ИзобретеЛие относится к машиностроению и может быть использовано для переработки полимерных материалов, например пластмасс, в авиационной промышленности, приборостроении и др. отраслях.
Цель изобретения - повышение производительности труда, уменьшение расхода пресс-материала и улучшение условий труда обслуживающего персонала .
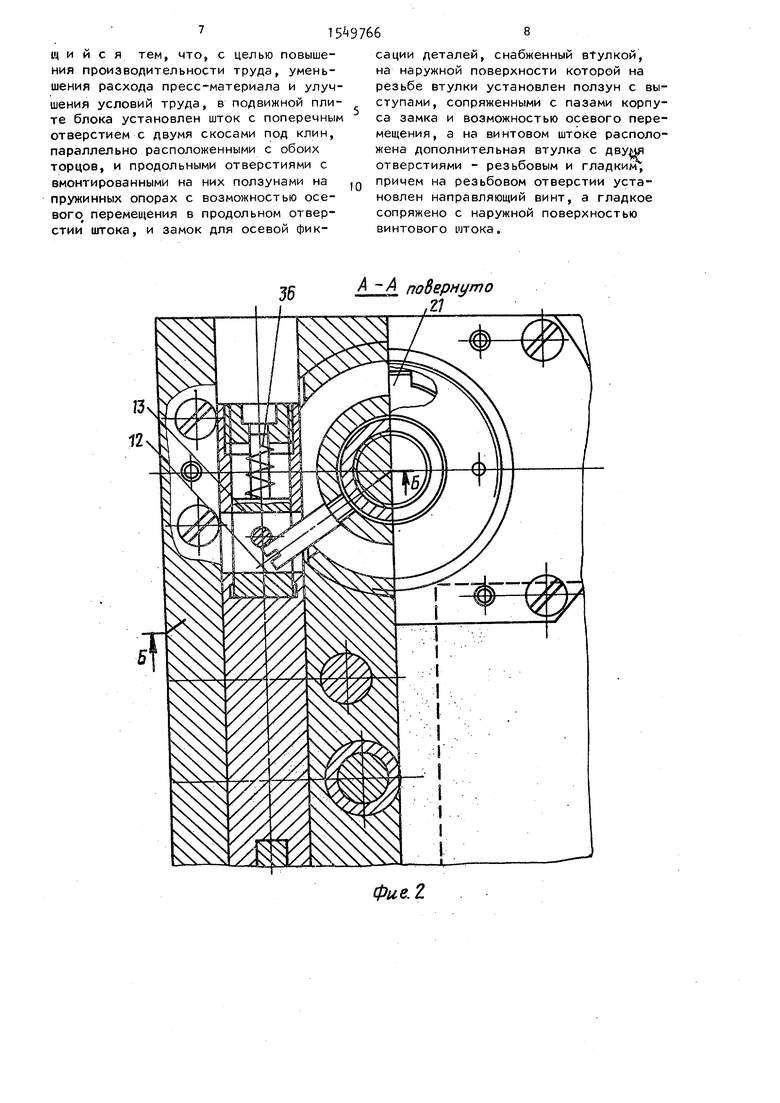
На фиг.1 изображен блок с вмонтированным в нем замком осевой фиксации деталей и пресс-формой, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - замок осевой фик- сации деталей, вмонтированный в блок (разрез Б-Б на фиг.2).
Универсальный блок для литьевого прессования изделий из полимеров с вмонтированным в нем замком осевой фиксации деталей и пресс-формой включает клин 1, поршень 2 и втулку 3, смонтированные в поршнедержателе 4; на клине 1 расположены гайка 5 и штифт 6, а к поршнедержателю 4 через термоизоляционные прокладки 7 прикреплена верхняя плита 8, наклонную плоскость 9, расположенную в поперечном отверстии штока 10, смонтированного в подвижной плите 11; плоскость 12, расположенную в поперечном отверстии ползуна 13, смонтированного в продольно расположенных отверстиях штока 10, поводок 14, установленный на управляющем винте 15 замка осевой фиксации деталей; резьбовые нарезы 16, выполненные в отверстии направля ющей втулки 17, сопряженные с наружной резьбой управляющего винта 15$ резьбовой ползун 18, установленный на резьбе 19 наружной поверхности втул ки с самоскользящими винтовыми нарезами 20, имеющий выступы 21, сопряженные с продольными пазами, располо
,-
, д 5
0
5
женными в отверстии корпуса замка 22J центральный толкатель 23, смонтированный в плите толкателей 24, тяги 25, соединяющие плиту толкателей 24 с подвижной плитой 11; матрицу 26 пресс-формы, плиту 27 съема и знако- держатель 28; самоскользящие винтовые нарезы 29 (фиг.З) винтового штока 30, сопряженные с нарезами, расположенными в отверстии втулки 20 замка осевой фиксации; основание блока 31 пружину 32, установленную на втулке с самоскользящими винтовыми нарезами 20, опирающуюся на торцовую плоскость винта натяга 33; загрузочную камеру 34, смонтированную в подвижной плите 11, ось 35 ползуна 13, установленную неподвижно, а в штоке 10 - с зазором; пружину 36, расположенную на ползуне 13 штока 10 в продольном его отверстии; разводящие каналы 37 пресс-формы, выполненные в одной плоскости с впускными каналами 38; формообразующую плоскость пресс-формы 39; толкатели 40 блока, смонтированные в верхней части основания блока 31; упоры 41, установленные в плите толкателей 24; знаки 42 пресс-формы, установленные в знакодержателе 28; наклонную плоскость 43 поперечного отверстия штока 10, расположенную параллельно плоскости 9 с другого торца этого отверстия.
