, в частности, из-за невозможности в ряде случаев применять технологические припуски ребер для ввода и вывода электронного луча, а также с большой вероятностью коробления изделия (особенно, в случае применения тонкостенных заготовок). Использование варианта со стыковкой плиты над привариваемым ребром вызывает также определенные трудности в связи с увеличением трудоемкости сварки «разрезного» варианта плиты, а также точностью совмещения свариваемых деталей из-за возможных отклонений в их фактических размерах в пределах допусков на механическую обработку.
Задачей заявляемого способа является повышение качества сварного соединения плиты с оребренной поверхностью.
При использовании способа достигается следующий технический результат:
- минимальные значения послесварочных деформаций;
- высокая точность сборки свариваемых деталей, исключающая их взаимное смещение;
- возможность получения качественных сварных соединений в различных пространственных положениях.
Для решения указанной задачи и достижения технического результата заявляется способ электронно-лучевой сварки плиты с оребренной поверхностью, заключающийся в осуществлении сварки со стороны плиты, в котором, согласно изобретению, предварительно на внешнюю поверхность плиты наносят будущие места сварки, совпадающие с местами сварки на ребристой поверхности, в местах сварки выполняют сквозные одноступенчатые отверстия с уменьшением диаметра по глубине плиты. Совмещают свариваемые детали и в каждое отверстие, выполненное в плите, устанавливают штифт до контакта с ребром, при этом штифты выполняют из того же материала, что и свариваемые детали, а высота штифта превышает глубину внутреннего отверстия в плите. После чего производят точечную сварку в местах установки штифтов. Высота выступания штифта в наружное отверстие может составлять не менее половины его глубины. Плита и оребренная поверхность могут быть выполнены из тонколистового титанового сплава.
Выполнение сквозных одноступенчатых отверстий в плите позволяет значительно повысить точность сборки свариваемых деталей, при этом облегчается процесс совмещения оптической оси электронной пушки с местами сварки в виду их визуализации. Точность совмещения свариваемых деталей обеспечивается предварительным нанесением на внешнюю поверхность плиты будущих мест сварки. Выполнение в местах сварки одноступенчатых сквозных отверстий с уменьшением диаметра по глубине плиты позволяет, с одной стороны, повысить точность сборки свариваемых деталей, а с другой стороны, в них устанавливают штифты, необходимые для компенсации удаленного в процессе сверления металла и используемые в качестве присадочного материала. Выбор высоты штифта и установка его в контакте с ребром обеспечивает надежность проплавления и повышение качества сварного шва. За счет того, что сварка изделия происходит точечными сварными швами, требуются минимальные вложения энергии на выполнение сварки, что, в свою очередь, значительно снижает вероятность возникновения послесварочных деформаций и положительно влияет на качество сварного шва. Применение точечной электронно-лучевой сварки изделия не требует наличия технологических припусков ребер для ввода и вывода электронного луча, что, в свою очередь, снижает затраты на последующую механическую обработку изделия. Кроме того, применение данного способа позволяет выполнять точечные сварные швы сложной геометрической формы и в различных пространственных положениях, ввиду отсутствия линейного сварного шва и упрощенного перехода от одного места сварки к другому.
Способ электронно-лучевой сварки проводят следующим образом. Перед выполнением на плите технологических ступенчатых отверстий на ее наружной поверхности проводят разметку в соответствии с местами будущих сварок, совпадающими с местами сварок на оребренной поверхности. Это с большой точностью осуществляют на фрезерном станке, оснащенным числовым программным управлением. В размеченных местах сварки предварительно выполняют глухие отверстия, диаметр которых должен быть не менее диаметра электронного луча, при этом толщина металла после сверления должна быть не более толщины привариваемого ребра. В случае выполнения диаметра отверстия менее диаметра электронного луча произойдет потеря мощности электронного луча на расплавление наружных кромок отверстия, что в свою очередь может привести к недостаточной глубине сварного шва. В случае, если оставшаяся после сверления толщина металла будет более толщины ребра, то для его сквозного проплавления потребуется большее значение прикладываемой погонной энергии, что в свою очередь приведет к ухудшению качества сварного соединения и чрезмерному оплавлению привариваемого ребра в месте сварки. После выполнения глухого технологического отверстия в этом же месте выполняется сквозное отверстие меньшего диаметра для последующего визуального контроля совмещения плиты с привариваемым ребром. Диаметр сквозного отверстия выбирается не менее половины толщины привариваемого ребра и достаточным для проведения визуального контроля совмещения свариваемых деталей. После проведения визуального контроля совмещения свариваемых деталей в сквозные технологические отверстия в плите устанавливают штифты, необходимые для компенсации удаленного в процессе сверления металла и используемые в качестве присадочного металла. При этом диаметр штифта выбирается равным диаметру внутреннего отверстия и устанавливается в него по плотной посадке. Высота штифта превышает глубину внутреннего отверстия в плите и составляет около 2/3 от общей глубины отверстий разного диаметра. При сварке выступающая часть штифта расплавляется и образует своего рода присадочный металл, компенсирующий потери металла на испарения и усадку. Сварку выполняют в нижнем положении статичным лучом, обеспечивая выполнение точечной сварки электронным лучом. После выполнения сварки путем перемещения сварочного стола или электроннолучевой пушки совмещают оптическую ось электронно-лучевой пушки и следующего места сварки и вновь повторяют сварку. Выполнение точечной электронно-лучевой сварки обеспечивает получение качественного сварного соединения с минимальными послесварочными деформациями. Данный способ позволяет также выполнять точечные сварные швы сложной конфигурации, которые не всегда возможно получить путем шовной электронно-лучевой сварки.
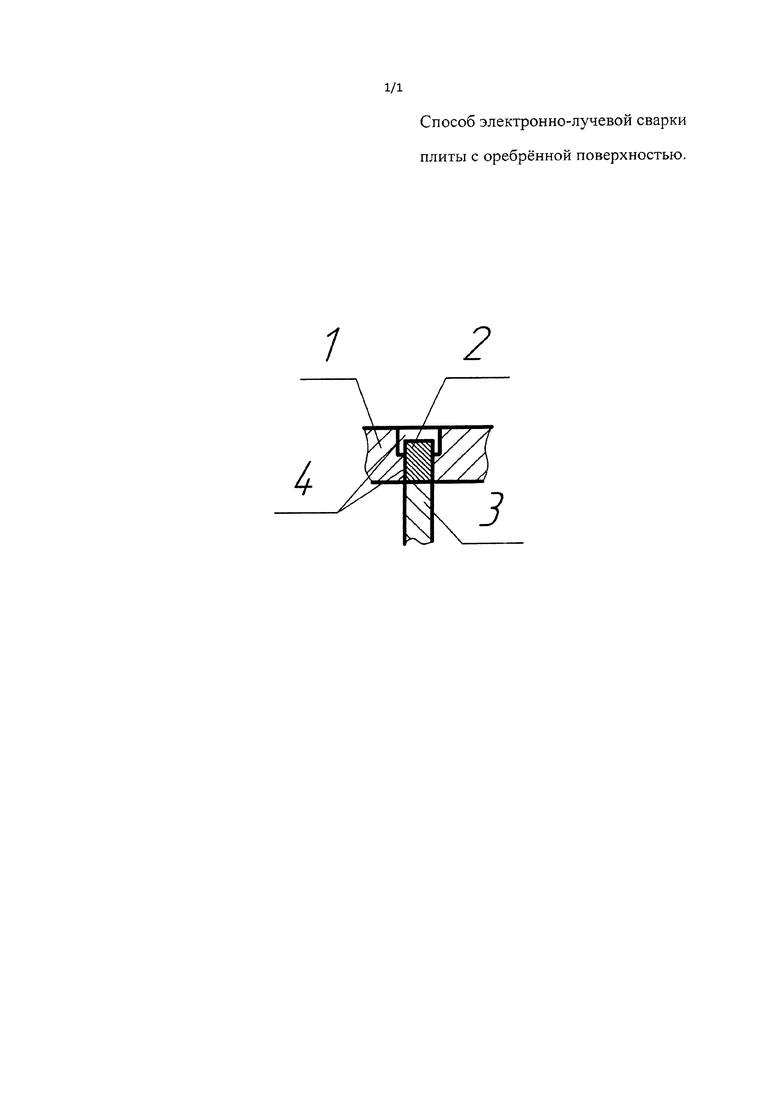
На чертеже представлена схема сварки плиты с оребренной поверхностью (одно место сварки), где
1 - плита; 2 - штифт; 3 - ребро; 4 - технологические отверстия в плите 1.