Универсальный блок литьевого прессования изделий из полимеров работает следующим образомс
Включением обратного давления верхнего цилиндра пресса посредством ползуна пресса клин 1 вместе с поршнем 2, втулкой 3 поршнедержате- лем 4, гайкой 5, штифтом 6, прокладкой 7-и верхней плитой 8, перемещаясь вверх, вступает в контакт с наклонной плоскостью 9 штока 10 и перемещает его вдоль сквозного отверстия
подвижной плиты 11. При этом плоскость 12 ползуна 13, вступая в контакт с поводком 14, поворачивает управляющий винт 15 и с помощью резьбовых нарезов 16 направляющей втулки 17 перемещает управляющий винт 15 вниз в направлении его продольной оси. При этом торцовая плоскость управляющего винта 15 удаляется от линии контакта с резьбовым ползуном 18, который расположен на резьбе 19 втулки 20, удерживается выступами 21 в продольных пазах корпуса замка 22
находится в этот момент в неподвиж- дящие каналы 37 и впускные каналы 38
10
этом действие сил пружины 36 на ось 35 в момент контакта управляющего винта 1 5 и резьбового ползуна 18 сохраняется „ Таким образом, подвижная плита 11 становится зафиксированной и ее перемещение вверх при воздействии сил давления, возникающих в процессе прессования, предотвращено. Далее поршень 2 при движении вниз в полости загрузочной камеры 34, воздействуя на пресс-материал, превращенный за счет давления и температуры в текучее состояние, выдавливает его через разво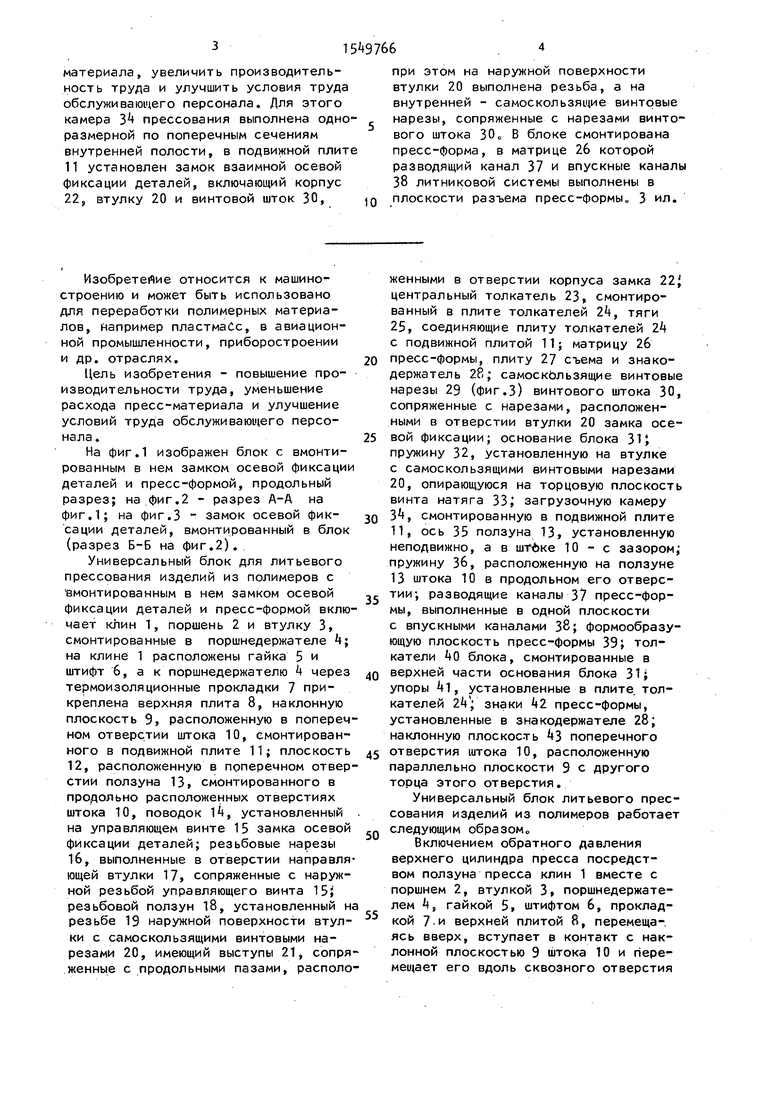

| название | год | авторы | номер документа |
|---|---|---|---|
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| Литьевая форма для изготовления полимерных изделий с продольными отверстиями | 1983 |
|
SU1165590A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
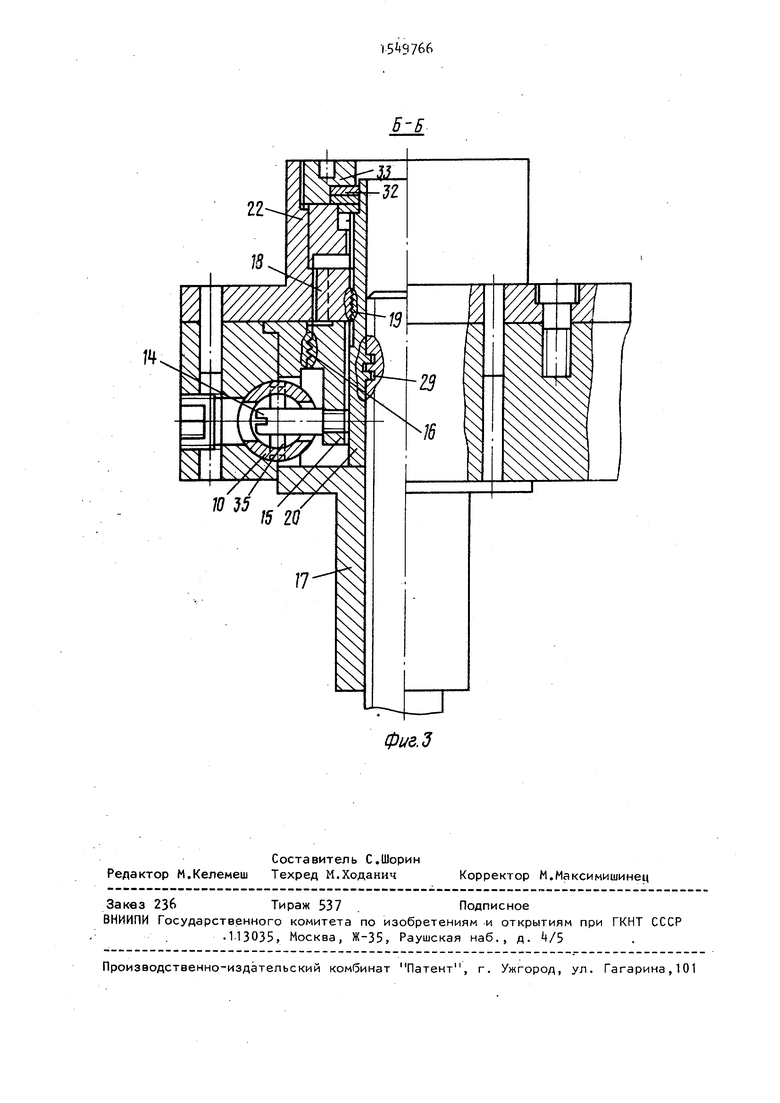
Изобретение относится к машиностроению, в частности к прессам для формования изделий из пластмасс. Блок позволяет производить литьевое прессование изделий из полимерных материалов без образования литникового остатка в загрузочной камере, предотвращает размыкание пресс-форм в процессе прессования. Применение блока позволяет уменьшить расход пресс-материала, увеличить производительность труда и улучшить условия труда обслуживающего персонала. Для этого камера прессования 34 выполнена одноразмерной по поперечным сечениям внутренней полости, в подвижной плите 11 установлен замок взаимной осевой фиксации деталей, включающий корпус 22, втулку 20 и винтовой шток 30, при этом на наружной поверхности втулки 20 выполнена резьба, а на внутренней- самоскользящие винтовые нарезы, сопряженные с нарезами винтового штока 30. В блоке смонтирована пресс-форма, в матрице 26 которой, разводящий канал 37 и впускные каналы 38 литниковой системы выполнены в плоскости разъема пресс-формы. 3 ил.