Способ сварки состоит в разметке мест сварки на наружной поверхности плиты 1, совпадающих с местами сварки на оребренной поверхности (ребро 3). В намеченных местах сварки в плите 1 выполняют сквозные одноступенчатые технологические отверстия 4. После этого свариваемые детали предварительно совмещают между собой, контролируя точность совмещения через технологические отверстия 4, и затем плотно прижимают друг к другу по соединяемым поверхностям. Далее в технологические отверстия 4 устанавливают штифты 2, изготовленные из того же материала, что и свариваемые детали. Статичным электронным лучом заданной мощности проплавляют штифт 2 с расплавлением свариваемых поверхностей. Технологические режимы сварки выбирают из условия полного расплавления, установленного штифта и внедрения части сварного шва в привариваемое ребро 3, при этом линейное перемещение электронного луча отсутствует, обеспечивая точечную электронно-лучевую сварку.
Выполняли электронно-лучевую сварку платформы из титанового сплава ВТ20, состоящей из сотового каркаса, к которому точечными швами способом электронно-лучевой сварки приваривали верхнюю и нижнюю плиты. Сварку выполняли на автоматизированном электронно-лучевом технологическом комплексе АЭЛТК 60-15-В-4-17 с энергоблоком ЭЛТА-60/15. Толщина плиты 4 мм, толщина привариваемых ребер сотового каркаса 2 мм. Через предварительно выполненные на фрезерном станке в плите сквозные одноступенчатые отверстия контролировали совмещение плиты с привариваемыми ребрами, после чего фиксировали собранную конструкцию в сварочной оснастке. Во внутренние сквозные отверстия по плотной посадке устанавливали штифты, выполненные также из титанового сплава ВТ20. Точечную электронно-лучевую сварку выполняли в нижнем положении остросфокусированным лучом. После выполнения всех точечных сварных швов полученную оребренную плиту переворачивали на 180° и приваривали таким же способом вторую плиту.
Режимы сварки: фокусное расстояние Нф=180 мм; ускоряющее напряжение Uуск - 60 кВ; скорость сварки Vсв=0 м/ч; ток сварки Iсв=15mA; ток фокусировки Iф=735 mА; время сварки tсв=2c.
После выполнения сварки были проведены замеры короблений, возникших в процессе сварки, - максимальное значение 0,5 мм. Проведенные испытания механических свойств сварных соединений подтвердили их надежность. Сварные швы удовлетворяют требованиям конструкторской документации по качеству.