ном состоянии.
Включением обратного давления нижнего цилиндра пресса подвижная плита 11 посредством центрального толкателя 23, плиты толкателей 24 и тяг 25, перемещаясь вниз, приводит в контакт матрицу 26 пресс-формы с плитой 27 съема, знакодержателем 28 и занимает исходное положение.
При перемещении подвижной плиты 11 вниз втулка 20, перемещаясь вместе с подвижной плитой 11 посредством винтовых самоскользящих нарезов 28 винтового штока 30, закрепленного неподвижно в основании 31, совершает вращательное движение, при этом торцовая часть втулки 20 посредством пружины 32 и винта натяга 33 удерживается в постоянном контакте с торцовой плоскостью направляющей втулки 17
Вращаясь вокруг своей продольной оси, втулка 20 посредством резьбовых нарезов 19 и выступов 21 перемещает ползун 18 вверх, в направлении его продольной оси, приближая торцовую плоскость ползуна 18 к положению линии контакта с управляющим винтом 15
Прессуемый материал поступает в загрузочную камеру 34. Включением прямого давления верхнего цилиндра пресса клин 1 посредством ползуна пресса, перемещаясь вниз и взаимодействуя с наклонной плоскостью 43, параллельной плоскости 9, расположенной с другой стороны поперечного отверстия штока 10, перемещает шток 10 в отверстии подвижной плиты 11 в противоположном направлении. При этом ось 35 ползуна 13 штока 10 посредством пружины 36, воздействуя на поводок 14, поворачивает управляющий винт 15, и резьбовые нарезы 16 направляющей | втулки 17 перемещают его вверх до кон такта с резьбовым ползуном 18. При
0
0
5
5
пресс-формы в ее формообразующие полости 39.
Включением обратного давления верхнего цилиндра пресса клин 1 и поршень 2 вместе с другими скрепленными с ними деталями блока посредством ползуна пресса, перемещаясь вверх, занимают исходное положение. При этом подвижная плита оказывается незафиксированной. ,
Включением прямого давления нижнего цилиндра пресса центральный толкатель 23, воздействуя на плиту толкателей 24, с помощью тяг 25 перемещает подвижную плиту 11 вверх и отделяет матрицу 26 пресс-формы от плиты съема 27. Затем в момент контакта толкателей 40 с упорами 41 плита 27 съема пресс-формы, перемещаясь вверх, отделяется от знакодержателя 28 и снимает формованное изделие со знаков 42. Производится съем формованного изделия с плиты 27 съема.
Включением сжатого воздуха удаля- Q ются отходы прессования с поверхности формообразующих элементов пресс-формы и верхней плоскости подвижной плиты 11.
Включением обратного давления нижнего цилиндра пресса посредством тяг 25 подвижная плита блока, перемещаясь вниз, занимает исходное положение. Рабочий цикл повторяется.
5
Формула изобретения Универсальный блок для литьевого прессования изделий из полимерое, включающий камеру прессования, одноразмерную по поперечному сечению внутренней полости, установленную на подвижной плите, поршень и поршнедер- жатель с расположенными в верхней части колонками, замок для осевой фиксации деталей, отличающ и и с я тем, что, с целью повышения производительности труда, уменьшения расхода пресс-материала и улучшения условий труда, в подвижной плите блока установлен шток с поперечным отверстием с двумя скосами под клин, параллельно расположенными с обоих торцов, и продольными отверстиями с вмонтированными на них ползунами на пружинных опорах с возможностью осевого перемещения в продольном отверстии штока, и замок для осевой фик36
сации деталей, снабженный втулкой, на наружной поверхности которой на резьбе втулки установлен ползун с выступами, сопряженными с пазами корпуса замка и возможностью осевого перемещения, а на винтовом штоке расположена дополнительная втулка с отверстиями - резьбовым и гладким; причем на резьбовом отверстии установлен направляющий винт, а гладкое сопряжено с наружной поверхностью винтового штока.
А -А поВернуггго &
фие.2
фиг.З
| Универсальный блок для литьевого прессования изделий из полимеров | 1977 |
|
SU639720A1 |
| Солесос | 1922 |
|
SU29A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| ( УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРОВ | |||