Совокупность признаков, составляющих заявляемый способ, не зависит от свойств материала свариваемых деталей, поэтому данный способ применим для получения сварных соединений, выполненных из различных цветных и черных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2355545C2 |
| Способ соединения сваркой патрубков с днищем реактора | 2020 |
|
RU2740128C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| Способ электронно-лучевой сварки тонкостенных трубчатых деталей | 2021 |
|
RU2766615C1 |
| Способ крепления сваркой патрубка на толстостенной обечайке | 1988 |
|
SU1804380A3 |
Изобретение относится к способу электронно-лучевой сварки плиты с оребренной поверхностью и может быть использовано в различных отраслях машиностроения. Сварку осуществляют со стороны плиты. Предварительно на внешнюю поверхность плиты наносят места сварки, совпадающие с местами сварки на оребренной поверхности. В местах сварки выполняют сквозные одноступенчатые отверстия с уменьшением диаметра по глубине плиты. Совмещают свариваемые детали. В отверстия, выполненные в плите, устанавливают штифты до контакта с ребром. Высота штифта превышает глубину внутреннего отверстия в плите. После чего производят точечную сварку в местах установки штифтов. Высота выступания штифта в наружное отверстие составляет не менее половины его глубины. Плита и оребренная поверхность могут быть выполнены из тонколистового титанового сплава. Изобретение обеспечивает минимальные значения послесварочных деформаций, высокую точность сборки свариваемых деталей, исключающую их взаимное смещение, и возможность получения качественных сварных соединений в различных пространственных положениях. 2 з.п. ф-лы, 1ил., 1 пр.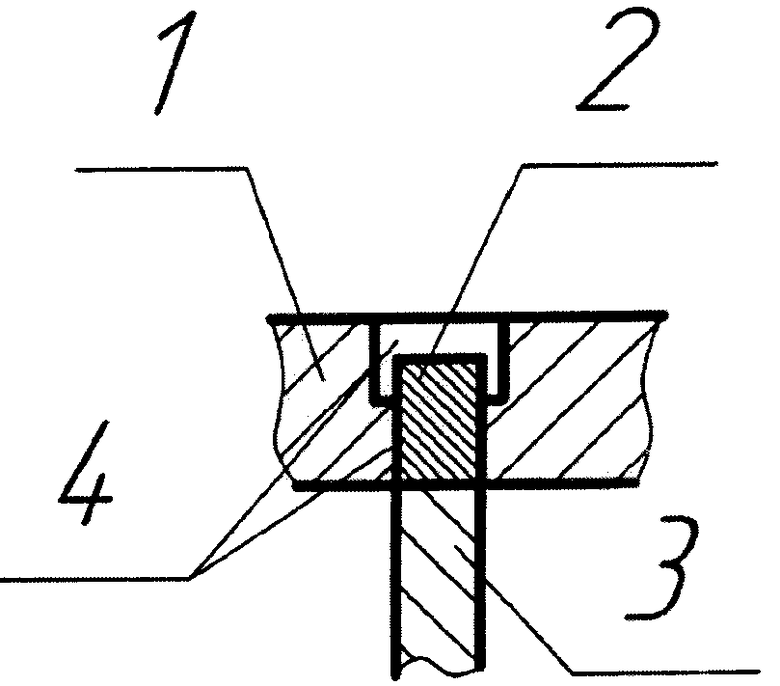
1. Способ электронно-лучевой сварки плиты с оребренной поверхностью, включающий сварку упомянутых деталей со стороны плиты, отличающийся тем, что предварительно на внешней поверхности плиты наносят разметку мест сварки, совпадающих с местами сварки на оребренной поверхности, в местах сварки в плите выполняют сквозные одноступенчатые отверстия с уменьшением диаметра по глубине плиты, совмещают свариваемые детали и в каждое отверстие, выполненное в плите, устанавливают штифт до контакта с ребром, при этом штифты выполняют из того же материала, что и свариваемые детали, и с высотой штифта, превышающей глубину внутреннего отверстия в плите, после чего выполняют точечную сварку в местах установки штифтов.
2. Способ по п. 1, отличающийся тем, что высота выступания штифта в наружное отверстие составляет не менее половины его глубины.
3. Способ по п. 1, отличающийся тем, что плита и оребренная поверхность выполнены из тонколистового титанового сплава.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2287418C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ЗА ОДИН ПРОХОД Т-ОБРАЗНОГО УЗЛА ИЗ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2318640C2 |
| НАКЛАДКА ДЛЯ СОЕДИНЕНИЯ ЧАСТЕЙ, НАПРИМЕР, РАЗБОРНОГО УЛЬЯ | 1947 |
|
SU79742A1 |
| JP5177373A,20.07.1993 | |||
| JP63203286A,23.08.1988 | |||
| JP2004154866A,03.06.2004 | |||
| CN103537797A,29.01.2014. | |||

